Настоящее изобретение относится к способу изготовления оцинкованной и отожженной листовой стали и оцинкованной и отожженной листовой стали. Изобретение является в особенности хорошо подходящим для использования в автомобильной промышленности.
С учетом экономии массы транспортных средств для изготовления механического транспортного средства, как это известно, используют высокопрочные стали. Например, при изготовлении конструкционных деталей должны быть улучшены механические свойства таких сталей. Для улучшения механических свойств стали, как это известно, добавляют легирующие элементы. Таким образом, производятся и используются высокопрочные стали или сверхвысокопрочные стали, обладающие высокими механическими свойствами, в том числе сталь TRIP (с пластичностью, наведенной превращением), стали DP (двухфазные), сталь HSLA (высокопрочная и низколегированная), сталь TRIPLEX (триплексная), сталь DUPLEX (дуплексная).
Обычно стали DP обладают ферритно-мартенситной микроструктурой. Это в результате приводит к получению микроструктуры, состоящей из мягкой ферритной матрицы, содержащей острова из мартенсита в качестве вторичной фазы, (мартенсит увеличивает предел прочности при растяжении). Совокупное поведение сталей DP определяется в дополнение к химическому составу стали, помимо всего прочего, объемной долевой концентрацией и морфологией фаз (размером, аспектным соотношением зерен и тому подобным). Стали DP характеризуются высоким пределом прочности при разрыве (UTS, что становится возможным вследствие присутствия мартенсита) в сочетании с низким начальным напряжением для предела текучести при растяжении (что получают вследствие присутствия фазы феррита) и высоким деформационным упрочнением на ранней ступени. Данные признаки делают стали DP идеальными материалами для операций по листовой формовке, связанных с автомобилестроением.
Их преимущества представляют собой: низкий предел текучести при растяжении, низкое соотношение между пределом текучести при растяжении и пределом прочности при растяжении, высокие начальные скорости деформационного упрочнения, хорошее равномерное относительное удлинение, высокая чувствительность к скорости деформации и хорошее сопротивление усталости.
Обычно на данные стали наносят металлическое покрытие, улучшающее свойства, такие как: противокоррозионная стойкость, фосфатируемость и тому подобное. Металлические покрытия могут быть осаждены в ходе цинкования в результате погружения в расплав после отжига листовых сталей. Иногда за этим следует легирующая обработка таким образом, чтобы железо листовой стали диффундировало бы по направлению к цинковому покрытию, в целях получения цинково-железного сплава на листовой стали, которую называют оцинкованной и отожженной листовой сталью. Данная оцинкованная и отожженная листовая сталь характеризуется хорошим поведением при сварке.
Однако, в частности, для сталей DP во время отжига, проводимого в технологической линии непрерывного отжига, легирующие элементы, обладающие повышенным сродством к кислороду (в сопоставлении с железом), такие как марганец (Mn), алюминий (Al), кремний (Si) или хром (Cr), окисляются и приводят к образованию оксидов на поверхности. Данные оксиды, представляющие собой, например, оксид марганца (MnO) или оксид кремния (SiO2), могут присутствовать в форме непрерывной или ненепрерывной пленки на поверхности листовой стали. Они предотвращают получение надлежащего сцепления для наносимого металлического покрытия и могут в результате приводить к получению зон, в которых на конечном продукте отсутствует покрытие, или возникновению проблем, связанных с отслаиванием покрытия.
Цинкование и отжиг сталей DP представляет собой амбициозную задачу, поскольку оксиды, образующиеся во время отжига на листовой стали, могут создавать помехи для формирования системы Fe-Zn. Действительно, образовавшиеся оксиды могут замедлять цинкование и отжиг вследствие создания ими препятствий для диффундирования железа. Цинкование и отжиг зависят, помимо всего прочего, от распределения оксидов на поверхности листовой стали, в листовой стали, морфологии оксидов и иногда природы образовавшихся оксидов.
В патентной заявке ЕР2415896 раскрывается способ изготовления высокопрочной оцинкованной листовой стали, включающий слой цинкового покрытия, получаемого в результате гальванизации, характеризующийся массой при расчете на единичную площадь поверхности в диапазоне от 20 г/м2 до 120 г/м2 и осажденный на листовую сталь, содержащую от 0,01% до 0,18% С, от 0,02% до 2,0% Si, от 1,0% до 3,0% Mn, от 0,001% до 1,0% Al, от 0,005% до 0,060% Р и 0,01% или менее S при расчете на массу, при этом остаток представляет собой Fe и неизбежные примеси, который включает отжиг и цинкование листовой стали в технологической линии непрерывного цинкования. В технологическом процессе нагревания реализуют температурную область с температурой печи в диапазоне от А°С до В°С, имеющую атмосферу, характеризующуюся температурой точки росы, составляющей -5°С и более, где 600 ≤ А ≤ 780 и 800 ≤ В ≤ 900. На температуру точки росы для атмосферы в отжигательной печи, отличной от того, что имеет место в области в диапазоне от А°С до В°С, конкретных ограничений не накладывают, и она предпочтительно находится в пределах диапазона от -50°С до -10°С. В данной публикации также раскрывается и способ, который, кроме того, включает легирование листовой стали в результате нагревания листовой стали до температуры в диапазоне от 450 до 600°С после цинкования таким образом, чтобы уровень содержания Fe в слое цинкового покрытия, получаемого в результате гальванизации, находился бы в пределах диапазона от 7 до 15% (масс.).
Оцинкованная и отожженная листовая сталь, полученная при использовании представленного выше способа, обладает текстурой или микроструктурой, в которой образуется оксид, по меньшей мере, одного или нескольких представителей, выбираемых из группы, состоящей из Fe, Si, Mn, Al, P, B, Nb, Ti, Cr, Mo, Cu и Ni, на поверхностном участке листовой стали, который располагается непосредственно под слоем покрытия, получаемого в результате гальванизации, и который располагается в пределах 100 мкм от поверхности листовой стали основы, в количестве в диапазоне от 0,010 г/м2 до 0,50 г/м2 при расчете на единичную площадь поверхности, и формируются выделения кристаллического оксида Si, кристаллического оксида Mn или кристаллического сложного оксида Si-Mn в зернах металла основы, которые присутствуют в области в пределах 10 мкм в направлении вниз от слоя покрытия, получаемого в результате гальванизации, и которые находятся в пределах 1 мкм от межзеренных границ.
Однако, при использовании представленного выше способа существует риск формирования на поверхности листовой стали существенного слоя внешнего оксида, такого как FeO. В данном случае затруднительно восстановить все количество внешнего оксида, что приводит к получению плохой смачиваемости и плохой адгезии покрытия из цинка на поверхности стали, и во время легирующей обработки существует риск значительного замедления диффундирования железа в цинковое покрытие. Таким образом, в данном случае отсутствует какой-либо интерес к проведению легирующей обработки для получения оцинкованной и отожженной листовой стали.
В патентной заявке JP2008156734 раскрывается способ изготовления высокопрочной оцинкованной в результате погружения в расплав листовой стали, включающий:
- проведение для стали, образованной из компонентов, описанных в пунктах 1 или 2 формулы изобретения, горячей прокатки, декапирования и холодной прокатки и проведение для получающейся в результате листовой стали оцинковочной обработки в результате погружения в расплав для изготовления листовой стали, оцинкованной в результате погружения в расплав, где
- при горячей прокатке температуру нагревания сляба задают на уровне в диапазоне от 1150 до 1300°С, температуру окончательной прокатки задают на уровне в диапазоне от 850 до 950°С, и температуру смотки задают на уровне в диапазоне от 400 до 600°С;
- при декапировании температуру ванны задают на уровне в диапазоне от 10°С и более до менее, чем 100°С, а концентрацию хлористо-водородной кислоты задают на уровне в диапазоне 1-20%; и
- при оцинковочной обработке в результате погружения в расплав концентрацию водорода в атмосфере в печи для термической обработки от технологического процесса увеличения температуры до 600°С и более до технологического процесса охлаждения до 450°С через температуру отжига задают на уровне в диапазоне от 2 до 20%, а температуру точки росы для атмосферы задают на уровне в диапазоне от -60 до -10°С, и холоднокатаную листовую сталь выдерживают при температуре отжига в диапазоне от 760 до 860°С на протяжении от 10 до 500 секунд, а после этого охлаждают при средней скорости охлаждения в диапазоне 1-30°С/с. Способ также может включать легирующую обработку в температурном диапазоне от 450 до 600°С на протяжении от 10 до 120 секунд в целях получения оцинкованной и отожженной листовой стали.
Согласно упоминанию во внутреннем пространстве листовой стали образуются оксиды на основе Si и на основе Mn на межзеренных границах кристаллических зерен и в зернах.
Однако, в примерах время легирующей обработки не упоминается. И вследствие близости оксидов к поверхности листовой стали существует риск формирования прерывистой оксидной пленки в листовой стали вследствие присутствия таких оксидов, что ингибирует диффундирование железа в цинковое покрытие. Поэтому существует риск замедления легирующей обработки.
В патентной заявке JP2000212648 раскрывается одноступенчатый способ производства высокопрочной оцинкованной в результате погружения в расплав листовой стали, характеризующейся превосходными обрабатываемостью и адгезионной способностью покрытия, получаемого в результате гальванизации, при этом способ включает стадии:
- проведения для стального сляба, содержащего 0,10% (масс.) или менее Р, горячей прокатки со следующим далее декапированием или в противном случае проведения для стального сляба холодной прокатки;
- нагревания в атмосфере, где температура нагревания Т находится в диапазоне от 750°С и более до 1000°С или менее и удовлетворяет следующей далее формуле (2), температура точки росы t для газа атмосферы удовлетворяет следующей далее формуле (3), и концентрация водорода в газе атмосферы находится в диапазоне 1-100% (об.); а после этого проведения цинкования в результате погружения в расплав:
0,85 ≤ {[P (% (масс.)) + (2/3)] * 1150} / {T(°C)} ≤ 1,15 (2);
0,35 ≤ {[P (% (масс.)) + (2/3)] * (-30)} / {t(°C)} ≤ 1,8 (3).
В данном способе также раскрывается и дополнительная легирующая обработка в целях получения оцинкованной и отожженной листовой стали.
Все примеры из публикации JP2000212648, где осуществляют одноступенчатый способ термической обработки, (примеры 18-26) включают термическую восстановительную обработку, когда температура нагревания Т находится в диапазоне между 810 и 850°С при температуре точки росы, соответствующей очень низкой влажности (≤ -35°С) или очень высокой влажности (≥ 35°С), что делает возможным получение адгезии покрытия. За термической восстановительной обработкой при температуре в диапазоне между 750 и 1000°С следует легирующая обработка.
Единственный сравнительный пример для одноступенчатого способа из публикации JP2000212648 (сравнительный пример 10) реализуют при использовании листовой стали, содержащей очень маленькие количества Si и Cr. В данном случае одноступенчатый способ термической обработки включает термическую восстановительную обработку, где температура нагревания Т составляет 820°С при температуре точки росы 0°С. За этим следовала легирующая обработка, проводимая при 480°С. Однако, оксиды на основе Р не восстанавливались, что приводило к получению плохой адгезии покрытия и плохого внешнего вида после легирования.
В патентной заявке JP2011117040 раскрывается легированная оцинкованная в результате погружения в расплав листовая сталь, содержащая материал листовой стали основы, характеризующийся химическим составом, содержащим, при выражении через % (масс.), от 0,01 до 0,25% С, от 0,3 до 2,0% Si, от 0,030 до 3,0% Mn, 0,050% или менее Р, 0,010% или менее S, 0,0060% или менее N и 0,5% или менее раств. Al, при этом остаток представляет собой Fe и примеси, и слой покрытия, получаемого в результате гальванизации, содержащий, при выражении через % (масс.), от 8,0 до 15% Fe и от 0,15 до 0,50% Al, на поверхности материала листовой стали основы, где листовая сталь, кроме того, содержит монооксид Si, Mn или Al, оксид, содержащий два и более из данных представителей, или сложный оксид, содержащий два и более из данных представителей и Fe, где монооксид, оксид или сложный оксид присутствуют в материале листовой стали основы в пределах глубины 2 мкм от поверхности раздела между слоем покрытия, получаемого в результате гальванизации, и материалом листовой стали основы, и при этом монооксид, оксид или сложный оксид характеризуются максимальным диаметром зерна, составляющим 0,10 мкм или менее.
В данной публикации также раскрывается и способ изготовления легированной оцинкованной в результате погружения в расплав листовой стали, включающий:
- стадию горячей прокатки в виде горячей прокатки стального сляба, характеризующегося химическим составом, содержащим, при выражении через % (масс.), от 0,01 до 0,25% С, от 0,3 до 2,0% Si, от 0,030 до 3,0% Mn, 0,050% или менее Р, 0,010% или менее S, 0,0060% или менее N и 0,5% или менее раств. Al, и смотку в рулон полученной горячекатаной листовой стали при температуре смотки в рулон, составляющей 650°С или менее;
- стадию декапирования в виде декапирования горячекатаной листовой стали;
- стадию холодной прокатки в виде холодной прокатки горячекатаной листовой стали, декапированной на стадии декапирования, при степени обжатия по толщине, составляющей 50% и более; и
- стадию цинкования в результате погружения в расплав в виде последовательного проведения для холоднокатаной листовой стали после стадии холодной прокатки: отжига в восстановительной отжигательной печи в технологической линии непрерывного цинкования в результате погружения в расплав для восстановления поверхности листовой стали в температурном диапазоне, составляющем 700°С и более, в азотно-водородной атмосфере, характеризующейся концентрацией водорода в диапазоне 1-30% (об.) и температурой точки росы в диапазоне от -30°С до 10°С; цинкование в результате погружения в расплав; и
- легирующую обработку.
Тем не менее, во время отжига может образовываться большое количество оксидов, характеризующихся полностью различной природой, в том числе: монооксид Si, Mn или Al, оксид, содержащий два и более из данных представителей, или сложный оксид, содержащий два и более из данных представителей и Fe. Природа оксидов, в особенности оксидов, содержащих Al, и сложного оксида, содержащего два и более из данных представителей и Fe, может быть сформирована в виде непрерывного слоя, уменьшающего, таким образом, адгезию покрытия и замедляющего цинкование и отжиг.
В патентной заявке JP2011153367 раскрывается способ производства оцинкованной и отожженной стали, включающий отжиг, цинкование в результате погружения в расплав и легирующую обработку в отношении листовой стали, содержащей, применительно к % (масс.), С: от 0,03 до 0,20%, Mn: от 0,03 до 3,0%, Si: от 0,1 до 2,5%, S: 0,01% или менее, Р: 0,1% или менее, раств. Al: 1,0% или менее, N: 0,01% или менее и Bi: от 0,0001 до 0,05%, при нагревании вплоть до температуры рекристаллизации при отжиге, отжиг проводят до температуры рекристаллизации при температуре точки росы в диапазоне от -25 до 0°С в отжигательной печи во время нагревания в диапазоне от, по меньшей мере, 650°С до температуры рекристаллизации.
Однако, присутствие висмута в стали может ухудшить механические свойства стали. Помимо этого, существует риск уменьшения адгезии покрытия и замедления цинкования и отжига высокопрочных и сверхвысокопрочных сталей.
В дополнение к этому, как это продемонстрировано на фигуре 1 из патентной заявки JP2011153367, способ начинается в результате продувки печи при использовании газа с составом N2 – 10% (об.) Н2, характеризующегося температурой точкой росы -60°С. Газ в начале нагревания изменяют на предварительно определенный газ, характеризующийся высокой температурой точки росы. Действительно, в случае достижения температуры листа 650°С печь еще раз продувают при использовании газа, характеризующегося высокой температурой точки росы в виде предварительно определенной температуры точки росы, например, -10°С. После этого в случае достижения температуры листа 860°С, где данная температура является равной или большей в сопоставлении с температурой рекристаллизации, газ еще раз переключают на первоначальный газ, характеризующийся низкой температурой точки росы, то есть, -60°С, перед достижением температуры 460°С листом, который окунают в ванну для покрытия, получаемого в результате гальванизации.
Таким образом, в способе требуются три продувки:
- одна в начале способа при использовании газа, характеризующегося температурой точки росы -60°С,
- одна во время отжига при достижении температуры листовой стали 650°С при использовании газа, характеризующегося температурой точки росы -10°С, и
- еще одна во время отжига при достижении температуры листовой стали 850°С при использовании газа, характеризующегося низкой температурой точки росы -60°С.
Данный способ является очень трудным в управлении в промышленном масштабе, в особенности, в технологической линии непрерывного отжига.
Таким образом, в дополнение к способу рекристаллизационного отжига, химическому составу и микроструктуре стали важные характеристики, которые необходимо принимать во внимание для улучшения кинетики цинкования и отжига сталей DP, также представляют собой и природа оксидов и перераспределение оксидов, которые образуются во время рекристаллизационного отжига.
Следовательно, существует потребность в отыскании способа улучшения смачивания и адгезии покрытия для высокопрочных сталей и сверхвысокопрочных сталей, в частности, сталей DP, содержащих определенное количество легирующих элементов.
Поэтому цель изобретения заключается в предложении оцинкованной и отожженной листовой стали, характеризующейся химическим составом, включающим легирующие элементы, где уменьшается время легирующей обработки, что делает возможным промышленное воплощение. Еще одна цель заключается в получении оцинкованной и отожженной листовой стали, характеризующейся высоким качеством, то есть, хорошо осуществляется диффундирование железа в сталь. В заключение, цель заключается в предложении легкого для воплощения способа изготовления упомянутой оцинкованной и отожженной листовой стали.
Достижения данной цели добиваются в результате предложения способа, соответствующего пункту 1 формулы изобретения. Способ также может включать любые характеристики из пунктов от 2 до 13 формулы изобретения.
Достижения еще одной цели добиваются в результате предложения оцинкованной и отожженной листовой стали, соответствующей пункту 14 формулы изобретения. Оцинкованная и отожженная листовая сталь также может включать любую характеристику из пунктов от 15 до 17 формулы изобретения.
В заключение, достижения цели добиваются в результате предложения использования оцинкованной и отожженной листовой стали, соответствующего пункту 18 формулы изобретения.
Другие характеристики и преимущества изобретения станут очевидными исходя из следующего далее подробного описания изобретения.
Для иллюстрирования изобретения будут описываться различные варианты осуществления и эксперименты из неограничивающих примеров, в частности, при обращении к следующим далее фигурам:
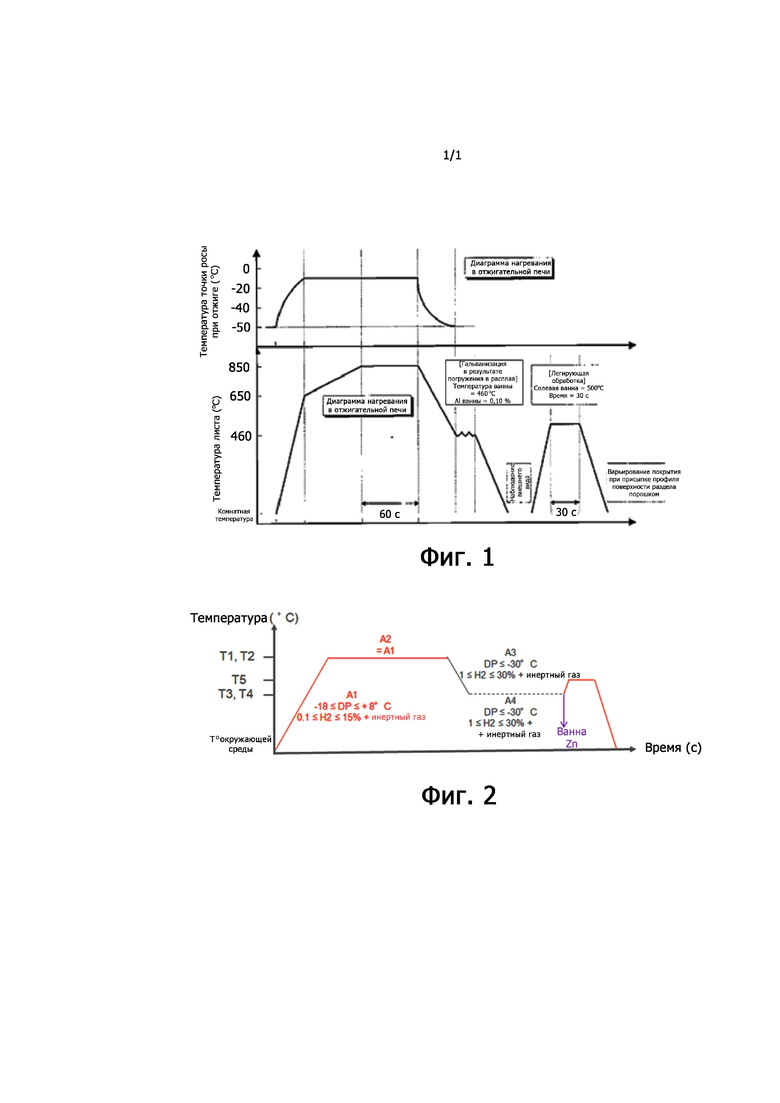
На фигуре 1 иллюстрируется один способ предшествующего уровня техники, раскрытый в патентной заявке JP2011153367.
На фигуре 2 иллюстрируется один пример способа, соответствующего настоящему изобретению.
Будут определены следующие далее термины:
- термин «% (об.)» обозначает уровень объемного процентного содержания,
- термин «% (масс.)» обозначает уровень массового процентного содержания.
Изобретение относится к способу изготовления оцинкованной и отожженной листовой стали, включающему:
А. получение листовой стали, характеризующейся следующим далее химическим составом, при выражении через массовый процент:
0,05 ≤ С ≤ 0,20%,
1,5 ≤ Mn ≤ 3,0%,
0,10 ≤ Si ≤ 0,45%,
0,10 ≤ Сr ≤ 0,60%,
Al ≤ 0,20%,
V < 0,005%
и исключительно необязательным образом один или несколько элементов, таких как
P < 0,04%,
Nb ≤ 0,05%,
B ≤ 0,003%,
Mo ≤ 0,20%,
Ni ≤ 0,1%,
Ti ≤ 0,06%,
S ≤ 0,01%,
Cu ≤ 0,1%,
Co ≤ 0,1%,
N ≤ 0,01%,
при этом остаток композиции образуется железом и неизбежными примесями, представляющими собой результат разработки,
В. рекристаллизационный отжиг упомянутой листовой стали в печи большой емкости с обогревом радиационными трубами, включающей секцию нагревания, секцию томления, секцию охлаждения, необязательно секцию выравнивающей выдержки, включающий следующие далее подстадии:
i. нагревание упомянутой листовой стали от температуры окружающей среды до температуры Т1 в диапазоне между 700 и 900°С в секции нагревания, имеющей атмосферу А1, содержащую от 0,1 до 15% (об.) Н2 и инертный газ, температура точки росы которой DP1 находится в диапазоне между -18°С и +8°С,
ii. томление листовой стали от Т1 до температуры Т2 в диапазоне между 700 и 900°С в секции томления, имеющей атмосферу А2, идентичную А1 и характеризующуюся температурой точки росы DP2, равной DP1,
iii. охлаждение листовой стали от Т2 до Т3 в диапазоне между 400 и 700°С в секции охлаждения, имеющей атмосферу А3, содержащую 1-30% (об.) Н2 и инертный газ, температура точки росы которой DP3 является меньшей или равной -30°С,
iv. необязательно выравнивающая выдержка листовой стали от температуры Т3 до температуры Т4 в диапазоне между 400 и 700°С в секции выравнивающей выдержки, имеющей атмосферу А4, содержащую 1-30% (об.) Н2 и инертный газ, температура точки росы которой DP4 является меньшей или равной -30°С,
С. цинкование в результате погружения в расплав отожженной листовой стали в цинковую ванну и
D. легирующую обработку, проводимую при температуре Т5 в диапазоне между 460 и 600°С на протяжении периода времени t5 в диапазоне между 1 и 45 секундами.
Как это можно себе представить без желания связывать себя какой-либо теорией, способ, соответствующий настоящему изобретению, делает возможным большое улучшение смачиваемости и адгезии покрытия для листовой стали, характеризующейся конкретным химическим составом. В дополнение к этому, при использовании способа, соответствующего настоящему изобретению, возможным является проведение легирующей обработки на протяжении уменьшенного периода времени. Действительно, в противоположность способу предшествующего уровня техники, такому как соответствующий способ, раскрытый в публикации JP2011153367 (фигура 1), и в соответствии с иллюстрацией на фигуре 2, как это установили изобретатели, рекристаллизационный отжиг, соответствующий настоящему изобретению и проводимый в печи большой емкости с обогревом радиационными трубами (ПОРТ), где секции нагревания и томления имеют одну и ту же атмосферу, характеризующуюся значениями DP, составляющими -18°С и +8°С, при этом такая атмосфера содержит от 0,1 до 15% (об.) Н2, делает возможным производство оцинкованной и отожженной листовой стали, демонстрирующей конкретное перераспределение оксидов, делающее возможным высокую смачиваемость, и характеризующейся высоким качеством. В частности, во время рекристаллизационного отжига на поверхности листовой стали и в ее внутреннем пространстве образуются оксиды, в том числе MnO, FeO и Mn2SiO4, что делает возможными высокие смачиваемость и адгезию покрытия. Предпочтительно данные внешние оксиды присутствуют на поверхности листовой стали в форме глобулей. Таким образом, во время легирующей обработки железо стали легко может диффундировать в направлении покрытия на протяжении уменьшенного периода времени.
В случае непроведения рекристаллизационного отжига представленной выше конкретной листовой стали в соответствии с настоящим изобретением, в частности, в случае отсутствия в секциях нагревания и томления идентичной атмосферы и в случае температуры точки росы, составляющей менее, чем -18°С, будет существовать риск образования оксидов, таких как MnO, FeO и Mn2SiO4, при этом такие оксиды являются в основном или исключительно внешними. Помимо этого, существует риск формирования данными оксидами толстого непрерывного слоя на поверхности листовой стали, что значительно уменьшает смачиваемость. В данном случае отсутствует какой-либо интерес к проведению легирующей обработки в целях получения оцинкованной и отожженной листовой стали.
Помимо этого, в случае отсутствия в секциях нагревания и томления идентичной атмосферы и в случае температуры точки росы, составляющей более, чем 8°С, будет существовать риск образования внешних оксидов, таких как MnO и FeO, и внутреннего оксида, такого как Mn2SiO4. В особенности, существует риск образования MnO и в основном FeO в форме непрерывного слоя на поверхности листовой стали, что уменьшает смачиваемость. В данном случае отсутствует какой-либо интерес к проведению легирующей обработки в целях получения оцинкованной и отожженной листовой стали.
Что касается химического состава стали, то количество углерода находится в диапазоне между 0,05 и 0,20% (масс.). В случае уровня содержания углерода, составляющего менее, чем 0,050%, будет существовать риск наличия недостаточного предела прочности при растяжении. Кроме того, в случае содержания микроструктурой стали остаточного аустенита не может быть получена ее стабильность, которая является необходимой для достижения достаточного относительного удлинения. В одном предпочтительном варианте осуществления уровень содержания углерода находится в диапазоне между 0,05 и 0,15%.
Марганец представляет собой элемент обуславливающий твердо-растворное упрочнение, который вносит свой вклад в получение высокого предела прочности при растяжении. Такой эффект будет получен в случае уровня содержания Mn, составляющего, по меньшей мере, 1,5% (масс.). Однако, выше 3,0% добавление Mn может вносить свой вклад в формирование структуры, включающей избыточно ярко выраженные зоны ликвации, которые могут оказывать неблагоприятное воздействие на механические свойства сварочных швов. Предпочтительно для достижения данных эффектов уровень содержания марганца находится в диапазоне между 1,5 и 2,9%. Это делает возможным получение удовлетворительной механической прочности без увеличения затруднений в связи с промышленным изготовлением стали и без увеличения упрочняемости в сварочных швах.
Кремний должен присутствовать в количестве, заключенном в пределах между 0,1 и 0,45%, предпочтительно между 0,1 и 0,30%, а более предпочтительно между 0,1 и 0,25%, (масс.) Si для достижения требуемой комбинации из механических свойств и свариваемости: кремний уменьшает формирование выделений карбидов во время отжига после холодной прокатки стали вследствие своей низкой растворимости в цементите и вследствие увеличения данным элементом активности углерода в аустените. Как это представляется, в случае количества Si, составляющего более, чем 0,45%, на поверхности листовой стали будут образовываться и другие оксиды, что уменьшает смачиваемость и адгезию покрытия.
Алюминий должен присутствовать в количестве, меньшем или равном 0,20%, предпочтительно составляющем менее, чем 0,18, (масс.). Что касается стабилизирования остаточного аустенита, то алюминий оказывает воздействие, которое является относительно подобным соответствующему воздействию кремния. Однако, уровень содержания алюминия, составляющий более, чем 0,20% (масс.), будет приводить к увеличению температуры Ас3, то есть, температуры полного превращения в аустенит в стали во время стадии отжига, и поэтому будет делать промышленный технологический процесс более дорогостоящим.
Хром делает возможным замедление формирования проэвтектоидного феррита во время стадии охлаждения после выдержки при максимальной температуре во время цикла отжига, что делает возможным достижение повышенного уровня прочности. Таким образом, уровень содержания хрома находится в диапазоне между 0,10 и 0,60%, предпочтительно между 0,10 и 0,50%, (масс.) по причинам стоимости и для предотвращения избыточного упрочнения.
Ванадий также играет важную роль в контексте данного изобретения. В соответствии с настоящим изобретением количество V составляет менее, чем 0,005%, а предпочтительно 0,0001 ≤ V ≤ 0,005%. Предпочтительно V формирует выделения, что обеспечивает достижение упрочнения и твердения.
Стали необязательно могут содержать элементы, такие как P, Nb, B, Mo, Ni, Ti, S, Cu, Co, N, что обеспечивает достижение дисперсионного упрочнения.
Р и S рассматриваются в качестве остаточного элемента, представляющего собой результат выплавки стали. Р может присутствовать в количестве < 0,04% (масс.). S может присутствовать в количестве, меньшем или равном 0,01% (масс.).
Титан и ниобий также представляют собой элементы, которые необязательно могут быть использованы для достижения упрочнения и твердения в результате формирования выделений. Однако, в случае количества Nb, составляющего более, чем 0,05%, и/или уровня содержания Ti, составляющего более, чем 0,06%, будет существовать риск возможного стимулирования избыточным формированием выделений уменьшения вязкости, чего необходимо избегать.
Стали также необязательно могут содержать бор в количестве, являющемся меньшим или равным 0,003%. В результате ликвации на межзеренных границах В уменьшает зернограничную энергию и, таким образом, является выгодным для увеличения стойкости к жидко-металлическому охрупчиванию.
Молибден в количестве, меньшем или равном 0,2%, является эффективным для увеличения упрочняемости и стабилизирования остаточного аустенита вследствие замедления данным элементом распада аустенита.
Сталь необязательно может содержать никель в количестве, меньшем или равном 0,1%, для того, чтобы улучшить вязкость.
Медь может присутствовать при уровне содержания, меньшем или равном 0,1%, для упрочнения стали в результате формирования выделений металлической меди.
Предпочтительно химический состав стали не включает висмут (Bi). Действительно, как это можно себе представить без желания связывать себя какой-либо теорией, в случае содержания в листовой стали Bi уменьшатся смачиваемость и поэтому адгезия покрытия.
Предпочтительно на стадиях B.i) и B.ii) A1 содержит 1-10% (об.) Н2, а более предпочтительно А1 содержит от 2 до 8% (об.) Н2, при этом атмосфера А2 является идентичной А1.
В выгодном случае на стадиях B.i) и B.ii) DP1 находится между -15°С и +5°С, а более предпочтительно DP1 находится между -10 и +5°С, при этом значение DP2 является равным DP1.
В одном предпочтительном варианте осуществления на стадии B.i) листовую сталь нагревают от температуры окружающей среды до Т1 при скорости нагревания, составляющей более, чем 1°С в секунду и, например, находящейся в диапазоне между 2 и 5°С в секунду.
Предпочтительно на стадии B.i) нагревание проводят на протяжении периода времени t1 в диапазоне между 1 и 500 секундами, а в выгодном случае между 1 и 300 с.
В выгодном случае на стадии B.ii) томление проводят на протяжении периода времени t2 в диапазоне между 1 и 500 секундами, а в выгодном случае между 1 и 300 с.
Предпочтительно на стадии B.ii) значение Т2 является равным Т1. В данном случае на стадиях B.i) и B.ii) Т1 и Т2 находятся в диапазоне между 750 и 850°С. Значение Т2 является равным Т1. В еще одном варианте осуществления возможным является значение Т2, меньшее или большее Т1, в зависимости от химического состава и микроструктуры листовой стали. В данных случаях на стадиях B.i) и B.ii) Т1 и Т2 находятся в диапазоне между 750 и 850°С независимо друг от друга.
Предпочтительно на стадии B.iii) А3 содержит 1-20% (масс.) Н2, а более предпочтительно 1-10% (масс.) Н2.
Предпочтительно на стадии B.iii) значение DP3 является меньшим или равным -35°С.
В одном предпочтительном варианте осуществления на стадии B.iii) охлаждение проводят на протяжении периода времени t3 в диапазоне между 1 и 50 секундами.
В выгодном случае на стадии B.iii) скорость охлаждения составляет более, чем 10°С в секунду, а предпочтительно находится в диапазоне между 15 и 40°С в секунду.
В выгодном случае на стадии B.iv) А4 содержит 1-20%, а более предпочтительно 1-10%, (масс.) Н2.
Предпочтительно на стадии B.iv) значение DP4 является меньшим или равным -35°С.
В одном предпочтительном варианте осуществления на стадии B.iv) выравнивающую выдержку проводят на протяжении периода времени t4 в диапазоне между 1 и 100 секундами, а, например, между 20 и 60 секундами.
В выгодном случае на стадиях B.iii) и B.iv) атмосфера А3 является идентичной А4, при этом значение DP4 является равным DP3.
Предпочтительно на стадии B.iv) значение Т4 является равным Т3. В данном случае на стадиях B.iii) и B.iv) Т3 и Т4 находятся в диапазонах между 400 и 550°С или между 550 и 700°С, при этом значение Т4 является равным Т3. В еще одном варианте осуществления возможным является значение Т4, меньшее или большее, чем Т3, в зависимости от химического состава и микроструктуры листовой стали. В данном случае на стадиях B.iii) и B.iv) Т3 и Т4 находятся в диапазонах между 400 и 550°С или между 550 и 700°С вне зависимости друг от друга.
Предпочтительно на стадиях от B.i) до B.iv) инертный газ выбирают из числа: N2, Ar, He и Хе.
Предпочтительно на стадии С) покрытие на цинковой основе содержит от 0,01 до 0,4% (масс.) Al, при этом остаток представляет собой Zn.
В выгодном случае на стадии D) Т5 находится в диапазоне от 470 до 570°С, более предпочтительно от 470 до 530°С.
Предпочтительно на стадии D) t5 находится в диапазоне между 1 и 35 секундами и, например, между 1 и 20 с.
В одном предпочтительном варианте осуществления легирующую обработку проводят в атмосфере А5, содержащей воздух.
Данное изобретение также относится к оцинкованной и отожженной листовой стали, где цинковое покрытие легируют в результате диффундирования железа из листовой стали таким образом, чтобы цинковое покрытие содержало бы от 5 до 15% (масс.) Fe, при этом оксиды включают FeO, Mn2SiO4 и MnO, причем остаток представляет собой цинк, при этом листовая сталь содержит внутренние оксиды, в том числе FeO, Mn2SiO4 и MnO, в листовой стали. Предпочтительно оксиды, включающие FeO, Mn2SiO4 и MnO и присутствующие в цинковом или алюминиевом покрытии, имеют форму глобулей.
Предпочтительно толщина покрытия находится в диапазоне между 1 и 15 мкм.
Предпочтительно микроструктура стали содержит бейнит, мартенсит, феррит и необязательно аустенит. В одном предпочтительном варианте осуществления микроструктура стали содержит 1-45% мартенсита, 1-60% бейнита, при этом остаток представляет собой аустенит. В еще одном предпочтительном варианте осуществления микроструктура стали содержит 1-25% свежего мартенсита, 1-10% феррита, от 35 до 95% мартенсита и нижнего бейнита и менее, чем 10% аустенита.
В одном предпочтительном варианте осуществления поверхность листовой стали обезуглероживают. Предпочтительно глубина обезуглероживания доходит вплоть до 100 мкм, предпочтительно вплоть до 80 мкм, от поверхности листовой стали. В данном случае, как это можно себе представить без желания связывать себя какой-либо теорией, листовая сталь характеризуется лучшей стойкостью к охрупчиванию ЖМО вследствие уменьшения количества углерода вглубь листовой стали. Действительно, как это можно себе представить, углерод представляет собой элемент, высокочувствительный к жидко-металлическому охрупчиванию ЖМО. В дополнение к этому, имеют место лучшее изгибаемость и лучшее поведение во время аварии.
В заключение, данное изобретение относится к использованию оцинкованной и отожженной листовой стали для изготовления детали механического транспортного средства.
Данное изобретение теперь будет разъясняться в экспериментах, осуществленных только для информации. Они не являются ограничивающими.
Примеры
В данном примере использовали стали DP, характеризующиеся следующей далее композицией, при выражении через уровни массового процентного содержания:
Во всех экспериментах, соответствующих сталям DP, проводили отжиг от температуры окружающей среды в печи большой емкости ПОРТ в соответствии с условиями в таблице 1.
После этого во всех экспериментах проводили нанесение покрытия в результате погружения в расплав в цинковой ванне, содержащей 0,117% алюминия.
После осаждения покрытия в экспериментах проводили анализ при использовании невооруженного глаза, сканирующего электронного микроскопа и Оже-спектроскопии. Что касается смачиваемости, то 0 обозначает непрерывное осаждение покрытия, а 1 обозначает ненепрерывное осаждение покрытия. В случае смачиваемости, соответствующей 0, то есть, реально хорошей, в экспериментах имело место легирование в целях получения оцинкованной и отожженной листовой стали. В случае смачиваемости, соответствующей 1, то есть, очень плохой, отсутствовала потребность в легировании, поскольку качество покрытия было очень плохим вследствие присутствия множества нежелательных оксидов на поверхности листовой стали.
Результаты демонстрируются в представленной ниже таблице 1.
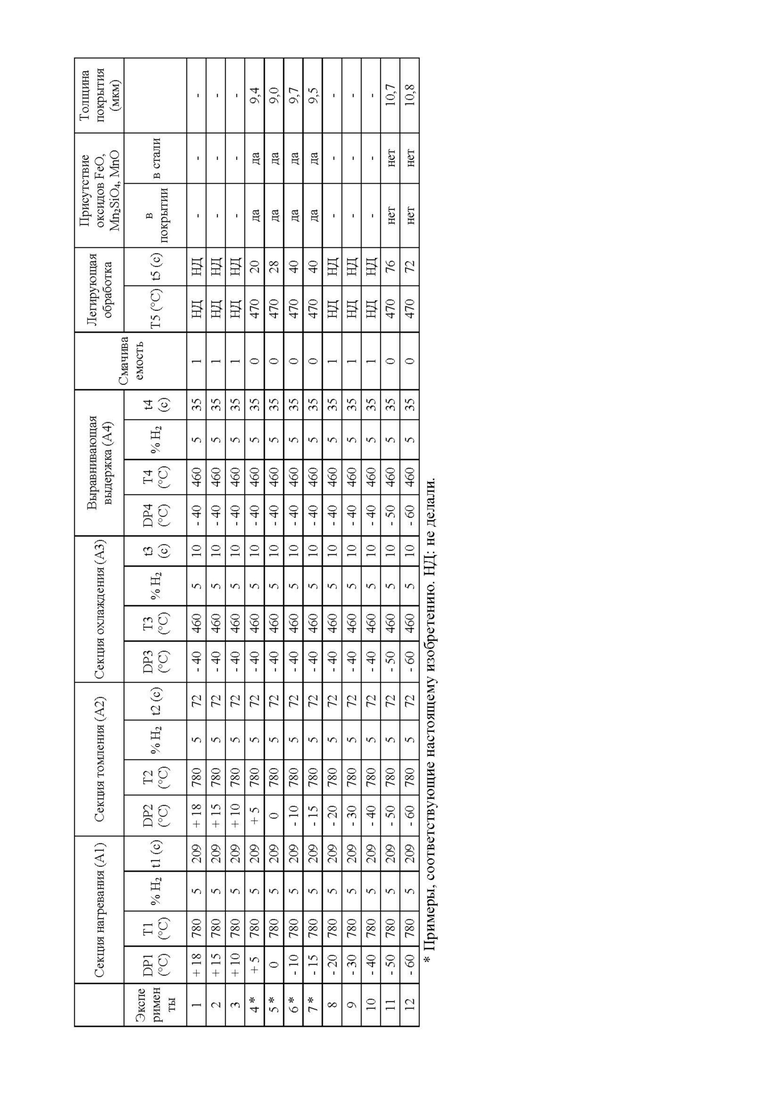
В экспериментах от 4 до 7, соответствующих настоящему изобретению, и примерах 11 и 12 демонстрируется высокая смачиваемость. Тем не менее, для экспериментов от 4 до 7 время легирования было значительно уменьшенным в сопоставлении с тем, что имеет место для экспериментов 11 и 12. Помимо этого, поверхностный внешний облик покрытия был в значительной степени хорошим для примеров, соответствующих настоящему изобретению.
Группа изобретений относится к металлургии, а именно к способу изготовления оцинкованной и отожженной листовой стали, и может быть использовано в автомобильной промышленности. Способ изготовления оцинкованной и отожженной листовой стали включает: А. получение листовой стали, характеризующейся следующим химическим составом, мас.%: 0,05 ≤ С ≤ 0,20, 1,5 ≤ Mn ≤ 3,0, 0,10 ≤ Si ≤ 0,45, 0,10 ≤ Сr ≤ 0,60, Al ≤ 0,20, V < 0,005 и необязательно один или несколько элементов, таких как: P < 0,04, Nb ≤ 0,05, B ≤ 0,003, Mo ≤ 0,20, Ni ≤ 0,1, Ti ≤ 0,06, S ≤ 0,01, Cu ≤ 0,1, Co ≤ 0,1, N ≤ 0,01, остальное – железо и неизбежные примеси, В. рекристаллизационный отжиг листовой стали, включающий подстадии, на которых осуществляют нагрев, выдержку, охлаждение и необязательно выравнивающую выдержку, С. цинкование отожженной листовой стали погружением в расплав в цинковую ванну и D. легирующую обработку. Обеспечивается улучшение смачивания и адгезии покрытия для высокопрочных сталей. 3 н. и 15 з.п. ф-лы, 2 ил., 1 табл., 12 пр.
1. Способ изготовления оцинкованной и отожженной листовой стали, включающий:
А. получение листовой стали, характеризующейся следующим химическим составом, мас.%:
0,05 ≤ С ≤ 0,20,
1,5 ≤ Mn ≤ 3,0,
0,10 ≤ Si ≤ 0,45,
0,10 ≤ Сr ≤ 0,60,
Al ≤ 0,20,
V < 0,005
и необязательно один или несколько элементов, таких как:
P < 0,04,
Nb ≤ 0,05,
B ≤ 0,003,
Mo ≤ 0,20,
Ni ≤ 0,1,
Ti ≤ 0,06,
S ≤ 0,01,
Cu ≤ 0,1,
Co ≤ 0,1,
N ≤ 0,01,
остальное – железо и неизбежные примеси,
В. рекристаллизационный отжиг упомянутой листовой стали в печи с обогревом радиационными трубами, включающей секцию нагрева, секцию выдержки, секцию охлаждения, необязательно секцию выравнивающей выдержки, включающий следующие далее подстадии:
i. нагрев упомянутой листовой стали от температуры окружающей среды до температуры Т1 в диапазоне между 700 и 900°С в секции нагрева, имеющей атмосферу А1, содержащую от 0,1 до 15 об.% Н2 и инертный газ и характеризующуюся температурой точки росы DP1 в диапазоне между -18°С и +8°С,
ii. выдержка листовой стали от температуры Т1 до температуры Т2 в диапазоне между 700 и 900°С в секции выдержки, имеющей атмосферу А2, идентичную А1 и характеризующуюся температурой точки росы DP2, равной температуре точки росы DP1,
iii. охлаждение листовой стали от температуры Т2 до температуры Т3 в диапазоне между 400 и 700°С в секции охлаждения, имеющей атмосферу А3, содержащую 1-30 об.% Н2 и инертный газ и характеризующуюся температурой точки росы DP3, меньшей или равной -30°С,
iv. необязательно выравнивающая выдержка листовой стали от температуры Т3 до температуры Т4 в диапазоне между 400 и 700°С в секции выравнивающей выдержки, имеющей атмосферу А4, содержащую 1-30 об.% Н2 и инертный газ и характеризующуюся температурой точки росы DP4, меньшей или равной -30°С,
С. цинкование отожженной листовой стали погружением в расплав в цинковую ванну и
D. легирующую обработку, проводимую при температуре Т5 в диапазоне между 460 и 600°С в течение периода времени t5 в диапазоне между 1 и 45 с.
2. Способ по п. 1, отличающийся тем, что на стадии А) листовая сталь содержит менее чем 0,30 мас.% Si.
3. Способ по п. 1 или 2, отличающийся тем, что на стадии А) листовая сталь содержит более чем 0,0001 мас.% V.
4. Способ по любому из пп. 1-3, отличающийся тем, что на стадиях B.i) и B.ii) атмосфера A1 содержит 1-10 об.% Н2, при этом атмосфера А2 является идентичной атмосфере А1.
5. Способ по любому из пп. 1-4, отличающийся тем, что на стадиях B.i) и B.ii) температура точки росы DP1 находится между -15°С и +5°С, при этом значение температуры точки росы DP2 равно значению температуры точки росы DP1.
6. Способ по любому из пп. 1-5, отличающийся тем, что на стадии B.ii) значение температуры Т2 равно значению температуры Т1.
7. Способ по любому из пп. 1-6, отличающийся тем, что на стадиях B.i) и B.ii) температура Т1 и температура Т2 находятся в диапазоне между 750 и 850°С.
8. Способ по любому из пп. 1-7, отличающийся тем, что на стадиях B.iii) и опционально B.iv) атмосфера А3 является идентичной атмосфере А4, при этом значение температуры точки росы DP4 равно значению температуры точки росы DP3.
9. Способ по любому из пп. 1-8, отличающийся тем, что на стадиях от B.i) до B.iii) и опционально B.iv) инертный газ выбирают из числа: N2, Ar, He и Хе.
10. Способ по любому из пп. 1-9, отличающийся тем, что покрытие на цинковой основе содержит от 0,01 до 0,4 мас.% Al, при этом остаток представляет собой Zn.
11. Способ по любому из пп. 1-10, отличающийся тем, что на стадии D) температура Т5 находится в диапазоне от 470 до 570°С.
12. Способ по любому из пп. 1-11, отличающийся тем, что на стадии D) период времени t5 находится в диапазоне между 1 и 35 с.
13. Способ по любому из пп. 1-12, отличающийся тем, что химический состав стали не включает висмут (Bi).
14. Оцинкованная и отожженная листовая сталь, полученная способом по любому из пп. 1-13, в которой цинковое покрытие является легированным посредством диффундирования железа из листовой стали, причем цинковое покрытие содержит от 5 до 15 мас.% Fe, оксиды, включающие FeO, Mn2SiO4 и MnO, и остальное – цинк, при этом листовая сталь содержит оксиды, присутствующие внутри листовой стали и включающие FeO, Mn2SiO4 и MnO.
15. Листовая сталь по п. 14, отличающаяся тем, что оксиды, присутствующие в цинковом покрытии, имеют округлую форму глобулей.
16. Листовая сталь по п. 15, отличающаяся тем, что микроструктура стали содержит бейнит, мартенсит, феррит и необязательно аустенит.
17. Листовая сталь по любому из пп. 14-16, отличающаяся тем, что поверхность листовой стали является обезуглероженной.
18. Применение оцинкованной и отожженной листовой стали по любому из пп. 14-17 или оцинкованной и отожженной листовой стали, полученной способом по любому из пп. 1-13, в качестве материала для изготовления деталей механического транспортного средства.
| ОГНЕЗАЩИТНЫЙ СОСТАВ | 2009 |
|
RU2415896C2 |
| JP 2011153367 A, 11.08.2011 | |||
| ОЦИНКОВАННАЯ ИЛИ ОЦИНКОВАННАЯ И ОТОЖЖЁННАЯ КРЕМНИЕВАЯ СТАЛЬ | 2008 |
|
RU2451094C2 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ ОТОЖЖЕННЫЙ ПОСЛЕ ЦИНКОВАНИЯ СТАЛЬНОЙ ЛИСТ С ПРЕВОСХОДНЫМИ ФОРМУЕМОСТЬЮ И СПОСОБНОСТЬЮ К НАНЕСЕНИЮ ГАЛЬВАНОПОКРЫТИЯ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКИХ ЛИСТОВ | 2006 |
|
RU2418094C2 |

