Изобретение относится к высокопрочной многофазной стали согласно ограничительной части пункта 1 формулы изобретения.
Также изобретение относится к способу производства горячекатаной и/или холоднокатаной ленты из такой стали согласно пункту 13 формулы изобретения.
В частности, изобретение относится к сталям с пределом прочности при растяжении в диапазоне от по меньшей мере 750 МПа до не более 920 МПа при низких отношениях предела текучести к пределу прочности, составляющим не более 73%, для производства деталей с превосходной деформируемостью и улучшенными сварочными свойствами, такими, как прочность сварного шва.
Ожесточенная борьба за автомобильный рынок вынуждает изготовителей находиться в постоянном поиске решений по снижению удельного расхода топлива при обеспечении максимального комфорта и безопасности пассажиров. При этом решающую роль играет, с одной стороны, снижение веса всех компонентов автомобиля а, с другой стороны, также благоприятное поведение отдельных деталей при высоких статической и динамической нагрузках как во время эксплуатации, так и в случае столкновения. Эту необходимость стараются учесть поставщики исходных материалов за счет того, что в результате производства от высокопрочных до сверхвысокопрочных сталей с малой толщиной листов может быть снижен вес автомобилей и одновременно улучшены деформационные свойства деталей в процессе производства и эксплуатации.
Высокопрочные и сверхвысокопрочные стали делают возможными облегченные компоненты автомобиля, с чем связан пониженный расход топлива и меньшее загрязнение окружающей среды в результате сокращения выбросов CO2.
Поэтому такие стали должны соответствовать относительно высоким требованиям в отношении их прочности, пластичности и расхода энергии при их обработке, например, при штамповке, горячей и холодной деформации, сварке и/или при обработке поверхности, например, при улучшении свойств металла, нанесении органических покрытий или лакировании.
Поэтому вновь разработанные стали должны соответствовать требуемому снижению веса, возросшим требованиям к свойствам материала, таким, как предел текучести, предел прочности при растяжении, упрочнение и относительное удлинение при разрыве при хорошей деформируемости, а также соответствовать предъявляемым к деталям требованиям, таким, как высокая вязкость, нечувствительность к растрескиванию кромок, поглощение энергии, а также способность к упрочнению, упрочнение при нагреве после штамповки, повышенная способность к соединению, например, к свариваемости, проявляющейся в виде повышенной прочности сварного шва (вид излома).
Повышенная нечувствительность к растрескиванию кромок означает улучшенную деформируемость кромок листа и может выражаться, например, через повышенную способность к расширению отверстий. Это явление известно также под названиями "Low Edge Crack (LEC)" (низкое растрескивание кромок) и "High Hole Expansion (ННЕ)" (повышенное расширение отверстия).
Улучшенная свариваемость достигается, в числе прочего, за счет пониженного углеродного эквивалента. Для этого используются синонимы «доперитектический» или уже известный «низкий углеродный эквивалент». При этом содержание углерода составляет обычно менее 0,120%.
Повышенная прочность сварного шва (вид разрушения) достигается, в числе прочего, путем добавки микролегирующих элементов.
Со сталью согласно изобретению связана также цель по снижению толщины используемых для деталей в автомобилестроении микролегированных ферритных сталей с целью снижения веса.
Поэтому для такого уменьшения толщины листов должна использоваться высокопрочная сталь с однофазной или многофазной структурой для достижения достаточной прочности автомобильных деталей.
В автомобилестроение в возрастающей степени находят применение двухфазные стали с основной ферритной структурой, в которую встроена вторичная мартенситная фаза. Выяснилось, что у низкоуглеродистых микролегированных сталей присутствие других фаз, таких, как бейнит и остаточный аустенит, положительно сказывается, например, на способности к расширению отверстий. При этом бейнит может иметь разные формы проявления.
Специфические свойства двухфазных сталей, например, низкое отношение предела текучести к пределу прочности при одновременно очень высоком пределе прочности при растяжении, сильный наклеп и хорошая деформируемость в холодном состоянии, достаточно известны.
В целом группа многофазных сталей находит все возрастающее применение, к ним относятся, например, комплексно-фазные стали, феррито-бейнитные стали, стали TRIP (стали с обусловленной фазовым переходом пластичностью), а также описанные выше двухфазные стали, характеризующиеся разными структурными составами.
Комплексно-фазными сталями являются согласно стандарту EN 10346 стали, в которых содержатся в небольших количествах мартенсит, остаточный аустенит и/или перлит в основной ферритно-бейнитной структуре, причем в результате замедленной рекристаллизации или выделений микролегирующих элементов происходит сильное измельчение зерна.
По сравнению с двухфазными сталями комплексно-фазные стали обладают большим пределом текучести, большим отношением предела текучести к пределу прочности, более низким наклепом и более выраженной способностью к расширению отверстий.
Ферритно-бейнитными сталями являются согласно стандарту EN 10346 стали с содержанием бейнита или упрочненного бейнита в матрице из феррита и/или упрочненного феррита. Прочность матрицы обусловлена большой плотностью дислокаций, измельчением зерна и выделением микролегирующих элементов.
Двухфазными сталями являются согласно стандарту EN 10346 стали с ферритной основной структурой, в которую мартенситная вторичная фаза встроена в виде островков, возможно также с содержанием бейнита в качестве вторичной фазы. При высоком пределе прочности при растяжении двухфазные стали характеризуются низким отношением предела текучести к пределу прочности и сильным наклепом.
Сталями с обусловленной фазовым переходом пластичностью (стали TRIP) являются согласно стандарту EN 10346 стали с преимущественно ферритной основной структурой, в которую встроены бейнит и остаточный аустенит, который при деформации может переходить в мартенсит (эффект пластичности, вызванный фазовым переходом). Вследствие своего сильного наклепа сталь приобретает высокие показатели равномерного удлинения и предела прочности при растяжении.
В сочетании с упрочнением при нагреве после штамповки возможно достижение высоких показателей прочности деталей. Такие стали пригодны как для обтяжной вытяжки, так и для глубокой вытяжки. Однако для деформации материала требуются более значительные усилия удержания листа и усилия прессования. Необходимо учитывать сравнительно сильное обратное пружинение.
К высокопрочным сталям с однофазной структурой относятся, например, бейнитные и мартенситные стали.
Бейнитными сталями являются согласно стандарту EN 10346 стали, отличающиеся очень высоким пределом текучести и пределом прочности на растяжение при достаточно высоком пределе удлинения при холодной деформации. Благодаря химическому составу достигается хорошая свариваемость. Обычно структура состоит из бейнита. В отдельных случаях могут присутствовать в небольших количествах и другие фазы, например, мартенсит и феррит.
Мартенситными сталями являются согласно стандарту EN 10346 стали, в которых в результате термомеханической прокатки в мартенситной основной структуре образуются в небольших количествах феррит и/или бейнит. Такой сорт стали отличается очень высоким пределом текучести и пределом прочности при растяжении при достаточно высоком удлинении во время холодной деформации. В группе многофазных сталей мартенситные стали обладают максимальными значениями прочности при растяжении.
Способность к глубокой вытяжке ограничена. Мартенситные стали пригодны преимущественно для способов деформации с изгибом, например, роликового формования.
Высокопрочные стали используются, в числе прочего, для конструктивных деталей, деталей ходовой части и важных при столкновениях деталей, в виде листовых заготовок, заготовок специального назначения (сварных заготовок) и гибких холоднокатаных лент, так называемых TRB® или полос специального назначения.
Технология облегченных конструкций из катаных заготовок специального назначения (Tailor Rolled Blank (TRB®)) позволяет существенно уменьшить вес за счет рассчитанной на соответствующую нагрузку толщины листа по длине детали и/или за счет сорта стали.
В установке непрерывного отжига проводится специальная термообработка для задания соответствующей структуры, в которой, например, посредством относительно мягких компонентов, таких, как феррит или бейнитный феррит, стали придаются ее низкий предел текучести, а посредством ее твердых компонентов, таких, как мартенсит или высокоуглеродистый бейнит, ее прочность.
Обычно холоднокатаные ленты из высокопрочной и сверхвысокопрочной стали подвергаются по соображениям рентабельности рекристаллизационному отжигу путем процесса непрерывного отжига с получением хорошо деформируемого тонкого листа. В зависимости от состава сплава и сечения ленты технологические параметры, такие, как скорость движения ленты, температура отжига и скорость охлаждения (градиент охлаждения) задаются в соответствии с требуемыми механическими и технологическими свойствами и необходимой для этого структурой.
Для образования двухфазной структуры травленую горячекатаную ленту обычных толщин 1,50-4,00 мм или холоднокатаную ленту обычных толщин 0,50-3,00 мм нагревают в проходной отжигательной печи до такой температуры, чтобы во время рекристаллизации и охлаждения образовалась необходимая структура. Это же действительно и для получения стали с комплексно-фазной структурой, мартенситной, ферритно-бейнитной и чисто бейнитной структурами.
Постоянство температуры трудно обеспечивается именно при разных толщинах в переходном диапазоне от одной ленты к другой. При составах сплава со слишком малыми технологическими окнами это может привести при непрерывном отжиге к тому, что, например, либо более тонкая лента будет слишком медленно перемещаться в печи, из-за чего снизится производительность, либо более толстая лента будет перемещаться в печи слишком быстро и не будут достигнуты необходимые температуры отжига и градиенты охлаждения для обеспечения требуемой структуры. Итогом будет возросший брак.
Увеличенные технологические окна необходимы для того, чтобы при одинаковых технологических параметрах возможны были требуемые свойства ленты также при значительных изменениях поперечного сечения отжигаемых лент.
Особенно существенной становится проблема очень малого технологического окна при отжиге в том случае, когда оптимизированные в отношении нагрузки детали должны быть изготовлены из горячекатаной или холоднокатаной ленты, у которых толщина варьируется по длине и ширине (например, из-за гибкой прокатки).
Изготовление катаных заготовок специального назначения (TRB®) с многофазной структурой при наличии известных сегодня сплавов и непрерывных отжигательных установок для сильно меняющихся толщин ленты возможно конечно не без дополнительных затрат, как, например, дополнительная термообработка перед холодной прокаткой. На участках разной толщины ленты, т.е. при применении разных степеней холодной прокатки, из-за перепада температуры, происходящего при широко применяемых, определяемых легированием узких технологических окнах, не может образоваться однородная многофазная структура в холоднокатаных, а также и горячекатаных стальных лентах.
Способ производства стальной ленты с разной толщиной по ее длине описан, например, в DE 10037867 А1.
В том случае, когда в связи с повышенными требованиями к антикоррозионной защите требуется оцинковать поверхность горячекатаной или холоднокатаной ленты окунанием в расплав цинка, то отжиг обычно проводится в расположенной выше по ходу потока от цинковальной ванны проходной отжигательной печи.
В отдельных случаях также в горячекатаной ленте, в зависимости от концепции легирования, требуемая структура задается лишь при отжиге в проходной отжигательной печи для достижения необходимых механических свойств.
Следовательно, решающими технологическими параметрами выступают задание температуры и скорости отжига, а также скорость охлаждения (градиент охлаждения) при непрерывном отжиге, поскольку фазовое превращение протекает в зависимости от температуры и времени. Чем нечувствительнее сталь в отношении равномерности механических свойств при колебаниях температуры и времени при непрерывном отжиге, тем больше технологическое окно.
При непрерывном отжиге горячекатаных или холоднокатаных стальных лент разной толщины при известной концепции легирования многофазной стали проблема заключается в том, что, хотя посредством опробованного состава сплава и достигаются требуемые механические свойства, присутствует однако лишь узкое технологическое окно для параметров отжига для того, чтобы при колебаниях поперечного сечения можно было задать равномерные механические свойства по длине ленты без согласования технологических параметров.
В случае применения известных концепций легирования для группы многофазных сталей достижение равномерных механических свойств по всей длине и ширине ленты возможно лишь с большим трудом из-за узкого технологического окна уже при непрерывном отжиге лент разной толщины.
При гибко холоднокатаных лентах из многофазных сталей известных составов из-за слишком малого технологического окна либо участки с меньшей толщиной ленты обладают слишком большой прочностью из-за слишком большого содержания мартенсита вследствие процессов превращения во время охлаждения, либо же участки ленты с большей толщиной обладают слишком низкой прочностью из-за слишком малого содержания мартенсита. Однородные механические и технологические свойства по длине или ширине ленты практически недостижимы при непрерывном отжиге посредством известных концепций легирования.
Цель по достижению механических и технологических свойств на узком участке по ширине и длине ленты путем управляемого задания объемных долей компонентов структуры является наивысшим приоритетом и это возможно только благодаря увеличенному технологическому окну. Известные концепции легирования для многофазных сталей характеризуются слишком узким технологическим окном и поэтому не пригодны для решения существующей проблематики, в частности, применительно к гибко катаным лентам. С помощью известных концепций легирования в настоящее время возможно производить только стали класса прочности с заданными участками поперечного сечения (толщиной и шириной ленты), вследствие чего для разных классов прочности и/или участков поперечного сечения требуются измененные концепции легирования.
Согласно уровню техники увеличение прочности достигается путем количественного повышения содержания углерода и/или кремния и/или марганца (твердорастворное упрочнение) и путем регулирования структуры при соответствующем температурном режиме.
Однако при увеличении количества упомянутых выше элементов в возрастающей степени ухудшается обрабатываемость материалов, например, путем сварки, деформации и обработки погружением в расплав, однако и промышленное производство на всех технологических стадиях, например, при выплавке стали, горячей прокатке, травлении, холодной прокатке и термообработке с/без отделки погружением в расплав, предъявляет повышенные требования к отдельным видам оборудования.
В производстве стали намечается тенденция к снижению углеводородного эквивалента с целью улучшения обработки в холодном состоянии и получения лучших потребительских свойств.
Для описания и количественной оценки обработки лент, в частности, стойкости кромок к растрескиванию, используется тест на расширение отверстия согласно стандарту ISO 16630 в качестве одного из нескольких возможных способов испытания.
Однако и пригодность к сварке, характеризующаяся, в числе прочего, углеродным эквивалентом, все больше выдвигается в центр внимания.
Например, в следующих углеродных эквивалентах:
- CEV=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5
- СЕТ=C+(Mn+Мо)/10+(Cr+Cu)/20+N/40
- РСМ=C+(Mn+Cu+Cr)/20+Ni/60+Мо/15+V/10+5В
во внимание принимаются характеристические стандартные элементы, такие, как углерод и марганец, а также хром или молибден и ванадий.
При расчете углеродного эквивалента кремний играет второстепенную роль. Применительно к изобретению это имеет решающее значение. Снижение углеродного эквивалента из-за низкого содержания углерода и прежде всего марганца должно компенсироваться увеличением содержания кремния. Таким образом при одинаковой прочности повышаются нечувствительность к растрескиванию кромок и свариваемость.
Низкое отношение предела текучести к пределу прочности (Re/Rm), составляющее менее 65, типично для двухфазной стали и обеспечивает прежде всего деформируемость при обтяжной и глубокой вытяжках. Это отношение сообщает конструктору об интервале между начавшейся пластической деформацией и разрушением материала при квазистатическом нагружении. В соответствии с этим более низкие отношения предела текучести к пределу прочности обеспечивают повышенный интервал безопасности относительно отказа детали.
Повышенное отношение предела текучести к пределу прочности, составляющее более 65 и типичное для комплексно-фазных сталей, обеспечивает также сопротивление растрескиванию кромок. Это объясняется незначительными различиями прочности отдельных структурных компонентов и более тонкой структурой, что положительно влияет на равномерную деформацию на участке кромок среза.
В отношении предела текучести в стандартах присутствует перекрывающийся диапазон, в котором возможно отнесение как к комплексно- фазным, так и к двухфазным сталям.
Аналитический ландшафт для получения многофазных сталей с минимальной прочностью при растяжении 750 МПа является очень многогранным и свидетельствует о наличии очень больших диапазонов легирования повышающими прочность элементами: углерод, кремний, марганец, фосфор, алюминий, хром и/или молибден, и о присадке микролегирующих элементов, таких, как титан, ниобий, ванадий и/или бор, а также о характеризующих материал свойствах.
Спектр размерности широк и составляет от около 0,50 до 4,00 мм. Преимущественно используются ленты длиной до около 1850 мм, но также и узкие полосы, полученные продольной резкой лент. Листы и плиты изготавливаются поперечной резкой лент.
В основу изобретения положена задача создания новой концепции легирования для высокопрочной многофазной стали с минимальной прочностью при растяжении от 750 до 920 МПа вдоль и перпендикулярно направлению прокатки предпочтительно с двухфазной структурой и отношением предела текучести к пределу прочности не более 73%, посредством которой технологическое окно для непрерывного отжига горячекатаных и холоднокатаных лент может быть расширено настолько, что наряду с лентами с разными поперечными сечениями могут быть изготовлены также стальные ленты с меняющейся по их длине, при необходимости, и по ширине толщиной и, следовательно, в соответствии с этим меняющимися степенями холодной прокатки при насколько возможно однородных механических и технологических свойствах. Кроме того должна быть обеспечена отделка погружением в расплав (способность к горячему цинкованию) стали и должен быть создан способ производства ленты из такой стали.
Согласно техническому решению изобретения указанная задача решается посредством стали следующего состава (в вес. %):
Сталь согласно изобретению очень хорошо поддается отделке погружением в расплав и обладает заметно большим технологическим окном по сравнению с известными сталями. Отсюда следует повышенная технологическая надежность при непрерывном отжиге холоднокатаных и горячекатаных лент с многофазной структурой. Поэтому для отожженных горячекатаных и холоднокатаных лент могут задаваться однородные механические и технологические свойства в ленте при ее разных поперечных сечениях при в остальном одинаковых технологических параметрах.
Это действительно для непрерывного отжига как следующих друг за другом лент с разными поперечными сечениями, так и для лент с толщиной, меняющейся по их длине и ширине. Таким образом возможно, например, ведение процесса при выбранных толщинах ленты (например, при толщине ленты менее 1,00 мм, от 1,00 до 2,00 мм и от 2,00 до 4, 00 мм).
Если согласно изобретению способом непрерывного отжига получают горячекатаные или холоднокатаные ленты из многофазной стали с меняющейся толщиной, имеющие повышенную прочность, то из такого материала путем деформации могут быть выгодным образом изготовлены оптимизированные по нагрузке детали.
Материал может быть произведен как в виде холоднокатаной ленты, так и в виде горячекатаной ленты и горячекатаной ленты с холодной подкаткой с использованием линии горячего цинкования или только установки непрерывного отжига, при этом она будет в отделанном и в неотделанном состояниях, в состоянии после изгибочно-растяжной правки, не в состоянии после изгибочно-растяжной правки, а также в состоянии после термообработки (перестаривания).
При использовании состава сплава согласно изобретению могут быть получены стальные ленты межкритическим отжигом в интервале между Ac1 и Ас3 или отжигом на аустенит при Ас3 с заключительным регулируемым охлаждением для образования двухфазной или многофазной структуры.
Оптимальными зарекомендовали себя температуры отжига от около 700 до 950°C. В зависимости от общего процесса имеются разные подходы к проведению термообработки.
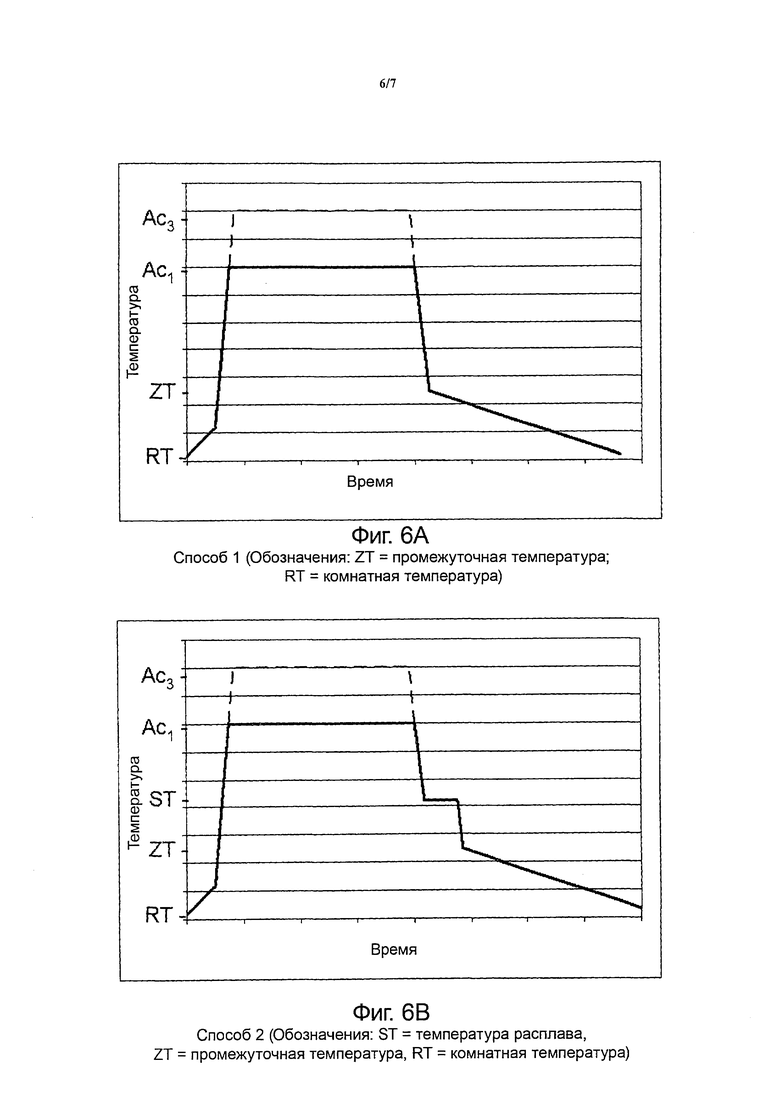
При использовании установки непрерывного отжига без последующей отделки погружением в расплав ленту охлаждают с температуры отжига при скорости от около 15 до 100°C/с до промежуточной температуры около 160-250°C. Факультативно охлаждение может проводиться сначала при скорости от около 15 до 100°C/с до предварительной промежуточной температуры 300-500°C. Охлаждение до комнатной температуры проводится в заключение при скорости от около 2 до 30°C/с (вариант 1, фиг. 6а).
При термообработке в рамках отделки погружением в расплав имеются две возможности для температурного режима. Охлаждение, как оно описано выше, приостанавливается перед погружением в ванну с расплавом и продолжается только после выхода из нее до достижения промежуточной температуры от около 200 до 250°C. В зависимости от температуры расплава температура в период выдержки в ванне расплава может составлять от около 400 до 470°C. Охлаждение до комнатной температуры проводится снова при скорости от около 2 до 30°C/с (вариант 2, фиг. 6b).
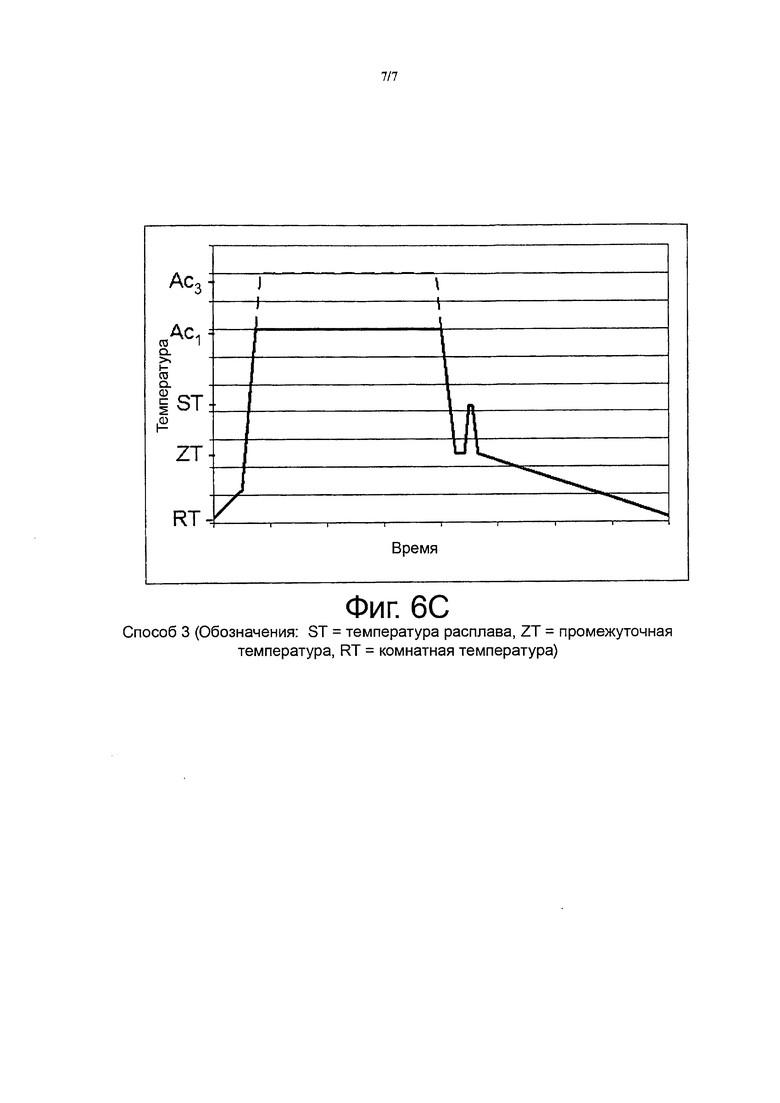
Вторым вариантом температурного режима при отделке погружением в расплав предусматривается выдержка температуры длительностью от около 1 до 20 секунд при промежуточной температуре от около 200 до 350°C и последующий повторный нагрев до температуры, необходимой для отделки погружением в расплав и составляющей от около 400 до 470°C. После отделки ленту снова охлаждают до температуры от около 200 до 250°C. Охлаждение до комнатной температуры проводится снова при скорости от около 2 до 30°C/с. (вариант 3, фиг. 6с).
У традиционных двухфазных сталей наряду с углеродом за превращение аустенита в мартенсит ответственны также марганец, хром и кремний. Только произведенная согласно изобретению комбинация из добавленных в указанных пределах легирующих элементов, а именно углерода, кремния, марганца и хрома, обеспечивает, с одной стороны, требуемые механические свойства при минимальной прочности на растяжение 750 МПа и отношение предела текучести к пределу прочности 73,0% при одновременно заметно увеличенном технологическом окне во время непрерывного отжига.
Во время опытов было установлено, что, в частности, добавка кремния в количестве от 0,600 до 0,800% достаточна для обеспечения широкого технологического окна с большим спектром размеров и для достижения требуемой прочности при растяжении по меньшей мере 750 МПа для горячекатаной ленты и по меньшей мере 780 МПа для горячекатаной ленты с холодной подкаткой и холоднокатаной ленты.
Характерным для материала явлением является также то, что при добавке марганца в увеличенных весовых процентах ферритная область смещается в сторону более продолжительного времени и более низких температур во время охлаждения. При этом содержание феррита, в зависимости от технологических параметров, более или менее сильно снижается из-за повышенного содержания бейнита.
Путем задания низкого содержания углерода ≤0,105% можно уменьшить углеродный эквивалент, что улучшит свариваемость и исключит повышение твердости при сварке. Кроме того точечной контактной сваркой можно заметно продлить срок службы электродов.
Ниже подробнее будет описано влияние элементов в сплаве согласно изобретению. Многофазные стали обычно образованы химически таким образом, что легирующие элементы могут быть скомбинированы или не скомбинированы с микролегирующими элементами. Сопутствующие элементы неизбежны и при необходимости учитываются в концепции анализа в отношении их влияния.
Сопутствующими элементами являются элементы, уже присутствующие в железной руде или попавшие в сталь при выплавке. Вследствие их преимущественно отрицательного влияния они являются, как правило, нежелательными. Их пытаются удалить до допустимого содержания или перевести в невредные формы.
Водород (H) - единственный элемент, способный без деформации решетки диффундировать через решетку железа. Это ведет к тому, что в решетке железа водород относительно подвижен и во время обработки стали может относительно легко поглощаться. При этом водород может поступать в решетку железа только в атомарном (ионном) виде.
Водород вызывает сильное охрупчивание и диффундирует предпочтительно в сторону энергетически выгодных участков (дефекты, границы зерен и пр.). При этом дефекты выступают в качестве водородных ловушек и способны существенно продлить время пребывания водорода в материале.
Холодные трещины могут образовываться в результате рекомбинации с образованием молекулярного водорода. Такое явление проявляется при водородном охрупчивании или при вызванной водородом коррозии под напряжением. Также и при замедленном образовании. трещины, так называемом Delayed-Fracture, происходящем без воздействия наружных напряжений, причиной часто служит водород.
Равномерная структура, получаемая в стали согласно изобретению, в числе прочего, благодаря расширенному технологическому окну, снижает склонность к водородной хрупкости. Поэтому содержание водорода в стали должно составлять, как можно меньше.
Кислород (О): в расплавленном состоянии сталь обладает относительно большой способность к поглощению газов, однако при комнатной температуре кислород растворим лишь в очень малых количествах. Подобно водороду кислород может диффундировать в материал только в атомарной форме. Ввиду сильного охрупчивающего воздействия и отрицательного влияния на стойкость против старения в процессе выплавки стараются по возможности снизить содержание кислорода.
Для снижения содержания кислорода существуют, во-первых, технологические приемы, например, обработка в вакууме, и, во-вторых, аналитические приемы. В результате присадки определенных легирующих элементов кислород может быть переведен в безопасные состояния. Так, например, является, как правило, обычным связывание кислорода посредством марганца, кремния и/или алюминия. Однако образующиеся при этом оксиды могут в качестве дефектов в материале обуславливать отрицательные свойства. Поэтому по приведенным выше причинам содержание кислорода в стали должно быть, как можно меньшим.
Фосфор (Р): присутствует в железной руде в виде микроэлемента и в решетке железа растворен в виде атома замещения. В результате твердорастворного упрочнения фосфор повышает твердость и улучшает закаливаемость.
Однако, как правило, стараются понизить по возможности содержание фосфора, так как, в числе прочего, из-за своей низкой растворимости в затвердевающей среде он склонен к интенсивному образованию ликвации и существенно снижает вязкость. Из-за скопления фосфора по границам зерен происходит их разрушение. Кроме того фосфор повышает температуру перехода от вязкого состояния к хрупкому до 300°C. При горячей прокатке приповерхностные оксиды фосфора могут служить причиной разрушительного растрескивания по границам зерен.
Благодаря низкой стоимости и высокой способности к повышению прочности фосфор может использоваться в некоторых сталях в небольших количествах (<0,1%) в качестве микролегирующего элемента, например, в сталях IF (interstitial free - без дефектов внедрения) повышенной прочности, сталях с упрочнением при нагреве после штамповки (Bake-Hardening-steel) или также в некоторых концепциях легирования для двухфазных сталей. Сталь согласно изобретению отличается от известных аналитических концепций, предусматривающих использование фосфора в качестве образующего твердый раствор элемента (например, ЕР 2412842 А1 или ЕР 2128295 А1), в числе прочего, тем, что фосфор не добавляется в качестве легирующего материала. По приведенным выше причинам содержание фосфора при выплавке стали ограничивается неизбежными количествами.
Сера (S): как и фосфор, она связана в железной руде в виде микроэлемента. Ее присутствие в стали нежелательно (за исключением автоматных сталей), так как она склонна к выраженной ликвации и вызывает сильное охрупчивание. Поэтому стараются, чтобы в расплаве содержалось по возможности малое количество серы (например, за счет вакуумной обработки). Кроме того присутствующая сера переводится в относительно безопасное соединение «сульфид марганца» (MnS) путем добавки марганца.
Часто сульфиды марганца во время прокатки приобретают строчечную форму и служат зародышами для превращения. Это приводит, прежде всего, при превращении с управляемой диффузией к строчечной структуре и при сильно выраженном строчечном характере может вызвать ухудшение механических свойств (например, выраженные мартенситные строчки вместо мартенситных островков, анизотропные свойства материала, уменьшенное относительное удлинение при разрыве).
По названным выше причинам содержание серы ограничивается до ≤0,0030%, предпочтительно до ≤0,0020%, оптимально до ≤0,0010% или до неизбежных количеств при выплавке стали.
Легирующие элементы, как правило, добавляются в сталь для целевого воздействия на определенные свойства. При этом в разных сталях один и тот же легирующий элемент может влиять на разные свойства. Эффект сильно зависит, как правило, от количества и растворимости в материале.
В соответствии с этим причинные связи могут быть весьма многогранными и сложными. Ниже будет подробнее описано влияние легирующих элементов.
Углерод (С): является наиболее важным легирующим элементом стали. Железо превращается в сталь только при его целевом введении в количестве до 2,06%. Часто при выплавке стали содержание углерода резко снижают. В двухфазных сталях с непрерывной отделкой погружением в расплав содержание углерода составляет согласно стандарту EN 10346 или VDA 239-100 не более 0,230%, минимальное содержание не задается.
Вследствие относительно малого радиуса своего атома углерод растворяется в междоузлие решетки железа. При этом растворимость в α-железе составляет не более 0,02%) и в γ-железе не более 2,06%. В растворенном виде углерод значительно повышает закаливаемость стали и поэтому является необходимым для образования мартенсита в достаточном количестве. Однако слишком большие количества углерода увеличивают разницу в твердости между ферритом и мартенситом и ограничивают свариваемость.
Для соблюдения требований к большому расширению отверстий сталь по изобретению содержит углерод в количестве менее 0,105%.
Из-за разной растворимости углерода в фазах необходимы выраженные диффузионные процессы при фазовом превращении, которые способны привести к совершенно разным кинетическим условиям. Кроме того углерод увеличивает термодинамическую стойкость аустенита, что проявляется на фазовой диаграмме в виде расширения аустенитной области при пониженных температурах. С увеличением принудительно растворенного в мартенсите углерода возрастают нарушения решетки и обусловленная этим прочность образовавшихся без диффузии фаз.
Кроме того углерод образует карбиды. Встречающийся практически в любой стали их представитель является цементитом (Fe3C). Однако вместе с другими металлами, например, хромом, титаном, ниобием и ванадием, могут образовываться и существенно более твердые особые карбиды. При этом решающее значение для результирующего увеличения прочности имеет не только вид, но и распределение и размер выделений. Для того чтобы, во-первых, достигнуть достаточной прочности и, во-вторых, хорошей свариваемости и расширения отверстий, задается минимальное содержание углерода 0,075% и его максимальное содержание 0,105%.
Кремний (Si): связывает при разливке кислород и поэтому используется для раскисления стали. Важное значение для последующих свойств стали имеет то, чтобы коэффициент ликвации был заметно меньше, чем, например, тот же коэффициент марганца (0,16 против 0,87). Ликвации приводят, как правило, к строчечному расположению компонентов структуры, что ухудшает деформационные свойства, например, расширение отверстий.
Добавка кремния в материал вызывает сильное твердорастворное упрочнение. Ориентировочно добавка кремния в количестве 0,1% повышает предел прочности при растяжении на около 10 МПа, причем при добавке кремния в количестве до 2,2% предел удлинения ухудшается лишь незначительно. При этом в виду имеются листы с разной толщиной и температурой отжига. Увеличение содержания кремния с 0,2 до 0,6% увеличивает прочность на около 20 МПа при пределе текучести и около 70 МПа при пределе прочности при растяжении. При этом удлинение при разрушении снижается лишь на около 2%. Последнее обусловлено тем, что кремний снижает растворимость углерода в феррите, вследствие чего феррит смягчается, что в свою очередь повышает деформируемость. Кроме того кремний снижает образование карбидов, которые в качестве хрупких фаз уменьшают пластичность. Благодаря низкому повышающему прочность эффекту кремния в пределах диапазона содержаний стали согласно изобретению создается основа для широкого технологического окна.
Другим важным эффектом является то, что кремний смещает образование феррита в сторону более короткого времени и низких температур и, следовательно, делает возможным образование достаточного феррита до закалки. В результате при горячей прокатке создается основа для повышенной прокатываемости в холодном состоянии. В результате ускоренного образования феррита аустенит обогащается углеродом при цинковании и, следовательно, стабилизируется. Поскольку кремний препятствует образованию карбидов, то аустенит дополнительно стабилизируется. Следовательно, при ускоренном охлаждении подавляется образование бейнита в пользу мартенсита.
Другие особые свойства кремния приведены в формуле изобретения. Описанное выше замедление образования карбидов может быть вызвано также, например, алюминием. Однако алюминий образует устойчивые нитриды, вследствие чего не достает азота для образования карбонитридов с микролегирующими элементами. При легировании кремнием эта проблема не встает, так как кремний не образует ни карбиды, ни нитриды. Следовательно, кремний косвенно влияет положительно на образование выделений при микролегированиях, которые в свою очередь положительно влияют на прочность материала. Поскольку повышение температуры превращения согласно тенденции благодаря кремнию способствует укрупнению зерна, то особо целесообразно производить микролегирование с использованием ниобия, титана и бора.
Как известно, при горячей прокатке сталей с повышенным легированием кремнием должно происходить образование обладающей сильным сцеплением красной окалины и присутствует повышенный риск заката окалины, что может сказаться на результате последующего травления и его производительности. Такой эффект не был замечен в стали согласно изобретению с содержанием кремния от 0,600 до 0,800% при условии травления предпочтительно соляной кислотой вместо серной.
Относительно способности к цинкованию содержащих кремний сталей, в частности, в DE 19610675 С1 указано, что стали с содержанием кремния до 0,800% или до 2,000% не подвергаются цинкованию из-за плохой смачиваемости стальной поверхности жидким цинком.
Наряду с рекристаллизацией наклепанной прокаткой ленты атмосферные условия во время отжига в установке непрерывного нанесения покрытия погружением в расплав снижают количество оксида железа, который может образовываться на поверхности, например, при холодной прокатке или хранении при комнатной температуре. Однако для имеющих сродство к кислороду легирующих компонентов, таких, например, как кремний, марганец, хром, и бор, общая атмосфера является окислительной и имеет своим следствием то, что может произойти ликвация и избирательное окисление этих элементов. Избирательное окисление может произойти как снаружи, т.е. на поверхности подложки, так и внутри, т.е. в металлической матрице.
Известно, что, в частности, кремний во время отжига диффундирует в направлении к поверхности и самостоятельно или вместе с марганцем может образовывать оксиды на стальной поверхности. Эти оксиды способны нарушить контакт между подложкой и расплавом и предотвратить реакцию смачивания или заметно ухудшить ее. В результате могут образоваться не покрытые цинком участки, так называемые "Bare spots" (голые пятна), или даже большие участки без покрытия. Поэтому из-за плохой реакции смачивания с последующим образованием недостаточного защитного слоя может уменьшиться сцепление слоя из цинка или цинкового сплава со стальной подложкой. Упомянутые выше механизмы присущи также для травленой горячекатаной ленты и для горячекатаной ленты с холодной подкаткой.
Вопреки этим общим знаниям предшествующего уровня техники в ходе опытов неожиданно было установлено, что только за счет соответствующего режима работы печи при рекристаллизационном отжиге и при прохождении через цинковую ванну может быть обеспечена хорошая способность к цинкованию стальной ленты и хорошее сцепление цинка.
Для этого необходимо, прежде всего, обеспечить, чтобы поверхность ленты в результате предварительной химико-механической или термо-гидромеханической очистки была свободной от остатков окалины, травильной или прокатной смазки и других загрязняющих частиц. Для исключения попадания оксидов кремния на поверхность ленты следует прибегнуть к мерам, способствующим внутреннему окислению легирующих элементов под поверхностью материала. В зависимости от конфигурации оборудования используются разные меры.
При конфигурации оборудования, при которой процесс отжига проводится исключительно в трубчатой излучательной печи (см. способ 3, фиг. 6с) на внутреннее окисление легирующих элементов можно целенаправленно влиять регулированием парциального давления кислорода в атмосфере печи (атмосфера защитного газа N2-H2). При этом заданное парциальное давление кислорода должно соответствовать следующему равенству, причем температура в печи составляет от 700 до 950°C:
-12>LogpO2≥-5*Sr-0,25-3*Mn-0,5-0,1*Cr-0,5-7*(-InB)0,5.
При этом Si, Mn, Cr, В означают соответствующие легирующие компоненты в стали в % по массе, pO2 означает парциальное давление кислорода в миллибарах.
При конфигурации оборудования, при которой печную зону образуют пламенная печь прямого нагрева (DFF или неокисляющая печь NOF) и расположенная за ней трубчатая излучательная печь (см. способ 2, фиг. 6b), на избирательное окисление легирующих элементов можно воздействовать через газовые атмосферы печных зон.
Посредством реакции сжигания в неокисляющей печи возможно воздействовать на парциальное давление кислорода и таким образом на окислительный потенциал железа и легирующих элементов. Его можно задать таким образом, чтобы окисление легирующих элементов происходило внутри, под стальной поверхностью, и чтобы при необходимости мог образоваться тонкий слой из оксида железа на стальной поверхности после прохода через неокисляющую печь. Достигается это, например, путем снижения СО до содержания менее 4%.
В последующей трубчатой излучательной печи, в атмосфере защитного газа N2-H2 образовавшийся при необходимости слой из оксида железа восстанавливается и в равной степени происходит последующее внутреннее окисление легирующих элементов. Установившееся в этой печной зоне парциальное давление кислорода должно отвечать следующему равенству, причем температура в печи составляет от 700 до 950°C:
-18>Log pO2≥-5*Sr-0,3-2,2*Mn-0,45-0,1*Cr-0,4-12,5*(-InB)0,25.
Здесь Si, Mn, Cr, В означают соответствующие легирующие компоненты в стали в % по массе, pO2 означает парциальное давление кислорода в миллибарах.
В переходной зоне между печью и ванной цинкования (фурменный рукав) точка росы газовой атмосферы (атмосферы защитного газа N2-H2) и, следовательно, парциальное давление кислорода задаются такими, чтобы исключалось окисление ленты до погружения в расплав. Оптимальными оказались точки росы в диапазоне от -30 до -40°C.
Посредством описанных выше мер в печной зоне установки непрерывного нанесения покрытия погружением в расплав предотвращается образование оксидов на поверхности и обеспечивается равномерная хорошая смачиваемость поверхности ленты жидким расплавом.
Если вместо горячего цинкования выбирается технологический маршрут, включающий в себя непрерывный отжиг с последующим электролитическим цинкованием (см. способ 1, фиг. 6а), то не требуется специальных мер для обеспечения способности к цинкованию. Известно, что цинкование более высоколегированных сталей осуществимо значительно проще путем электролитического осаждения, чем способом непрерывного нанесения покрытия погружением в расплав. При электролитическом цинковании чистый цинк осаждается прямо на поверхность ленты. Для того чтобы не препятствовать потоку электронов между стальной лентой и ионами цинка и, следовательно, цинкованию, необходимо обеспечить на поверхности ленты отсутствие перекрывающего поверхность оксидного слоя. Это условие соблюдается, как правило, с помощью стандартной восстановительной атмосферы в процессе отжига и посредством предварительной очистки перед электролизом.
Для обеспечения по возможности широкого технологического окна при отжиге и достаточной способности к цинкованию кремний задают с минимальным содержанием 0,600% и максимальным содержанием 0,800%).
Марганец (Mn) вводится почти во все стали для обессеривания путем перевода вредной серы в сульфиды марганца. Кроме того, благодаря твердорастворному упрочнению, марганец повышает прочность феррита и смещает превращение α-/γ в сторону более низких температур.
Главной причиной легирования марганцем многофазных сталей, например двухфазных сталей, является заметное повышение способности закаливаться в поверхностных слоях. Из-за препятствия диффузии перлитное и бейнитное превращения смещаются в сторону более продолжительного времени и снижается температура начала мартенситного превращения.
Однако одновременно в результате добавки марганца увеличивается соотношение между твердостью мартенсита и твердостью феррита. Кроме того возрастает строчечность структуры. Большая разница по твердости между фазами и образование мартенситных строк служат причиной низкой способности к расширению отверстий, что равнозначно повышенной чувствительности к растрескиванию кромок.
Как и кремний, марганец склонен к образованию оксидов на стальной поверхности во время отжига. В зависимости от параметров отжига и содержания других легирующих элементов (в частности, кремния и алюминия) могут образовываться оксиды марганца (например, MnO) и/или смешанные оксиды марганца (например, Mn2SiO4). Правда следует считать марганец при низком отношении Si/Mn или Al/Mn менее критическим, так как образуются скорее глобулярные оксиды, чем оксидные пленки. Тем не менее большие содержания марганца могут оказывать неблагоприятное влияние на внешний вид цинкового слоя и сцепление цинка. Благодаря приведенным выше мерам по регулированию печных зон при непрерывном нанесении покрытия погружением в расплав уменьшается образование оксидов марганца или смешанных оксидов марганца на стальной поверхности после отжига.
По названным причинам содержание марганца задается в диапазоне от 1,000 до 1,900%.
Для достижения требуемых показателей минимальной прочности предпочтительно соблюдать зависящую от поперечного сечения дифференциацию содержания марганца. При толщине ленты <1,00 мм содержание марганца составляет предпочтительно ≤1,500%, при толщине ленты от 1,00 до 2,00 мм ≤1,750% и при толщине ленты >2,00 мм ≥1,500%.
Другой особенностью изобретения является возможность компенсации изменения содержания марганца путем одновременного изменения содержания кремния. Повышение прочности (в данном случае предела текучести, yield stress=YS) за счет марганца и кремния хорошо описывается в целом уравнением Пикеринга (Pickering):
YS(МПа)=53,9+32,34[%Mn]+83,16[%Si]+354,2[%N]+17,402d(-1/2).
Однако оно основано в первую очередь на эффекте твердорастворного упрочнения, который согласно этому равенству проявляется слабее в отношении марганца, чем в отношении кремния. Однако, в то же время, марганец заметно повышает, как отмечено выше, закаливаемость, вследствие чего у многофазных сталей значительно повышается доля вторичной, увеличивающей прочность фазы. Поэтому добавку 0,1% кремния можно уподобить в первом приближении добавке 0,1% марганца в смысле повышения прочности. Для стали с составом согласно изобретению, отожженной с соблюдением параметров «время-температура» согласно изобретению, можно вывести на эмпирической основе следующую причинную связь для предела текучести (YS) и предела прочности при растяжении (tensile strength=TS):
YS(МПа)=160,7+147,9[%Si]+161,1[%Mn]
TS(МПа)=324,8+189,4[%Si]+174,1[%Mn].
По сравнению с указанным уравнением Пикеринга коэффициенты марганца и кремния как для предела текучести, так и для предела прочности при растяжении приблизительно одинаковы, чем подтверждается возможность замещения марганца кремнием.
Хром (Cr) может, во-первых, в растворенном виде уже в незначительных количествах существенно повышать закаливаемость стали. Во-вторых, хром в виде своих карбидов вызывает упрочнение частиц при соответствующем температурном режиме. Связанное с этим повышение количества мест возникновения зародышей при одновременном уменьшении содержания углерода ведет к снижению закаливаемости.
В двухфазных сталях в результате добавки хрома в основном улучшается способность закаливаться в поверхностных слоях. В растворенном виде хром смещает перлитное и бейонитное превращения в сторону более продолжительного времени и понижает при этом температуру начала мартенситного превращения.
Другим важным эффектом является значительное повышение хромом устойчивости против отпуска, в результате чего в цинковой ванне почти не происходит потерь прочности.
Кроме того хром является карбидообразующим элементом. В случае присутствия смешанных карбидов хрома и железа необходимо обеспечить достаточно высокую температуру аустенизации перед закалкой для растворения карбидов. В противном случае может ухудшиться способность закаливаться в поверхностных слоях из-за повышенного количества зародышей.
Также хром способен образовывать при отжиге оксиды на стальной поверхности, что может ухудшать качество цинкования. В результате указанных выше мер по регулированию печных зон при непрерывном нанесении покрытия погружением в расплав снижается образование оксидов хрома и смешанных оксидов хрома на стальной поверхности после отжига.
Поэтому содержание хроме задается в диапазоне от 0,100 до 0,700%.
Для достижения требуемых механических свойств общее содержание элементов Mn+Si+Cr также предпочтительно соблюдать с учетом толщины листов. Оптимальным оказалось суммарное содержание от ≥2,40 до ≤2,70% при толщине листа ≤1,00 мм, суммарное содержание от ≥2,60 до ≤2,90% при толщине листа 1,00-2,00 мм и суммарное содержание от ≥2,80 до ≤3,10% при толщине листа ≥2,00 мм.
Молибден (Мо): добавка молибдена, подобно добавке хрома и марганца, повышает закаливаемость. Перлитное и бейнитное превращения смещаются в сторону более продолжительного времени, при этом снижается температура начала мартенситного превращения. Одновременно молибден является сильным карбидообразующим элементом, образующим высокодисперсные смешанные карбиды, в том числе, с содержанием титана. Кроме того молибден значительно повышает устойчивость против отпуска, вследствие чего в цинковой ванне не происходит потерь прочности. Также молибден оказывает свое воздействие через твердорастворное упрочнение, правда при этом он менее эффективен, чем марганец и кремний.
Содержание молибдена обычно ограничивают до неизбежной при выплавке стали величины. Если при определенных технологических параметрах требуется обеспечение дополнительной прочности, то в качестве легирующей добавки молибден может факультативно вводиться в количестве до 0,200%.
Медь (Cu): добавка меди может повышать предел прочности при растяжении и способность закаливаться в поверхностных слоях. В сочетании с никелем, хромом и фосфором медь может образовывать на поверхности защитный оксидный слой, способный заметно уменьшить степень коррозии.
В сочетании с кислородом медь может образовывать по границам зерен вредные оксиды, которые могут оказывать отрицательное воздействие, в частности, при процессах горячей деформации. Поэтому содержание меди ограничивают до величины, неизбежной при выплавке стали.
Содержание другие легирующих элементов, например, никеля (Ni) или олова (Sn), ограничивают до величины, неизбежной при выплавке стали.
Алюминий (Al) добавляется в сталь, как правило, в качестве легирующего элемента для связывания растворенного в железе кислорода и азота. Таким образом производится перевод кислорода и азота в оксиды алюминия и нитриды алюминия. Эти выделения могут влиять через увеличение количества мест образования зародышей на измельчение зерен и таким образом повышать свойства вязкости и прочностные показатели.
Нитрид алюминия не выделяется в том случае, когда присутствует титан в достаточном количестве. Нитриды титана характеризуются меньшей энтальпией образования и образуются при более высоких температурах.
В растворенном состоянии алюминий, подобно кремнию, смещает образование феррита в сторону более короткого времени, обеспечивая таким образом образование достаточного количества феррита в двухфазной стали. Кроме того он подавляет образование карбидов и вызывает замедленное превращение аустенита. По этой причине алюминий также используется в качестве легирующего элемента в сталях с остаточным аустенитом (стали TRIP) для замещения части кремния. Такой прием объясняется тем, что алюминий является менее критичным для реакции цинкования, чем кремний.
Поэтому содержание алюминия ограничивают до величины от 0,010 до не более 0,060%), алюминий добавляют для раскисления стали.
Ниобий (Nb). Ниобий воздействует на сталь различным образом. При горячей прокатке на чистовой линии клетей он замедляет в результате образования высокодисперсных выделений рекристаллизацию, вследствие чего возрастает плотность мест образования зародышей и после превращения образуется более мелкое зерно. Также присутствие растворенного ниобия препятствует рекристаллизации. В целевом продукте выделения вызывают повышение прочности. Ими могут быть карбиды или карбонитриды. Часто речь идет о смешанных карбидах, в которые встраивается и титан. Этот эффект начинается с содержания 0,005% ниобия и становится наиболее заметным при его содержании от 0,010%). Кроме того выделения препятствуют росту зерен во время (частичной) аустенизации при горячем цинковании. При содержании ниобия свыше 0,050% дополнительного эффекта не происходит, поэтому эта величина является максимальным пределом, принятом в изобретении.
Титан (Ti): из-за своего большого сродства к азоту титан выделяется при затвердевании, прежде всего в виде TiN. Кроме того он присутствует вместе с ниобием в виде смешанного карбида. TiN имеет большое значение для стабильного размера зерен при нахождении в методической печи. Выделения обладают высокой температурной стабильностью, за счет чего они присутствуют, в противоположность смешанным карбидам, при температуре 1200°C большей частью в виде частиц, препятствующих росту зерен. Титан также оказывает замедляющее влияние на рекристаллизацию в процессе горячей прокатки, однако при этом он менее эффективен, чем ниобий. Титан воздействует через дисперсионное твердение. При этом более крупные частицы TiN менее эффективны, чем высокодисперсные смешанные карбиды. Наибольшая эффективность достигается в диапазоне от 0,005 до 0,050%) титана, поэтому он является интервалом легирования согласно изобретению. При этом содержание титана зависит от добавки бора (см. ниже).
Ванадий (V): поскольку согласно данной концепции легирования добавка ванадия не является необходимой, то его содержание ограничивается до величины, неизбежной при выплавке стали.
Бор (В): бор чрезвычайно эффективное средство легирования для повышения закаливаемости, который уже в очень малых количествах (начиная с 5 ч./млн.) оказывает эффект. При этом температура начала мартенситного превращения сохраняется неизменной. Для того чтобы быть эффективным, бор должен находиться в виде твердого раствора. Поскольку он обладает сильным сродством к азоту, то необходимо сначала связать азот предпочтительно посредством стехиометрически необходимого количества титана. Из-за очень низкой растворимости в железе растворенный бор располагается предпочтительно по границам аустенитных зерен. Здесь он частично образует карбиды Fe-B, которые обладают сцеплением и снижают энергию границ зерен. Оба эти эффекта замедленно воздействуют на образование феррита и перлита, повышая тем самым закаливаемость стали. Правда большие содержания бора вредны, так как может образоваться борид железа, отрицательно воздействующий на закаливаемость, деформируемость и вязкость материала. Кроме того бор способен образовывать оксиды или смешанные оксиды при отжиге во время непрерывного нанесения покрытия погружением в расплав, которые снижают качество цинкования. Благодаря названным выше мерам по регулированию печных зон при непрерывном нанесении покрытия погружением в расплав снижается образование оксидов на стальной поверхности.
В данном изобретении содержание бора ограничено 5-40 ч./млн.
Азот (N) может выступать как легирующий элемент, так и как сопутствующий элемент при производстве стали. При слишком большом содержании азот вызывает увеличение прочности, которое связано с быстрой потерей вязкости и эффектами старения. С другой стороны, путем целевого легирования азотом в сочетании с микролегирующими элементами титан и ниобий можно обеспечить упрочнение измельчением зерна через нитриды титана и (карбо)нитриды ниобия. Кроме того подавляется образование крупных зерен при повторном нагреве перед горячей прокаткой.
Поэтому согласно изобретению содержание азота задается в диапазоне от ≥0,0020 до ≤0,0120%. При сумме Ti+Nb≥0,010% и ≤0,050% содержание азота задается от ≥0,0020 до ≤0,0100%. При сумме Ti+Nb≥0,050% содержание азота задается от ≥0,004000 до ≤0,0120%.
Во время опытов, проводившихся со сталью согласно изобретению, было установлено, что при межкритическом отжиге в интервале между Ac1 и Ас2 или при отжиге на аустенит при Ас3 с последующим регулируемым охлаждением может быть получена двухфазная сталь с минимальной прочностью на растяжение 750 МПа при толщине от 0,50 до 4,00 мм, которая будет отличаться достаточным допуском по колебаниям процесса.
Следовательно, присутствует достаточно широкое технологическое окно для состава сплава согласно изобретению по сравнению с известными концепциями легирования.
Температуры отжига для получения двухфазной структуры составляют для стали согласно изобретению от около 700 до 950°C, следовательно, в зависимости от температурного диапазона обеспечивается частично (двухфазная область) или полностью аустенитная структура (аустенитная область).
Опыты показали, что заданные структурные компоненты после межкритического отжига в интервале между Ac1 и Ас2 или после отжига на аустенит при Ас3 с последующим регулируемым охлаждением сохраняются и после последующей технологической стадии «отделка погружением в расплав» при температурах от 400 до 470°C, например, с использованием цинка или цинка-магния.
Отделанный погружением в расплав материал может быть получен как в виде горячекатаной ленты, так и горячекатаной ленты с холодной подкаткой и/или холоднокатаной ленты в отделанном (после холодной подкатки) или в неотделанном состоянии и/или в состоянии после изгибочно-растяжной правки или не в состоянии после изгибочно-растяжной правки, а также в состоянии после термообработки (перестаривания).
Кроме того стальные ленты, в данном случае горячекатаная лента, горячекатаная лента с холодной подкаткой или холоднокатаная лента с составом согласно изобретению, при последующей обработке характеризуются большим сопротивлением к растрескиванию кромок.
Зависимость определяемых в соответствии со стандартом ISO 16630 отношений расширения отверстий от толщины ленты была выявлена в прошлом для двухфазных сталей. Выяснилось, что с увеличением толщины ленты возникают большие соотношения расширения отверстий. По этой причине и в отношении стали согласно изобретению необходимо исходить из подобной корреляции.
Незначительные расхождения между показателями стальной ленты в продольном и поперечном направлениях ее прокатки предпочтительны при последующем применении материала. Так, например, резка на сутунки может производиться без учета направления прокатки (например, поперек, продольно или по диагонали или же под углом к направлению прокатки).
Для обеспечения прокатываемости в холодном состоянии горячекатаной ленты из стали по изобретению горячекатаную ленту производят согласно изобретению при конечной температуре прокатки в аустенитой области Ас3 и при температуре при смотке свыше температуры начала бейнитного превращения (вариант А).
Применительно к горячекатаной ленте и горячекатаной ленте с холодной подкаткой, например, при обжатии около 16%, горячекатаную ленту согласно изобретению получают при конечной температуре прокатки в аустенитной области свыше Ас3 и при температуре при смотке ниже температуры начала бейнитного превращения (вариант В).
Другие признаки, преимущества и подробные сведения об изобретении будут ясны из последующего описания изображенных на чертеже примеров выполнения.
При этом изображено:
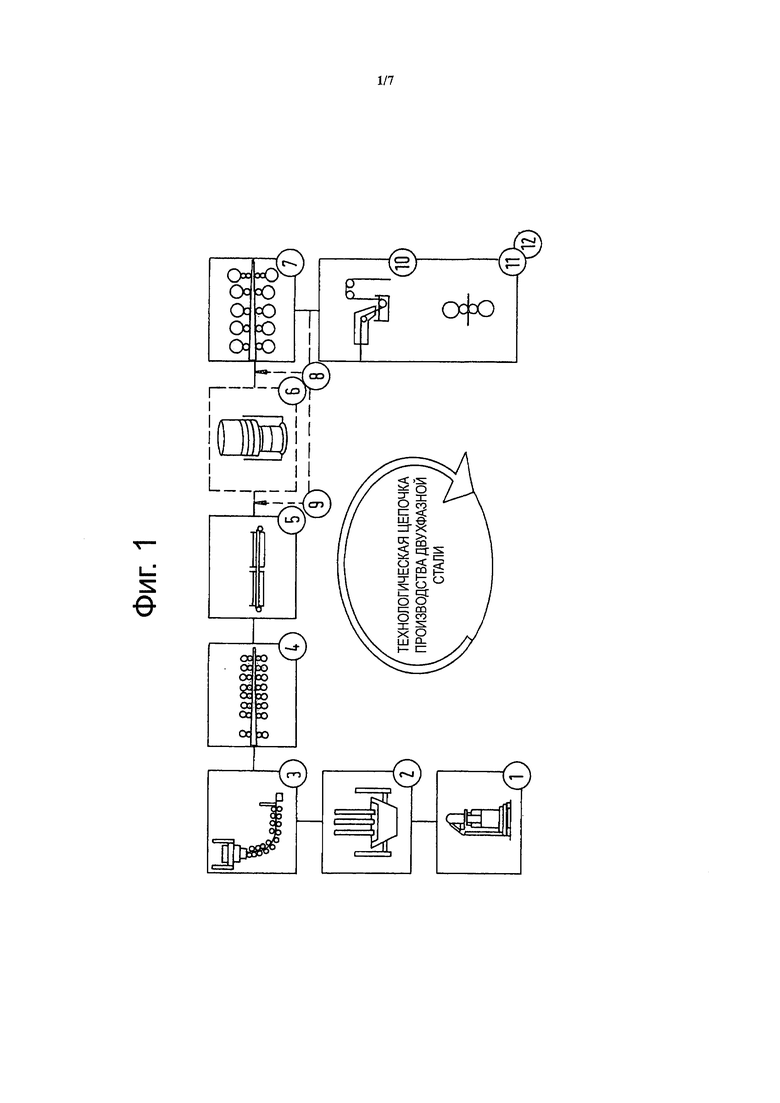
фиг. 1 - (схематическая) технологическая цепочка производства ленты из стали согласно изобретению,
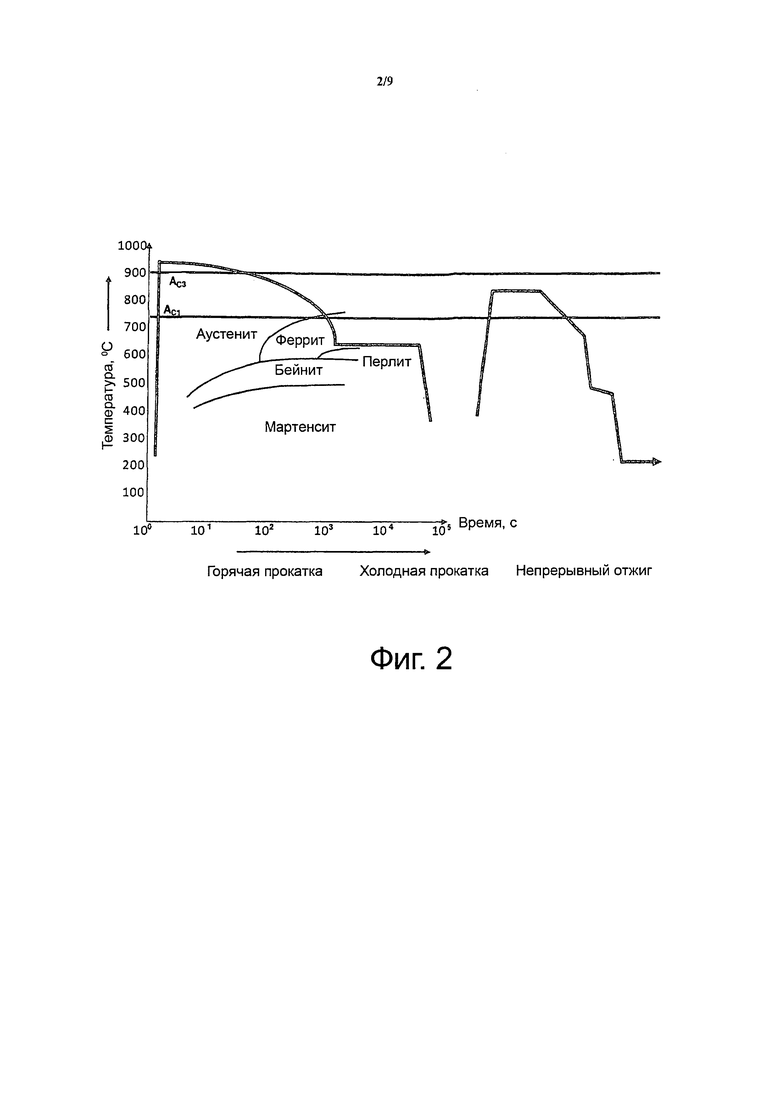
фиг. 2 - (схематическая) диаграмма время - температура технологических стадий: горячей прокатки, холодной прокатки (факультативно) и непрерывного отжига, например, для стали согласно изобретению,
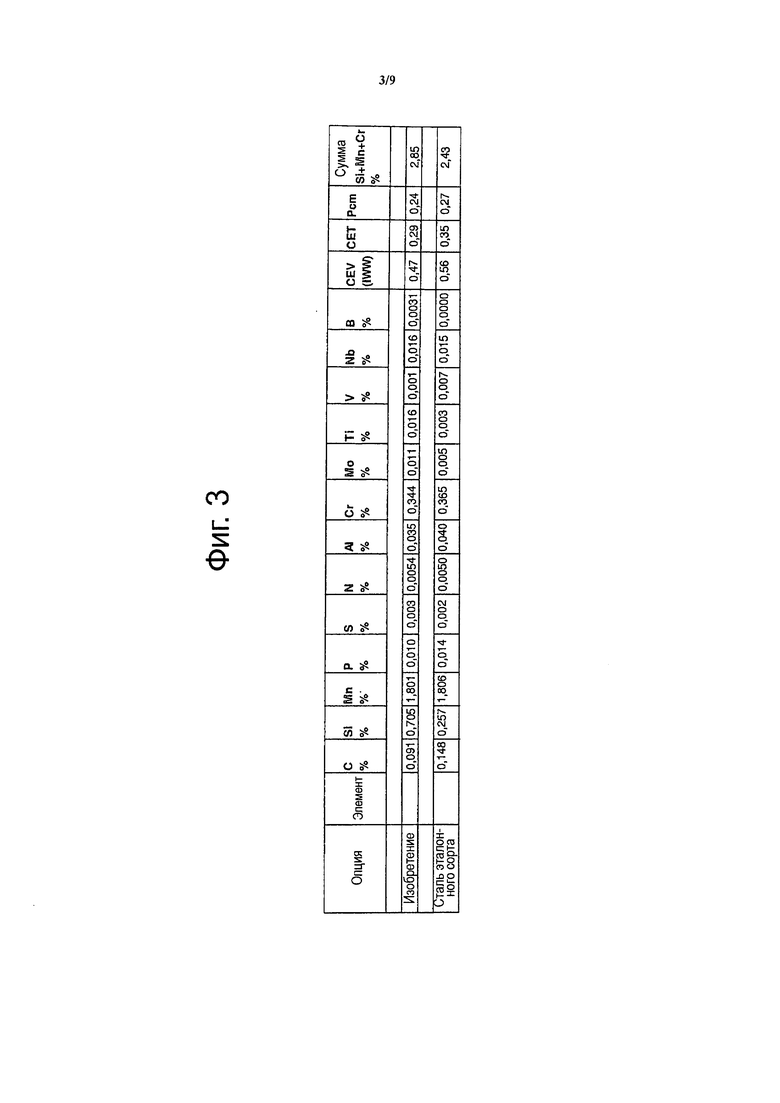
фиг. 3 - пример на аналитические отличия стали согласно изобретению от высокоуглеродистой (С≥0,120%), микролегированной стали эталонного сорта,
фиг. 4 - примеры на механические свойства стали согласно изобретению (в направлении прокатки),
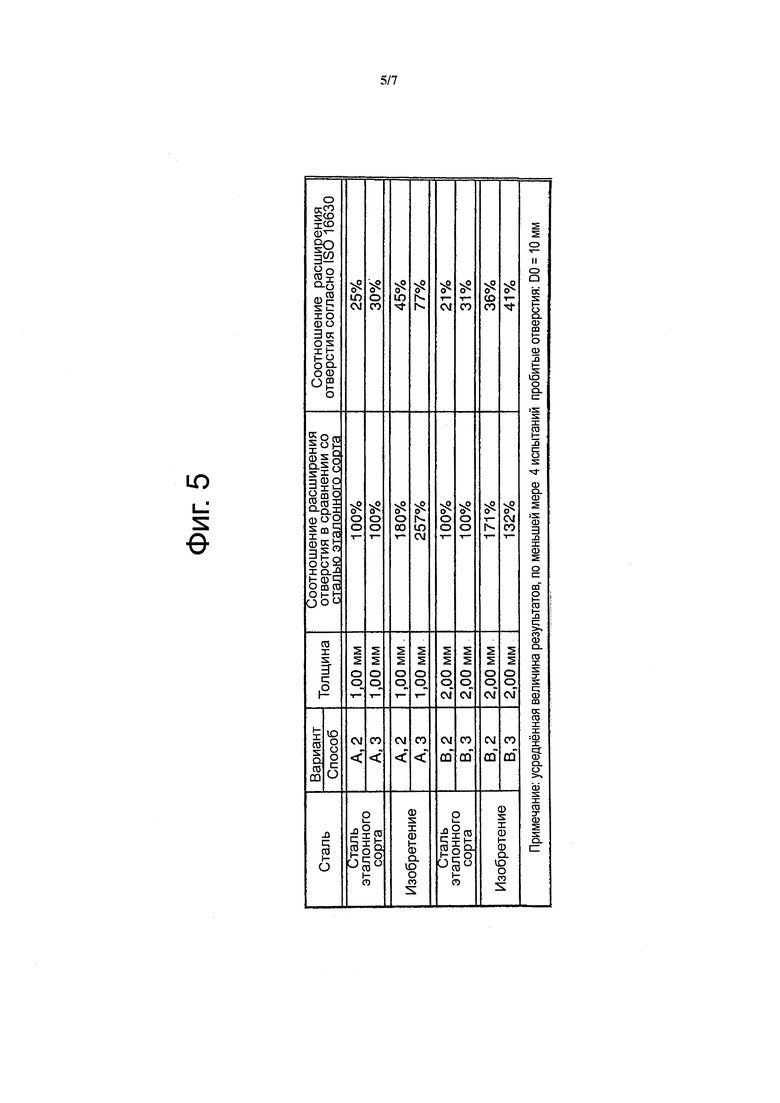
фиг. 5 - результаты опытов на расширение отверстий согласно стандарту ISO 16630 (толщины листа: 1,00 и 2,00 мм) в качестве примера для стали согласно изобретению в сравнении с высокоуглеродистой (С≥0,120%), микролегированной сталью эталонного сорта,
фиг. 6 - диаграмма температура - время (варианты отжига в схематическом виде).
На фиг. 1 в схематическом виде приведена технологическая цепочка производства стали согласно изобретению. Представлены разные, относящиеся к изобретению технологические маршруты. Вплоть до горячей прокатки (конечная температура прокатки) технологический маршрут для всех сталей согласно изобретением является одинаковым, после нее технологические маршруты изменяются в зависимости от требуемых результатов. Например, травленая горячекатаная лента может подвергаться цинкованию или может подвергаться холодной прокатке с разными степенями обжатия и затем подвергаться цинкованию. Или же отожженная до мягкого состояния горячекатаная или холоднокатаная лента может быть прокатана в холодном состоянии и подвергнута цинкованию. Факультативно материал может также обрабатываться без использования ванны для цинкования (непрерывный отжиг) с проведением или без проведения последующего электролитического цинкования.
На фиг. 2 схематически показана диаграмма время - температура для технологических стадий горячей прокатки и непрерывного отжига лент из сплава с составом согласно изобретению. Показано зависящее от времени и температуры превращение в процессе горячей прокатки, а также при термообработке после холодной прокатки.
На фиг. 3 приведены в качестве примера важные легирующие элементы стали согласно изобретению в сравнении со сталью эталонного сорта. Сталь согласно изобретению легирована кремнием в существенном количестве. Для сравнительной стали (стандартного сорта) отличие заключается дополнительно в содержании углерода, составляющем ≥0,120%, а также титана и бора. Кроме того сталь стандартного сорта, как и сталь согласно изобретению, микролегирована ниобием.
На фиг. 4 приведены примеры механических свойств вдоль направления прокатки стали согласно изобретению.
На фиг. 5 представлены результаты опытов по расширению отверстий согласно стандарту ISO 16630 (абсолютные и относительные показатели по сравнению со сталью эталонного сорта). Приведены результаты испытаний на расширение отверстий для варианта А (температура при смотке превышает температуру начала бейнитного превращения) и варианта В (температура при смотке лежит ниже температуры начала бейнитного превращения), соответственно для процессов 2 и 3.
Материалы имеют вид листов толщиной 1,00 и 2,00 мм. Результаты были получены при проведении испытания согласно стандарту ISO 16630. При этом можно видеть, что стали согласно изобретению характеризуются лучшими или почти одинаковыми показателями расширения вырубленных отверстий, что и стали эталонного сорта при одинаковой обработке. При этом способ 2 соответствует отжигу, например, при горячем цинковании с использованием комбинированной пламенной печи прямого нагрева и трубчатой излучательной печи, как это представлено на фиг. 6b. Способ 3 соответствует, например, технологическому процессу в установке непрерывного отжига, как он представлен на фиг. 6с. Кроме того здесь может проводиться повторный нагрев стали с помощью индукционной печи факультативно перед цинковой ванной.
За счет разных температурных режимов согласно изобретению в пределах указанного интервала достигаются отличающиеся между собой показатели или же разные результаты по расширению отверстий, которые заметно улучшены для способа 3 на фиг. 6 с по сравнению со сталями эталонного сорта. Принципиальное отличие представляют собой параметры температура - время при термообработке и последующем охлаждении.
На фигурах 6 схематически показаны три варианта диаграммы температура - время при отжиге и охлаждении и соответственно разные условия аустенизации.
Способ 1 (фиг. 6а) предусматривает отжиг и охлаждение произведенной холоднокатаной или горячекатаной стальной ленты или стальной ленты с холодной подкаткой в установке непрерывного отжига. Сначала ленту нагревают до температуры от около 700 до 950°C. Затем отожженную ленту охлаждают с температуры отжига при скорости от около 15 до 100°C/с до промежуточной температуры от около 200 до 250°C. Вторая промежуточная температура (от около 300 до 500°C) в этом схематическом изображении не представлена. Затем стальную ленту охлаждают на воздухе со скоростью от около 2 до 30°C/с до комнатной температуры или же охлаждение поддерживается при скорости от около 15 до 100°C/с до достижения комнатной температуры.
Способ 2 (фиг. 6b) предусматривает процесс согласно способу 1, однако охлаждение стальной ленты для отделки погружением в расплав прерывается на короткое время при прохождении через емкость для погружения в расплав для того, чтобы затем продолжить охлаждение со скоростью от около 15 до 100°C/с до достижения промежуточной температуры около 200-250°C. После этого стальную ленту охлаждают на воздухе со скоростью от около 2 до 30°C/с до комнатной температуры.
Способ 3 (фиг. 6с) также соответствует процессу согласно способу 1 с отделкой погружением в расплав, однако охлаждение стальной ленты прерывается на короткое время (от около 1 до 20 с) при промежуточной температуре от около 200 до 400°C и затем она снова нагревается до температуры, необходимой для отделки погружением в расплав (около 400-470°C). После этого стальную ленту снова охлаждают до промежуточной температуры от около 200 до 250°C. Заключительное охлаждение стальной ленты протекает на воздухе со скоростью от около 2 до 30°C/с до достижения комнатной температуры.
Для горячего цинкования при промышленном производстве способом 2 согласно фиг. 6b и способом 3 согласно фиг. 6 с приводятся следующие примеры.
Пример 1 (горячекатаная лента с холодной подкаткой)
Вариант В/2,00 мм/способ 2 согласно фиг. 6b
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031%) В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре намотки 500°C при толщине 2,30 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводилась холодная прокатка со степенью обжатия 15% с 2,30 до 2,00 мм.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6b, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала, например, CR440Y780T-DP согласно VDA 239-100.
Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 56%.
Пример 2 (горячекатаная лента с холодной подкаткой)
Вариант В/2,00 мм/способ 3 согласно фиг. 6с.
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031% В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°С и была подана при заданной температуре намотки 500°C при толщине 2,30 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводилась холодная прокатка при степени обжатия 15% с 2,30 до 2,00 мм.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6с, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала, например, CR570Y780T-CP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 72%.
Пример 3 (холоднокатаная лента)
Вариант А/1,00 мм/способ 2 согласно фиг. 6b
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031% В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре при смотки 710°C при толщине 2,02 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводилась холодная прокатка при степени обжатия 50% с 2,02 до 0,99 мм.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6b, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала, например, CR440Y780T-DP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 56%.
Пример 4 (холоднокатаная лента)
Вариант А/1,00 мм/способ 3 согласно фиг. 6с.
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016%) Nb, 0,0031% В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре намотки 710°C при толщине 2,02 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводилась холодная прокатка при степени обжатия 50% с 2,02 до 0,99 мм.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6 с, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала, например, CR440Y780T-DP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 67%.
Пример 5 (горячекатаная лента)
Вариант А/2,00 мм/способ 2 согласно фиг 6b.
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031% В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре намотки 710°C при толщине 2,02 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводился отжиг.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6b, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала согласно тенденции HR660Y760T-DP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 69%.
Пример 6 (горячекатаная лента)
Вариант А/2,00 мм/способ 3 согласно фиг 6 с.
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031%) В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре намотки 710°C при толщине 2,02 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводился имитирующий отжиг.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6b, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала HR660Y760T-CP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 72,7%.
Пример 7 (горячекатаная лента)
Вариант В/2,00 мм/способ 2 согласно фиг 6b.
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031% В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре намотки 500°C при толщине 2,30 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводился отжиг.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6b, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала согласно тенденции HR660Y760T-CP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 68%.
Пример 8 (горячекатаная лента)
Вариант В/2,30 мм/способ 3 согласно фиг 6с.
Сталь согласно изобретению с содержанием 0,091% С, 0,705% Si, 1,801% Mn, 0,010% Р, 0,0030% S, 0,0054% N, 0,035% Al, 0,344% Cr, 0,012% Мо, 0,016% Ti, 0,001% V, 0,016% Nb, 0,0031% В была произведена в высоковакуумной плавильно-литейной установке, прокатана в горячем состоянии в клети горячей прокатки при заданной конечной температуре прокатки 910°C и была подана при заданной температуре намотки 500°C при толщине 2,30 мм в печь для имитирующего охлаждения в намотанном состоянии. После пескоструйной обработки проводился отжиг.
В имитирующем отжигательном устройстве, аналогичном установке горячего цинкования согласно фиг. 6с, обрабатывали сталь.
После термообработки сталь согласно изобретению обладала структурой, состоявшей из феррита, мартенсита, бейнита и остаточного аустенита.
Эта сталь характеризовалась следующими показателями:
действительными в направлении прокатки, и соответствовала HR660Y760T-CP согласно VDA 239-100. Отношение предела текучести к пределу прочности Re/Rm составило в продольном направлении 73%.
Пояснения к фигуре 1
Фиг. 1. (Схематическая) технологическая цепочка производства ленты из стали согласно изобретению.
1 - доменный процесс
2 - внепечная металлургия
3 - непрерывная разливка
4 - горячая прокатка
5 - травление
6 - смягчающий отжиг горячекатаной ленты (факультативно)
7 - холодная прокатка (факультативно)
8 - сдвоенный прокатный стан (факультативно)
9 - смягчающий отжиг холоднокатаной ленты (факультативно)
10 - горячее цинкование/непрерывный отжиг
11 - дрессировка в линии
12 - отделка изгибочно-растяжной правки

Изобретение относится к области металлургии, а именно к высокопрочной многофазной стали, предназначенной для получения холоднокатаной или горячекатаной ленты, используемой для изготовления облегченной конструкции автомобиля. Сталь содержит следующие элементы, мас.%: С от ≥ 0,075 до ≤ 0,105, Si от ≥ 0,600 до ≤ 0,800, Mn от ≥ 1,000 до ≤ 1,900, Cr от ≥ 0,100 до ≤ 0,700, Al от ≥ 0,010 до ≤ 0,060, N от ≥ 0,0020 до ≤ 0,0120, S ≤ 0,0030, Nb от ≥ 0,005 до ≤ 0,050, Ti от ≥ 0,005 до ≤ 0,050, B от ≥ 0,0005 до ≤ 0,0040, Mo ≤ 0,200, Cu ≤ 0,040, Ni ≤ 0,040, остальное – железо и обусловленные выплавкой примеси. Обеспечивается минимальный предел прочности на растяжение 750 МПа, отношение предела текучести к пределу прочности не более 73% и улучшенные деформационные свойства. 4 н. и 38 з.п. ф-лы, 6 ил., 8 пр.
1. Высокопрочная многофазная сталь с минимальным пределом прочности при растяжении 750 МПа, предназначенная для производства холоднокатаной или горячекатаной стальной ленты с улучшенными деформационными свойствами и отношением предела текучести к пределу прочности не более 73%, содержащая следующие элементы, мас.%:
С от ≥ 0,075 до ≤ 0,105,
Si от ≥ 0,600 до ≤ 0,800,
Mn от ≥ 1,000 до ≤ 1,900,
Cr от ≥ 0,100 до ≤ 0,700,
Al от ≥ 0,010 до ≤ 0,060,
N от ≥ 0,0020 до ≤ 0,0120,
S ≤ 0,0030,
Nb от ≥ 0,005 до ≤ 0,050,
Ti от ≥ 0,005 до ≤ 0,050,
B от ≥ 0,0005 до ≤ 0,0040,
Mo ≤ 0,200,
Cu ≤ 0,040,
Ni ≤ 0,040,
остальное – железо и обычные сопровождающие сталь, не упомянутые выше элементы, которые представляют собой обусловленные выплавкой примеси.
2. Сталь по п. 1, отличающаяся тем, что при толщине ленты до 1,00 мм содержание марганца предпочтительно составляет ≤ 1,500%.
3. Сталь по п. 1, отличающаяся тем, что при толщине ленты от > 1,00 до 2,00 мм содержание марганца предпочтительно составляет ≤ 1,750%.
4. Сталь по п. 1, отличающаяся тем, что при толщине ленты > 2,00 мм содержание марганца предпочтительно составляет ≥ 1,500%.
5. Сталь по п. 1, отличающаяся тем, что при толщине ленты до 1,00 мм сумма содержаний Mn + Si + Cr предпочтительно составляет от ≥ 2,40% до ≤ 2,70%.
6. Сталь по п. 2, отличающаяся тем, что при толщине ленты до 1,00 мм сумма содержаний Mn + Si + Cr предпочтительно составляет от ≥ 2,40% до ≤ 2,70%.
7. Сталь по п. 1, отличающаяся тем, что при толщине ленты от 1,00 до 2,00 мм сумма содержаний Mn + Si + Cr предпочтительно составляет от ≥ 2,60% до ≤ 2,90%.
8. Сталь по п. 3, отличающаяся тем, что при толщине ленты от > 1,00 до 2,00 мм сумма содержаний Mn + Si + Cr предпочтительно составляет от ≥ 2,60% до ≤ 2,90%.
9. Сталь по п. 1, отличающаяся тем, что при толщине ленты > 2,00 мм сумма содержаний Mn + Si + Cr предпочтительно составляет от ≥ 2,80% до ≤ 3,10%.
10. Сталь по п. 4, отличающаяся тем, что при толщине ленты > 2,00 мм сумма содержаний Mn + Si + Cr предпочтительно составляет от ≥ 2,80% до ≤ 3,10%.
11. Сталь по любому из пп. 1–10, отличающаяся тем, что при сумме содержаний Ti + Nb от ≥ 0,010% до ≤ 0,050% содержание азота составляет от ≥ 0,0020% до ≤ 0,0100%.
12. Сталь по любому из пп. 1–10, отличающаяся тем, что при сумме содержаний Ti + Nb > 0,050% содержание азота составляет от ≥ 0,0040% до ≤ 0,0120%.
13. Сталь по любому из пп. 1–10, отличающаяся тем, что содержание серы составляет ≤ 0,0020%.
14. Сталь по п. 11, отличающаяся тем, что содержание серы составляет ≤ 0,0020%.
15. Сталь по п. 12, отличающаяся тем, что содержание серы составляет ≤ 0,0020%.
16. Сталь по любому из пп. 1–10, 14, 15, отличающаяся тем, что содержание серы составляет ≤ 0,0010%.
17. Сталь по п. 11, отличающаяся тем, что содержание серы составляет ≤ 0,0010%.
18. Сталь по п. 12, отличающаяся тем, что содержание серы составляет ≤ 0,0010%.
19. Сталь по п. 13, отличающаяся тем, что содержание серы составляет ≤ 0,0010%.
20. Сталь по любому из пп. 1–10, 14, 15, 17-19, отличающаяся тем, что содержания кремния и марганца связаны с требуемыми прочностными свойствами соотношениями:
YS (МПа) = 160,7 + 147,9 [%Si] + 161,1 [%Mn],
TS (МПа) = 324,8 + 189,4 [%Si] + 174,1 [%Mn].
21. Сталь по п. 11, отличающаяся тем, что содержания кремния и марганца связаны с требуемыми прочностными свойствами соотношениями:
YS (МПа) = 160,7 + 147,9 [%Si] + 161,1 [%Mn],
TS (МПа) = 324,8 + 189,4 [%Si] + 174,1 [%Mn].
22. Сталь по п. 12, отличающаяся тем, что содержания кремния и марганца связаны с требуемыми прочностными свойствами соотношениями:
YS (МПа) = 160,7 + 147,9 [%Si] + 161,1 [%Mn],
TS (МПа) = 324,8 + 189,4 [%Si] + 174,1 [%Mn].
23. Сталь по п. 13, отличающаяся тем, что содержания кремния и марганца связаны с требуемыми прочностными свойствами соотношениями:
YS (МПа) = 160,7 + 147,9 [%Si] + 161,1 [%Mn],
TS (МПа) = 324,8 + 189,4 [%Si] + 174,1 [%Mn].
24. Сталь по п. 16, отличающаяся тем, что содержания кремния и марганца связаны с требуемыми прочностными свойствами соотношениями:
YS (МПа) = 160,7 + 147,9 [%Si] + 161,1 [%Mn],
TS (МПа) = 324,8 + 189,4 [%Si] + 174,1 [%Mn].
25. Сталь по п. 1, отличающаяся тем, что она предназначена для облегчённой конструкции автомобиля.
26. Способ получения отожженной холоднокатаной или горячекатаной ленты из стали по любому из пп. 1–25, характеризующийся тем, что при непрерывном отжиге образуется многофазная структура, при этом холоднокатаную или горячекатаную стальную ленту при непрерывном отжиге нагревают до температуры от 700 до 950°С, затем отожжённую стальную ленту охлаждают с температуры отжига при скорости от 15 до 100°С/с до промежуточной температуры от 160 до 250°С, затем стальную ленту охлаждают на воздухе со скоростью от 2 до 30°С/с до комнатной температуры.
27. Способ получения отожженной холоднокатаной или горячекатаной ленты из стали по любому из пп. 1–25, характеризующийся тем, что при непрерывном отжиге образуется многофазная структура, при этом холоднокатаную или горячекатаную стальную ленту при непрерывном отжиге нагревают до температуры от 700 до 950°С, затем отожжённую стальную ленту охлаждают с температуры отжига при скорости от 15 до 100°С/с, затем охлаждение приостанавливают перед погружением в ванну с расплавом, имеющую температуру от 400 до 470°С, для осуществления отделки погружением в расплав и после отделки погружением в расплав продолжают охлаждение со скоростью от 15 до 100°С/с до промежуточной температуры от 200 до 250°С, затем стальную ленту охлаждают на воздухе со скоростью от 2 до 30°С/с до комнатной температуры.
28. Способ получения отожженной холоднокатаной или горячекатаной ленты из стали по любому из пп. 1–25, характеризующийся тем, что при непрерывном отжиге образуется многофазная структура, при этом холоднокатаную или горячекатаную стальную ленту при непрерывном отжиге нагревают до температуры от 700 до 950°С, затем отожжённую стальную ленту охлаждают с температуры отжига при скорости от 15 до 100°С/с до промежуточной температуры от 200 до 250°С, температура выдерживается в течение от 1 до 20 секунд перед погружением в ванну с расплавом, затем стальную ленту снова нагревают до температуры от 400 до 470°С для осуществления отделки погружением в расплав и после отделки погружением в расплав охлаждают со скоростью от 15 до 100°С/с до промежуточной температуры от 200 до 250°С, после чего охлаждают на воздухе со скоростью от 2 до 30°С/с до комнатной температуры.
29. Способ по любому из пп. 26–28, отличающийся тем, что в случае отжига в установке, состоящей из пламенной печи прямого нагрева (NOF) и трубчатой излучательной печи (RTF), окислительный потенциал повышают за счёт содержания СО в печи NOF менее 4%, при этом в печи RTF парциальное давление кислорода в восстанавливающей железо атмосфере печи задают с соблюдением следующего равенства:
-18 > Log pO2 ≥ - 5*Si-0,3 – 2,2*Mn-0,45 -0,1*Cr-0,4 – 12,5*(-In B)0,25,
где Si, Mn, Cr, B – соответствующие легирующие элементы в стали в % по массе, рО2 – парциальное давление кислорода в миллибарах, при этом для предотвращения окисления ленты непосредственно перед погружением в расплав точку росы газовой атмосферы задают при -30°С или ниже.
30. Способ по любому из пп. 26–28, отличающийся тем, что в случае отжига только в одной трубчатой излучательной печи парциальное давление кислорода в атмосфере печи удовлетворяет следующему равенству:
-12 > Log pO2 ≥ – 5*Si-0,25 – 3*Mn-0,5-0,1*Cr-0,5 – 7*(-In B)0,5,
где Si, Mn, Cr, B – соответствующие легирующие элементы в стали в % по массе, рО2 – парциальное давление кислорода в миллибарах, при этом для предотвращения окисления ленты непосредственно перед погружением в расплав точку росы газовой атмосферы задают при -30°С или ниже.
31. Способ по любому из пп. 26–28, отличающийся тем, что в результате согласования скорости перемещения в установке с разными толщинами ленты в процессе отжига задают сравнимые состояния структуры и механические свойства лент.
32. Способ по п. 29, отличающийся тем, что в результате согласования скорости перемещения в установке с разными толщинами ленты в процессе отжига задают сравнимые состояния структуры и механические свойства лент.
33. Способ по п. 30, отличающийся тем, что в результате согласования скорости перемещения в установке с разными толщинами ленты в процессе отжига задают сравнимые состояния структуры и механические свойства лент.
34. Способ по любому из пп. 26–28, 32, 33, отличающийся тем, что стальную ленту отделывают после отжига.
35. Способ по п. 29, отличающийся тем, что стальную ленту отделывают после отжига.
36. Способ по п. 30, отличающийся тем, что стальную ленту отделывают после отжига.
37. Способ по п. 31, отличающийся тем, что стальную ленту отделывают после отжига.
38. Способ по любому из пп. 26–28, 32, 33, 35, 36, 37, отличающийся тем, что после отжига стальную ленту подвергают изгибочно-растяжной правке.
39. Способ по п. 29, отличающийся тем, что после отжига стальную ленту подвергают изгибочно-растяжной правке.
40. Способ по п. 30, отличающийся тем, что после отжига стальную ленту подвергают изгибочно-растяжной правке.
41. Способ по п. 31, отличающийся тем, что после отжига стальную ленту подвергают изгибочно-растяжной правке.
42. Способ по п. 34, отличающийся тем, что после отжига стальную ленту подвергают изгибочно-растяжной правке.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ОБЛАДАЮЩАЯ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ СТАЛЬНАЯ ПОЛОСА ИЛИ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2246552C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ХОЛОДНОКАТAНЫХ И ОТОЖЖЕННЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2008 |
|
RU2437945C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ ДВУХФАЗНОЙ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2443787C2 |
| ПОДЪЕМНИК ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2031081C1 |

