Область техники, к которой относится изобретение
Изобретение относится к способу обработки и установке для обработки высокотемпературного твердого сталеплавильного шлака.
Уровень техники
Сталеплавильный шлак является неизбежным побочным продуктом процесса производства стали и составляет приблизительно от 10% до 15% от количества выплавленной стали, и, следовательно, быстрая и эффективная обработка сталеплавильного шлака, в частности высокотемпературного сталеплавильного шлака, непосредственно влияет на широко известный процесс выплавки стали и устойчивое развитие компаний, производящих сталь. Из-за различий между процессами выплавки стали, осуществляемыми в разных компаниях, производящих сталь, составы и температуры сталеплавильного шлака, произведенного в процессе выплавки, не полностью идентичны: некоторая часть высокотемпературного сталеплавильного шлака имеет превосходную текучесть, так что шлак можно выливать подобно воде; в то же время другая некоторая часть высокотемпературного сталеплавильного шлака имеет плохую текучесть, и поэтому не может быть легко выгружена из шлаковозного ковша (контейнер для содержания и транспортирования высокотемпературного сталеплавильного шлака называют также шлаковой чашей) и может быть извлечена из шлаковозного ковша лишь с использованием внешнего механического усилия или опрокидывания шлаковозного ковша.
Для увеличения срока службы шлаковозного ковша и предотвращения разъедания поверхности днища ковша шлаком при заливке высокотемпературного сталеплавильного шлака в некоторых сталелитейных компаниях на днище опорожненного шлаковозного ковша укладывают ровным слоем некоторое количество холодного шлака. При заливке высокотемпературного сталеплавильного шлака часть холодного шлака спекается с находящимся с ним в контакте высокотемпературным сталеплавильным шлаком, и помимо находящегося в шлаковозном ковше сталеплавильного шлака на внутренней стенке ковша образуется массивная оболочка из шлака. Шлаковая оболочка весит несколько тонн, что составляет приблизительно одну третью часть от общего веса всего шлака. Эта часть шлака или удерживается в шлаковозном ковше или целиком выгружается из ковша, при этом для последующей обработки шлак необходимо подвергнуть подходящему механическому разрушению, что сопровождается весьма значительным пылеобразованием.
К обычно используемым в настоящее время способам обработки горячего сталеплавильного шлака относится метод горячего слива, метод быстрого вентиляционного охлаждения, использование мелкого поддона, метод «hot stuffing» или метод с использованием вращающегося барабана и т.п.
Метод горячего слива является относительно новым способом обработки, в котором высокотемпературный сталеплавильный шлак выгружают в определенное предусмотренное для этого место, при этом теплота сталеплавильного шлака отводится с помощью воздушного охлаждения или незначительного орошения разбрызгиванием воды, и для того чтобы ускорить процесс охлаждения и повысить эффективность обработки шлака, необходимо непрерывно переворачивать сталеплавильный шлак с помощью экскаватора или вильчатого захвата; после описанной горячей заливки сталеплавильный шлак не может быть непосредственно использован; для использования потребителем обработанный шлак необходимо уложить, выдержать в течение нескольких месяцев и затем размельчить и классифицировать. Вся процедура обработки является длительной по времени, требует большой производственной площади, характеризуется очень плохими условиями проведения работ, значительным загрязнением окружающей среды, и существует тенденция к замене этого способа другими способами.
Метод быстрого вентиляционного охлаждения, такой как описан в патентных документах JP 24238276 и CN 88211276, с успехом обеспечивает быструю обработку жидкого сталеплавильного шлака, включающую его дробление, в результате чего гранулы шлака после быстрого вентиляционного охлаждения получаются мелкими и однородными, имеют стабильные свойства, и такой шлак может быть использован непосредственно. Недостаток заключается в том, что обработка по этому методу строго ограничена, а именно обработан может быть только такой сталеплавильный шлак, который имеет очень хорошую текучесть, в то время как сталеплавильный шлак с более высокой вязкостью и плохой текучестью не может быть обработан по этому методу.
Метод обработки сталеплавильного шлака с использованием мелкого плоского поддона способствует повышению эффективности процесса, основанного на методе горячего слива, но вместе с тем имеет недостатки, такие как большая продолжительность процесса, значительное загрязнение окружающей среды, большие затраты на проведение процесса, необходимость выдержки шлака.
Метод «hot stuffing» обработки горячего сталеплавильного шлака, такой как описан в патентных документах CN 02157162.7 и CN 200410096981.0, обеспечивает возможность обработки сталеплавильного шлака путем быстрого дробления, при которой (обработке) в течение приблизительно 12 часов сталеплавильный шлак, имеющий температуру приблизительно 800°C, измельчают в мелкодисперсный порошок с размером частиц порядка миллиметра за счет создания термических напряжений вследствие нагревания шлака, приводящих к его растрескиванию, и напряжений при осуществлении химического процесса и затем шлак сортируют для использования непосредственно в качестве цементного клинкера. Этот метод является относительно простым, может обеспечить объемную обработку большой массы сталеплавильного шлака; однако недостатки этого метода также очевидны: с точки зрения безопасности этим методом можно обрабатывать только камневидный сталеплавильный шлак, имеющий температуру менее 800°C; более горячий сталеплавильный шлак сначала должен быть охлажден за пределами бассейна, используемого для осуществления метода «hot stuffing)), при этом в процессе охлаждения для повышения эффективности охлаждения необходимо неоднократно переворачивать сталеплавильный шлак, что приводит к значительному пылеобразованию и тепловому загрязнению окружающей среды за счет выброса тепла.
Метод обработки с использованием вращающегося барабана, описанный в патентных документах CN 99127012.6 и CN 200410054165.3, осуществляется для реализации идеи скоростной обработки высокотемпературного сталеплавильного шлака в герметичном контейнере, в результате которой высокотемпературный жидкий сталеплавильный шлак, имеющий температуру приблизительно 1500°C, может быть динамично, непрерывно и быстро охлажден и с помощью вращающегося герметичного контейнера может быть раздроблен и превращен в гранулированный шлак с температурой менее 100°C, обеспечивающей возможность его использования потребителем. Насыщенный пылью водяной пар, образовавшийся в процессе обработки шлака, отводят полностью с помощью выхлопной трубы после очистки так, что исключаются такие недостатки, присущие известному способу обработки шлака, как распространение водяного пара и запыленность. Сталеплавильный шлак, имеющий высокую вязкость, образованный при разбрызгивании шлака и прилипший к плавильной печи, может быть обработан с помощью специального механического устройства для удаления шлака. Недостаток рассматриваемого метода заключается в том, что используемая в настоящее время установка, содержащая вращающийся барабан, не может обеспечить обработку шлака, прилипшего к днищу шлаковозного ковша. Поскольку шлак, прилипший к днищу ковша, характеризуется значительным содержанием кусков и не обладает какой-либо текучестью, он не может быть непосредственно загружен в обычно используемую установку, содержащую вращающийся барабан, так что для обычно осуществляемых процессов охлаждения и измельчения этого шлака необходима специальная площадка для его ворошения, на которую выгружают шлак, прилипший к днищу ковша, и часть высоковязкого шлака, оставшегося после удаления основного шлака. В результате эффективность процесса снижается и происходит выброс пыли.
Раскрытие изобретения
Задача изобретения заключается в том, чтобы обеспечить способ обработки высокотемпературного твердого сталеплавильного шлака, позволяющий осуществить экологически безвредную обработку указанного высокотемпературного твердого сталеплавильного шлака.
Другая задача изобретения заключается в том, чтобы обеспечить установку для обработки высокотемпературного твердого сталеплавильного шлака, позволяющую осуществить эффективную обработку высокотемпературного твердого сталеплавильного шлака.
Основная концепция настоящего изобретения заключается в одноразовой загрузке и постепенной обработке высокотемпературного твердого сталеплавильного шлака в герметичном контейнере, при этом установка для обработки представляет собой вращающийся барабан, выполненный с двумя последовательно расположенными камерами, содержащий питающий барабан и рабочий барабан, и при таком выполнении обеспечивается однородная и эффективная обработка высокотемпературного твердого сталеплавильного шлака.
В соответствии с вышеуказанной концепцией способ обработки высокотемпературного твердого сталеплавильного шлака включает:
стадию a, на которой рабочий барабан соединен последовательно в осевом направлении с питающим барабаном, причем указанный питающий барабан устанавливают в определенное положение для загрузки в него подходящего высокотемпературного твердого сталеплавильного шлака;
стадию b, на которой в питающий барабан однократно загружают высокотемпературный твердый сталеплавильный шлак; и
стадию c, на которой рабочий барабан и питающий барабан вращают одновременно таким образом, что высокотемпературный твердый сталеплавильный шлак, находящийся внутри питающего барабана, перемещаясь в осевом направлении, переходит в рабочий барабан, при этом высокотемпературный твердый сталеплавильный шлак, постепенно поступающий из питающего барабана, обрабатывают в рабочем барабане, а обработанный высокотемпературный твердый сталеплавильный шлак выгружают.
Питающий барабан, в котором может быть размещен высокотемпературный твердый сталеплавильный шлак, установлен впереди рабочего барабана так, что может быть обеспечено функционирование установки с одноразовой загрузкой материала с помощью различных шлаковозных ковшей.
В соответствии с вышеуказанной концепцией изобретения установка для обработки высокотемпературного твердого сталеплавильного шлака содержит: рабочий барабан, в котором размещают средства для охлаждения и измельчения высокотемпературного твердого сталеплавильного шлака и трубу для распыливания воды системы охлаждения распыливанием; питающий барабан, который расположен перед рабочим барабаном и последовательно и жестко соединен в осевом направлении с рабочим барабаном, при этом ось питающего барабана совпадает с осью рабочего барабана, на боковой поверхности питающего барабана имеется загрузочное отверстие, на указанном загрузочном отверстии установлена герметизирующая дверца, совмещенная с загрузочным отверстием, которая может быть открыта/закрыта и зафиксирована; подъемную/опускную гидравлическую опору, которая расположена ниже питающего барабана; поддерживающее устройство, на которое опирается рабочий барабан и питающий барабан, при этом указанные рабочий барабан и питающий барабан могут вращаться на поддерживающем устройстве; и приводное устройство для привода во вращение питающего барабана и рабочего барабана, установленных на поддерживающем устройстве.
В положении готовности к подаче материала загрузочное отверстие поворачивают с помощью приводного устройства непосредственно вверх до заданного положения, включают гидравлическое опорное устройство, находящееся под питающим барабаном так, что оно надежно поддерживает питающий барабан; открывается загрузочное отверстие; затем начинается операция загрузки материала, представляющая собой операцию одноразовой загрузки материала, осуществляемую путем загрузки в один прием высокотемпературного твердого сталеплавильного шлака в питающий барабан с помощью бункера для приема материала за счет наклона шлаковозного ковша; по окончании одноразовой загрузки шлака загрузочное отверстие питающего барабана закрывают, включают приводное устройство, при этом высокотемпературный твердый сталеплавильный шлак, находящийся в питающем барабане, по мере вращения барабана постепенно последовательно перемещается вниз в рабочий барабан; при этом камневидный высокотемпературный твердый сталеплавильный шлак непрерывно охлаждается и измельчается с помощью средств охлаждения и дробления, находящихся внутри рабочего барабана, и окончательно обработанный шлак, имеющий определенный гранулометрический состав, выгружают из рабочего барабана с помощью разгрузочного устройства.
В предпочтительном воплощении ось питающего барабана и рабочего барабана имеет угол наклона относительно горизонтальной плоскости, находящийся в пределах от 0 до 20°.
В предпочтительном воплощении над питающим барабаном размещена передвижная каретка, на загрузочном отверстии устанавливается герметизирующая дверца, загрузка материала осуществляется с помощью бункера для приема материала, при этом передвижная каретка имеет два положения, а именно положение для установки герметизирующей дверцы и положение для размещения бункера приема материала, и когда бункер для приема материала задействован в операции загрузки материала, герметизирующая дверца отводится с помощью передвижной каретки; при нахождении дверцы в фиксированном закрытом положении бункер для приема материала посредством передвижной каретки перемещен в положение ожидания (офлайн).
В предпочтительном воплощении дверца оборудована устройством для ее фиксации в открытом/закрытом положениях, которое содержит узел фиксации, закрепленный на герметизирующей дверце, и вдавливаемый наконечник, подходящий для фиксации дверцы на питающем барабане, при этом вдавливание и отжатие наконечника производится с помощью автоматического устройства, имеющегося на передвижной каретке.
В предпочтительном воплощении герметизирующая дверца снабжена устройством для фиксации дверцы в закрытом и открытом положениях, которое содержит приводной электрический двигатель, червячную передачу и устройство с коленчатым рычагом, при этом устройство с коленчатым рычагом прикреплено на одном конце к задней поверхности герметизирующей дверцы, а на другом конце присоединено к выходному валу червячной передачи, и при вращении элементов червячной передачи указанным устройством для фиксации дверцы осуществляется операция открытия/закрытия дверцы.
В предпочтительном воплощении герметизирующая дверца снабжена устройством фиксации дверцы в открытом и закрытом положениях, которое содержит шарнир, гидравлический цилиндр и гидравлическую станцию, при этом шарнир соединен на одном конце с гидравлической станцией, прикреплен к одному концу гидравлического цилиндра на другом конце, прикреплен к передней торцевой поверхности барабана для подачи материала и расположен на одной оси с питающим барабаном, а другой конец гидравлического цилиндра соединен с герметизирующей дверцей.
В предпочтительном воплощении герметизирующая дверца выполнена в виде плоской пластины, шарнирно соединенной на одном конце с передней торцевой поверхностью питающего барабана и соединенной на другом конце с гидроцилиндром или устройством с червячной зубчатой передачей устройства фиксации положений открытия и закрытия.
В предпочтительном воплощении герметизирующая дверца представляет собой искривленную пластину и установлена на загрузочном отверстии, при этом кривизна герметизирующей дверцы одинакова с кривизной боковой поверхности питающего барабана, и герметизирующая дверца соединена с гидравлическим цилиндром или устройством, содержащим червячную передачу, устройства для фиксации открытия и закрытия дверцы.
В предпочтительном воплощении герметизирующая дверца представляет собой искривленную пластину и установлена на загрузочном отверстии, кривизна герметизирующей дверцы равна кривизне боковой поверхности питающего барабана, поверхность контакта герметизирующей дверцы с загрузочным отверстием имеет коническую форму, т.е. контактная поверхность больше с внешней стороны отверстия и меньше с внутренней стороны для того, чтобы облегчить сопряжение и уплотнение отверстия и дверцы; герметизирующая дверца может быть легко поднята и опущена с помощью автоматического устройства, смонтированного на подвижной каретке.
Описанный выше способ обработки сталеплавильного шлака использует известный способ «одноразовой подачи шлака, постепенной обработки» и заменяет существующий способ «обработки в процессе подачи шлака» так, что это не только приводит к увеличению рабочей скорости передвижного крана, но и позволяет также исключить использование устройства для наклона шлаковозного ковша и устройства для разгрузки шлака, необходимых для обработки шлака с высокой вязкостью. Предложенный способ обработки шлака не только уменьшает значительные капиталовложения, но также в большой степени повышает эффективность производства, в результате чего можно быстро обработать высоковязкий шлак, в частности камневидный высокотемпературный сталеплавильный шлак, например шлак, прилипший к днищу шлаковозного ковша.
В вышеупомянутой установке для обработки сталеплавильного шлака используется конструкция с двумя последовательно расположенными камерами, содержащая питающий барабан и рабочий барабан, при этом произведена замена используемого ранее технологического барабана с камерой для однократной обработки и с одной стороны от камеры обработки материала конструкция дополнена камерой для подачи и накапливания материала (образованной питающим барабаном), при этом эффективно и быстро обеспечивается подача в осевом направлении и протекание шлакообразующего материала внутри питающего барабана за счет его движения по спирали, создаваемого углом наклона и вращением цилиндрической конструкции. Это не только решает проблему узкого места процесса загрузки шлака, находящегося на дне шлаковозного ковша, но также обеспечивает способ обработки, который характеризуется как способ «загрузки всего шлака, постепенной обработки».
Вышеупомянутые способ и установка для обработки сталеплавильного шлака обеспечивают полную герметичность рабочего процесса во время обработки высокотемпературного твердого сталеплавильного шлака, и в случае дополнения установки системой улавливания водяного пара это позволяет не только устранить вытяжную трубу и уменьшить значительные капиталовложения, но также позволяет уменьшить выбросы пыли до нулевой величины, при этом водяной пар может быть отведен также путем конденсации. В то же время описанный способ обработки полностью исключает влияние и ограничение, накладываемые текучестью горячего сталеплавильного шлака на процесс обработки, так что становится возможным «во-первых, осуществить утилизацию отходящего тепла и, кроме того, осуществить с помощью вращающегося барабана процесс дробления сталеплавильного шлака», и это дополнительно повышает глубину и степень использования ресурсов сталеплавильного шлака.
Краткое описание чертежей
Конкретные признаки настоящего изобретения и достигаемые в изобретении результаты раскрыты ниже в примерах воплощения и на чертежах.
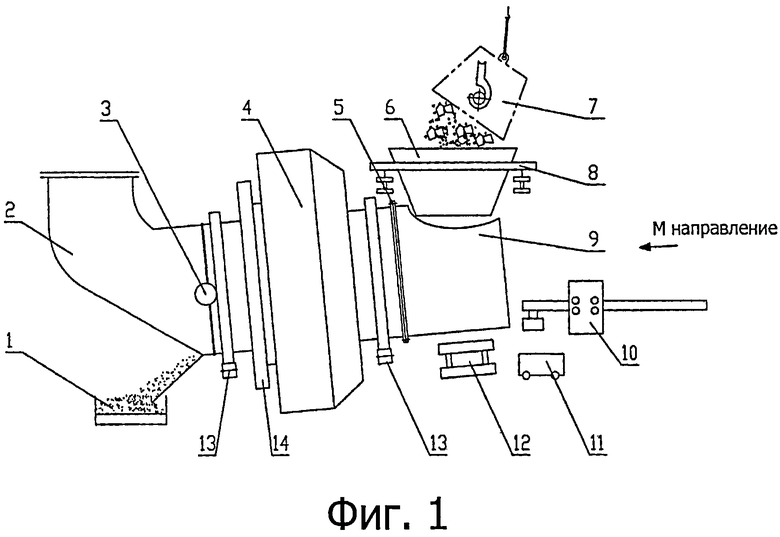
Фиг.1 - схематическое изображение конструкции одного воплощения устройства для обработки высокотемпературного твердого сталеплавильного шлака.
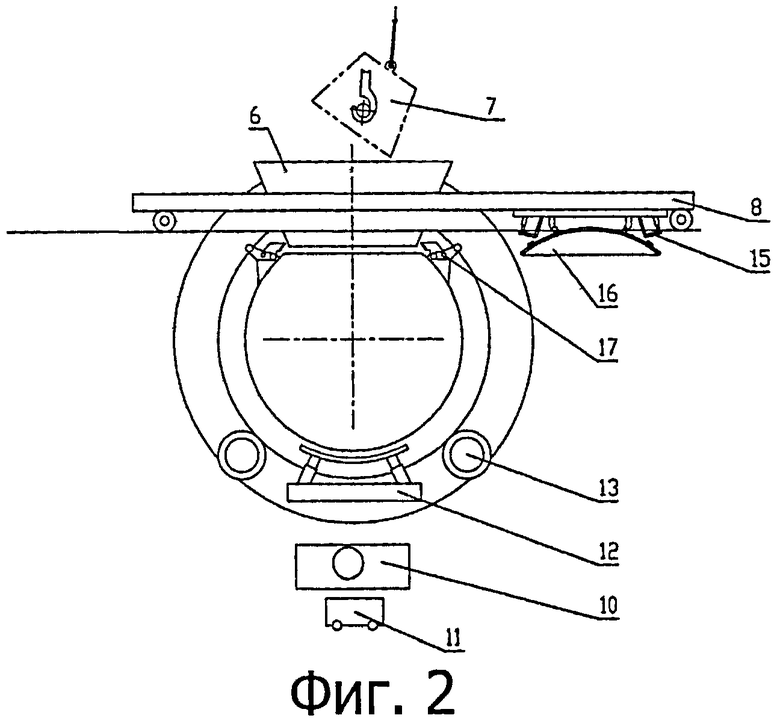
Фиг.2 - вид в направлении М, показанном на фиг.1.
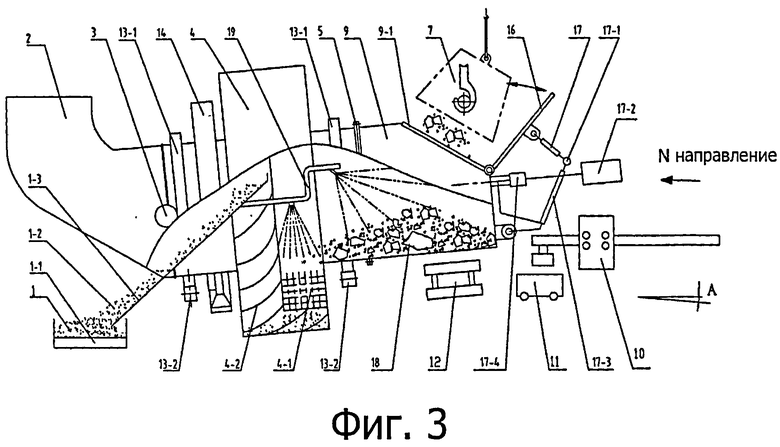
Фиг.3 - схематическое воплощение конструкции другого воплощения устройства для обработки высокотемпературного твердого сталеплавильного шлака.
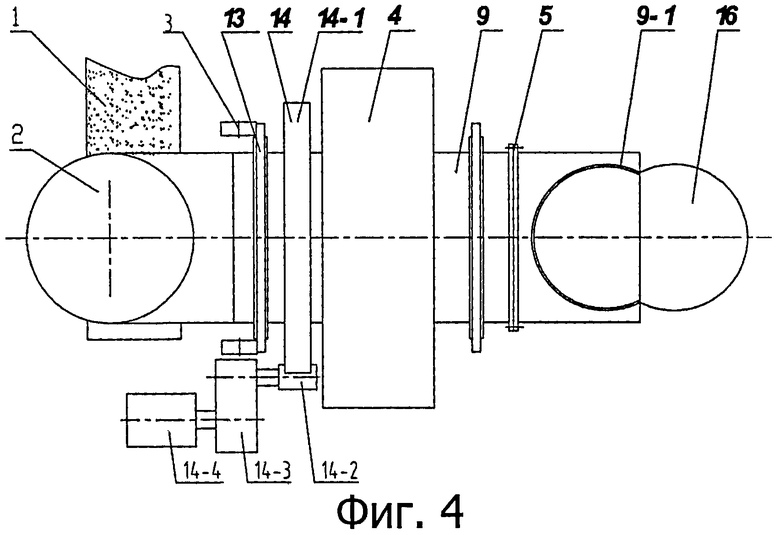
Фиг.4 - вид сверху изображения, показанного на фиг.3.
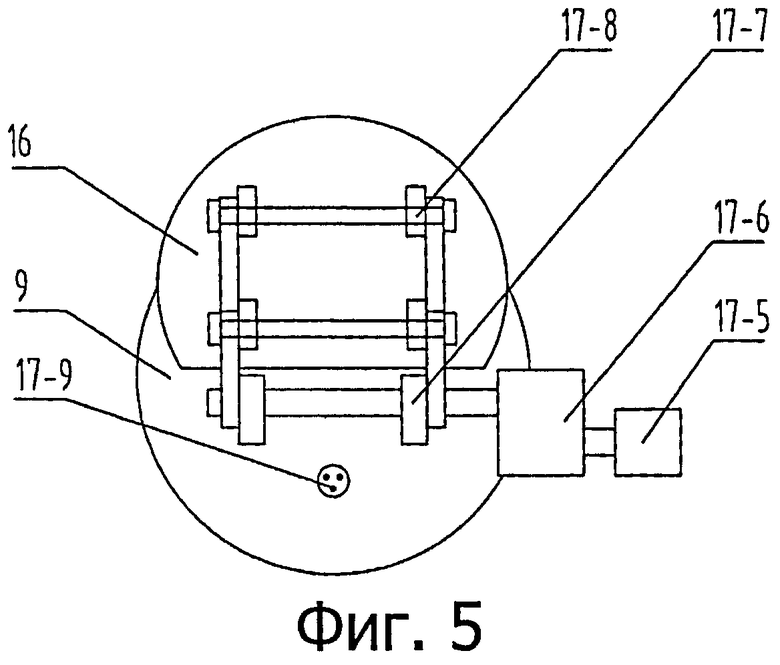
Фиг.5 - вид в направлении N, показанном на фиг.1, схематическое изобретение, иллюстрирующее способ фиксации герметизирующей дверцы для другого воплощения.
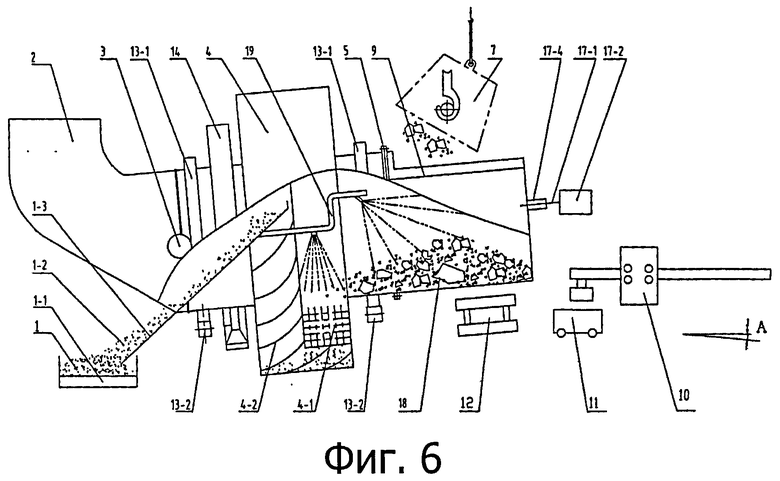
Фиг.6 - схематическое воплощение конструкции еще одного воплощения устройства для обработки высокотемпературного твердого сталеплавильного шлака.
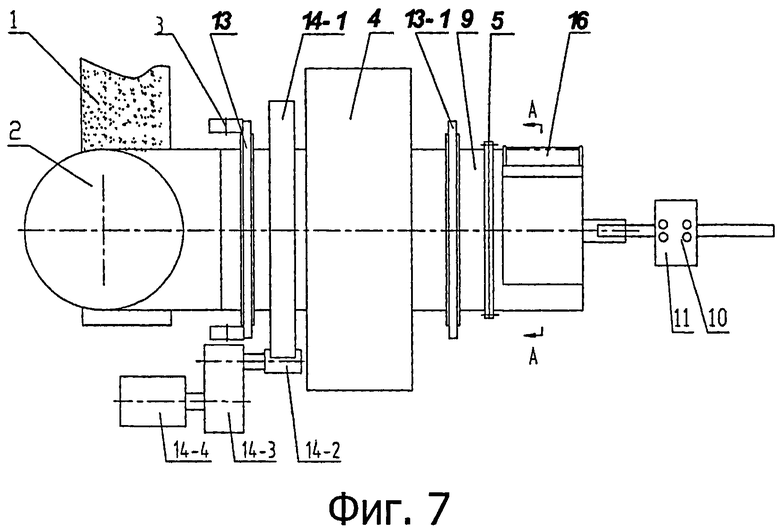
Фиг.7 - вид сверху изображения, показанного на фиг.6.
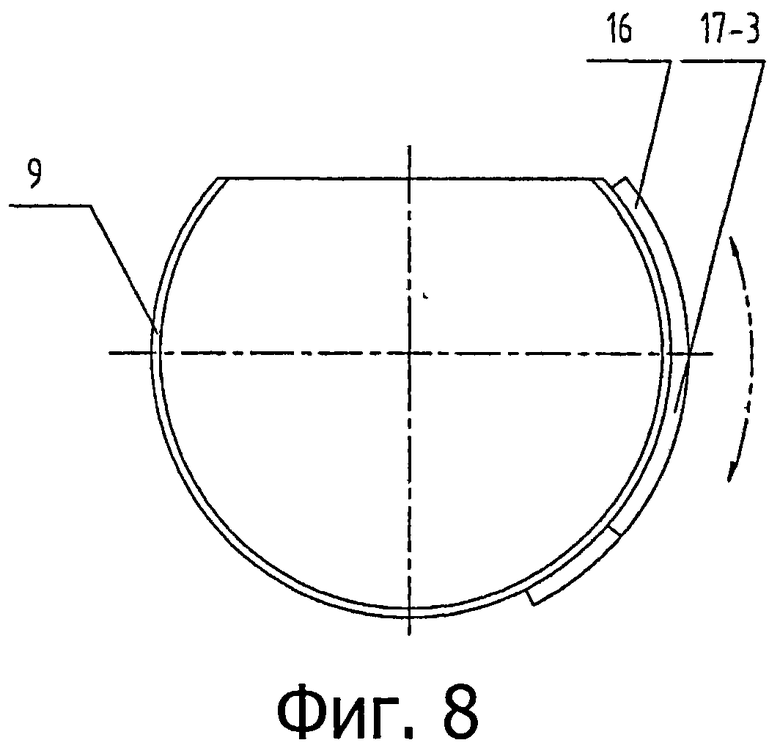
Фиг.8 - вид в разрезе по линии А-А на фиг.7.
Осуществление изобретения
Далее настоящее изобретение будет дополнительно пояснено с использованием чертежей и конкретных воплощений. Упомянутый выше рабочий барабан, взаимодействующая с ним опора и приводные устройства могут быть осуществлены и модифицированы в соответствии с устройством для обработки шлака, описанным в WO2006/024231, используемым для осуществления способа, в котором используются вращающиеся барабаны.
Фиг.1-8 иллюстрируют способ обработки высокотемпературного твердого сталеплавильного шлака, в соответствии с которым питающий барабан 9, который может содержать подходящий высокотемпературный твердый сталеплавильный шлак, размещен впереди рабочей камеры 4, загрузочное отверстие 9-1 и герметизирующая дверца 16, автоматически закрывающая и открывающая отверстие, находятся на боковой поверхности питающего барабана 9, при этом питающий барабан 9 расположен соосно рабочему барабану 4 и жестко прикреплен к нему с помощью фланца 5, а ось имеет угол А наклона вверх по отношению к горизонтальной плоскости, причем угол А составляет от 0 до 20°.
Внутри рабочего барабана 4 размещены средства 4-1 для охлаждения и измельчения шлака, а именно стальные шары, предназначенные для быстрого охлаждения и дробления камневидного высокотемпературного сталеплавильного шлака; охлаждающая вода, подаваемая из системы 19 охлаждения распыливанием, регулируемым образом обеспечивает охлаждение и смачивание сталеплавильного шлака с тем, чтобы быстро стабилизировать сталеплавильный шлак и довести его температуру до температуры окружающей среды и обеспечить охлаждение за счет теплообмена со стальными шарами 4-1; рабочий барабан 4 и питающий барабан 9 поддерживаются с помощью поддерживающего устройства 13 и ограничительного приспособления 3, при этом поддерживающее устройство 13 состоит из поддерживающих кольцевых элементов 13-1 и поддерживающих колес 13-2, причем два поддерживающих кольца 13-1 прикреплены к передней и задней частям рабочего барабана 4 соответственно; приводное устройство 14 состоит из большого кольцевого зубчатого колеса 14-1, малой шестерни-вала 14-2, редуктора (замедлителя оборотов двигателя) 14-3 и электродвигателя 14-4, при этом большое кольцевое зубчатое колесо 14-1 прикреплено к рабочему барабану 4. За счет действия приводного устройства 14 рабочий барабан 4 и питающий барабан 9 могут вращаться в заданном направлении и с заданной скоростью. Вращающиеся элементы конструкции останавливаются в определенном положении, а именно, каждый раз их вращение останавливается, когда загрузочное отверстие питающего барабана 9 и герметизирующая дверца 16 находятся непосредственно вверху, для того чтобы облегчить открытие и закрытие герметизирующей дверцы 16 и осуществление операции загрузки материала (шлака).
При загрузке материала включают гидравлическое опорное устройство 12, находящееся ниже питающего барабана, которое обеспечивает надежную опору для питающего барабана 9; для открытия герметизирующей дверцы 16 с помощью дистанционно управляемой гидравлической системы или вмешательства оператора (т.е. когда включение и выключение электродвигателя системы, содержащей червячную передачу, осуществляется оператором в статическом положении) приводится в действие автоматическое устройство 15 для установки и фиксации дверцы, находящееся выше перемещаемой каретки 8, или же приводится в действие система с червячной передачей, далее перемещают бункер 6 для приема материала в положение непосредственно над загрузочным отверстием, перемещают шлаковозный ковш 7 непосредственно над бункером 6 для приема материала за счет тягового усилия, создаваемого передвижным краном, переворачивают шлаковозный ковш 7, и высоковязкий шлак или шлак, оставшийся на днище ковша, выгружается разом в питающий барабан 9, после чего бункер 6 для приема материала и находящееся ниже устройство для создания гидравлической опоры отводят от барабана, герметизирующую дверцу 16 закрывают и фиксируют в закрытом положении с помощью гидравлической системы или системы с червячной зубчатой передачей (в случае использования системы с червячной передачей разъем электропитания должен быть отсоединен).
По окончании загрузки материала включают приводное устройство 14, и твердый шлак, находящийся внутри питающего барабана 9, по мере вращения питающего барабана 9 постепенно перемещается вниз по спиральной траектории и последовательно в надлежащем порядке поступает в рабочий барабан 4; в то же время начинает функционировать система 19 распыливания воды, которая осуществляет охлаждение распыливанием; при вращении рабочего барабана 4 камневидный твердый сталеплавильный шлак непрерывно охлаждается и измельчается вращающимися стальными шарами 4-1, находящимися внутри рабочего барабана 4, и окончательно обработанный шлак, имеющий определенную зернистость, отводится из рабочего барабана 4 с помощью устройства 1 для выгрузки шлака. Запыленный отходящий газ, произведенный в процессе обработки шлака, улавливается с помощью газоотводящего устройства 2 и отводится полностью после его очистки; отработанную техническую воду используют путем организации ее циркуляции по замкнутому контуру.
Фиг.1-8, кроме того, иллюстрируют установку для обработки высокотемпературного твердого сталеплавильного шлака, содержащую питающий барабан 9 и рабочий барабан 4. Средства 4-1 охлаждения и дробления высокотемпературного сталеплавильного шлака, т.е. стальные шары, а также система 19 охлаждения распыливанием воды размещены внутри рабочего барабана 4, при этом ось рабочего барабана 4 расположена под углом А наклона относительно горизонтальной плоскости. Рабочий барабан 4 поддерживается с помощью поддерживающих колес 13-2 и поддерживающих кольцевых элементов 13-1, и осевое усилие, создаваемое при вращении рабочего барабана 4 и питающего барабана 9, уравновешивается ограничительным приспособлением 3. Приводное устройство 14 состоит из большого кольцевого зубчатого колеса 14-1, вала-малой шестерни 14-2, редуктора (замедлителя оборотов двигателя) 14-3 и электродвигателя 14-4, при этом большое кольцевое зубчатое колесо 14-1 прикреплено к рабочему барабану 4. С помощью приводного устройства 14 рабочий барабан 4 и питающий барабан 9 могут вращаться в заданном направлении и с заданной скоростью. Газоотводящее устройство 2 и система 1 для выгрузки материала размещены на заднем конце рабочего барабана 4, при этом газоотводящее устройство 2 собирает отходящий газ и пыль, образовавшиеся в ходе обработки шлака, для их улавливания и удаления на последующей ступени обработки. Система 1 для выгрузки материала отводит обработанный сталеплавильный шлак 1-2 из рабочего барабана 4 и транспортирует его к внешнему складу временного хранения или бункеру для хранения окончательно обработанного шлака.
Питающий барабан 9 размещен впереди рабочего барабана 4, а загрузочное отверстие и совмещаемая с ним герметизирующая дверца 16 расположены на боковой поверхности барабана 9 для подачи материала, открытие и закрытие герметизирующей дверцы 16 производится с помощью устройства 17 для фиксации дверцы в открытом и закрытом положениях и взаимодействующего с ним автоматического устройства 15. Действие устройства 17 для фиксации дверцы в открытом и закрытом положениях может осуществляться с помощью гидравлической системы или системы с червячной передачей. Гидравлическая система содержит соединительный стержень 17-1, гидравлическую станцию 17-2, гидравлический цилиндр 17-3, вращающееся соединение 17-4 и тому подобное; система с червячной передачей содержит электродвигатель 17-5 для открытия и закрытия герметизирующей дверцы, червячную передачу 17-6, защитную втулку вала 17-7, устройство с коленчатым рычагом 17-8 и разъем электропитания 17-9, при этом система с червячной передачей присоединена к питающему барабану.
Загрузочное отверстие открывается на переднем конце питающего барабана 9 материала, а задний конец питающего барабана 9 присоединен к переднему концу рабочего барабана 4, при этом ось питающего барабана 9 совпадает с осью рабочего барабана 4, при этом ось питающего барабана 9 и рабочего барабана 4 имеет угол А наклона относительно горизонтальной плоскости. В одном воплощении указанный угол А наклона оси питающего барабана 9 и рабочего барабана 4 относительно горизонтальной плоскости находится в интервале от 0 до 20°. Система 19 охлаждения распыливанием подает охлаждающую воду и обеспечивает охлаждение сталеплавильного шлака и взаимодействующих с ним устройств таким образом, чтобы быстро стабилизировать сталеплавильный шлак и довести его до температуры окружающей среды.
В соответствии с фиг.1-2 загрузочное отверстие расположено на боковой поверхности питающего барабана 9, при этом герметизирующая дверца 16 имеет форму искривленной пластины, и кривизна герметизирующей дверцы 16 равна кривизне боковой поверхности питающего барабана 9 на его переднем конце. Герметизирующую дверцу 16, имеющую форму искривленной пластины, устанавливают на отверстии с помощью автоматического устройства 15, размещенного на передвижной каретке, и фиксируют и открывают с помощью указанного автоматического устройства 15 и фиксирующего устройства 17.
В соответствии с фиг.3-4 загрузочное отверстие находится на боковой поверхности питающего барабана 9, герметизирующая дверца 16 имеет форму плоской пластины, при этом указанная герметизирующая дверца 16 в форме плоской пластины шарнирно сочленена на одном конце с передней торцевой поверхностью питающего барабана 9, а на другом конце соединена с гидравлическим цилиндром 17-3 устройства 17 для фиксации дверцы в открытом и закрытом положениях.
Согласно фиг.5 загрузочное отверстие находится на боковой поверхности барабана 9 для подачи материала, герметизирующая дверца 16 выполнена в виде плоской пластины или искривленной пластины, задняя поверхность герметизирующей дверцы 16 соединена с системой, содержащей червячную передачу, устройства 17 для фиксации дверцы в открытом и закрытом положении.
В соответствии с фиг.6-8 загрузочное отверстие и герметизирующая дверца 16 в форме искривленной пластины расположены на боковой поверхности питающего барабана 9, и кривизна герметизирующей дверцы 16, имеющей форму искривленной пластины, равна кривизне боковой поверхности питающего барабана 9. Герметизирующая дверца 16, имеющая форму искривленной пластины, соединена на двух концах с гидравлическим цилиндром 17-3 устройства 17 для фиксации положений открытия и закрытия дверцы
Установка для обработки высокотемпературного твердого сталеплавильного шлака, показанная на фиг.1-8, работает следующим образом.
Если шлак находится в состоянии готовности для загрузки, оператор включает приводное устройство 14, при этом питающий барабан 9 и рабочий барабан 4 начинают вращаться, и когда загрузочное отверстие питающего барабана 9 располагается непосредственно вверху, приводное устройство выключают и вращение питающего барабана 9 прекращается.
Приводится в действие гидравлическое опорное устройство 12, находящееся под питающим барабаном, которое надежно поддерживает питающий барабан 9; посредством дистанционного управления с помощью гидравлической системы приводится в действие устройство 17 для фиксации положений открытия и закрытия герметизирующей дверцы, или же устройство 17 для фиксации положений открытия и закрытия герметизирующей дверцы приводят в действие с помощью системы с червячной передачей путем включения источника электропитания (указанное оборудование находится в статическом состоянии); открывается герметизирующая дверца 16 над загрузочным отверстием, одновременно с помощью подвижной каретки 8 перемещают бункер 6 для приема материала непосредственно к положению над загрузочным отверстием и фиксируют в этом положении. Следует отметить, что бункер 6 для приема материала не является необходимым для загрузки материала, если загрузочное отверстие имеет соответствующие размеры, как показано на фиг.3 и фиг.6. Шлаковозный ковш перемещают непосредственно над питающим бункером 6 или загрузочным отверстием с помощью передвижного крана, после этого шлаковозный ковш медленно опрокидывают и высоковязкий шлак или камневидный шлак 18 с днища шлаковозного ковша разом выгружается в питающий барабан 9. Затем питающий бункер 6 удаляют, герметизирующую дверцу 16 перемещают до совмещения с загрузочным отверстием, после чего герметизирующую дверцу 16, имеющую форму изогнутой пластины или плоской пластины, закрывают и фиксируют в закрытом положении с помощью фиксирующего устройства 17. В случае использования системы с червячной передачей разъем электропитания необходимо вынуть из гнезда, и, таким образом, одноразовая загрузка материала в питающий барабан 9 завершается.
По окончании загрузки шлака гидравлическое опорное устройство 12, находящееся под питающим барабаном, отводят от барабана и включают приводное устройство 14, в результате чего питающий барабан 9 и рабочий барабан 4 вращаются синхронно, при этом скорость вращения увеличивается от медленной до быстрой, постепенно достигая заданной величины. Под совместным действием составляющей сил гравитации, действующей в осевом направлении питающего барабана 9, и усилия, создаваемого при вращении питающего барабана 9, камневидный высокотемпературный сталеплавильный шлак, находящийся внутри питающего барабана 9, по мере вращения питающего барабана 9 постепенно перемещается вниз по спиральной траектории и последовательно поступает в рабочий барабан 4. Сталеплавильный шлак 18 быстро охлаждается и дробится стальными шарами 4-1, находящимися внутри рабочего барабана 4; и по мере вращения рабочего барабана 4 охлаждающая вода, нагнетаемая из системы 19 охлаждения распыливанием, регулируемым образом обеспечивает охлаждение за счет теплообмена со стальными шарами 4-1, тем самым достигается вторичное охлаждение и смачивание сталеплавильного шлака, охлажденного и раздробленного стальными шарами 4-1. В результате температура окончательно обработанного сталеплавильного шлака 1-2, имеющего определенную зернистость, снижается до температуры, составляющей менее 100°C, и окончательно обработанный шлак с помощью пластин-лопастей 4-2 и желоба 1-3 для разгрузки шлака направляется к устройству 1-1 для транспортирования обработанного шлака на последующую стадию сортировки шлака.
Куски холодной стали, включенные в высокотемпературный твердый сталеплавильный шлак 18, будут накапливаться в рабочем барабане 4 после обработки в нем шлака, и когда куски холодной стали накапливаются в определенном количестве, их необходимо извлечь из барабана. Для этого сначала откидывают или открывают герметизирующую дверцу 16, затем, управляя приводным механизмом 14, поворачивают до нижнего вертикального положения загрузочное отверстие, при этом холодную кусковую сталь извлекают из рабочего барабана 14 с помощью автоматического манипулятора 10, предназначенного для извлечения холодной стали, и извлеченную сталь некоторое время хранят в контейнере/тележке 11 для последующей обработки.
Оставшуюся в процессе обработки охлаждающую воду собирают, заливают в емкость и затем используют в замкнутом цикле; отходящий запыленный водяной пар, полученный в процессе обработки шлака, собирают и очищают от пыли с помощью тонко распыленной воды, используя для этого газоотводящее устройство 2, и затем отводят из установки после обеспечения необходимых стандартов к выбросам газов.
Изобретение относится к области металлургии, в частности к обработке высокотемпературного твердого сталеплавильного шлака. Устройство содержит рабочий барабан, питающий барабан, поднимаемую гидравлическую опору, поддерживающее устройство и приводное устройство. Рабочий барабан в осевом направлении последовательно соединен с питающим барабаном. Внутри рабочего барабана размещены средства охлаждения и дробления шлака и распылительная труба. Способ обработки высокотемпературного твердого сталеплавильного шлака с использованием указанного устройства обеспечивает однократную загрузку шлака с проведением его многостадийной обработки. Использование изобретения обеспечивает экологически безвредную обработку высокотемпературного твердого сталеплавильного шлака. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Способ обработки твердого высокотемпературного сталеплавильного шлака, включающий
стадию a, на которой рабочий барабан соединяют последовательно в осевом направлении с питающим барабаном и располагают ось питающего барабана и рабочего барабана под углом наклона относительно горизонтальной плоскости, причем указанный питающий барабан устанавливают в положение для загрузки в него подходящего высокотемпературного твердого сталеплавильного шлака;
стадию b, на которой в питающий барабан однократно загружают высокотемпературный твердый сталеплавильный шлак,
и стадию c, на которой рабочий барабан и питающий барабан вращают одновременно таким образом, что под совместным действием составляющей сил гравитации, действующей в осевом направлении питающего барабана, и усилия, создаваемого при вращении питающего барабана, высокотемпературный твердый сталеплавильный шлак внутри питающего барабана по мере вращения питающего барабана постепенно перемещается по спиральной траектории вниз и последовательно поступает в рабочий барабан, при этом высокотемпературный твердый сталеплавильный шлак, постепенно поступающий из питающего барабана, обрабатывают в рабочем барабане, а обработанный высокотемпературный твердый сталеплавильный шлак выгружают.
2. Способ по п.1, в котором на стадии с процесс обработки высокотемпературного твердого сталеплавильного шлака является полностью герметичной операцией, при этом водяной пар, производимый в ходе этой герметичной операции, собирают при помощи системы для сбора пара.
3. Способ по п.1, в котором на стадии с высокотемпературный твердый сталеплавильный шлак охлаждают с использованием охлаждающей воды и осуществляют его дробление с помощью средств дробления, вращающихся вместе с рабочим барабаном.
4. Установка для обработки высокотемпературного твердого сталеплавильного шлака, содержащая
рабочий барабан, в котором размещены средства для охлаждения и дробления высокотемпературного твердого сталеплавильного шлака и труба для распыливания воды системы охлаждения распыливанием;
питающий барабан, выполненный с возможностью обеспечения функции питающей камеры и функции камеры накопления шлака, установленный перед рабочим барабаном и соединенный с ним в осевом направлении жестко и последовательно,
при этом ось питающего барабана совпадает с осью рабочего барабана, на боковой поверхности питающего барабана выполнено загрузочное отверстие, на указанном загрузочном отверстии установлена герметизирующая дверца, совмещенная с загрузочным отверстием, при этом указанная герметизирующая дверца может быть открыта или закрыта и зафиксирована;
поддерживающее устройство, на которое опирается рабочий барабан и питающий барабан, при этом указанные рабочий барабан и питающий барабан установлены с возможностью вращения на поддерживающем устройстве;
и приводное устройство для привода во вращение питающего барабана и рабочего барабана;
при этом ось питающего барабана и рабочего барабана имеет угол наклона относительно горизонтальной плоскости, при этом совместные действия составляющей сил гравитации, действующей в осевом направлении питающего барабана, и усилия, создаваемого при вращении питающего барабана, обеспечивают постепенное перемещение высокотемпературного твердого сталеплавильного шлака по спиральной траектории вниз внутри питающего барабана по мере его вращения и последовательное поступление вышеупомянутого шлака в рабочий барабан.
5. Установка по п.4, в которой поддерживающее устройство содержит поддерживающие колеса, поддерживающие кольца и ограничительное устройство, при этом некоторое количество поддерживающих колец охватывает снаружи цилиндрические корпуса, поддерживающие колеса размещены под поддерживающими кольцами и находятся в контактном зацеплении с указанными поддерживающими кольцами, а ограничительное приспособление обеспечивает компенсацию осевого усилия, создаваемого питающим барабаном и рабочим барабаном.
6. Установка по п.4, которая дополнительно содержит бункер для приема материала, размещенный над загрузочным отверстием на передвижной каретке, расположенной над питающим барабаном, причем указанный бункер для приема материала выполнен с возможностью перемещения между положением загрузки материала и положением ожидания в соответствии с необходимостью осуществления операции загрузки и процесса обработки материала.
7. Установка по п.4, в которой гидравлическая опора расположена под загрузочным отверстием для демпфирования сотрясений барабана при загрузке материала.
8. Установка по п.4, которая дополнительно содержит устройство для извлечения холодной стали, размещенное у переднего конца питающего барабана и служащее для извлечения отходов стали через загрузочное отверстие.
9. Установка по п.4, в которой участок герметизирующей дверцы, контактирующий с загрузочным отверстием, выполнен коническим, с внешней частью большего диаметра и внутренней частью меньшего диаметра, при этом на герметизирующей дверце установлено устройство для фиксации открытия и закрытия дверцы, взаимодействующее с питающим барабаном.
10. Установка по п.4, в которой герметизирующая дверца выполнена в виде плоской пластины, шарнирно сочленена с поверхностью переднего торца питающего барабана на одном конце и соединена с устройством фиксации открытия и закрытия дверцы на другом конце.
11. Установка по п.4, в которой герметизирующая дверца выполнена в виде искривленной пластины, при этом кривизна герметизирующей дверцы равна кривизне боковой поверхности питающего барабана, причем при закрытии загрузочного отверстия герметизирующей дверцей, зафиксированной в закрытом положении, внутренняя камера питающего барабана имеет форму полного кругового цилиндра.
| ОБРАТНАЯ СВЯЗЬ ACK HARQ ВОСХОДЯЩЕЙ ЛИНИИ СВЯЗИ ДЛЯ MTC | 2018 |
|
RU2734763C1 |
| CN 101760572 A, 30.06.2010 | |||
| WO 2009116684 A1, 24.09.2009 | |||
| Способ переработки шлакового расплава | 1982 |
|
SU1052483A1 |

