ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к способам регенерации отработанных или дезактивированных катализаторов и, более конкретно, относится к регенерации загрязненных серой катализаторов, содержащих переходный металл, например, переходный металл 10 группы, а также подложку катализатора.
УРОВЕНЬ ТЕХНИКИ
Каталитическое превращение неароматических углеводородов в ароматические соединения, часто называемое ароматизацией или риформингом, является важным промышленным процессом, который можно использовать для получения бензола, толуола, ксилолов и тому подобного. Процесс ароматизации или риформинга зачастую проводят в системе реакторов, которая может включать в себя один или большее количество реакторов, содержащих катализаторы на основе переходных металлов. Эти катализаторы могут повышать селективность и/или выход целевых ароматических соединений. Однако эти катализаторы очень чувствительны к сере, и воздействие даже очень низких концентраций серы может вызвать быструю дезактивацию катализатора.
Из-за их экономической целесообразности и затрат, понесенных при производстве свежего катализатора для замены загрязненного серой катализатора, существует постоянная потребность в улучшенных способах восстановления каталитической активности загрязненных серой катализаторов ароматизации. Соответственно, именно на это, главным образом, направлено данное раскрытие.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способы регенерации загрязненных серой катализаторов, содержащих переходный металл и подложку катализатора, раскрыты и описаны в данном документе. Один из таких способов регенерации загрязненного серой катализатора может включать в себя: (1) промывку загрязненного серой катализатора водным раствором, причем водный раствор, необязательно, содержит щелочной металл, для получения промытого катализатора; и (2) приведение в контакт промытого катализатора с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора. Необязательно, указанный способ может дополнительно включать в себя стадию выжигания углерода (до стадии промывки), в которой загрязненный серой катализатор контактирует с потоком газа выжига кокса, содержащим кислород, или указанный способ может дополнительно включать в себя стадию выжигания углерода (после стадии промывки), в которой промытый катализатор контактирует с потоком газа выжига кокса, содержащим кислород.
Также в данном документе раскрыты различные способы риформинга углеводородов. Иллюстративный способ может включать в себя (А) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, в условиях риформинга в реакторной системе для получения ароматического продукта; (В) приведение в контакт загрязненного серой углеводородного сырья с катализатором ароматизации в течение периода времени, достаточного для образования загрязненного серой катализатора; (С) промывку загрязненного серой катализатора водным раствором для получения промытого катализатора, причем водный раствор, необязательно, содержит щелочной металл; и (D) приведение в контакт промытого катализатора с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора.
В приведенной выше сущности изобретения и последующем подробном описании предложены примеры только для пояснения. Соответственно, приведенная выше сущность изобретения и последующее подробное описание не должны рассматриваться как ограничительные. Кроме того, признаки или вариации могут быть предложены в дополнение к изложенным в данном документе. Например, некоторые аспекты могут быть направлены на различные комбинации и подкомбинации признаков, проиллюстрированных в подробном описании.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
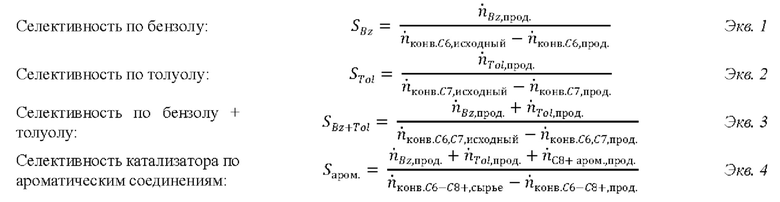
На Фиг. 1 проиллюстрирован график зависимости селективности катализатора по ароматическим соединениям от времени реакции для свежего катализатора примера 1 и загрязненного серой катализатора примера 2.
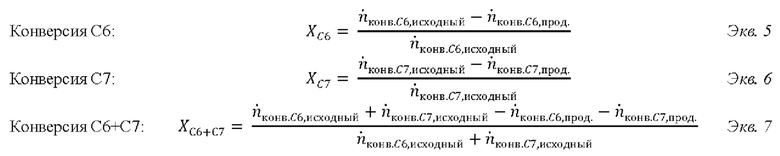
На Фиг. 2 проиллюстрирован график зависимости температуры, отрегулированной по выходу, от времени реакции для свежего катализатора примера 1 и загрязненного серой катализатора примера 2.
На Фиг. 3 проиллюстрирован график зависимости селективности катализатора по ароматическим соединениям от времени реакции свежего катализатора примера 1 и обработанного катализатора примера 3, на котором стадию промывки не использовали.
На Фиг. 4 проиллюстрирован график зависимости температуры, отрегулированной по выходу, от времени реакции для свежего катализатора примера 1 и обработанного катализатора примера 3, на котором стадию промывки не использовали.
На Фиг. 5 проиллюстрирован график зависимости селективности катализатора по ароматическим соединениям от времени реакции свежего катализатора примера 1 и регенерированного катализатора примера 4, на котором загрязненный серой катализатор был подвергнут стадии промывки водой и стадии галогенирования.
На Фиг. 6 проиллюстрирован график зависимости температуры, отрегулированной по выходу, от времени реакции для свежего катализатора примера 1 и регенерированного катализатора примера 4, на котором загрязненный серой катализатор был подвергнут стадии промывки водой и стадии галогенирования.
На Фиг. 7 проиллюстрирован график зависимости селективности катализатора по ароматическим соединениям от времени реакции свежего катализатора примера 1 и регенерированного катализатора примера 5, на котором загрязненный серой катализатор был подвергнут стадии промывки KCl и стадии галогенирования.
На Фиг. 8 проиллюстрирован график зависимости температуры, отрегулированной по выходу, от времени реакции для свежего катализатора примера 1 и регенерированного катализатора примера 5, на котором загрязненный серой катализатор был подвергнут стадии промывки KCl и стадии галогенирования.
ОПРЕДЕЛЕНИЯ
Для того, чтобы более четко определить термины, применяемые в данном документе, предложены следующие определения. Если не указано иное, приведенные ниже определения применимы к данному раскрытию. Если термин применяется в данном раскрытии, но не определен в данном документе конкретно, то может применяться определение из Компедиума химической терминологии ИЮПАК, 2-е издание (1997), если это определение не противоречит любому другому раскрытию или определению, применяемому в данном документе, или делает неопределенным или недействительным любой пункт формулы изобретения, к которому применяется это определение. В той степени, в которой любое определение или способ применения, предложенные в любом документе, включенном в данный документ посредством ссылки, вступает в противоречие с определением или способом применения, предложенными в данном документе, указанное определение или способ применения, предложенные в данном документе, имеют преимущественную силу.
В данном документе признаки объекта изобретения описаны так, что в конкретных аспектах может быть предусмотрена комбинация разных признаков. Для каждого аспекта и каждого признака, раскрытых в данном документе, все комбинации, которые не оказывают вредного влияния на конструкции, композиции, процессы или способы, описанные в данном документе, рассматриваются с явным описанием конкретной комбинации или без нее. Кроме того, если явно не указано иное, любой аспект или признак, раскрытые в данном документе, могут быть объединены для описания конструкций, композиций, процессов или способов по изобретению, соответствующих данному описанию.
В этом раскрытии, хотя композиции и способы часто описываются термином «включающие в себя» различные компоненты или стадии, указанные композиции и способы также могут «состоять по существу из» или «состоять из» различных компонентов или стадий, если не указано иное.
Единственное число предназначено для включения множества альтернатив, например, по меньшей мере одной. Например, раскрытие «переходного металла» или «щелочного металла» подразумевает включение одного, или смесей, или комбинаций более чем одного переходного металла или щелочного металла, если не указано иное.
В данном документе описаны различные катализаторы. Термин «загрязненный серой» катализатор, как правило, относится к катализатору с достаточным загрязнением серой, что приводит к недопустимым показателям активности одного или большего количества катализаторов, конверсии углеводородного сырья, выхода в желаемый(е) продукты), селективности в отношении желаемого(ых) продукта(ов) или рабочего параметра, например, скорости объема выпуска/производства или температуры риформинга, хотя определение того, что катализатор «загрязнен серой», не ограничивается только этими признаками. В некоторых аспектах «свежий» катализатор может иметь активность X, загрязненный серой катализатор может иметь активность Z, а «регенерированный» катализатор или «реактивированный» катализатор может иметь активность Y, так что Z<Y<X. Такие сравнения активности катализатора (и другие характеристики производительности риформинга) предназначены для использования одного и того же производственного цикла (загрузки) катализатора, испытанного на том же оборудовании и тем же способом испытаний, а также в тех же условиях. Термин «регенерированный» катализатор охватывает катализаторы, регенерированные с использованием, как минимум, стадии промывки и стадии галогенирования, описанных в данном документе, при этом «реактивированный» катализатор представляет собой «регенерированный» катализатор, который был подвергнут стадии восстановления (например, с использованием водорода). Как будет понятно специалисту в данной области техники с учетом этого раскрытия, термин «регенерированный» катализатор является общим термином; он включает в себя катализатор, который был промыт и галогенирован («галогенированный» катализатор), и является таким же, как галогенированный катализатор, если другие необязательные стадии регенерации, описанные в данном документе, не используются, но также включает в себя катализаторы, которые были подвергнуты по меньшей мере одной из указанных стадий: стадии выжигания углерода, стадии сушки, стадии прокаливания или любой комбинации вышеуказанных стадий в дополнение к стадии промывки и стадии галогенирования. Так, например, термин «регенерированный» катализатор включает в себя: (i) «галогенированный» катализатор, а также (ii) галогенированный катализатор, который был подвергнут необязательной стадии сушки и/или прокаливания, а также (iii) загрязненный серой катализатор, который был подвергнут стадии промывки и стадии галогенирования и необязательной стадии выжигания углерода в любой подходящей точке процесса (например, стадии выжигания углерода перед промывкой, выжигания углерода после промывки) и так далее.
Количества любых компонентов или материалов, присутствующих на катализаторах, описанные в данном документе (например, свежий катализатор, загрязненный серой катализатор, регенерированный катализатор или реактивированный катализатор), основываются на массе, например, на % мас. или мас.ч./млн (ч./млн по массе), если не указано иное. Эти компоненты или материалы могут включать в себя, например, указанное количество серы, указанное количество углерода, указанное количество фтора, указанное количество хлора, указанное количество щелочного металла, указанное количество бария, указанное количество платины и так далее. Кроме того, эти количества основываются на «сухом» катализаторе, при этом соответствующий катализатор (например, свежий катализатор, загрязненный серой катализатор, регенерированный катализатор или реактивированный катализатор) высушен до содержания растворителя/воды, составляющего менее чем 5% мас.
Как правило, группы элементов обозначают с помощью схемы нумерации, указанной в версии периодической таблицы элементов, опубликованной в Chemical and Engineering News, 63(5), 27, 1985 г. В некоторых случаях группу элементов обозначают с использованием тривиального названия, присвоенного группе; например, щелочные металлы для элементов группы 1, щелочно-земельные металлы для элементов группы 2, переходные металлы для элементов групп 3-12 и галогены или галогениды для элементов группы 17.
Для любого конкретного соединения или группы, раскрытых в данном документе, любое представленное название или структура (общая или конкретная) предназначены для охвата всех конформационных изомеров, региоизомеров, стереоизомеров и их смесей, которые могут произойти из определенного набора заместителей, если не указано иное. Указанное название или структура (общая или конкретная) также охватывают все энантиомеры, диастереомеры и другие оптические изомеры (если таковые имеются) в энантиомерной или рацемической формах, а также смеси стереоизомеров, как было бы признано квалифицированным специалистом, если не указано иное. Например, общая ссылка на гексан включает в себя: н-гексан, 2-метилпентан, 3-метилпентан, 2,2-диметилбутан и 2,3-диметилбутан; а общая ссылка на бутильную группу включает в себя: н-бутильную группу, втор-бутильную группу, изо-бутильную группу и трет-бутильную группу.
В одном из аспектов химическая «группа» может быть определена или описана в соответствии с тем, как эта группа формально выделена из эталонного или «исходного» соединения, например, по количеству атомов водорода, удаленных из исходного соединения для создания группы, даже если эту группу не синтезируют буквально таким образом. Эти группы могут быть использованы в качестве заместителей, или координированы, или связаны с атомами металла. Например, «алкильная группа» формально может быть получена посредством удаления одного атома водорода из алкана. Раскрытие того факта, что заместитель, лиганд или другой химический фрагмент, может составлять конкретную «группу», подразумевает, что хорошо известные правила химической структуры и связи соблюдаются, когда эта группа используется, как описано. При описании группы как «производной», «производной от», «образованной» или «образованной из» такие термины используются в формальном смысле и не предназначены для отражения каких-либо конкретных способов синтеза или процедур, если не указано иное, или контекст не потребует иного.
В данном документе раскрыты различные числовые диапазоны. Когда диапазон любого типа раскрыт или заявлен в данном документе, цель состоит в том, чтобы раскрыть или заявить отдельно каждое возможное число, которое такой диапазон может разумно охватывать, включая конечные точки диапазона, а также любые поддиапазоны и комбинации поддиапазонов, включенные в него, если не указано иное. В качестве репрезентативного примера, в данной заявке раскрыто, что в некоторых аспектах катализатор может содержать Cl и F в молярном соотношении Cl:F в диапазоне от около 0,5:1 до около 4:1. Раскрывая, что молярное отношение Cl:F может находиться в диапазоне от около 0,5:1 до около 4:1, целью является повторение того, что молярное соотношение может быть любым молярным соотношением в пределах указанного диапазона и, например, может быть равно около 0,5:1, около 0,6:1, около 0,7:1, около 0,8:1, около 0,9:1, около 1:1, около 2:1, около 3:1 или около 4:1. Кроме того, молярное соотношение Cl:F может находиться в пределах любого диапазона от около 0,5:1 до около 4:1 (например, молярное соотношение может находиться в диапазоне от около 0,5:1 до около 2:1), и это также включает в себя любую комбинацию диапазонов в интервале между около 0,5:1 и около 4:1. Подобным образом, все другие диапазоны, раскрытые в данном документе, должны интерпретироваться аналогично этому примеру.
Термин «замещенный» при описании группы, например, при ссылке на замещенный аналог конкретной группы, предназначен для описания любого неводородного фрагмента молекулы, который формально замещает атом водорода в этой группе, и предназначен быть неограничивающим. Группа или группы могут также упоминаться в данном документе как «незамещенные», которые относятся к исходной группе, в которой неводородный фрагмент молекулы не замещает атом водорода в этой группе. Если не указано иное, подразумевается, что термин «замещенный» является неограничивающим и включает в себя неорганические заместители или органические заместители, что понятно специалисту в данной области техники.
Используемый в данном документе термин «углеводород» относится к соединению, содержащему только атомы углерода и водорода. Другие идентификаторы могут быть использованы для указания на присутствие определенных групп, если таковые имеются, в углеводороде (например, галогенированный углеводород указывает на присутствие одного или большего количества атомов галогена, замещающих эквивалентное число атомов водорода в углеводороде).
«Ароматическое» соединение - это соединение, содержащее циклически сопряженную систему двойных связей, которое следует правилу Хюккеля (4n+2) и содержит (4n+2) пи-электронов, где n - целое число от 1 до 5. Ароматические соединения включают в себя «арены» (углеводородные ароматические соединения, например, бензол, толуол и ксилолы) и «гетероарены» (гетероароматические соединения, формально полученные из аренов посредством замены одного или большего количества метановых (-С=) атомов углерода у циклически сопряженных систем двойных связей трехвалентными или двухвалентными гетероатомами таким образом, чтобы поддерживать непрерывную систему пи-электронов, характерную для ароматической системы, и число пи-электронов вне плоскости, соответствующих правилу Хюккеля (4n+2)). Как раскрыто в данном документе, термин «замещенный» может использоваться для описания ароматической группы, арена или гетероарена, при этом неводородный фрагмент формально замещает атом водорода в соединении и не предназначен для ограничения, если не указано иное.
Используемый в данном документе термин «алкан» относится к насыщенному углеводородному соединению. Другие идентификаторы могут быть использованы для указания наличия определенных групп, если таковые имеются, в алкане (например, галогенированный алкан указывает на присутствие одного или большего количества атомов галогена, замещающих эквивалентное число атомов водорода в алкане). Термин «алкильная группа» используется в данном документе в соответствии с определением, указанным ИЮПАК: одновалентная группа, образованная посредством удаления атома водорода из алкана. Алкан или алкильная группа могут быть линейными или разветвленными, если не указано иное.
«Циклоалкан» представляет собой насыщенный циклический углеводород с боковыми цепями или без них, например, циклобутан, циклопентан, циклогексан, метилциклопентан и метилциклогексан. Другие идентификаторы могут быть использованы для указания наличия определенных групп, если таковые имеются, в циклоалкане (например, галогенированный циклоалкан указывает на наличие одного или большего количества атомов галогена, замещающих эквивалентное число атомов водорода в циклоалкане).
Термин «галоген» имеет свое обычное значение. Примеры галогенов включают в себя: фтор, хлор, бром и йод.
Термины «контакт», «приведение в контакт» и тому подобные применяются в данном документе для обозначения материалов или компонентов, которые могут быть смешаны, перемешаны, суспендированы, растворены, приведены во взаимодействие, обработаны, компаундированы или иным образом приведены в контакт или объединены каким-либо другим образом или любым подходящим способом. Материалы или компоненты могут быть приведены в контакт друг с другом в любом порядке, любым способом и в течение любого периода времени, если не указано иное.
Молярные селективности определяются как:
Конверсия определяется как число молей, подвергшихся конверсии на моль подаваемых «поддающихся превращению» компонентов:
Хотя любые способы и материалы, подобные или эквивалентные тем, которые описаны в данном документе, могут использоваться при практическом применении или испытании изобретения, в данном документе описаны типовые способы и материалы.
Все публикации и патенты, упомянутые в данном документе, включены в данный документ посредством ссылки с целью описания и раскрытия, например, конструкций и методологий, которые описаны в публикациях, которые могут быть использованы в связи с описанным в данном документе изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В данном документе раскрыты способы регенерации загрязненного серой катализатора, например, загрязненного серой катализатора ароматизации. Также раскрыты относящиеся к этому процессы риформинга.
СПОСОБЫ РЕГЕНЕРАЦИИ ЗАГРЯЗНЕННЫХ СЕРОЙ КАТАЛИЗАТОРОВ
Раскрыты и описаны различные способы регенерации загрязненных серой катализаторов, содержащих переходный металл и подложку катализатора. Один из таких способов регенерации загрязненного серой катализатора может включать в себя (или состоять по существу из, или состоять из):
(1) промывку загрязненного серой катализатора водным раствором, причем водный раствор, необязательно, содержит щелочной металл, для получения промытого катализатора; а также
(2) приведение в контакт промытого катализатора с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора.
Как правило, признаки любого из способов, раскрытых в данном документе (например, загрязненный серой катализатор, переходный металл, подложка катализатора, водный раствор, раствор галогена, условия, при которых проводится стадия промывки, и условия, при которых проводится стадия галогенирования, среди прочего), описаны в данном документе независимо друг от друга, и эти признаки могут быть объединены в любой комбинации для дальнейшего описания раскрытых способов. Кроме того, другие стадии процесса могут выполняться до, в процессе и/или после любой из стадий, перечисленных в раскрытых способах, если не указано иное. Кроме того, регенерированные (например, галогенированные) катализаторы и реактивированные катализаторы, полученные в соответствии с любым из раскрытых способов/процессов, входят в объем данного раскрытия и охватываются данным раскрытием.
Стадии этих способов, в которых используется водный раствор, часто могут называться стадиями промывки, при этом стадии этих способов, в которых используется раствор галогена, зачастую могут называться стадиями галогенирования. Любые показатели состава водного раствора и раствора галогена предназначены для ссылки на соответствующий поступающий водный раствор и раствор галогена до приведения в контакт с катализатором, если прямо не указано иное. Специалист в данной области техники легко поймет, что исходящий водный раствор и раствор галогена после контакта с катализатором могут значительно отличаться по составу от соответствующего входящего водного раствора и раствора галогена.
Обращаясь теперь к стадии (1), также называемой стадией промывки, загрязненный серой катализатор может быть промыт любым подходящим водным раствором, необязательно, содержащим щелочной металл, в результате чего получают промытый катализатор. Щелочной металл на стадии (1) может быть любым элементом группы 1. Так, например, водный раствор может содержать щелочной металл, а щелочной металл может включать в себя (или состоять по существу из, или состоять из): натрий, калий, рубидий или цезий, а также любую комбинацию вышеуказанных. В некоторых аспектах, щелочной металл может включать в себя (или состоять по существу из, или состоять из) натрий; в альтернативном варианте, калий; в альтернативном варианте, рубидий; или, в альтернативном варианте, цезий.
Водный раствор может содержать щелочной металл (или металлы) в любой подходящей форме, но зачастую указанный водный раствор содержит соль щелочного металла. Иллюстративные соли могут включать в себя, но не ограничиваются ими: хлориды, фториды, бромиды, йодиды, нитраты и тому подобное, а также комбинации вышеуказанных. В конкретных аспектах данного изобретения водный раствор на стадии промывки может содержать соль галогенида щелочного металла или хлоридную соль щелочного металла, например, хлорид калия, хлорид рубидия или хлорид цезия, а также любую смесь или комбинацию вышеуказанных.
Помимо воды и, необязательно, щелочного металла водный раствор может содержать другие компоненты, что будет признано специалистами в данной области техники. Однако в некоторых аспектах стадия промывки может включать в себя приведение в контакт загрязненного серой катализатора с водным раствором, состоящим по существу из или состоящим из воды, или состоящим по существу из или состоящим из соли щелочного металла и воды, или состоящим по существу из или состоящим из соли щелочного металла и деионизированной воды. В этих и других аспектах водный раствор может по существу не содержать основного соединения (например, гидроксида) и/или по существу не содержать аммиака или любых аммонийсодержащих соединений. В этих условиях термин «по существу не содержит» означает, что он содержит менее чем 100 мас.ч./млн (ч./млн по массе), независимо, любого из этих материалов, и более характерно, менее чем 75 мас.ч./млн, менее чем 50 мас.ч./млн, менее чем 25 мас.ч./млн или менее чем 10 мас.ч./млн. Следовательно, предполагается, что отдельное количество любого из этих материалов в водном растворе может находиться в диапазоне от около 0,1 мас.ч./млн до около 100 мас.ч./млн, от около 0,1 мас.ч./млн до около 75 мас.ч./млн, от около 1 мас.ч./млн до около 100 мас.ч./млн, от около 1 мас.ч./млн до около 75 мас.ч./млн, от около 0,1 мас.ч./млн до около 50 мас.ч./млн, от около 1 мас.ч./млн до около 50 мас.ч./млн или от около 1 мас.ч./млн до около 25 мас.ч./млн. Не желая быть связанными какой-либо теорией, полагают, что может оказаться полезным, чтобы по существу ни один из этих материалов не присутствовал на стадии промывки в раскрытых способах регенерации загрязненного серой катализатора, поскольку эти материалы могут неблагоприятно влиять на одно или большее количество из указанных свойств: активность катализатора, селективность катализатора, срок службы катализатора и/или дезактивацию катализатора. Кроме того, хотя и не требуется, водный раствор может по существу не содержать натрия или какого-либо натрийсодержащего соединения, то есть, может содержать менее чем 100 мас.ч./млн (ч./млн по массе) натрия или натрийсодержащих соединений. Как указано выше, предполагается, что количество может составлять, например, менее чем 75 мас.ч./млн, менее чем 50 мас.ч./млн, менее чем 25 мас.ч./млн, в диапазоне от около 0,1 мас.ч./млн до около 100 мас.ч./млн, в диапазоне от около 0,1 мас.ч./млн до около 75 мас.ч./млн или в диапазоне от около 1 мас.ч./млн до около 75 мас.ч./млн и т.п. Таким образом, в некоторых аспектах щелочной металл, используемый на стадии промывки, не является натрием, а представляет собой один или большее количество из указанных: калий, рубидий и/или цезий.
На стадии промывки, рН водного раствора не ограничивается каким-либо конкретным диапазоном. Однако, в целом, рН может находиться в диапазоне 6-8, в зависимости от используемой соли щелочного металла и ее соответствующей концентрации.
Хотя этим и не ограничивается, количество щелочного металла (если используется) в водном растворе зачастую может составлять менее чем около 5 М (моль/л). Например, водный раствор может иметь концентрацию щелочного металла, составляющую менее чем около 1 М, менее чем около 0,75 М, менее чем около 0,5 М, менее чем около 0,3 М, менее чем около 0,25 М или менее чем около 0,2 М. Поэтому подходящие диапазоны концентрации щелочного металла могут включать в себя, но не ограничиваются ими, следующие диапазоны: от около 0,01 М до около 5 М, от около 0,01 М до около 1 М, от около 0,01 М до около 0,5 М, от около 0,01 М до около 0,25 М, от около 0,05 М до около 2 М, от около 0,05 М до около 1 М, от около 0,05 М до около 0,5 М, от около 0,05 М до около 0,25 М, от около 0,1 М до около 5 М, от около 0,1 М до около 1 М или от около 0,1 М до около 0,5 М и тому подобное.
Стадии промывки, необязательно, включающие в себя щелочной металл, могут быть выполнены при различных температурах и в различные периоды времени. Например, стадия промывки может быть проведена при температуре промывки в диапазоне от около 15°С до около 95°С; в альтернативном варианте, от около 15°С до около 80°С; в альтернативном варианте, от около 15°С до около 70°С; в альтернативном варианте, от около 15°С до около 65°С; в альтернативном варианте, от около 20°С до около 95°С; в альтернативном варианте, от около 20°С до около 80°С; в альтернативном варианте, от около 20°С до около 70°С; в альтернативном варианте, от около 20°С до около 50°С; в альтернативном варианте, от около 30°С до около 80°С; в альтернативном варианте, от около 30°С до около 70°С; в альтернативном варианте, от около 30°С до около 50°С; в альтернативном варианте, от около 25°С до около 55°С; или в альтернативном варианте, от около 30°С до около 45°С. В этих и других аспектах эти диапазоны температур также предназначены охватывать условия, при которых стадия промывки проводится при серии различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Стадия промывки, необязательно, включающая в себя щелочной металл, может быть проведена посредством выполнения более чем одного цикла промывки, например, от 1 до 4 циклов промывки, от 2 до 8 циклов промывки или от 2 до 4 циклов промывки. Таким образом, например, стадия промывки может включать в себя от 1 до 4 циклов промывки, от 2 до 8 циклов промывки или от 2 до 4 циклов промывки, причем каждый цикл промывки, независимо, находится в диапазоне от около 1 минуты до около 6 часов, от около 5 минут до около 2 часов, от около 10 минут до около 45 минут или от около 10 минут до около 30 минут и так далее.
Продолжительность одного цикла промывки, необязательно, включающего в себя щелочной металл, не ограничивается каким-либо определенным периодом времени. Следовательно, стадию промывки проводят, например, в течение периода времени, составляющего от всего лишь 1-5 минут до 2-4 часов, 6-8 часов или более. Подходящее время цикла промывки может зависеть, например, от температуры промывки, количества щелочного металла в водном растворе и количества циклов промывки, среди прочих переменных. В целом, однако, стадия цикла промывки может быть проведена в течение периода времени, который может находиться в диапазоне от около 1 минуты до около 6 часов, например, от около 1 минуты до около 2 часов, от около 5 минут до около 2 часов, от около 5 минут до около 1 часа, от около 10 минут до около 1 часа, от около 5 минут до около 45 минут, от около 10 минут до около 45 минут или от около 10 минут до около 30 минут.
В целом, количество водного раствора, необязательно, содержащего щелочной металл, используемое на стадии промывки (или в каждом цикле промывки) по отношению к количеству загрязненного серой катализатора не имеет особых ограничений. В одном из аспектов, например, отношение массы водного раствора к массе загрязненного серой катализатора может попадать в пределы диапазона от около 0,4:1 до около 50:1 или от около 0,5:1 до около 25:1. В другом аспекте отношение массы водного раствора к массе загрязненного серой катализатора может находиться в диапазоне от около 0,4:1 до около 10:1 или от около 0,5:1 до около 10:1. В еще одном аспекте отношение массы водного раствора к массе загрязненного серой катализатора может находиться в диапазоне от около 0,5:1 до около 8:1 или от около 0,5:1 до около 5:1. В еще одном аспекте отношение массы водного раствора к массе загрязненного серой катализатора может находиться в диапазоне от около 1:1 до около 15:1 или от около 1:1 до около 5:1.
Стадия промывки, необязательно, содержащая щелочной металл, может быть проведена с использованием любого подходящего способа и оборудования. Например, загрязненный серой катализатор может быть помещен в емкость или резервуар, а затем заполнен достаточным количеством водного раствора, чтобы превысить уровень загрязненного серой катализатора в емкости или резервуаре. Необязательно, в емкости и резервуаре может быть предусмотрено перемешивание для увеличения контакта между загрязненным серой катализатором и водным раствором. В альтернативном варианте, загрязненный серой катализатор может быть помещен в систему с неподвижным или уплотненным слоем, и водный раствор, необязательно, содержащий щелочной металл, может контактировать с загрязненным серой катализатором посредством пропускания водного раствора через слой загрязненного серой катализатора. Как должно быть понятно специалистам в данной области техники, для стадии промывки могут применяться другие подходящие методы и оборудование, причем такие методы и оборудование охватываются данным документом.
Хотя это и не требуется, стадия промывки может быть выполнена в один или большее количество циклов промывки с использованием водного раствора, содержащего щелочной металл, и затем завершена посредством выполнения одного или большего количества циклов промывки без щелочного металла. В альтернативном варианте, стадия промывки может быть выполнена в один или большее количество циклов промывки с использованием водного раствора без щелочного металла, а затем завершена выполнением одного или большего количества циклов промывки с щелочным металлом. В альтернативном варианте, стадия промывки может быть выполнена в один или большее количество циклов промывки с использованием водного раствора без щелочного металла, с последующим выполнением одного или большего количества циклов промывки с щелочным металлом, и затем завершена выполнением одного или большего количества циклов промывки без щелочного металла. Независимо от этого, условия промывки, используемые с щелочным металлом и без него, могут быть любыми условиями стадии промывки, описанными в данном документе.
На стадии (1) способов регенерации загрязненного серой катализатора, раскрытого в данном документе, загрязненный серой катализатор может быть промыт водным раствором, содержащим щелочной металл, для получения промытого катализатора, «обогащенного» щелочным металлом. Фактически, стадия промывки может удалять серу из загрязненного катализатора, одновременно обогащая загрязненный серой катализатор любым подходящим или желаемым количеством щелочного металла, при этом количество обогащения представляет собой разницу в количестве щелочного металла в промытом катализаторе после стадии промывки в сравнении с количеством щелочного металла в загрязненном серой катализаторе. Не ограничиваясь этим, стадия промывки может обогащать загрязненный серой катализатор от около 0,05 моля до около 1,5 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора); в альтернативном варианте, от около 0,05 моля до около 1 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора); в альтернативном варианте, от около 0,05 моля до около 0,7 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора); в альтернативном варианте, от около 0,1 моля до около 1,2 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора); в альтернативном варианте, от около 0,1 моля до около 0,9 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора); в альтернативном варианте, от около 0,2 моля до около 0,8 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора); или в альтернативном варианте, от около 0,3 моля до около 0,7 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора).
В качестве примера, загрязненный серой катализатор (не содержащий цезия) может быть промыт водным раствором, содержащим соль цезия (в одном или большем количестве циклов промывки, проводимых при любой температуре, времени промывки и относительном количестве водного раствора, раскрытом в данном документе) для получения обогащенного цезием катализатора, содержащего около 0,5 моля цезия на кг загрязненного серой катализатора (или около 0,5 моля цезия на кг промытого катализатора). В качестве другого примера, загрязненный серой катализатор (например, загрязненный катализатор, включающий в себя платину и цеолитную подложку, содержащую K/L-цеолит, дополнительно содержащий около 3 моль калия на кг загрязненного катализатора) может быть промыт водным раствором, содержащим калиевую соль (в одном или большем количестве циклов промывки, проводимых при любых температуре, времени промывки и относительном количестве водного раствора, раскрытом в данном документе), чтобы получить обогащенный калием промытый катализатор, содержащий около 3,1 моль калия на кг загрязненного серой катализатора (или около 3,1 моль на кг обогащенного калием промытого катализатора).
В дополнение к удалению серы и, необязательно, увеличению содержания щелочного металла на стадии промывки, уровень натрия может быть уменьшен, при условии, что загрязненный серой катализатор содержит натрий, а водный раствор - нет. В этих условиях полученный промытый катализатор может содержать менее чем около 0,35% мас. натрия или менее чем около 0,3% мас. натрия в расчете на массу промытого катализатора. В некоторых аспектах количество натрия в промытом катализаторе может находиться в диапазоне от 0% мас. до около 0,35% мас., от 0% мас. до около 0,3% мас., от около 0,03% мас. до около 0,35% мас. или от около 0,05% мас. до около 0,3% мас. натрия в расчете на массу промытого катализатора. Эти массовые доли рассчитаны исходя из массы промытого катализатора в «сухом» виде.
Хотя этим не ограничивается, количество серы в загрязненном серой катализаторе зачастую может составлять по меньшей мере около 100 мас.ч./млн, по меньшей мере около 125 мас.ч./млн или по меньшей мере около 150 мас.ч./млн. Иллюстративные и неограничивающие диапазоны включают в себя от около 100 мас.ч./млн до около 1000 мас.ч./млн, от около 100 мас.ч./млн до около 500 мас.ч./млн или от около 125 мас.ч./млн до около 1250 мас.ч./млн серы в расчете на массу загрязненного серой катализатора. Как описано в данном документе, эти массовые доли рассчитаны исходя из массы «сухого» загрязненного серой катализатора.
Стадия промывки, как правило, очень эффективна для удаления серы из загрязненного серой катализатора. Зачастую количество серы (в мас.ч./млн) уменьшается по меньшей мере на около 20%, по меньшей мере на около 25%, по меньшей мере на около 30% или по меньшей мере на около 35%, и зачастую вплоть до 70%, 80%, 90% или более. Таким образом, от около 20% до около 90%, от около 25% до около 90%, от около 35% до около 90% или от около 30% до около 80% серы может быть удалено, исходя из разницы в количестве серы (в мас.ч./млн) в промытом катализаторе (или в галогенированном катализаторе) и в количестве серы (в мас.ч./млн) в загрязненном серой катализаторе. Как указано выше, эти количества серы определяются на соответствующих «сухих» катализаторах.
Не ограничиваясь этим, загрязненный серой катализатор зачастую может содержать от более чем 0% мас. до около 5% мас. хлора, от около 0,05% мас. до около 2% мас. хлора или от около 0,1% мас. до около 1% мас. хлора. Дополнительно или в альтернативном варианте, загрязненный серой катализатор может содержать от более чем 0% мас. до около 5% мас. фтора, от около 0,05% мас. до около 2% мас. фтора или от около 0,1% мас. до около 1% мас. фтора. Дополнительно или в альтернативном варианте, загрязненный серой катализатор может содержать менее чем около 0,1% мас. бария, менее чем около 0,01% мас. бария или не содержать бария (не поддающееся измерению количество).
Как без труда поймут специалисты в данной области техники, конкретное или целевое количество серы, удаленной посредством основной стадии промывки, может быть достигнуто различными комбинациями условий, которые могут использоваться на стадии (1). Как только выбран желаемый уровень удаления серы, этот результат может быть достигнут посредством множества различных комбинаций числа циклов промывки, времени промывки, температуры промывки, молярной концентрации щелочного металла (если используется) в водном растворе, относительного количества используемого водного раствора в расчете на массу загрязненного серой катализатора и так далее.
После того, как на стадии (1) был получен промытый катализатор, до стадии (2) промытый катализатор, необязательно, может быть высушен и/или прокален (как более подробно описано ниже). Если проводят как сушку, так и прокаливание, то, как правило, промытый катализатор сначала сушат, а затем прокаливают.
На стадии (2) способа регенерации загрязненного серой катализатора (также называемой стадией галогенирования) промытый катализатор может приводиться в контакт с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора. Может быть целесообразно добавить галоген (или галогены) обратно в катализатор после стадии промывки для того, чтобы восстановить активность и рабочие характеристики катализатора, поскольку только стадии промывки может быть недостаточно.
В одном из аспектов данного изобретения раствор галогена может включать в себя (или состоять по существу или состоять из) хлорсодержащее соединение, фторсодержащее соединение или их смеси, а также воду, при этом в другом аспекте раствор галогена может включать в себя (или состоять по существу или состоять из) хлорсодержащее соединение, фторсодержащее соединение или их смеси, а также углеводородный растворитель. Если используется углеводородный растворитель, то могут использоваться неполярные алифатические углеводороды, например, циклогексан, изобутан, н-бутан, н-пентан, изопентан, неопентан, н-гексан, н-гептан и т.п. или их комбинации. Дополнительно или в альтернативном варианте может быть использовано ароматическое соединение, неограничивающие примеры которого включают в себя толуол, бензол, ксилол и тому подобное или комбинации вышеуказанных.
Подходящие фторсодержащие соединения могут включать в себя, но не ограничиваются ими: плавиковую кислоту, 2,2,2-трифторэтанол, тетрафторэтилен, тетрафторид углерода, трифторид углерода, фторметан, гептафторпропан, декафторбутан, гексафторизопропанол, тетрафторпропанол, пентафторпропанол, гексафторфенилпропанол, перфторбутиловый спирт, гексафтор-2-пропанол, пентафтор-1-пропанол, тетрафтор-1-пропанол, 1,1,1,3,3,3-гексафтор-2-пропанол, 2,2,3,3,3-пентафтор-1-пропанол, фторид аммония, фторид тетраметиламмония, фторид тетраэтиламмония, фторид тетрапропиламмония, фторид тетрабутиламмония, фторид метилтриэтиламмония и тому подобное или любые комбинации вышеуказанных. Другие подходящие фторсодержащие соединения могут включать в себя арены и алкилзамещенные арены (например, бензол, толуол и ксилол), причем по меньшей мере один атом водорода замещен атомом F.
В другом аспекте фторсодержащее соединение может включать в себя (или состоять по существу из или состоять из) плавиковую кислоту, фторид аммония, фторид тетраметиламмония или их комбинации; в альтернативном варианте, плавиковую кислоту; в альтернативном варианте, 2,2,2-трифторэтанол; в альтернативном варианте, тетрафторэтилен; в альтернативном варианте, тетрафторид углерода; в альтернативном варианте, трифторид углерода; в альтернативном варианте, фторметан; в альтернативном варианте, гептафторпропан; в альтернативном варианте, декафторбутан; в альтернативном варианте, гексафторизопропанол; в альтернативном варианте, тетрафторпропанол; в альтернативном варианте, пентафторпропанол; в альтернативном варианте, гексафторфенилпропанол; в альтернативном варианте, перфторбутиловый спирт; в альтернативном варианте, гексафтор-2-пропанол; в альтернативном варианте, пентафтор-1-пропанол; в альтернативном варианте, тетрафтор-1-пропанол; в альтернативном варианте, 1,1,1,3,3,3-гексафтор-2-пропанол; в альтернативном варианте, 2,2,3,3,3-пентафтор-1-пропанол; в альтернативном варианте, фторид аммония; в альтернативном варианте, фторид тетраметиламмония; в альтернативном варианте, фторид тетраэтиламмония; в альтернативном варианте, фторид тетрапропил аммония; в альтернативном варианте, фторид тетрабутиламмония; или в альтернативном варианте, фторид метил триэтиламмония.
Подходящие хлоре о держащие соединения могут включать в себя, но не ограничиваются ими: соляную кислоту, четыреххлористый углерод, тетрахлорэтилен, хлорбензол, метилхлорид, метиленхлорид, хлороформ, аллилхлорид, трихлорэтилен, хлорамин, оксид хлора, хлорную кислоту, диоксид хлора, дихлоринмоноксид, дихлорингептоксид, хлорноватую кислоту, перхлорную кислоту, хлорид аммония, хлорид тетраметиламмония, хлорид тетраэтиламмония, хлорид тетрапропиламмония, хлорид тетрабутиламмония, хлорид метилтриэтиламмония и тому подобное, а также комбинации вышеуказанных. Другие подходящие хлорсодержащие соединения могут включать в себя арены и алкилзамещенные арены (например, бензол, толуол и ксилол), причем по меньшей мере один атом водорода замещен атомом Cl.
В другом аспекте, хлорсодержащее соединение может включать в себя (или состоять по существу из, или состоять из) соляную кислоту, хлорид аммония, хлорид тетраметиламмония или их комбинацию; в альтернативном варианте, соляную кислоту; в альтернативном варианте, четыреххлористый углерод; в альтернативном варианте, тетрахлорэтилен; в альтернативном варианте, хлорбензол; в альтернативном варианте, метилхлорид; в альтернативном варианте, метиленхлорид; в альтернативном варианте, хлороформ; в альтернативном варианте, аллилхлорид; в альтернативном варианте, трихлорэтилен; в альтернативном варианте, хлорамин; в альтернативном варианте, оксид хлора; в альтернативном варианте, хлорноватую кислоту; в альтернативном варианте, диоксид хлора; в альтернативном варианте, дихлороксид; в альтернативном варианте, дихлоргептоксид; в альтернативном варианте, хлорноватую кислоту; в альтернативном варианте, перхлорную кислоту; в альтернативном варианте, хлорид аммония; в альтернативном варианте, хлорид тетраметиламмония; в альтернативном варианте, хлорид тетраэтиламмония; в альтернативном варианте, хлорид тетрапропиламмония; в альтернативном варианте, хлорид тетрабутиламмония; или, в альтернативном варианте, хлорид метилтриэтиламмония.
В еще одном аспекте, раствор галогена может включать в себя (или состоять по существу из, или состоять из) воду и фторсодержащее соединение, причем фторсодержащее соединение может включать в себя: плавиковую кислоту, фторид аммония, фторид тетраметиламмония или комбинацию вышеуказанных. В еще одном аспекте, указанный раствор может включать в себя (или состоять по существу из, или состоять из) воду и плавиковую кислоту; в альтернативном варианте, воду и фторид аммония; или в альтернативном варианте, воду и фторид тетраметиламмония.
Аналогичным образом, в другом аспекте, раствор галогена может включать в себя (или состоять по существу из, или состоять из) воду и хлорсодержащее соединение, причем указанное хлорсодержащее соединение может включать в себя: соляную кислоту, хлорид аммония, хлорид тетраметиламмония или комбинацию вышеуказанных. В другом аспекте, указанный раствор может включать в себя (или состоять по существу из, или состоять из) воду и соляную кислоту; в альтернативном варианте, воду и хлорид аммония; или в альтернативном варианте, воду и хлорид тетраметиламмония.
В соответствии с конкретными аспектами данного изобретения, как хлор, так и фтор присутствуют в растворе галогена. В таких аспектах, указанный раствор галогена может включать в себя (или состоять по существу, или состоять из) любое подходящее хлорсодержащее соединение (например, хлорид аммония), любое подходящее фторсодержащее соединения (например, фторид аммония) и воду. В альтернативном варианте, указанный раствор галогена может включать в себя (или состоять по существу из, или состоять из) хлор/фторсодержащее соединение (или хлорфторуглерод) и любой подходящий растворитель, например, воду или углеводородный растворитель.
Стадия галогенирования может быть проведена с использованием любого подходящего метода и оборудования, например, чтобы привести к равномерному распределению галогена (хлора, фтора или того и другого). Например, промытый катализатор может быть помещен в емкость или резервуар, затем заполненный достаточным количеством раствора галогена (содержащим хлор, фтор или тот и другой) для превышения уровня катализатора в емкости или резервуаре. Необязательно, в емкости и резервуаре может быть предусмотрено перемешивание для увеличения контакта между катализатором и галогенсодержащим соединением(ями) в растворе. В альтернативном варианте, промытый катализатор может быть помещен в систему с неподвижным или уплотненным слоем, причем раствор галогена может контактировать с катализатором посредством пропускания раствора галогена через слой катализатора. В альтернативном варианте, промытый катализатор может быть помещен во вращающийся барабан, и раствор галогена (содержащий хлор, фтор или тот и другой) может быть вылит или распылен на катализатор. В альтернативном варианте, промытый катализатор может быть пропитан до начальной влажности раствором галогена (содержащим хлор, фтор или тот и другой), при этом используемый метод заполнения пор или пропитка до «начальной влажности» представляет собой способ, в котором раствор галогена смешивают с промытым катализатором (как правило, сухим) до тех пор, пока поры не заполнятся. Определение конечной точки этого способа может несколько отличаться от лаборатории к лаборатории, так что пропитанный катализатор может иметь полностью сухой или липкий, как снег, внешний вид. Однако, как правило, при использовании метода начального увлажнения не будет присутствовать свободно текучей жидкости. Как должно быть понятно специалистам в данной области техники, для стадии галогенирования могут быть использованы другие подходящие методы и оборудование, и такие методы и оборудование охватываются данным документом.
Хотя этим не ограничивается, количество фтора (F) в растворе галогена зачастую составляет менее чем около 15% мас. Например, раствор галогена может содержать концентрацию/количество F менее чем около 10% мас.; в альтернативном варианте, менее чем около 8% мас.; в альтернативном варианте, менее чем около 5% мас.; или в альтернативном варианте, менее чем около 3% мас. При наличии, подходящие диапазоны концентрации F в растворе галогена могут включать в себя, но не ограничиваются ими, следующие диапазоны: от около 0,01% мас. до около 10% мас., от около 0,1% мас. до около 10% мас., от около 0,5% мас. до около 10% мас., от около 1% мас. до около 10% мас., от около 0,01% мас. до около 8% мас., от около 0,1% мас. до около 8% мас., от около 1% мас. до около 8% мас., от около 0,01% мас. до около 5% мас., от около 0,1% мас. до около 5% мас., от около 0,5% мас. до около 5% мас., или от около 1% мас. до около 5% мас. и тому подобное.
Аналогично, количество хлора (Cl) в растворе галогена зачастую составляет менее чем около 15% мас. Например, раствор галогена может содержать концентрацию/количество Cl менее чем около 10% мас.; в альтернативном варианте, менее чем около 8% мас.; в альтернативном варианте, менее чем около 5% мас.; или в альтернативном варианте, менее чем около 3% мас. При наличии, подходящие диапазоны концентрации Cl могут включать в себя, но не ограничиваются ими, следующие диапазоны: от около 0,01% мас. до около 10% мас., от около 0,1% мас. до около 10% мас., от около 0,5% мас. до около 10% мас., от около 1% мас. до около 10% мас., от около 0,01% мас. до около 8% мас., от около 0,1% мас. до около 8% мас., от около 1% мас. до около 8% мас., от около 0,01% мас. до около 5% мас. от около 0,1% мас. до около 5% мас. от около 0,5% мас. до около 5% мас. или от около 1% мас. до около 5% мас. и тому подобное.
Стадия галогенирования может быть проведена при различных температурах и периодах времени. Например, стадия галогенирования может быть проведена при температуре галогенирования в диапазоне от около 0°С до около 95°С; в альтернативном варианте, от около 0°С до около 80°С; в альтернативном варианте, от около 0°С до около 50°С; в альтернативном варианте, от около 5°С до около 95°С; в альтернативном варианте, от около 5°С до около 80°С; в альтернативном варианте, от около 5°С до около 50°С; в альтернативном варианте, от около 5°С до около 35°С; в альтернативном варианте, от около 15°С до около 80°С; в альтернативном варианте, от около 15°С до около 50°С; в альтернативном варианте, от около 15°С до около 35°С; в альтернативном варианте, от около 20°С до около 95°С; в альтернативном варианте, от около 20°С до около 50°С; или в альтернативном варианте, от около 20°С до около 35°С. В этих и других аспектах эти диапазоны температур также предназначены охватывать условия, при которых стадия галогенирования проводится при серии различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Продолжительность стадии галогенирования не ограничена каким-либо конкретным периодом времени. Следовательно, стадия галогенирования может быть проведена, например, в течение периода времени, находящегося в диапазоне от всего лишь 1-5 минут до 12-24 часов, 36-48 часов или более. Подходящее время галогенирования может зависеть, например, от температуры галогенирования и соответствующих количеств фтора и хлора в растворе, среди прочих переменных. В целом, однако, стадия галогенирования может быть проведена в течение периода времени, который может находиться в диапазоне от около 1 минуты до около 48 часов, например, от около 15 минут до около 48 часов, от около 10 минут до около 24 часов, от около 30 минут до около 18 часов, от около 30 минут до около 12 часов, от около 30 минут до около 6 часов, от около 1 часа до около 10 часов или от около 2 часов до около 8 часов.
Если стадия сушки выполняется после стадии галогенирования, то стадия сушки может быть проведена при различных температурах, давлениях и периодах времени. Причем не ограничиваясь этим, стадия сушки, как правило, может быть проведена при температуре сушки в диапазоне от около 15°С до около 200°С; в альтернативном варианте, от около 25°С до около 150°С; в альтернативном варианте, от около 30°С до около 125°С; или в альтернативном варианте, от около 40°С до около 150°С. В этих и других аспектах эти диапазоны температур также предназначены охватывать условия, когда стадию сушки проводят при серии различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Продолжительность стадии сушки не ограничена каким-либо конкретным периодом времени. Как правило, стадия сушки может быть проведена в течение периода времени сушки от всего лишь 30 минут до 36-48 часов (или более), но наиболее часто стадия сушки может быть проведена в течение периода времени, который может находится в диапазоне от около 1 часа до около 48 часов, например, от около 1 часа до около 12 часов, от около 1 часа до около 6 часов, от около 2 часов до около 24 часов или от около 2 часов до около 6 часов.
Давление сушки, применяемое на стадии сушки, также конкретно не ограничено. В одном из аспектов, например, давление сушки может быть атмосферным давлением, и в таких условиях температура сушки может составлять по меньшей мере около 30°С, 40°С или 50°С. В другом аспекте, давление сушки может быть ниже атмосферного (например, сушка в вакууме) с типичными давлениями, меньшими или равными около 100 мм. рт.ст., 80 мм. рт.ст., 60 мм. рт.ст., 40 мм. рт.ст. или 20 мм. рт.ст.
В соответствии с аспектами данного изобретения стадию сушки можно проводить в условиях (например, при времени, температуре, давлении), достаточных для того, чтобы снизить содержание растворителя в галогенированном катализаторе до уровня, меньшего или равного около 15% мас., меньшего или равного около 10% мас. или меньшего или равного около 8% мас. растворителя. Эта массовая доля остаточного растворителя (например, воды) рассчитывается исходя из массы сухого галогенированного катализатора.
Если стадию прокаливания проводят после стадии галогенирования, то стадию прокаливания зачастую выполняют после стадии сушки, причем стадия прокаливания может быть проведена при различных температурах и периодах времени. Типичные пиковые температуры прокаливания часто попадают в диапазон от около 200°С до около 800°С, например, от около 250°С до около 600°С, от около 250°С до около 500°С или от около 250°С до около 350°С. В этих и других аспектах, данные диапазоны температур также предназначены охватывать условия, при которых стадию прокаливания проводят при последовательности различных температур (например, начальная температура прокаливания, пиковая температура прокаливания), а не при одной фиксированной температуре, попадающей в соответствующие диапазоны. Например, стадия прокаливания может начинаться при начальной температуре, которая равна температуре сушки на стадии сушки. Впоследствии, температура прокаливания может быть увеличена с течением времени до пиковой температуры прокаливания, например, в диапазоне от около 250°С до около 500°С.
Продолжительность стадии прокаливания не ограничена каким-либо конкретным периодом времени. Следовательно, стадия прокаливания может быть проведена, например, в течение периода времени, находящегося в диапазоне от всего лишь 15-30 минут до 36-48 часов или более. Подходящее время прокаливания может зависеть, например, от начальной/пиковой температуры прокаливания и от того, используется ли стадия сушки, среди прочих переменных. Как правило, однако, стадия прокаливания может быть проведена в течение периода времени, который может находиться в диапазоне от около 15 минут до около 48 часов, например, от около 15 минут до около 12 часов, от около 30 минут до около 24 часов, от около 30 минут до около 8 часов или от около 1 часа до около 4 часов.
Стадия прокаливания может быть проведена в потоке газа прокаливания, который включает в себя (или состоит по существу из, или состоит из) инертный газ (например, азот), кислород, воздух или любую смесь или комбинацию вышеуказанных. В некоторых аспектах, поток газа прокаливания может включать в себя воздух, при этом в других аспектах, поток газа прокаливания может включать в себя смесь воздуха и азота. При этом, в определенных аспектах, поток газа прокаливания может представлять собой инертный газ, например, азот и/или аргон.
В зависимости от степени загрязненности серой и накопления углерода на загрязненном серой катализаторе может быть применена стадия выжигания углерода (также называемая стадией выжига кокса). При необходимости, стадия выжигания углерода может быть выполнена до стадии промывки, после стадии промывки, но до стадии галогенирования, или как до стадии промывки, так и после стадии промывки. Как правило, на стадии выжигания углерода загрязненный серой катализатор (или промытый катализатор) может контактировать с потоком газа выжига кокса, содержащим кислород. Помимо кислорода, поток газа выжига кокса может включать в себя инертный газ, то есть поток газа выжига кокса может включать в себя (или состоять по существу из, или состоять из) кислород и инертный газ. Типовые инертные газы, применимые на стадии выжигания углерода, могут включать в себя: гелий, неон, аргон, азот и тому подобное, и это включает в себя комбинации двух или большего количества этих материалов. В определенных аспектах, поток газа выжига кокса может включать в себя (или состоять по существу, или состоять из) кислород и азот; в альтернативном варианте, воздух и азот; или в альтернативном варианте, воздух.
Поскольку поток газа выжига кокса может включать в себя воздух, поток газа выжига кокса может содержать около 20-21% мол. кислорода. Однако, чаще всего количество кислорода в газе выжига кокса может составлять менее чем около 10% мол. Например, в некоторых аспектах поток газа выжига кокса может содержать менее чем около 8% мол., менее чем около 5% мол. или менее чем около 3% мол. кислорода. Соответственно, подходящие диапазоны для % мол. кислорода в потоке газа выжига кокса могут включать в себя, но не ограничиваются этим, следующие диапазоны: от около 0,1 до около 25% мол., от около 0,1 до около 20% мол., от около 0,1 до около 10% мол., от около 0,2 до около 10% мол., от около 0,2 до около 5% мол., от около 0,3 до около 5% мол., от около 0,5 до около 5% мол., от около 0,5 до около 4% мол., от около 0,5 до около 3% мол. или от около 1 до около 3% мол. и тому подобное.
В одном из аспектов, поток газа выжига кокса может быть по существу не содержащим галогенов, то есть по существу не содержащим галогенсодержащих соединений. В этом контексте «по существу не содержит галогена» означает менее чем 100 мас.ч./млн (ч./млн по массе) галогенсодержащих соединений, например, хлорсодержащих соединений, в потоке газа выжига кокса. Следовательно, предполагается, что количество галогенсодержащих соединений в потоке газа выжига кокса в определенных аспектах может составлять менее чем 50 мас.ч./млн, менее чем 40 мас.ч./млн, менее чем 25 мас.ч./млн, менее чем 10 мас.ч./млн, менее чем 5 мас.ч./млн или менее чем 3 мас.ч./млн. В других аспектах количество галогенсодержащих соединений в потоке газа выжига кокса может находиться в диапазоне от около 0,1 до около 100 мас.ч./млн, от около 0,5 до около 100 мас.ч./млн, от около 1 до около 100 мас.ч./млн, от около 0,1 до около 50 мас.ч./млн, от около 0,1 до около 25 мас.ч./млн, от около 0,1 до около 10 мас.ч./млн или от около 0,1 до около 5 мас.ч./млн. Не желая быть связанными теорией, полагают, что может быть выгодно практически не добавлять галогены, например, хлор, добавленные на стадии выжигания углерода в способе регенерации загрязненного серой катализатора.
В другом аспекте, поток газа выжига кокса может по существу не содержать воды, и в связи с этим «по существу не содержит» означает менее чем 100 мас.ч./млн (ч./млн по массе) воды в потоке газа выжига кокса. Следовательно, предполагается, что в определенных аспектах количество воды в потоке газа выжига кокса может составлять менее чем 50 мас.ч./млн, менее чем 25 мас.ч./млн, менее чем 10 мас.ч./млн, менее чем 5 мас.ч./млн или менее 3 мас.ч./млн. В других аспектах количество воды в потоке газа выжига кокса может находиться в диапазоне от около 0,1 до около 100 мас.ч./млн, от около 0,5 до около 100 мас.ч./млн, от около 1 до около 100 мас.ч./млн, от около 0,1 до около 50 мас.ч./млн, от около 0,1 до около 25 мас.ч./млн, от около 0,1 до около 10 мас.ч./млн или от около 0,1 до около 5 мас.ч./млн. Не желая быть связанными теорией, полагают, что может быть выгодно практически не добавлять воду на стадии выжигания углерода в способе регенерации загрязненного серой катализатора.
Подобно тому, как описано выше для водного раствора и раствора галогена, любые показатели состава потока газа выжига кокса относятся к потоку поступающего газа выжига кокса до контакта с катализатором (загрязненным серой катализатором, промытым катализатором), если только прямо не указано иное. Специалист в данной области техники легко поймет, что выходящий поток газа выжига кокса после контакта с катализатором может значительно отличаться по составу от входящего потока газа выжига кокса. Например, хлор может элюироваться из катализатора при некоторых условиях в процессе стадии выжигания углерода. Кроме того, в процессе стадии выжигания углерода может быть получена вода, и, таким образом, вода может быть обнаружена в выходящем потоке выжига кокса.
Стадия выжигания углерода может быть проведена при различных температурах и периодах времени. Например, стадия выжигания углерода может быть проведена при пиковой температуре выжига кокса в диапазоне от около 150°С до около 600°С; в альтернативном варианте, от около 200°С до около 500°С; в альтернативном варианте, от около 300°С до около 600°С; в альтернативном варианте, от около 300°С до около 550°С; в альтернативном варианте, от около 300°С до около 500°С; в альтернативном варианте, от около 320°С до около 480°С; в альтернативном варианте, от около 340°С до около 460°С; или в альтернативном варианте, от около 350°С до около 450°С. В этих и других аспектах, данные диапазоны температур также предназначены охватывать условия, при которых стадию выжигания углерода проводят при последовательности различных температур (например, начальная температура прокаливания, пиковая температура прокаливания), а не при одной фиксированной температуре, попадающей в соответствующие диапазоны. Так, например, и не ограничивается этим, стадия выжигания углерода может начаться при начальной температуре выжига кокса в диапазоне от около 0°С до около 300°С, от около 20°С до около 250°С, от около 50°С до около 200°С, или от около 150°С до около 260°С. Впоследствии, температура на стадии выжигания углерода может быть увеличена до пиковой температуры выжига кокса, например, в диапазоне от около 300°С до около 600°С или от около 350°С до около 450°С.
Продолжительность стадии выжигания углерода не ограничена каким-либо конкретным периодом времени. Следовательно, стадия выжигания углерода может быть проведена, например, в течение периода времени, находящегося в диапазоне от всего лишь 30-45 минут до 48-72 часов или более. Подходящее время выжига кокса может зависеть, например, от начальной/пиковой температуры выжига кокса и количества кислорода в потоке газа выжига кокса, среди прочих переменных. В целом, однако, стадия выжигания углерода может быть проведена в течение периода времени, который может находиться в диапазоне от около 45 минут до около 72 часов, например, от около 1 часа до около 72 часов, от около 24 часов до около 72 часов, от около 12 часов до около 60 часов, от около 12 часов до около 48 часов или от около 1 часа до около 6 часов.
В альтернативном варианте, стадия выжигания углерода может быть проведена в течение периода времени, достаточного для уменьшения % мас. углерода на катализаторе после стадии выжигания углерода, до менее чем около 5% мас. или менее чем около 1% мас. (катализатор без кокса). В некоторых аспектах стадия выжигания углерода может быть проведена в течение периода времени, достаточного для уменьшения % мас. углерода на катализаторе до диапазона в пределах от около 0,01% мас. до около 1,5% мас. от около 0,01% мас. до около 1% мас. от около 0,1% мас. до около 1% мас. от около 0,1% мас. до около 0,75% мас. от около 0,25% мас. до около 1,5% мас. или от около 0,25% мас. до около 1% мас. В других аспектах стадия выжигания углерода может быть проведена в течение периода времени, определенного посредством мониторинга уровня СО2 в отводимом или выходящем потоке, после контакта с катализатором. Следовательно, стадия выжигания углерода может быть проведена в течение периода времени, достаточного для уменьшения количества СО2 в отводимом или выходящем потоке после контакта с катализатором до уровня менее около 100 об.ч./млн, например, менее чем около 50 об.ч./млн или менее чем около 20 об.ч./млн.
В различных аспектах, рассматриваемых в данном документе, способы регенерации загрязненного серой катализатора могут дополнительно включать в себя стадию удаления углеводородов, выполняемую до стадии промывки (и стадии выжигания углерода, если она применяется). Стадия удаления углеводородов, как правило, может включать в себя приведение в контакт загрязненного серой катализатора с потоком газа удаления углеводородов, содержащим кислород.
Состав потока газа удаления углеводородов может включать в себя те же потенциальные показатели, что и описанные выше для потока газа выжига кокса, используемого на стадии выжигания углерода. Таким образом, помимо кислорода, поток газа удаления углеводородов может включать в себя инертный газ, например, гелий, неон, аргон и/или азот. В одном из аспектов, указанный поток газа удаления углеводородов может включать в себя (или состоять по существу из, или состоять из) кислород и азот; в альтернативном варианте, воздух и азот; или в альтернативном варианте, воздух. В другом аспекте, поток газа удаления углеводородов часто может содержать, например, от около 0,1 до около 25% мол. кислорода, от около 0,1 до около 20% мол. кислорода, от около 0,2 до около 10% мол. кислорода, от около 0,2 до около 5% мол. кислорода, от около 0,3 до около 5% мол. кислорода, от около 0,5 до около 5% мол. кислорода, от около 0,5 до около 4% мол. кислорода, от около 0,5 до около 3% мол. кислорода или от около 1 до 3% мол. кислорода и тому подобное. В еще одном аспекте, поток газа удаления углеводородов может по существу не содержать галогенов или по существу не содержать галогенсодержащих соединений, то есть в потоке газа удаления углеводородов присутствует менее чем 100 мас.ч./млн (ч./млн по массе) галогенсодержащих соединений, например, менее чем 50 мас.ч./млн, менее чем 25 мас.ч./млн, менее 10 мас.ч./млн, менее 5 мас.ч./млн или менее 3 мас.ч./млн галогенсодержащих соединений в потоке газа удаления углеводородов. В еще одном аспекте, поток газа удаления углеводородов может по существу не содержать воды, то есть в потоке газа удаления углеводородов присутствует менее чем 100 мас.ч./млн воды, например, менее чем 50 мас.ч./млн, менее чем 25 мас.ч./млн, менее чем 10 мас.ч./млн, менее чем 5 мас.ч./млн или менее чем 3 мас.ч./млн воды в потоке газа удаления углеводородов. Как указано выше, подразумевается, что любые показатели состава потока газа удаления углеводородов относятся к входящему потоку газа удаления углеводородов до контакта с загрязненным серой катализатором, если прямо не указано иное.
Стадия удаления углеводородов отличается от стадии выжигания углерода тем, что она может быть проведена при гораздо более низкой температуре. Например, стадию удаления углеводородов можно проводить при температуре удаления углеводородов в диапазоне от около 125°С до около 350°С; в альтернативном варианте, от около 125°С до около 300°С; в альтернативном варианте, от около 150°С до около 250°С; в альтернативном варианте, от около 175°С до около 350°С; в альтернативном варианте, от около 150°С до около 225°С; или в альтернативном варианте, от около 175°С до около 300°С. В этих и других аспектах, данные диапазоны температур также предназначены охватывать условия, при которых стадию удаления углеводородов проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Продолжительность стадии удаления углеводородов не ограничена каким-либо определенным периодом времени. Как правило, стадия удаления углеводородов может быть проведена в течение периода времени в диапазоне от всего лишь 30-45 минут до 48 часов (или более), но наиболее часто стадия удаления углеводородов может быть проведена в течение периода времени, который может находится в диапазоне от около 1 часа до около 36 часов, например, от около 2 часа до около 36 часов, от около 1 часа до около 24 часов, от около 1 часов до около 18 часов или от около 2 часов до около 24 часов.
В альтернативном варианте, стадия удаления углеводородов может быть проведена в течение периода времени, достаточного для уменьшения % мас. углеводородов на загрязненном серой катализаторе в пределах диапазона от около 1% мас. до около 10% мас., например, от около 2% мас. до около 10% мас., от около 2% мас. до около 8% мас., от около 1% мас. до около 7% мас., от около 1% мас. до около 5% мас. или от около 2% мас. до около 6% мас. углерода. Не желая ограничиваться какой-либо теорией, полагают, что преимущества для здоровья и безопасности при эксплуатации могут быть достигнуты посредством удаления жидких углеводородов и легких олигомеров перед открытием реактора ароматизации, или хранением, или отправкой загрязненного серой катализатора для регенерации за пределами площадки.
Раскрытые в данном документе способы регенерации загрязненного серой катализатора могут дополнительно включать в себя стадию восстановления после стадии галогенирования, в результате чего образуется реактивированный катализатор. Эта стадия восстановления может включать в себя приведение в контакт регенерированного катализатора (например, галогенированного катализатора) с потоком восстановительного газа, содержащим молекулярный водород. Помимо молекулярного водорода, поток восстановительного газа может включать в себя инертный газ, т.е. поток восстановительного газа может включать в себя (или состоять по существу из, или состоять из) молекулярный водород и инертный газ. Типовые инертные газы, применимые на стадии восстановления, могут включать в себя: гелий, неон, аргон, азот и тому подобное, и это включает в себя комбинации двух или большего количества этих материалов. В определенных аспектах, поток восстановительного газа может включать в себя (или состоять по существу из, или состоять из) молекулярный водород и азот. Эта стадия восстановления может быть выполнена в системе реакторов ароматизации перед тем, как приступить к операциям риформинга.
В некоторых аспектах молекулярный водород может быть основным компонентом потока восстановительного газа, при этом в других аспектах молекулярный водород может быть незначительным компонентом. Например, поток восстановительного газа может содержать по меньшей мере около 25% мол. молекулярного водорода, по меньшей мере около 35% мол. молекулярного водорода, по меньшей мере около 50% мол. молекулярного водорода, по меньшей мере около 65% мол. молекулярного водорода, по меньшей мере около 75% мол. молекулярного водорода или 100% мол. молекулярного водорода. Соответственно, подходящие диапазоны для % мол. молекулярного водорода в потоке восстановительного газа могут включать в себя, но не ограничиваются ими, следующие диапазоны: от около 25 до 100% мол., от около 50 до 100% мол., от около 25 до 100% мол., от около 35 до 100% мол., от около 55 до 100% мол., от около 25 до около 75% мол., от около 35 до около 65% мол. или от около 70 до 100% мол. и тому подобное.
Стадия восстановления может быть проведена при различных температурах и периодах времени. Например, стадия восстановления может быть проведена при пиковой температуре восстановления в диапазоне от около 200°С до около 600°С; в альтернативном варианте, от около 300°С до около 550°С; в альтернативном варианте, от около 400°С до около 600°С; в альтернативном варианте, от около 350°С до около 575°С; в альтернативном варианте, от около 400°С до около 550°С; или в альтернативном варианте, от около 450°С до около 550°С. В этих и других аспектах, данные диапазоны температур также предназначены охватывать условия, при которых стадия восстановления проводится при последовательности различных температур (например, начальная температура восстановления, пиковая температура восстановления) а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Продолжительность стадии восстановления не ограничена каким-либо конкретным периодом времени. Следовательно, стадия восстановления может быть проведена, например, в течение периода времени, находящегося в диапазоне всего лишь от 1 часа до 48-72 часов или более. Например, стадия восстановления может быть проведена в течение периода времени, который находится в диапазоне от около 2 часов до около 48 часов, от около 3 часов до около 36 часов, от около 5 часов до около 36 часов, от около 2 часов до около 30 часов или от около 10 часов до 30 часов.
Как описано в данном документе, «регенерированный» катализатор может быть, например, (а) загрязненным серой катализатором, который был подвергнут стадии промывки и стадии галогенирования (галогенированный катализатор); (b) загрязненным серой катализатором, который был подвергнут стадии промывки, стадии галогенирования, стадии сушки и стадии прокаливания; или (с) загрязненным серой катализатором, который был подвергнут стадии выжигания углерода, стадии промывки, стадии галогенирования, стадии сушки и стадии прокаливания. Кроме того, этот термин включает в себя катализаторы, которые также были подвергнуты стадии сушки и/или стадии прокаливания в интервале между промывкой и галогенированием. Кроме того, как описано в данном документе, «реактивированный» катализатор представляет собой регенерированный катализатор, который был подвергнут стадии восстановления. Регенерированные катализаторы и реактивированные катализаторы, полученные в соответствии с раскрытыми способами, зачастую могут характеризоваться одним или большим количеством следующих признаков и в любой комбинации.
Регенерированные катализаторы и реактивированные катализаторы, полученные способами, раскрытыми в данном документе, зачастую содержат намного меньше серы, чем ее содержится в загрязненном серой катализаторе, например, по меньшей мере на около 20% меньше, по меньшей мере на около 25% меньше или по меньшей мере на около 35%, и часто вплоть до содержания серы на 70%, 80% или 90% меньше. В некоторых аспектах регенерированный катализатор или реактивированный катализатор может содержать менее чем около 400 мас.ч./млн, менее чем около 200 мас.ч./млн или менее чем около 150 мас.ч./млн серы. Иллюстративные и неограничивающие диапазоны включают в себя от около 25 мас.ч./млн до около 400 мас.ч./млн, от около 70 мас.ч./млн до около 200 мас.ч./млн или от около 50 мас.ч./млн до около 150 мас.ч./млн серы, в расчете на массу регенерированного катализатора или реактивированного катализатора. Как описано в данном документе, эти количества серы рассчитаны основываясь на соответствующем «сухом» катализаторе.
Регенерированные катализаторы или реактивированные катализаторы также могут иметь различные уровни углерода, включая, но не ограничиваясь ими, следующие репрезентативные диапазоны: от около 0,01% мас. до около 5% мас. от около 0,1% мас. до около 1% мас. от около 0,25 до около 1% мас. или от около 0,25% мас. до около 0,5% мас. углерода. В целом способы, раскрытые в данном документе, как правило, приводят к получению регенерированных катализаторов или реактивированных катализаторов, содержащих от около 0,01% мас. до около 10% мас., от около 0,1% мас. до около 10% мас., от около 0,5% мас. до около 5% мас. или от около 0,5% мас. до около 2% мас. хлора. Аналогичным образом, способы, раскрытые в данном документе, как правило, приводят к получению регенерированных катализаторов или реактивированных катализаторов, содержащих от около 0,01% мас. до около 10% мас., от около 0,1% мас. до около 10% мас., от около 0,5% мас. до около 5% мас. или от около 0,5% мас. до около 2% мас. фтора. В дополнительном или в альтернативном варианте, регенерированный катализатор или реактивированный катализатор может содержать менее чем около 0,1% мас. бария, менее чем около 0,01% мас. бария или не содержать бария (не поддающееся измерению количество). В дополнительном или в альтернативном варианте, регенерированный катализатор или реактивированный катализатор может содержать от около 0,5% мас. до около 15% мас. щелочного металла, от около 1% мас. до около 14% мас. щелочного металла или от около 2% мас. до около 13% мас. щелочного металла. Эти массовые доли рассчитаны исходя из массы соответствующего «сухого» катализатора.
В соответствии со способами по данному изобретению площадь поверхности регенерированного катализатора или реактивированного катализатора, как правило, может сохраняться. Например, площадь поверхности регенерированного катализатора или реактивированного катализатора может составлять по меньшей мере около 40%, по меньшей мере около 50%, по меньшей мере около 60% и зачастую до около 70%, 80% или более от площади поверхности серосодержащего катализатора.
СПОСОБЫ РИФОРМИНГА С КАТАЛИЗАТОРАМИ АРОМАТИЗАЦИИ
Данный документ также охватывает различные способы риформинга углеводородов. Один из таких способов риформинга может включать в себя (или состоять по существу из, или состоять из):
(A) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, в условиях риформинга в реакторной системе для получения ароматического продукта;
(B) приведение в контакт загрязненного серой углеводородного сырья с катализатором ароматизации в течение периода времени, достаточного для образования загрязненного серой катализатора;
(C) промывку загрязненного серой катализатора водным раствором для получения промытого катализатора, причем водный раствор, необязательно, содержит щелочной металл; а также
(D) приведение в контакт промытого катализатора с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора.
Как правило, признаки любого из способов риформинга, раскрытых в данном документе (например, углеводородное сырье, катализатор ароматизации, переходный металл, подложка катализатора, условия риформинга, водный раствор, раствор галогена, условия, при которых проводится стадия промывки, и условия, при которых проводится стадия галогенирования, среди прочего) независимо друг от друга описаны в данном документе, и эти признаки могут быть объединены в любой комбинации для дальнейшего описания раскрытых способов риформинга. Кроме того, другие стадии процесса могут выполняться до, в процессе и/или после любой из стадий, перечисленных в раскрытых способах риформинга, если не указано иное.
Стадия промывки (стадия (С)) и стадия галогенирования (стадия (D)) описаны в данном документе выше. Любые аспекты и особенности стадии промывки и/или стадии галогенирования (а также других стадий, которые могут проводиться до, в процессе и/или после стадии промывки и/или стадии галогенирования), раскрытые в данном документе, могут использоваться в способах риформинга углеводородов и, соответственно, охватываются в данном документе.
В этих способах риформинга стадия (А) может включать в себя приведение в контакт углеводородного сырья с катализатором ароматизации в условиях риформинга в системе реакторов с получением ароматического продукта. Системы реакторов для риформинга и соответствующие условия риформинга хорошо известны специалистам в данной области техники и описаны, например, в патентах США№№4456527, 5389235, 5401386, 5401365, 6207042 и 7932425, раскрытия которых в полном объеме включены в данный документ посредством ссылки.
Аналогично, типичное углеводородное сырье раскрыто в этих ссылках. Зачастую углеводородное сырье может представлять собой поток нафты или поток легкой нафты. В определенных аспектах углеводородное сырье может содержать С6-C8 алканы и/или циклоалканы (например, гексан, гептан и циклогексан).
Стадия (В) в способах риформинга указывает, что загрязненное серой углеводородное сырье может контактировать с катализатором ароматизации в течение периода времени, достаточного для превращения катализатора ароматизации в загрязненный серой катализатор. Этот загрязненный серой катализатор, как правило, будет иметь неприемлемые характеристики в отношении одного или большего количества из указанных свойств: активности катализатора, конверсии углеводородного сырья, выхода желаемого(ых) продукта(ов), селективности в отношении желаемого(ых) продукта(ов) или рабочего параметра, например, скорости объема выпуска/производства или температуры риформинга, хотя и не ограничивается этим. После загрязнения катализатора ароматизации серой, могут быть выполнены, среди прочего, стадии регенерации (С) и (D).
В одном из аспектов способ риформинга может представлять собой процесс in situ, например, стадии (A)-(D) могут быть выполнены в одной и той же системе реакторов. Однако в альтернативном аспекте, одна или большее количество стадий регенерации катализатора (C)-(D) могут быть выполнены вне системы реакторов риформинга, например, в другой емкости и/или месте. Например, стадия промывки (С) или стадия галогенирования (D), или как стадия промывки (С), так и стадия галогенирования (D) могут быть выполнены вне системы реакторов, используемой на стадиях (А)-(В).
В другом аспекте, процесс риформинга может дополнительно включать в себя стадию реактивации катализатора после стадии (D). Это может быть выполнено посредством стадии восстановления, как описано в данном документе выше. Любой катализатор, регенерированный или любой катализатор, реактивированный любым из способов, описанных в данном документе, рассматривается в пределах объема данного раскрытия и охватывается в данном документе. В некоторых аспектах регенерированный катализатор или реактивированный катализатор может иметь от около 50% до около 90% каталитической активности свежего катализатора ароматизации в одном и том же производственном цикле катализатора, испытанного на том же оборудовании и в тех же способе и условиях испытания.
КАТАЛИЗАТОРЫ НА ОСНОВЕ ПЕРЕХОДНОГО МЕТАЛЛА
Раскрытые в данном документе способы и методики могут быть использованы с любым подходящим катализатором ароматизации. Катализатор ароматизации (свежий, загрязненный серой, регенерированный или реактивированный), как правило, может содержать переходный металл и подложку катализатора. Подложка катализатора, как правило, может содержать неорганический оксид, связанный с матрицей подложки (или связующим материалом). Примеры неорганического оксида могут включать в себя, но не ограничиваются ими: цеолиты со средними и/или крупными порами (алюмосиликаты), аморфные неорганические оксиды, а также как их смеси. Цеолиты с крупными порами зачастую могут иметь средние диаметры пор в диапазоне от около 7  до около 12 причем неограничивающие примеры цеолитов с крупными порами включают в себя: L-цеолит, Y-цеолит, морденит, омега-цеолит, бета-цеолит и тому подобное. Цеолиты со средними порами зачастую могут иметь средние диаметры пор в диапазоне от около 5
до около 12 причем неограничивающие примеры цеолитов с крупными порами включают в себя: L-цеолит, Y-цеолит, морденит, омега-цеолит, бета-цеолит и тому подобное. Цеолиты со средними порами зачастую могут иметь средние диаметры пор в диапазоне от около 5  до около 7
до около 7  Подложка катализатора, имеющая средне- и/или крупнопористые цеолиты, связанные с матрицей подложки, может называться в данном документе «цеолитной подложкой». Аморфные неорганические оксиды могут включать в себя, но не ограничиваются ими: оксид алюминия, оксид кремния, диоксид титана и комбинации вышеуказанных.
Подложка катализатора, имеющая средне- и/или крупнопористые цеолиты, связанные с матрицей подложки, может называться в данном документе «цеолитной подложкой». Аморфные неорганические оксиды могут включать в себя, но не ограничиваются ими: оксид алюминия, оксид кремния, диоксид титана и комбинации вышеуказанных.
Термин «цеолит», в целом, относится к определенной группе гидратированных кристаллических алюмосиликатов металлов. Эти цеолиты имеют сетку из тетраэдров SiO4 и AlO4, в которых атомы алюминия и кремния поперечно сшиты в трехмерном скелете посредством совместного использования атомов кислорода. В скелете, отношение атомов кислорода к общему количеству атомов алюминия и кремния может быть равно 2. Скелет имеет отрицательную электровалентность, которая, как правило, может быть уравновешена включением катионов в кристалл, например, катионов металлов, щелочных металлов, щелочно-земельных металлов и/или водорода.
В некоторых аспектах подложка катализатора может содержать цеолит L-типа. Подложки катализатора, содержащие цеолит L-типа, являются цеолитными подложками. Цеолиты L-типа могут содержать мольные соотношения оксидов в соответствии с формулой: М2/nOAl2O3xSiO2yH2O. В этой формуле «М» обозначает обменный катион (один или большее количество), например, бария, кальция, церия, лития, магния, калия, натрия, стронция цезия и/или цинка, а также катионы неметаллов, например, ионы гидрония и аммонния, которые могут быть замещены другими обменными катионами, не вызывая существенного изменения основной кристаллической структуры цеолита L-типа. В указанной формуле «n» отображает валентность «М»; «х» равен 2 или более; а «у» представляет собой количество молекул воды, содержащихся в каналах или взаимосвязанных пустотах цеолита.
В одном из аспектов подложка катализатора может содержать связанный калиевый цеолит L-типа, также именуемый KL-цеолитом, а в другом аспекте подложка катализатора может содержать бариевый ионообменный цеолит L-типа. Применяемый в данном документе термин «KL-цеолит» относится к цеолитам L-типа, в которых основным катионом М, включенным в цеолит, является калий. KL-цеолит может быть катионообменным (например, барием) или пропитан переходным металлом и одним или большим количеством галогенидов с целью получения пропитанного переходным металлом галогенированного цеолита или катализатора на подложке из KL-цеолита с переходным металлом и галогенидом.
В подложке катализатора цеолит может быть связан с матрицей подложки (или связующим материалом), неограничивающие примеры которой могут включать в себя: диоксид кремния, оксид алюминия, оксид магния, оксид бора, диоксид титана, диоксид циркония, различные глины и тому подобное, включая их смешанные оксиды, а также смеси вышеуказанных. Например, подложка катализатора может включать в себя матрицу подложки, содержащую оксид алюминия, диоксид кремния, их смешанный оксид или смесь вышеуказанных. Цеолит может быть связан со связующим материалом или матрицей подложки с использованием любого способа, известного в данной области техники.
Катализатор ароматизации может содержать переходный металл, причем неограничивающие примеры подходящих переходных металлов могут включать в себя: железо, кобальт, никель, рутений, родий, рений, палладий, осмий, иридий, платину, золото, серебро, медь и тому подобное, или комбинацию двух или большего количества переходных металлов. В одном из аспектов переходный металл может включать в себя переходный металл 8-11 группы, переходный металл 10-11 группы (один или большее количество) или переходный металл 10 группы, при этом в другом аспекте переходный металл может включать в себя платину (Pt).
В одном из аспектов, катализатор (свежий, загрязненный серой, регенерированный или реактивированный) может содержать от около 0,1% мас. до около 10% мас. переходного металла. В другом аспекте, катализатор может содержать от около 0,3% мас. до около 5% мас. переходного металла. В еще одном аспекте, катализатор может содержать от около 0,3% мас. до около 3% мас. переходного металла или от около 0,5% мас. до около 2% мас. переходного металла. Эти массовые доли рассчитаны исходя из массы соответствующего «сухого» катализатора.
В условиях, при которых переходный металл включает в себя платину, катализатор (свежий, загрязненный серой, регенерированный или реактивированный) может содержать от около 0,1% мас. до около 10% мас. платины; в альтернативном варианте, от около 0,3% мас. до около 5% мас. платины; в альтернативном варианте, от около 0,3% мас. до около 3% мас. платины; или в альтернативном варианте, от около 0,5% мас. до около 2% мас. платины. В конкретном аспекте, рассматриваемом в данном документе, катализатор ароматизации может включать в себя платину и цеолитную подложку, содержащую KL-цеолит.
Не ограничиваясь этим, катализатор (свежий, загрязненный серой, регенерированный или реактивированный) может содержать от около 5% мас. до около 35% мас. матрицы подложки. Например, катализатор может содержать от около 5% мас. до около 30% мас. или от около 10% мас. до около 30% мас. матрицы подложки. Аналогично тому, что указано выше, эти массовые доли рассчитаны исходя из массы соответствующего сухого катализатора.
Примеры репрезентативных и не ограничивающих изобретение катализаторов, которые охватывает данный документ, включают в себя раскрытые в патентах США №№5196631, 6190539, 6406614, 6518470, 6812180 и 7153801, описания которых включены в данный документ в полном объеме посредством ссылки.
Как раскрыто в данном документе, катализатор (свежий, загрязненный серой, регенерированный или реактивированный) может содержать галоген, например, хлор, фтор, бром, йод или комбинацию двух или большего количества галогенов. Например, катализатор может содержать как хлор, так и фтор, независимо друг от друга, в количестве от более чем 0% мас. до около 5% мас. от около 0,05% мас. до около 2% мас. или от около 0,1% мас. до около 1% мас. В определенных аспектах, молярное соотношение хлор:фтор может находиться в диапазоне от около 0,5:1 до около 4:1. Другие подходящие молярные соотношения Cl:F могут находиться в следующих неограничивающих диапазонах: от около 1:1 до около 4:1, от около 0,5:1 до около 3:1, от около 1:1 до около 3:1, от около 0,5:1 до около 2:1 или от около 1:1 до около 2,5:1.
В конкретных аспектах данного изобретения катализатор (свежий, загрязненный серой, регенерированный или реактивированный) может по существу не содержать бария, зачастую содержать менее чем около 0,1% мас. бария. В некоторых аспектах, катализатор может содержать менее чем около 0,01% мас. бария или может не содержать бария (не поддающееся измерению количество бария).
В данный документ также включены регенерированные катализаторы или реактивированные катализаторы, полученные любым из способов, описанных в данном документе. В одном из аспектов реактивированный катализатор или регенерированный катализатор может содержать любое подходящее количество щелочного металла, как правило, в диапазоне от около 0,5% мас. до около 15% мас. щелочного металла; в альтернативном варианте, от около 1% мас. до около 14% мас. щелочного металла; или в альтернативном варианте, от около 2% мас. до около 13% мас. щелочного металла в расчете на массу сухого реактивированного или регенерированного катализатора.
Способы, предложенные в данном документе, являются очень эффективными для восстановления каталитической активности катализатора ароматизации, который был загрязнен серой. Так, например, и предпочтительно, реактивированный катализатор или регенерированный катализатор может быть охарактеризован посредством TEOR (температурой конца реакции) в пределах около 70°F, в пределах около 60°F, в пределах около 55°F или в пределах около 50°F от TEOR свежего эталонного катализатора (из того же производственного цикла (или загрузки) катализатора, испытанного на том же оборудовании и при том же способе и условиях испытания). В дополнительном или в альтернативном варианте, реактивированный катализатор или регенерированный катализатор может быть охарактеризован посредством TSOR (температурой начала реакции) в пределах около 55°F, в пределах около 50°F, в пределах около 45°F или в пределах около 40°F от TSOR свежего эталонного катализатора (из того же производственного цикла (или партии) катализатора, испытанного на том же оборудовании и при том же способе и условиях испытания).
Кроме того, реактивированный катализатор или регенерированный катализатор могут характеризоваться относительно низкими скоростями загрязнения, как описано в данном документе. Реактивированный катализатор или регенерированный катализатор может иметь скорость загрязнения (FR, наклон кривой температуры в зависимости от времени) в диапазоне от около 0,05°F/ч до около 0,6°F/ч, от около 0,05°F/ч до около 0,5°F/ч, от около 0,1°F/ч до около 0,5°F/ч или от около 0,15°F/ч до около 0,45°F/ч.
Реактивированный катализатор или регенерированный катализатор также может характеризоваться дисперсностью платины. В некоторых аспектах, дисперсность платины может находиться в диапазоне от около 20% до около 50% или от около 25% до около 55%.
Помимо этих полезных свойств, указанные способы, предложенные в данном документе, также очень эффективны для восстановления каталитической селективности катализатора ароматизации, который был загрязнен серой. Например, и предпочтительно, реактивированный катализатор или регенерированный катализатор может характеризоваться селективностью по ароматическим соединениям в диапазоне от около 0,88 до около 0,94 или от около 0,89 до около 0,94. В некоторых случаях и неожиданно селективность по ароматическим соединениям может быть более чем или в пределах около 2 процентов от селективности свежего эталонного катализатора.
ПРИМЕРЫ
Данное изобретение дополнительно проиллюстрировано следующими примерами, которые никоим образом не должны рассматриваться как ограничивающие объем данного изобретения. Различные другие аспекты, модификации и их эквиваленты после прочтения описания в данном документе могут быть предложены специалисту в данной области техники, не отступая от сущности данного изобретения или объема прилагаемой формулы изобретения.
Катализаторы были испытаны на их соответствующие скорости загрязнения (сокращенно FR, единицы измерения °F/ч), которые коррелируют с их активностями по формуле, у=FR*t+TSOR, где у - температура, FR - скорость загрязнения, t - время, a TSOR - исходная температура начала реакции. FR образца катализатора определяли, нанося на график температуру (температуру катализатора, отрегулированную по выходу), необходимую для поддержания общего выхода ароматических соединений (например, бензола и толуола) при 63% мас. со временем в стандартных условиях испытаний, как описано ниже в данном документе. FR были затем определены из рассчитанных наклонов кривой, подходящих к полученным данным, с использованием линейной регрессии. Общее время в потоке составило 40 часов, а также была определена температура конца реакции (сокращенно TEOR) через 40 часов. Чтобы исключить период обкатки катализатора, в расчеты TSOR и FR были включены только данные за 15+ часов в рабочем режиме.
В каждом из примеров использовались следующие стандартные процедуры испытаний. Катализаторы измельчили и просеяли до около 25-45 меш и 0,69 г (~1 см3) просеянного катализатора поместили в реакторную емкость из нержавеющей стали с наружным диаметром 3/8 дюйма в печи с контролируемой температурой. После восстановления катализатора в условиях потока молекулярного водорода, поток сырья из алифатических углеводородов (12 мл/мин) и молекулярного водорода (43 мл/мин) ввели в реактор под давлением 100 фт/кв. дюйм изб., молярном соотношении Н2:углеводород, составляющем 1,3 и часовой объемной скорости жидкости (ЧОСЖ), составляющей 12 ч-1, чтобы получить данные о производительности катализатора с течением времени. Углеводородное сырье содержало от 22 до 26% мас. н-гексана, от 4 до 8% мас. н-гептана, от 33 до 37% мас. С6 изопарафинов, от 15 до 21% мас. С7 изопарафинов, от 6 до 10% мас. С8 изопарафинов с равновесием, связанным с С6 и C7 олефинами, нафтенами, молекулами С5 и ароматическими соединениями. Композицию вытекающего из реактора потока проанализировали посредством газовой хроматографии (с использованием капиллярной колонки и детектора ионизации пламени), чтобы определить количество ароматических соединений, например, бензола и толуола.
Содержание серы измерили с использованием масс-спектрометрии с индуктивно связанной плазмой (ICP). Площади поверхности определили с использованием метода БЭТ (Брюнера Эммета Теллера), а объемы микропор определили с использованием метода t-plot. Дисперсность платины определили посредством хемосорбции СО.
В примерах 1-5 были проведены эксперименты, чтобы продемонстрировать эффективность различных процессов и стадий при регенерации загрязненного серой катализатора ароматизации, с характеристиками свежего катализатора ароматизации, используемого в качестве заданного значения. Свежий катализатор ароматизации (примера 1) представлял собой Pt/KL-цеолит, содержащий приблизительно 1% мас. платины, 0,7-0,9% мас. Cl и 0,7-0,9% мас. F и имеющий площадь поверхности, составляющую приблизительно 178 м2/г и объем микропор, составляющий 0,062 см3/г. Источником загрязненного серой катализатора (примера 2) был свежий катализатор, но дезактивированный после контакта с серой. Перед использованием в этих примерах, загрязненный серой катализатор ароматизации был подвергнут обработке по удалению углеводородов для удаления непрореагировавших углеводородов и некоторых углеродистых отложений из загрязненного серой катализатора.
Для процедуры обработки, описанной в примере 3, 1,43 г хлорида аммония и 1,82 г фторида аммония растворили в 35 мл деионизированной воды. Затем 100 г загрязненного серой катализатора примера 2 пропитали раствором галогена. Пропитанный материал оставили настаиваться в течение 4 часов при комнатной температуре. Затем его сушили при 43 торр и 38°С в течение 2 часов. Затем температуру повысили до 95°С в течение 1 часа. Наконец, катализатор прокаливали в потоке воздуха при 900°F в течение 1 часа.
Для процедуры обработки в примере 4, 100 г загрязненного серой катализатора примера 2 сначала промывали деионизированной водой. Условия промывки состояли из 3 циклов промывки, каждый из которых проводили при 100°F в течение 20 минут, при этом масса промывочной воды в 2,5 раза превышала массу катализатора. Промывку проводили периодически с барботированием N2 для перемешивания смеси. Промытый катализатор затем сушили при 250°F в течение 4 часов и прокаливали при 900°F в течение 1 часа в потоке воздуха. Галогенирование, сушку и прокаливание выполняли так же, как в примере 3.
Для процедуры обработки в примере 5, 100 г загрязненного серой катализатора примера 2 промыли деионизированной водой, содержащей KCl (0,1 М). Условия промывки состояли из 3 циклов промывки, каждый из которых проводили при 100°F в течение 20 минут, при этом масса промывочной воды (исключая KCl) в 2,5 раза превышала массу катализатора. Промывку проводили периодически с барботированием N2 для перемешивания смеси. Промытый катализатор затем сушили при 250°F в течение 4 часов и прокаливали при 900°F в течение 1 часа в потоке воздуха. Галогенирование, сушку и прокаливание выполняли так же, как в примере 3.
На Фиг. 1 и Фиг. 2, соответственно, сравниваются селективность по ароматическим соединениям и температура, отрегулированная по выходу, в зависимости от времени реакции для катализаторов примера 1 (свежего) и примера 2 (загрязненного серой). На Фиг. 3 и Фиг. 4, соответственно, сравниваются селективность по ароматическим соединениям и температура, отрегулированная по выходу, в зависимости от времени реакции для катализаторов примера 1 (свежего) и примера 3 (обработка загрязненного серой катализатора без стадии промывки). На Фиг. 5 и Фиг. 6, соответственно, сравниваются селективность по ароматическим соединениям и температура, отрегулированная по выходу, в зависимости от времени реакции для катализаторов примера 1 (свежего) и примера 4 (регенерация загрязненного серой катализатора с использованием стадии промывки водой и стадии галогенирования). На Фиг. 7 и Фиг. 8, соответственно, сравниваются селективность по ароматическим соединениям и температура, отрегулированная по выходу, в зависимости от времени реакции для катализаторов примера 1 (свежего) и примера 5 (регенерация загрязненного серой катализатора с использованием стадии промывки KCl и стадии галогенирования). В таблице I приведены некоторые свойства катализаторов из примеров 1-5 и соответствующие показатели производительности из Фиг. 1-8.
Как показано в таблице и на фигурах, загрязненный серой катализатор примера 2 содержал 178 мас.ч./млн элементарной S и был почти полностью деактивирован: выход ароматических соединений при 1000°F составил лишь 6%, селективность катализатора по ароматическим соединениям составила приблизительно 20%, и была необходима температура более 1100°F для достижения выхода ароматических соединений 63%. По сравнению с загрязненным серой катализатором, некоторая активность и селективность были восстановлены с использованием процедуры обработки, описанной в примере 3; однако, сера не удалялась из катализатора, что приводило к неприемлемо высокой TSOR, TEOR и скорости загрязнения и очень низкой селективности катализатора по ароматическим соединениям.
Процедура регенерации примера 4 включала в себя стадию промывки водой и стадию галогенирования, причем регенерированный катализатор примера 4 неожиданно имел превосходную активность (низкую TSOR и TEOR), низкую скорость загрязнения и селективность по ароматическим соединениям, приближающуюся к таковой для свежего катализатора (примера 1). Процедура регенерации в примере 5 включает в себя стадию промывки KCl и стадию галогенирования, причем регенерированный катализатор примера 5 неожиданно продемонстрировал наилучшую производительность среди всех обработанных/регенерированных катализаторов: самую низкую TSOR, самую низкую TEOR, самую низкую скорость загрязнения и самую высокую селективность по ароматическим соединениям (в частности, с селективностью по ароматическим соединениям, эквивалентной или лучшей, чем селективность свежего катализатора примера 1). Более того, это было достигнуто несмотря на то, что катализатор примера 5 имел самую низкую площадь поверхности и объем микропор. Кроме того, хотя большая часть (~40%) серы была удалена, на регенерированном катализаторе примера 5 все еще оставалось значительное количество серы.

Данное изобретение описано выше со ссылкой на многочисленные аспекты и конкретные примеры. Специалистам в данной области техники станут очевидны многие варианты в свете приведенного выше подробного описания. Все такие очевидные варианты находятся в пределах полного определенного объема прилагаемой формулы изобретения. Другие аспекты данного изобретения могут включать в себя, но не ограничиваются ими, следующее (аспекты описаны как «включающие в себя», но в альтернативном варианте, могут «состоять по существу из» или «состоять из»):
Аспект 1. Способ риформинга, включающий в себя:
(A) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, в условиях риформинга в реакторной системе для получения ароматического продукта;
(B) приведение в контакт загрязненного серой углеводородного сырья с катализатором ароматизации в течение периода времени, достаточного для образования загрязненного серой катализатора;
(C) промывку загрязненного серой катализатора водным раствором для получения промытого катализатора, причем водный раствор, необязательно, содержит щелочной металл; а также
(D) приведение в контакт промытого катализатора с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора.
Аспект 2. Способ, определенный в аспекте 1, отличающийся тем, что указанный способ риформинга представляет собой процесс in situ, например, стадии (A)-(D) выполняют в одной и той же системе реакторов.
Аспект 3. Способ, определенный в аспекте 1, отличающийся тем, что стадию (С), стадию (D) или обе стадии (С) и (D) выполняют вне системы реакторов стадий (А)-(В), например, стадию (С), стадию (D) или обе стадии (С) и (D) выполняют в емкости, которая не находится в системе реакторов риформинга.
Аспект 4. Способ, определенный по любому из аспектов 1-3, дополнительно включающий в себя стадию повторной активации галогенированного катализатора после стадии (D) для получения повторно активированного катализатора.
Аспект 5. Способ регенерации загрязненного серой катализатора, содержащего переходный металл и подложку катализатора, включающий в себя:
(1) промывку загрязненного серой катализатора водным раствором, причем водный раствор, необязательно, содержит щелочной металл, для получения промытого катализатора; а также
(2) приведение в контакт промытого катализатора с раствором галогена, содержащим хлор, фтор или их смеси, с получением галогенированного катализатора.
Аспект 6. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что водный раствор содержит щелочной металл, например, натрий, калий, рубидий, цезий или комбинацию вышеуказанных.
Аспект 7. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что водный раствор содержит соль щелочного металла.
Аспект 8. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что водный раствор содержит соль хлорида щелочного металла.
Аспект 9. Способ, определенный в любом из аспектов 1-8, отличающийся тем, что щелочной металл включает в себя калий.
Аспект 10. Способ, определенный в любом из аспектов 1-8, отличающийся тем, что щелочной металл включает в себя рубидий.
Аспект 11. Способ, определенный в любом из аспектов 1-8, отличающийся тем, что щелочной металл включает в себя цезий.
Аспект 12. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что стадия промывки (стадия (С), стадия (1)) включает в себя приведение в контакт загрязненного серой катализатора с любым водным раствором, раскрытым в данном документе, например, состоящим по существу из или состоящим из воды, соли щелочного металла и воды или соли щелочного металла и деионизированной воды.
Аспект 13. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что стадию промывки проводят при любой температуре промывки, раскрытой в данном документе, например, в диапазоне от около 20°С до около 95°С, от около 15°С до около 65°С или от около 30°С до около 50°С.
Аспект 14. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что стадия промывки включает в себя любое количество циклов промывки (например, от 1 до 4 или от 2 до 8) и любые периоды времени цикла промывки, раскрытые в данном документе (например, в диапазоне от около 1 мин до около 6 ч или от около 5 мин до около 2 ч).
Аспект 15. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что концентрация щелочного металла в водном растворе находится в любом диапазоне концентраций, раскрытых в данном документе, например, от около 0,01 М до около 5 М, от около 0,01 М до около 1 М, от около 0,1 М до около 1 М или от около 0,05 М до около 0,5 М.
Аспект 16. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что соотношение массы водного раствора к массе загрязненного серой катализатора находится в любом диапазоне массовых соотношений, раскрытых в данном документе, например, от около 0,4:1 до около от 10:1, от около 0,5:1 до около 8:1 или от около 1:1 до около 5:1.
Аспект 17. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что стадия промывки обогащает загрязненный серой катализатор любым молярным количеством щелочного металла, раскрытым в данном документе, например, от около 0,05 моля до около 1 моля, от около 0,1 моля до около 0,9 моля или от около 0,05 моля до около 0,7 моля щелочного металла на кг загрязненного серой катализатора (или на кг промытого катализатора).
Аспект 18. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что промытый катализатор содержит любую массовую долю натрия, раскрытую в данном документе, например, от 0% мас. до около 0,35% мас., от 0% мас. до около 0,3% мас., от около 0,03% мас. до около 0,35% мас., или от около 0,05% мас. до около 0,3% мас. натрия в расчете на массу промытого катализатора.
Аспект 19. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что загрязненный серой катализатор содержит любое количество серы, раскрытое в данном документе, например, по меньшей мере около 100 ч./млн, по меньшей мере около 150 мас.ч./млн, от около 100 мас.ч./млн до около 1000 мас.ч./млн, от около 100 мас.ч./млн до около 500 мас.ч./млн или от около 125 мас.ч./млн до около 1250 мас.ч./млн серы, в расчете на массу загрязненного серой катализатора.
Аспект 20. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что указанный способ уменьшает количество серы (в мас.ч./млн) на любое количество, раскрытое в данном документе, например, по меньшей мере на около 20%, по меньшей мере на около 35% или на от около 25% до около 95% исходя из разницы в количестве серы (в мас.ч./млн) в промытом катализаторе (или в галогенированном катализаторе) и в загрязненном серой катализаторе.
Аспект 21. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что раствор галогена включает в себя (или состоит по существу из, или состоит из) хлорсодержащее соединение, фторсодержащее соединение, или их смеси, а также любой растворитель, раскрытый в данном документе, например, воду или углеводородный растворитель.
Аспект 22. Способ, определенный в аспекте 21, отличающийся тем, что хлорсодержащее соединение включает в себя: соляную кислоту, четыреххлористый углерод, тетрахлорэтилен, хлорбензол, метилхлорид, метиленхлорид, хлороформ, аллилхлорид, трихлорэтилен, хлорамин, оксид хлора, хлорную кислоту, диоксид хлора, дихлоринмоноксид, дихлорингептоксид, хлорноватую кислоту, перхлорную кислоту, хлорид аммония, хлорид тетраметиламмония, хлорид тетраэтиламмония, хлорид тетрапропиламмония, хлорид тетрабутиламмония, хлорид метилтриэтиламмония или любую комбинацию вышеуказанных.
Аспект 23. Способ, определенный в аспекте 21, отличающийся тем, что хлорсодержащее соединение включает в себя: соляную кислоту, хлорид аммония, хлорид тетраметиламмонии или комбинацию вышеуказанных.
Аспект 24. Способ, определенный в любом из аспектов 21-23, отличающийся тем, что фторсодержащее соединение включает в себя: плавиковую кислоту, 2,2,2-трифторэтанол, тетрафторэтилен, тетрафторид углерода, трифторид углерода, фторметан, гептафторпропан, декафторбутан, гексафторизопропанол, тетрафторпропанол, пентафторпропанол, гексафторфенилпропанол, перфторбутиловый спирт, гексафтор-2-пропанол, пентафтор-1-пропанол, тетрафтор-1-пропанол, 1,1,1,3,3,3-гексафтор-2-пропанол, 2,2,3,3,3-пентафтор-1-пропанол, фторид аммония, фторид тетраметиламмония, фторид тетраэтиламмония, фторид тетрапропиламмония, фторид тетрабутиламмония, фторид метилтриэтиламмония или любую комбинацию вышеуказанных.
Аспект 25. Способ, определенный в любом из аспектов 21-24, отличающийся тем, что фторсодержащее соединение включает в себя: плавиковую кислоту, фторид аммония, фторид тетраметиламмония или комбинацию вышеуказанных.
Аспект 26. Способ, определенный в любом из аспектов 21-25, отличающийся тем, что раствор галогена включает в себя (или состоит по существу из, или состоит из) хлорсодержащее соединение (например, хлорид аммония), фторсодержащее соединение (например, фторид аммония) и воду.
Аспект 27. Способ, определенный в любом из аспектов 1-20, отличающийся тем, что раствор галогена включает в себя (или состоит по существу из, или состоит из) хлор/фторсодержащее соединение (или хлорфторуглерод), а также любой растворитель, описанный в данном документе, например, воду или углеводородный растворитель.
Аспект 28. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что раствор галогена содержит концентрацию хлора (Cl) в любом диапазоне, раскрытом в данном документе, например, от около 0,01% мас. до около 10% мас. от около 0,1% мас. до около 10% мас. или от около 0,5% мас. до около 5% мас.
Аспект 29. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что раствор галогена содержит концентрацию фтора (F) в любом диапазоне, раскрытом в данном документе, например, от около 0,01% мас. до около 10% мас. от около 0,1% мас. до около 10% мас. или от около 0,5% мас. до около 5% мас.
Аспект 30. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что стадию галогенирования (стадию (D), стадию (2)) проводят при температуре галогенирования в любом диапазоне температур галогенирования, раскрытых в данном документе, например, от около 0°С до около 80°С, от около 5°С до около 50°С или от около 15°С до около 35°С.
Аспект 31. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что стадию галогенирования проводят в течение периода времени в любом диапазоне периодов времени галогенирования, раскрытом в данном документе, например, от около 1 мин до около 48 ч, от около 30 мин до около 12 ч или от 1 ч до 10 ч.
Аспект 32. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что дополнительно включает в себя стадию сушки после стадии галогенирования, причем указанная стадия сушки включает в себя подвергание галогенированного катализатора условиям, достаточным для снижения содержания растворителя в галогенированном катализаторе до менее чем любого остаточного содержания растворителя, раскрытого в данном документе, например, менее чем около 15% мас., менее чем около 10% мас. или менее чем около 8% мас. растворителя.
Аспект 33. Способ, определенный в аспекте 32, отличающийся тем, что условия, достаточные для уменьшения содержания растворителя включают в себя: любые подходящие время сушки, температуру сушки и давление сушки.
Аспект 34. Способ, определенный в аспекте 32, отличающийся тем, что условия, достаточные для уменьшения содержания растворителя включают в себя: время сушки в диапазоне от около 1 ч до около 48 ч или от около 2 ч до около 24 ч, температуру сушки в диапазоне от около 15°С до около 200°С или от около 25°С до около 150°С и давление сушки, равное атмосферному давлению или равное любому подходящему давлению ниже атмосферного.
Аспект 35. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что дополнительно включает в себя стадию прокаливания после стадии галогенирования, причем указанная стадия прокаливания включает в себя подвергание галогенированного катализатора любым подходящим условиям прокаливания.
Аспект 36. Способ, определенный в аспекте 35, отличающийся тем, что стадию прокаливания проводят в условиях прокаливания, включающих в себя температуру прокаливания в любом диапазоне температур прокаливания, раскрытых в данном документе, например, от около 200°С до около 800°С, от около 250°С до около 500°С или от около 250°С до около 350°С.
Аспект 37. Способ, определенный в любом из аспектов 35-36, отличающийся тем, что стадию прокаливания проводят в условиях прокаливания, включающих в себя время прокаливания в любом диапазоне периодов времени прокаливания, раскрытых в данном документе, например, от около 15 мин до около 48 ч, от около 15 минут до около 12 ч или от около 30 мин до 8 ч.
Аспект 38. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что дополнительно включает в себя стадию восстановления после стадии галогенирования, причем указанная стадия восстановления включает в себя приведение в контакт галогенированного катализатора с потоком восстановительного газа, включающим в себя (или состоящим по существу из, или состоящим из) молекулярный водород.
Аспект 39. Способ, определенный в аспекте 38, отличающийся тем, что поток восстановительного газа содержит % мол. молекулярного водорода больше, чем любое минимальное количество или в любом диапазоне, раскрытом в данном документе, например, более чем около 25% мол. или более чем около 75% мол.
Аспект 40. Способ, определенный в любом из аспектов 38-39, отличающийся тем, что стадию восстановления проводят при пиковой температуре восстановления в любом диапазоне пиковых температур восстановления, описанных в данном документе, например, от около 200°С до около 600°С или от около 400°С до около 600°С.
Аспект 41. Способ, определенный в любом из аспектов 38-40, отличающийся тем, что стадию восстановления проводят в течение периода времени в любом диапазоне периодов времени стадии восстановления, описанных в данном документе, например, от около 10 ч до около 30 ч.
Аспект 42. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что дополнительно включает в себя стадию выжигания углерода до стадии промывки, после стадии промывки, или до и после стадии промывки, причем указанная стадия выжигания углерода включает в себя приведение в контакт загрязненного серой катализатора (или промытого катализатора) с потоком газа выжига кокса, содержащим кислород.
Аспект 43. Способ, определенный в аспекте 42, отличающийся тем, что поток газа выжига кокса включает в себя (или состоит по существу из, или состоит из) любую комбинацию из инертного газа (одного или большего количества) и кислорода, раскрытую в данном документе, например, смесь азота и кислорода, воздух или смесь воздуха и азота.
Аспект 44. Способ, определенный в любом из аспектов 42-43, отличающийся тем, что поток газа выжига кокса содержит % мол. кислорода меньше, чем любое максимальное количество, или в любом диапазоне, раскрытом в данном документе, например, менее чем около 5% мол. или в диапазоне от около 0,5% мол. до около 3% мол.
Аспект 45. Способ, определенный в любом из аспектов 42-44, отличающийся тем, что поток газа выжига кокса по существу не содержит галогенсодержащих соединений (по существу не содержит галогенов, по существу не содержит хлора), например, менее чем 100 мас.ч./млн.
Аспект 46. Способ, определенный в любом из аспектов 42-45, отличающийся тем, что поток газа выжига кокса по существу не содержит воды, например, менее чем 100 мас.ч./млн.
Аспект 47. Способ, определенный в любом из аспектов 42-46, отличающийся тем, что стадию выжигания углерода проводят при пиковой температуре выжига кокса в любом диапазоне пиковых температур выжига кокса, раскрытых в данном документе, например, от около 150°С до около 600°С, от около 200°С до около 500°С или от около 350°С до около 450°С.
Аспект 48. Способ, определенный в любом из аспектов 42-47, отличающийся тем, что стадию выжигания углерода проводят в течение периода времени в любом диапазоне периодов времени выжига кокса, раскрытых в данном документе, например, от около 1 ч до около 72 ч, от около 12 ч до около 48 ч или от около 1 ч до около 6 ч.
Аспект 49. Способ, определенный в любом из аспектов 42-48, отличающийся тем, что стадию выжигания углерода проводят в течение периода времени, достаточного, чтобы уменьшить % мас. углерода на катализаторе до менее чем любая максимальная массовая доля углерода, раскрытая в данном документе, например, менее чем около 5% мас. или менее чем около 1% мас.
Аспект 50. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что дополнительно включает в себя стадию удаления углеводородов до стадии промывки, причем указанная стадия удаления углеводородов включает в себя приведение в контакт загрязненного серой катализатора с потоком газа удаления углеводородов, содержащим кислород.
Аспект 51. Способ, определенный в аспекте 50, отличающийся тем, что указанный поток газа удаления углеводородов включает в себя (или состоит по существу из, или состоит из) любую комбинацию инертного газа (одного или большего количества) и кислорода, раскрытую в данном описании, например, смесь азота и кислорода или воздух.
Аспект 52. Способ, определенный в любом из аспектов 50-51, отличающийся тем, что поток газа удаления углеводородов содержит % мол. кислорода меньший, чем любое максимальное количество, или в любом диапазоне, раскрытом в данном документе, например, менее чем около 5% мол. или в диапазоне от около 0,5% мол. до около 3% мол.
Аспект 53. Способ, определенный в любом из аспектов 50-52, отличающийся тем, что поток газа удаления углеводородов по существу не содержит галогенсодержащих соединений (по существу не содержит галогенов), например, менее чем 100 мас.ч./млн.
Аспект 54. Способ, определенный в любом из аспектов 50-53, отличающийся тем, что поток газа удаления углеводородов по существу не содержит воды, например, менее чем 100 мас.ч./млн.
Аспект 55. Способ, определенный в любом из аспектов 50-54, отличающийся тем, что стадию удаления углеводородов проводят при температуре удаления углеводородов в любом диапазоне температур удаления углеводородов, раскрытых в данном документе, например, от около 150°С до около 250°С.
Аспект 56. Способ, определенный в любом из аспектов 50-55, отличающийся тем, что стадию удаления углеводородов проводят в течение периода времени в любом диапазоне периодов времени удаления углеводородов, раскрытых в данном документе, например, от около 2 ч до около 24 ч.
Аспект 57. Способ, определенный в любом из аспектов 50-56, отличающийся тем, что стадию удаления углеводородов проводят в течение периода времени, достаточного, чтобы уменьшить % мас. углеводородов на загрязненном серой катализаторе до любого диапазона массовых долей углеводородов, раскрытых в данном документе, например, от около 1% мас. до 10% мас. или от около 1% мас. до около 5% мас.
Аспект 58. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что подложка катализатора содержит цеолит, аморфный неорганический оксид или любую их комбинацию.
Аспект 59. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что подложка катализатора включает в себя: L-цеолит, Y-цеолит, морденит, омега-цеолит, бета-цеолит или смеси вышеуказанных.
Аспект 60. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что подложка катализатора содержит L-цеолит калия или L-цеолит с ионным обменом на ионы бария.
Аспект 61. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что катализатор включает в себя матрицу подложки, содержащую оксид алюминия, диоксид кремния, их смешанный оксид или смесь вышеуказанных.
Аспект 62. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что переходный металл включает в себя переходный металл 10-11 групп.
Аспект 63. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что переходный металл включает в себя платину.
Аспект 64. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что загрязненный серой катализатор дополнительно содержит хлор в любой массовой доле, раскрытой в данном документе, например, от более чем 0% мас. до около 5% мас. хлора, от около 0,05% мас. до около 2% мас. хлора или от около 0,1% мас. до около 1% хлора.
Аспект 65. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что загрязненный серой катализатор дополнительно содержит фтор в любой массовой доле, раскрытой в данном документе, например, от более чем 0% мас. до около 5% мас. фтора, от около 0,05% мас. до около 2% мас. фтора или от около 0,1% мас. до около 1% фтора.
Аспект 66. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что загрязненный серой катализатор содержит менее чем около 0,1% мас. бария, например, менее чем около 0,01% мас. бария или не содержит бария (не поддающееся измерению количество).
Аспект 67. Реактивированный катализатор или регенерированный катализатор (например, галогенированный катализатор), полученный способом, определенным в любом из предшествующих аспектов.
Аспект 68. Реактивированный катализатор или регенерированный катализатор определенный в аспекте 67, отличающийся тем, что реактивированный катализатор или регенерированный катализатор содержит любое количество щелочного металла, раскрытое в данном документе, например, от около 0,5% мас. до около 15% мас., от около 1% мас. до около 14% мас. или от около 2% мас. до около 13% мас. щелочного металла.
Аспект 69. Реактивированный катализатор или регенерированный катализатор, определенный в аспекте 67 или 68, отличающийся тем, что указанный реактивированный катализатор или регенерированный катализатор содержит любое количество серы, раскрытое в данном документе, например, менее чем около 400 мас.ч./млн, менее чем около 200 мас.ч./млн, менее чем около 150 мас.ч./млн, от около 25 мас.ч./млн до около 400 мас.ч./млн, от около 70 мас.ч./млн до около 200 мас.ч./млн или от около 50 мас.ч./млн до около 150 мас.ч./млн серы.
Аспект 70. Реактивированный катализатор или регенерированный катализатор, определенный в любом из аспектов 67-69, отличающийся тем, что указанный реактивированный катализатор или регенерированный катализатор содержит любое количество углерода, раскрытое в данном документе, например, от около 0,01% мас. до около 5% мас., от около 0,1% мас. до около 1% или от около 0,25% мас. до около 0,5% мас. углерода.
Аспект 71. Реактивированный катализатор или регенерированный катализатор, определенный в любом из аспектов 67-70, отличающийся тем, что указанный реактивированный катализатор или регенерированный катализатор содержит любое количество хлора, раскрытое в данном документе, например, от около 0,01% мас. до около 10% мас. от около 0,1% мас. до около 10% мас. или от около 0,5% мас. до около 5% мас. хлора.
Аспект 72. Реактивированный катализатор или регенерированный катализатор, определенный в любом из аспектов 67-71, отличающийся тем, что указанный реактивированный катализатор или регенерированный катализатор содержит любое количество хлора, раскрытое в данном документе, например, от около 0,01% мас. до около 10% мас., от около 0,1% мас. до около 10% мас. или от около 0,5% мас. до около 5% мас. фтора.
Аспект 73. Реактивированный катализатор или регенерированный катализатор, определенный в любом из аспектов 67-72, отличающийся тем, что площадь поверхности реактивированного катализатора или регенерированного катализатора составляет по меньшей мере около 40%, по меньшей мере около 50% или по меньшей мере около 60% площади поверхности загрязненного серой катализатора.
Аспект 74. Реактивированный катализатор или регенерированный катализатор, определенный в любом из аспектов 67-73, отличающийся тем, что реактивированный катализатор или регенерированный катализатор характеризуется посредством TEOR в пределах около 70°F, в пределах около 60°F, в пределах около 55°F или в пределах около 50°F TEOR свежего эталонного катализатора.
Аспект 75. Реактивированный катализатор или регенерированный катализатор, определенный в любом из аспектов 67-74, отличающийся тем, что реактивированный катализатор или регенерированный катализатор характеризуется посредством TSOR в пределах около 55°F, в пределах около 50°F, в пределах около 45°F или в пределах около 40°F TSOR свежего эталонного катализатора.
Аспект 76. Реактивированный катализатор или регенерированный катализатор по любому из аспектов 67-75, отличающийся тем, что реактивированный катализатор или регенерированный катализатор характеризуется скоростью загрязнения (FR) в любом диапазоне, раскрытом в данном документе, например, от около 0,05°F/ч до около 0,6°F/ч, от около 0,05°F/ч до около 0,5°F/ч, от около 0,1°F/ч до около 0,5°F/ч или от около 0,15°F/ч до около 0,45°F/ч.
Аспект 77. Реактивированный катализатор или регенерированный катализатор, определенный по любому из аспектов 67-76, отличающийся тем, что указанный реактивированный катализатор или регенерированный катализатор характеризуется селективностью по ароматическим соединениям в любом диапазоне селективности, раскрытом в данном документе, например, от около 0,88 до около 0,94 или от около 0,89 до около 0,94.
Аспект 78. Реактивированный катализатор или регенерированный катализатор, определенный по любому из аспектов 67-77, отличающийся тем, что указанный реактивированный катализатор или регенерированный катализатор характеризуется дисперсностью платины в любом диапазоне дисперсности платины, раскрытом в данном документе, например, от около 20% до около 50% или от около 25% до около 55%.
Аспект 79. Способ или катализатор, определенные в любом из предшествующих аспектов, отличающиеся тем, что указанный катализатор (катализатор ароматизации, загрязненный серой катализатор, регенерированный катализатор (например, галогенированный катализатор), реактивированный катализатор) содержит любую массовую долю переходного металла, раскрытую в данном документе, например, от около 0,1% мас. до около 10% мас. или от около 0,3% мас. до около 5% мас. переходного металла.
Аспект 80. Способ или катализатор, определенные в любом из предшествующих аспектов, отличающиеся тем, что указанный катализатор (катализатор ароматизации, загрязненный серой катализатор, регенерированный катализатор (например, галогенированный катализатор), реактивированный катализатор) содержит любую массовую долю платины, раскрытую в данном документе, например, от около 0,1% мас. до около 10% мас. или от около 0,5% мас. до около 2% мас. платины.
Аспект 81. Способ или катализатор, определенные в любом из предшествующих аспектов, отличающиеся тем, что указанный катализатор (катализатор ароматизации, загрязненный серой катализатор, регенерированный катализатор (например, галогенированный катализатор), реактивированный катализатор) содержит платину и цеолитную подложку, содержащую KL-цеолит.
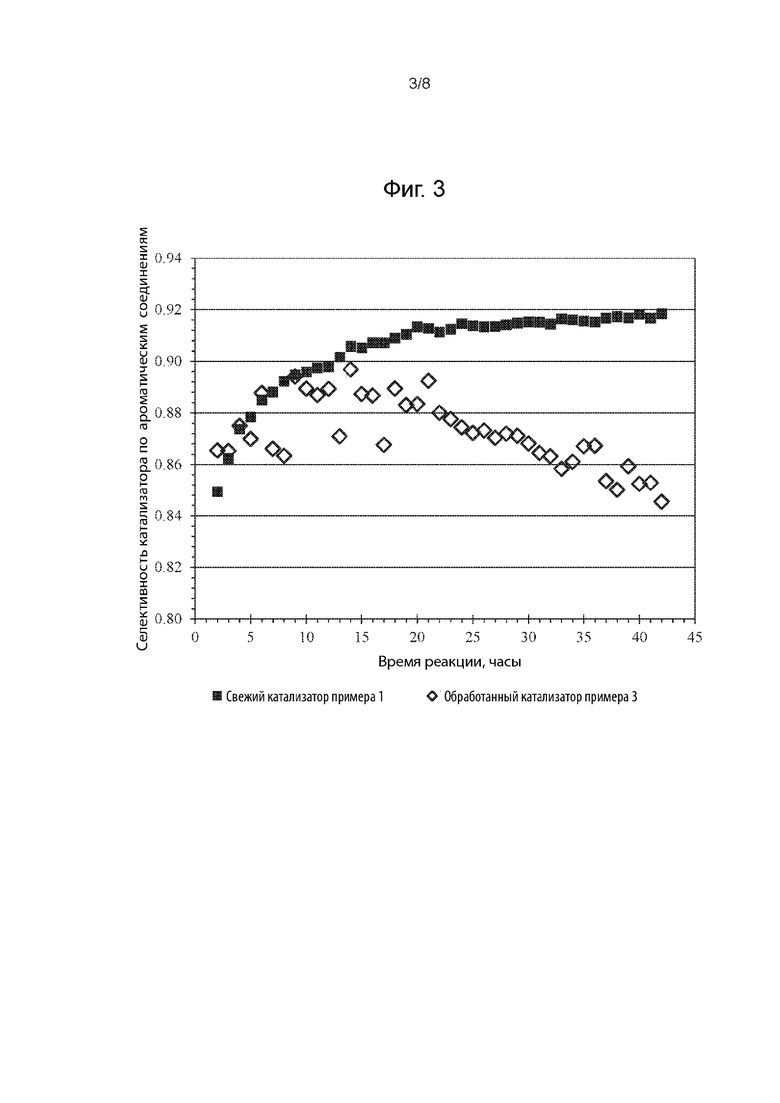
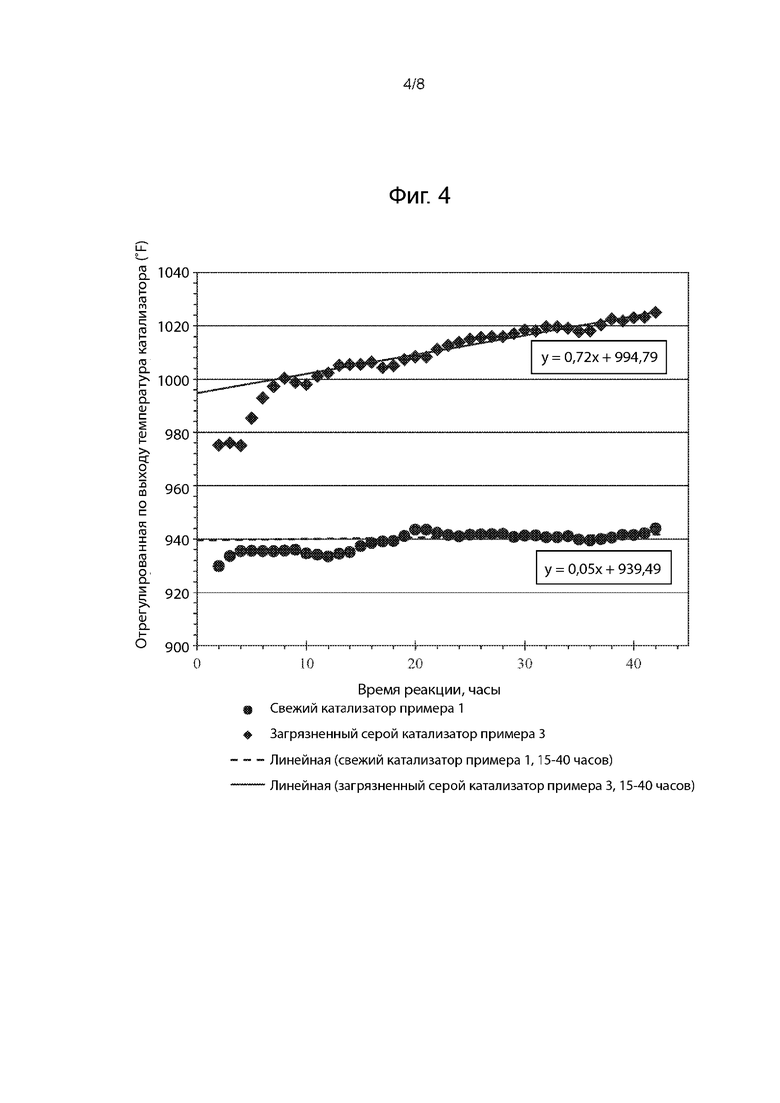
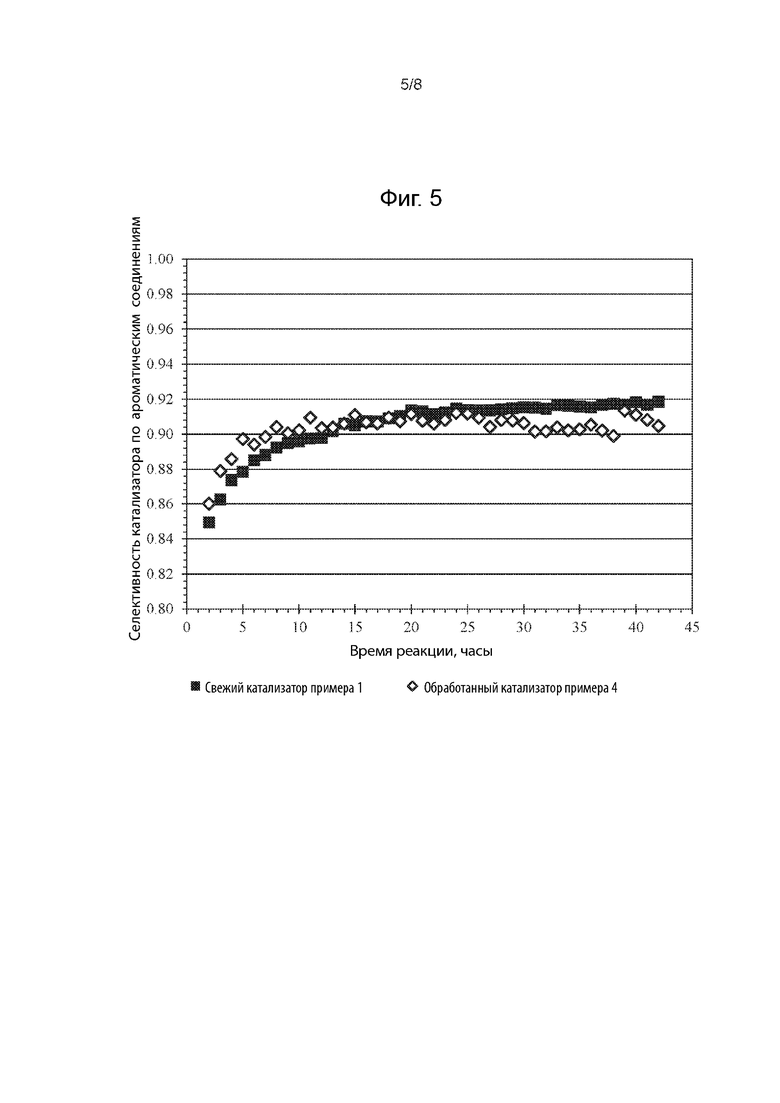


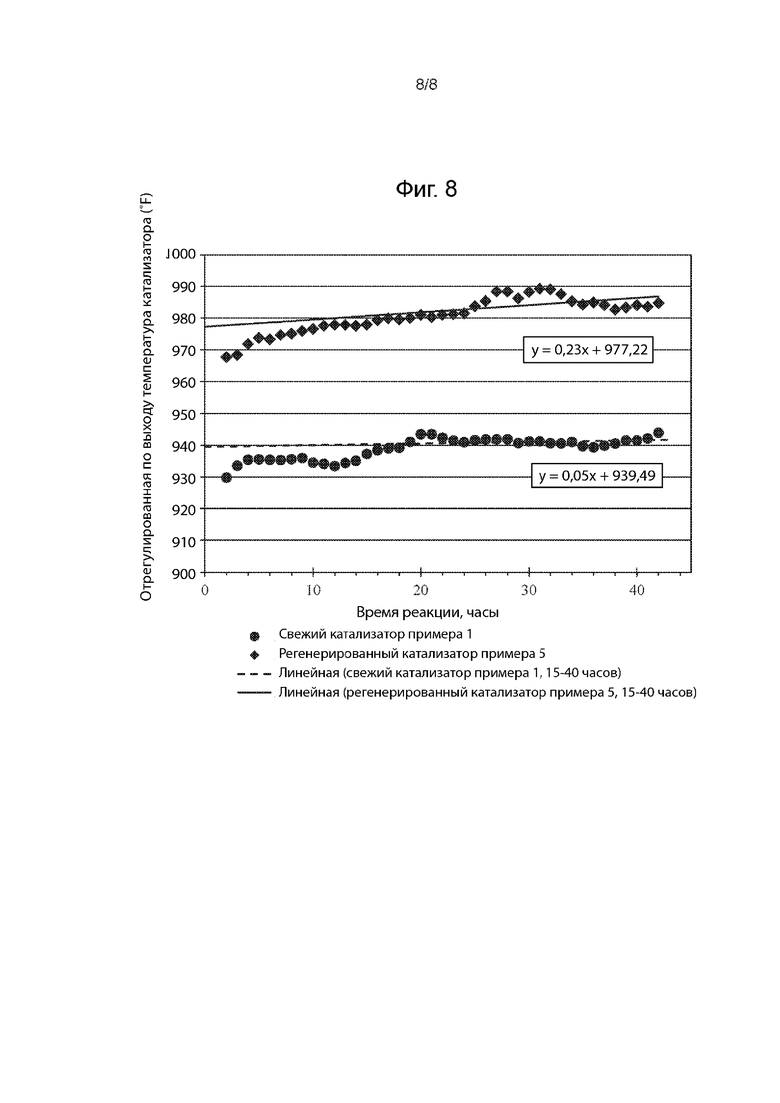
Изобретение относится к способу регенерации загрязненного серой катализатора, содержащего переходный металл и подложку катализатора, содержащую цеолит L-типа, включающему промывку загрязненного серой катализатора водным раствором, причем водный раствор, необязательно, содержит щелочной металл, для получения промытого катализатора; приведение в контакт промытого катализатора с раствором галогена, содержащим хлорсодержащее соединение и фторсодержащее соединение, с получением галогенированного катализатора; и прокаливание галогенированного катализатора. Изобретение касается также способа риформинга углеводородного сырья. Технический результат - улучшенное восстановление каталитической активности загрязненных серой катализаторов ароматизации. 2 н. и 58 з.п. ф-лы, 1 табл., 5 пр., 8 ил.
1. Способ регенерации загрязненного серой катализатора, содержащего переходный металл и подложку катализатора, содержащую цеолит L-типа, включающий в себя:
(1) промывку загрязненного серой катализатора водным раствором, причем водный раствор, необязательно, содержит щелочной металл, для получения промытого катализатора;
(2) приведение в контакт промытого катализатора с раствором галогена, содержащим хлорсодержащее соединение и фторсодержащее соединение, с получением галогенированного катализатора; и
(3) прокаливание галогенированного катализатора.
2. Способ по п. 1, отличающийся тем, что водный раствор содержит щелочной металл.
3. Способ по п. 1 или 2, отличающийся тем, что:
переходный металл содержит платину;
подложка катализатора содержит KL-цеолит и матрицу подложки, включающую в себя оксид алюминия, диоксид кремния, их смешанный оксид или смесь вышеуказанных; а также
загрязненный серой катализатор содержит:
от около 100 мас. ч/млн до около 1000 мас. ч./млн серы;
от около 0,05% мас. до около 2% мас. хлора; и
от около 0,05% мас. до около 2% мас. фтора.
4. Способ по любому из пп. 1-3, отличающийся тем, что загрязненный серой катализатор содержит менее чем около 0,1% мас. бария.
5. Способ по любому из пп. 1-4, отличающийся тем, что водный раствор содержит соль калия, рубидия, цезия или любую комбинацию вышеуказанных.
6. Способ по любому из пп. 1-5, отличающийся тем, что водный раствор содержит соль щелочного металла.
7. Способ по любому из пп. 1-6, отличающийся тем, что водный раствор содержит хлорид щелочного металла.
8. Способ по любому из пп. 1-7, отличающийся тем, что:
стадия (1) включает в себя от 2 до 8 циклов промывки;
каждый цикл промывки проводят независимо друг от друга при температуре промывки в диапазоне от около 20°С до около 95°С и в течение периода времени в диапазоне от около 1 минуты до около 6 часов; а также
каждый цикл промывки проводят независимо друг от друга с водным раствором, содержащим щелочной металл, либо с водным раствором, который не содержит щелочного металла.
9. Способ по любому из пп. 1-8, отличающийся тем, что концентрация щелочного металла в водном растворе находится в диапазоне около от 0,01 М до около 5 М.
10. Способ по любому из пп. 1-9, отличающийся тем, что соотношение массы водного раствора к массе загрязненного серой катализатора в каждом цикле промывки независимо находится в диапазоне от около 0,4:1 до около 10:1.
11. Способ по любому из пп. 1-10, отличающийся тем, что стадия промывки обогащает загрязненный серой катализатор на от около 0,05 моля до около 1 моля щелочного металла на кг загрязненного серой катализатора.
12. Способ по любому из пп. 1-10, отличающийся тем, что стадия промывки обогащает загрязненный серой катализатор на от около 0,05 моля до около 1 моля щелочного металла на кг промытого катализатора.
13. Способ по любому из пп. 1-12, отличающийся тем, что промытый катализатор содержит от 0% мас. до около 0,35% мас. натрия в расчете на массу промытого катализатора.
14. Способ по любому из пп. 1-13, отличающийся тем, что указанный способ уменьшает количество серы (в мас. ч./млн) по меньшей мере на около 20% исходя из разницы в количестве серы (в мас. ч./млн) в промытом катализаторе и в загрязненном серой катализаторе.
15. Способ по любому из пп. 1-14, отличающийся тем, что раствор галогена содержит хлорсодержащее соединение, фторсодержащее соединение или их смеси, а также воду.
16. Способ по п. 15, отличающийся тем, что хлорсодержащее соединение включает в себя: соляную кислоту, четыреххлористый углерод, тетрахлорэтилен, хлорбензол, метилхлорид, метиленхлорид, хлороформ, аллилхлорид, трихлорэтилен, хлорамин, оксид хлора, хлорную кислоту, диоксид хлора, дихлоринмоноксид, дихлорингептоксид, хлорноватую кислоту, перхлорную кислоту, хлорид аммония, хлорид тетраметиламмония, хлорид тетраэтиламмония, хлорид тетрапропиламмония, хлорид тетрабутиламмония, хлорид метилтриэтиламмония и тому подобное, а также комбинации вышеуказанных.
17. Способ по п. 15, отличающийся тем, что хлорсодержащее соединение включает в себя: соляную кислоту, хлорид аммония, хлорид тетраметиламмония или любую комбинацию вышеуказанных.
18. Способ по любому из предшествующих пп. 15-17, отличающийся тем, что фторсодержащее соединение включает в себя: плавиковую кислоту, 2,2,2-трифторэтанол, тетрафторэтилен, тетрафторид углерода, трифторид углерода, фторметан, гептафторпропан, декафторбутан, гексафторизопропанол, тетрафторпропанол, пентафторпропанол, гексафторфенилпропанол, перфторбутиловый спирт, гексафтор-2-пропанол, пентафтор-1-пропанол, тетрафтор-1-пропанол, 1,1,1,3,3,3-гексафтор-2-пропанол, 2,2,3,3,3-пентафтор-1-пропанол, фторид аммония, фторид тетраметиламмония, фторид тетраэтиламмония, фторид тетрапропиламмония, фторид тетрабутиламмония, фторид метилтриэтиламмония или любую комбинацию вышеуказанных.
19. Способ по любому из предшествующих пп. 15-18, отличающийся тем, что фторсодержащее соединение включает в себя плавиковую кислоту, фторид аммония, фторид тетраметиламмония или любую комбинацию вышеуказанных.
20. Способ по любому из пп. 1-14, отличающийся тем, что раствор галогена включает себя хлорсодержащее соединение и фторсодержащее соединение с хлор/фторсодержащим соединением.
21. Способ по любому из пп. 1-20, отличающийся тем, что раствор галогена имеет концентрацию хлора (Cl) в диапазоне от около 0,01% мас. до около 10% мас.
22. Способ по любому из пп. 1-20, отличающийся тем, что раствор галогена имеет концентрацию фтора (F) в диапазоне от около 0,01% мас. до около 10% мас.
23. Способ по любому из пп. 1-22, отличающийся тем, что раствор галогена содержит:
от около 0,01% мас. до около 10% мас. хлора; и
от около 0,01% мас. до около 10% мас. фтора.
24. Способ по любому из пп. 1-23, отличающийся тем, что стадию галогенирования проводят в течение периода времени в интервале от около 1 мин до около 48 ч.
25. Способ по любому из пп. 1-24, отличающийся тем, что дополнительно включает в себя стадию сушки после стадии галогенирования и перед стадией прокаливания, причем указанная стадия сушки включает в себя подвергание галогенированного катализатора условиям, достаточным для снижения содержания растворителя галогенированного катализатора до менее чем около 15% мас.
26. Способ по п. 25, отличающийся тем, что условия, достаточные для уменьшения содержания растворителя, включают в себя время сушки в диапазоне от около 1 ч до около 48 ч, температуру сушки в диапазоне от около 15°С до около 200°С и давление сушки, равное атмосферному давлению или равное любому подходящему давлению ниже атмосферного.
27. Способ по любому из пп. 1-26, отличающийся тем, что стадию прокаливания проводят в условиях прокаливания, включающих в себя температуру прокаливания в диапазоне от около 200°С до около 800°С.
28. Способ по п. 27, отличающийся тем, что стадию прокаливания проводят в условиях прокаливания, включающих в себя время прокаливания в диапазоне от около 15 мин до около 48 ч.
29. Способ по любому из пп. 1-28, отличающийся тем, что дополнительно включает в себя стадию сушки после стадии (2); стадию прокаливания после стадии (2) или как стадию сушки, так и стадию прокаливания после стадии (2).
30. Способ по любому из пп. 1-29, дополнительно включающий в себя стадию выжигания углерода до стадии (1), после стадии (1) или как до, так и после стадии (1).
31. Способ по п. 30, отличающийся тем, что стадия выжигания углерода включает в себя приведение в контакт загрязненного серой катализатора или промытого катализатора с потоком газа выжига кокса, содержащим кислород и инертный газ.
32. Способ по любому из пп. 30 или 31, отличающийся тем, что поток газа выжига кокса содержит % мол. кислорода менее чем около 5% мол.
33. Способ по любому из пп. 30-32, отличающийся тем, что поток газа выжига кокса по существу не содержит галогенсодержащих соединений.
34. Способ по любому из пп. 30-33, отличающийся тем, что поток газа выжига кокса по существу не содержит воды.
35. Способ по любому из пп. 30-34, отличающийся тем, что стадию выжигания углерода проводят при пиковой температуре выжига кокса в диапазоне от около 150°С до около 600°С.
36. Способ по любому из пп. 30-35, отличающийся тем, что стадию выжигания углерода проводят в течение периода времени в диапазоне от около 1 ч до около 72 ч.
37. Способ по любому из пп. 30-36, отличающийся тем, что стадию выжигания углерода проводят в течение периода времени, достаточного для уменьшения % мас. углерода на катализаторе до менее чем около 5% мас.
38. Способ по любому из пп. 1-37, отличающийся тем, что дополнительно включает в себя стадию удаления углеводородов до стадии промывки, причем указанная стадия удаления углеводородов включает в себя приведение в контакт загрязненного серой катализатора с потоком газа удаления углеводородов, содержащим кислород.
39. Способ по п. 38, отличающийся тем, что поток газа удаления углеводородов включает в себя смесь инертного газа с кислородом.
40. Способ по п. 38 или 39, отличающийся тем, что поток газа удаления углеводородов содержит % мол. менее чем около 5% мол. кислорода.
41. Способ по любому из пп. 38-40, отличающийся тем, что поток газа удаления углеводородов по существу не содержит галогенсодержащих соединений.
42. Способ по любому из пп. 38-41, отличающийся тем, что поток газа удаления углеводородов по существу не содержит воды.
43. Способ по любому из пп. 38-42, отличающийся тем, что стадию удаления углеводородов проводят при температуре удаления углеводорода в диапазоне от около 150°С до около 250°С.
44. Способ по любому из пп. 38-43, отличающийся тем, что стадию удаления углеводородов проводят в течение периода времени, достаточного, чтобы уменьшить % мас. углеводородов на загрязненном серой катализаторе до диапазона от около 1% мас. до 10% мас. мас.
45. Способ по любому из пп. 1-44, отличающийся тем, что галогенированный катализатор содержит:
от около 0,5% мас. до около 2% мас. платины;
подложку катализатора, содержащую KL-цеолит, и матрицу подложки, включающую в себя оксид алюминия, диоксид кремния, их смешанный оксид или их смесь;
от около 0,5% мас. до около 5% мас. хлора; и от около 0,5% мас. до около 5% мас. фтора.
46. Способ по п. 45, отличающийся тем, что галогенированный катализатор содержит менее чем около 0,1% мас. бария.
47. Способ по любому из пп. 1-45, отличающийся тем, что указанный способ удаляет по меньшей мере около 25% серы из загрязненного серой катализатора исходя из разницы в мас. ч./млн серы в галогенированном катализаторе и загрязненном серой катализаторе.
48. Способ по любому из пп. 1-45, отличающийся тем, что галогенированный катализатор характеризуется посредством:
TEOR (температуры конца реакции) в пределах около 70°F TEOR свежего эталонного катализатора;
FR (скорости загрязнения) в диапазоне от около 0,05°F/4 до около 0,6°F/4; а также селективности по ароматическим соединениям в диапазоне от около 0,88 до около 0,94.
49. Способ по любому из пп. 1-45, дополнительно включающий в себя стадию восстановления после стадии галогенирования, причем указанная стадия восстановления включает в себя приведение в контакт галогенированного катализатора с потоком восстановительного газа, содержащим молекулярный водород, для получения реактивированного катализатора.
50. Способ по любому из пп. 1-45, отличающийся тем, что дополнительно включает в себя стадию восстановления после стадии галогенирования, причем указанная стадия восстановления включает в себя приведение в контакт галогенированного катализатора с потоком восстановительного газа, содержащим молекулярный водород.
51. Способ по п. 49 или 50, отличающийся тем, что поток восстановительного газа содержит % мол. молекулярного водорода более чем около 25% мол.
52. Способ по любому из пп. 49-51, отличающийся тем, что стадию восстановления проводят при пиковой температуре восстановления в диапазоне от около 200°С до около 600°С.
53. Способ по любому из пп. 49-52, отличающийся тем, что стадию восстановления проводят в течение периода времени в диапазоне от около 10 ч до около 30 ч.
54. Способ по любому из пп. 49-53, отличающийся тем, что реактивированный катализатор характеризуется посредством:
TEOR (температуры конца реакции) в пределах около 55°F TEOR свежего эталонного катализатора;
FR (скорости загрязнения) в диапазоне от около 0,1°F/4 до около 0,5°F/4; а также селективности по ароматическим соединениям в диапазоне от около 0,89 до около 0,94.
55. Способ по любому из пп. 49-54, отличающийся тем, что галогенированный катализатор содержит от около 25 мас. ч./млн до около 400 мас. ч./млн серы.
56. Способ по любому из пп. 49-55, отличающийся тем, что галогенированный катализатор содержит от около 0,01% мас. до около 5% мас. углерода.
57. Способ по любому из пп. 49-56, отличающийся тем, что площадь поверхности галогенированного катализатора составляет по меньшей мере около 40% загрязненного серой катализатора.
58. Способ риформинга, включающий в себя:
(A) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, содержащую цеолит L-типа, в условиях риформинга в реакторной системе для получения ароматического продукта;
(B) приведение в контакт загрязненного серой углеводородного сырья с катализатором ароматизации в течение периода времени, достаточного для образования загрязненного серой катализатора;
(C) промывку загрязненного серой катализатора водным раствором для получения промытого катализатора, причем водный раствор, необязательно, содержит щелочной металл;
(D) приведение в контакт промытого катализатора с раствором галогена, содержащим хлорсодержащее соединение и фторсодержащее соединение, с получением галогенированного катализатора; и
(E) прокаливание галогенированного катализатора.
59. Способ по п. 58, отличающийся тем, что способ риформинга представляет собой процесс in situ.
60. Способ по п. 58, отличающийся тем, что по меньшей мере одну из стадий (С) или (Е) осуществляют в емкости, внешней по отношению к реакторной системе.
| US 5260238 A1, 09.11.1993 | |||
| WO 8602861 A1, 22.05.1986 | |||
| US 6190539 B1, 20.02.2001 | |||
| US 20100160147 A1, 24.06.2010 | |||
| US 4987109 A1, 22.01.1991 | |||
| US 20090156871 A1, 18.06.2009 | |||
| US 5155074 A1, 13.10.1992 | |||
| СПОСОБ РЕГЕНЕРАЦИИ СОДЕРЖАЩЕГО РУТЕНИЙ ИЛИ СОЕДИНЕНИЯ РУТЕНИЯ КАТАЛИЗАТОРА, ОТРАВЛЕННОГО СЕРОЙ В ВИДЕ СЕРНИСТЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2486008C2 |
| ОПТИМИЗИРОВАННЫЙ КАТАЛИЗАТОР КАТАЛИТИЧЕСКОГО РИФОРМИНГА | 2011 |
|
RU2580553C2 |

