Изобретение относится к области цементированных карбидных тел, обработанных бором.
Известно цементированное карбидное тело, содержащее, мас. кобальта 20; борид вольфрама 2-20; остальное карбид вольфрама. Данное техническое решение является наиболее близким по технической сущности. Недостатком известного материала являются невысокие эксплуатационные свойства, вызывающие трещины в режущем инструменте, приводящие к его разрушению, а также низкие коррозионная стойкость и ударная вязкость.
Цель изобретения повышение стойкости на излом, коррозионной стойкости, а также ударной вязкости.
Цементированное карбидное тело, содержащее карбид вольфрама, кобальт и третью фазу, образованную путем диффузии бора в формованное тело, состоящее из 87-95,5 мас. карбида вольфрама и 4,5-13 мас. кобальта, в процессе его спекания и дополнительно содержащую углерод и кобальт при следующем соотношении компонентов, мас. Бор 0,5-10 Углерод 0,1-6,5 Кобальт 5-50 Вольфрам Остальное
Массовое соотношение вольфрама и кобальта в третьей фазе предпочтительно больше 1,0, массовое соотношение бора и кобальта в третьей фазе также больше 1,0, а массовое соотношение бора и углерода равно 1,0-12,0.
Получение цементированных карбидных тел в соответствии с настоящим изобретением во многих отношениях аналогично известным способам. Обычно для получения цементированных карбидных тел используют способ, по которому порошки карбида, например карбида вольфрама (WC), и связующего, например кобальта (Со), измельчают до получения композиции строго определенного состава и размера частиц (так называемых фракций) и затем высушивают, например, путем распылительной сушки. Высушенную классифицированную порошкообразную смесь карбида и связующего (например WC и Со) прессуют затем в присутствии смазки в изделие нужной формы.
Если спекание осуществляется в печи с непрерывной загрузкой, то формованные изделия помещают в графитовые лодочки, которые заполняют зерном Al2O3 или другим песком для спекания. Формованные изделия погружают в песок и обычно размещают в лодочке слоями: вначале насыпают в нее слой песка, на поверхности которого укладывают формованные изделия, затем снова слой песка, слой изделий и т. д. всего несколько слоев. Песок защищает изделия от спекания друг с другом или крошения и играет роль изолятора при движении лодочки в печи через зоны с различной температурой для облегчения спекания жидкой фазы. По некоторым вариантам осуществления изобретения перед погружением формованных изделий в песок в него добавляют борсодержащий порошок.
В качестве борсодержащих порошков был использован нитрид бора, порошкообразный бор, карбид и окись бора, а также порошки AlB2, AlB12, CrB, CrB2, Cr3B5, MoB, NIB6, NIB2, B3Si, B4Si, B6Si, TaB, TaB2, TiB2, WB, W2B5, W2B, VB2. Поскольку транспорт бора в цементированный карбид осуществляется через газовую фазу, то в качестве источника бора можно использовать борсодержащие металлоорганические соединения, имеющие сравнительно низкую температуру испарения, такие как В3N3H6, B10H14, B2H7N, B10H10C2H2, B(OCH3)3, C6H5BCl2, C5H5 NBH3, B(С2Н5)3 и т.д. Перспективными являются и другие органические соединения, такие как СоВ, FeB, MnB, NiB и комбинации бора с галогенами. После этого графитовые лодочки с песком и формированными изделиями вводят в печь или печи для спекания, нагревают или предварительно спекают для удаления смазки и затем нагревают до температуры спекания. Если спекание осуществляется в вакуумной печи, формованные изделия помещают на лотки. Для того, чтобы предупредить прилипание формованных изделий к лоткам и предотвратить перенос углерода от графитовых лотков к формованным изделиям, на лотки, прежде чем поместить на них изделия, наносят слой специальной краски или покрытие. Нанесенное покрытие затем высушивают, предпочтительно в вакуумной сушильной печи. В краску или покрытие добавляют бор в определенной форме. Результаты от удовлетворительных до хороших были получены при использовании краски, приготовленной путем смешения порошка нитрида бора с водой и/или спиртом до консистенции обычной краски, которой затем окрашивались лотки. В этих опытах бор внедрялся в формованные изделия. Однако распределение его было не таким гомогенным, как в опытах с песком. Более равномерное распределение бора может быть достигнуто при окрашивании всего формованного изделия. Аналогичным образом могут использоваться и другие борсодержащие порошки и другие растворители или связующие. После этого лотки помещают в печь, нагревают ее до температуры предварительного спекания для удаления смазки, а затем до температуры спекания.
Повторное спекание уже спеченных тел также может осуществляться в присутствии борсодержащего песка или краски. При этом бор внедряется глубоко в тело изделия. В этом случае в предварительном спекании нет необходимости, поскольку не нужно удалять смазку.
При спекании формованных изделий в песке или краске с добавкой бора определенная форма его диффундирует или мигрирует в изделие и распределяется довольно равномерно в микроструктуре спеченного тела на глубину по меньшей мере (0,3 см). Как показали предварительные данные испытаний более толстых образцов, толщиной 1,5 см, существует некоторый градиент концентрации бора, причем концентрация его у поверхности больше и убывает в направлении к центру. Путем контролирования количества борсодержащего материала в среде, в которой осуществляется спекание, а также времени и температуры спекания или повторного спекания можно получать изделия с относительно равномерным распределением бора или с нужным градиентом его концентрации. Можно также для создания нужного градиента или получения однородного распределения проводить повторное спекание тел, обработанных по способу в соответствии с изобретением, в контролируемой атмосфере без борсодержащего материала. Однако никогда при проведении процесса предлагаемым способом не образуется поверхностный слой. Такие поверхностные слои, формирующиеся при проведении процесса различными известными способами, имеют толщину порядка 0,0025 см, т.е. толщина покрытия по меньшей мере на два порядка отличается от глубины проникновения бора (при довольно равномерном распределении).
Характеристики получаемого таким образом спеченного тела не очень сильно отличаются от характеристик тел, спеченных аналогичным образом, но без добавки бора. Их твердость, предел прочности на разрыв, коэрцитивная сила и т.д. практически имеют такое же значение. Вязкость на излом таких тел выше, чем у тел, полученных таким же образом, но без добавки бора. Коррозионная стойкость их также выше. И, наконец, как показали результаты испытаний, полотна пил с режущей кромкой, полученной по способу в соответствии с настоящим изобретением, гораздо эффективнее, чем такие же пилы, при получении которых не использовался бор.
Микроструктура карбидных тел, полученных по способу в соответствии с изобретением, имеет несколько характерных особенностей. Во-первых, присутствие бора приводит к исчезновению фазы свободного углерода. Так, если партию тел, спеченных без добавки бора, подвергнуть повторному спечению по способу в соответствии с изобретением, то пористость, обусловленная наличием свободного углерода, сильно уменьшается или вообще исчезает. Во-вторых, при травлении тел спеченных по способу в соответствии с изобретением, выявляется быстро травящаяся фаза, травление которой протекает аналогично травлению дефекта, известного под названием "эта-фаза". Она однако значительно мельче, чем "эта-фазовая" конфигурация и обычно обнаруживается в завихрениях или выступах, равномерно распределенных в теле. В отличие от тел с "эта-фазой" хрупкость тел в соответствии с настоящим изобретением не выше, чем у тел без быстро травящейся фазы. Анализ карбидных тел показал наличие бора в гребенчатых структурах.
Завихрения или выступы фактически представляют собой третью фазу, средний размер которой больше, чем средний размер обычной связующей фазы, и которая заполняет пространство между частицами карбида вольфрама, играя роль связующего. Частицы карбида вольфрама имеют кубическую или угловую форму с ровными сторонами. Однако в районе третьей фазы они имеют более округлую форму, а некоторые и меньше по размеру и более округлую. Частицы карбида кремния вступают в какие-то реакции, в результате чего их материал частично превращается в материал третьей фазы. Анализ этих образцов показал, что действительно в третьей фазе присутствует значительное количество вольфрама. Результаты анализа свидетельствуют о том, что в этой фазе присутствует бор, углерод и кобальт.
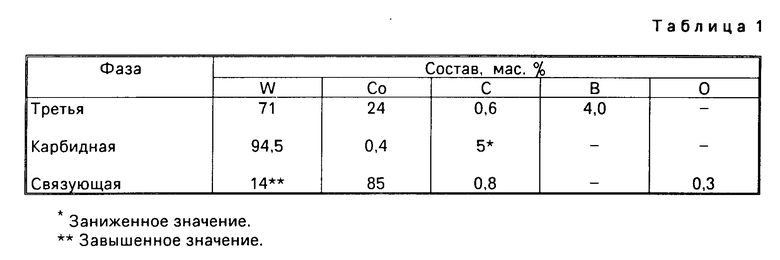
П р и м е р 1. Образец со средним размером зерна, состоящий из 91 мас. WC и 9 мас. спекали в печи с непрерывной загрузкой в атмосфере диссоциированного аммиака при 1450оС в течение часа. Образец был погружен в песок из оксида алюминия, насыщенный углеродом и содержащий 1 мас. нитрида бора. При увеличении в 5200 раз была обнаружена третья фаза в соответствии с изобретением. Результаты анализа образца приведены в табл. 1.
Третья фаза образуется в результате взаимодействия вольфрама и кобальта при широком интервале содержания компонентов в присутствии углерода и бора в количестве, обеспечивающем образование третьей фазы. Состав третьей фазы может варьироваться в широких пределах. Содержание в ней может изменяться в пределах (мас. вольфрам 50-95; кобальт 5-59; углерод 0,1-6,5; бор 0,5-10,0.
П р и м е р 2. Порошок карбида вольфрама с очень мелким размером зерна смешивали с порошкообразным кобальтом в соотношении 94,5 мас. WC и 5,5 мас. Со, добавляли к смеси смазку и путем прессования получали из нее формованное тело. Приготовленное таким образом формованное тело помещали в графитовую лодочку с песком из Al2O3 с добавкой 2,5 мас. BN и подвергали сначала предварительному спеканию, а затем cпекали с непрерывной загрузкой. Спекание осуществляли при температуре 1410оС в течение примерно 70 мин. В процессе спекания через печь пропускали диссоциированный газообразный аммиак (смесь водорода и азота). Образующаяся в результате микроструктура (подготовка образца) и травление кислым травителем осуществлялось описанным ранее способом. Образец был получен таким же образом, с той разницей, что спекание его осуществлялось в песке без добавки бора, обращает на себя внимание тот факт, что в структуре образца, обработка которого проводилась в присутствии бора, имеется фаза с необычным гребенчатым или кружевным рисунком травления. Эта фаза довольно равномерно распределена по всему образцу. Вершины гребней или ветвей кажутся более темными и плотными, чем остальная часть фазы. Результаты анализа свидетельствуют о том, что в указанной гребенчатой структуре присутствует бор.
П р и м е р 3. 87 мас. порошка WC со средним размером зерна смешивали с 13 мас. Со, добавляли к смеси смазку, прессованием получали из нее формованное тело и спекали его таким же образом, как в примере 2, в песке, содержащем 2,5 мас. BN. Приготовленный образец полировали и травили кислотным травителем вышеописанным способом.
П р и м е р 4. Образец со средним размером зерна, состоящий из 87 мас. WC и 13 мас. Со, был получен таким же образом, в примере 1, с той разницей, что добавка BN в песок составляла 0,5 мас. И в этом случае наблюдался эффект образования разветвленной фазы. При большом увеличении в ней видны белые пятна, обозначенные стрелками. Такой акцент на эту необычную микроструктуру делается потому, что, во-первых, наличие ее является характерным признаком настоящего изобретения, и, во-вторых, она по-прежнему продолжает оставаться наиболее простым способом обнаружения диффузии бора и тело.
П р и м е р 5. Материал Vermont American OMI, представляющий собой 91 мас. порошка WC cо средним размером зерна, смешивали с 9 мас. порошкообразного Со, добавляли к смеси смазку и прессовали из нее режущие кромки пил модели Vermont American С-3110. На полученные кромки наносили слой краски, приготовленной из смеси нитрида бора (BN) с водой. Кромки затем высушивали в вакууме таким образом, чтобы на них оставался только BN, помещали их на стандартные графитовые лотки, предназначенные для спекания в вакууме, и подвергали сначала предварительному, а затем собственно спеканию (оба процесса проводились в вакууме). Перед спеканием вакуумную печь промывали инертным газом, а в процессе предварительного спекания и спекания создавали вакуум. Изделия выдерживали при температуре спекания 1410оС в течение 60 мин, после чего охлаждали. Твердость по Роквеллу (шкала А) полученных образцов равнялась 90,7, а коэрцитивная сила (Нс) 80. При травлении кромок также обнаруживался описанный ранее гребенчатый или разветвленный рисунок, пронизывающий всю микроструктуру.
П р и м е р 6. Кромки пил получали таким же образом, как и в примере 5 (91 мас. WC и 9 мас. Со, средний размер зерна), с той разницей, что предварительное спекание и спекание сформованных изделий с нанесенным на них слоем краски проводили в печи с непрерывной загрузкой. Покрытые краской образцы высушивали в вакууме засыпали песком из оксида алюминия (Al2O3) без добавки бора и помещали в графитовые лодочки. Спекание проводили при 1410оС, выдерживая образцы при этой температуре в течение 70 мин. В процессе спекания через печь пропускали поток диссоциированного аммиака.
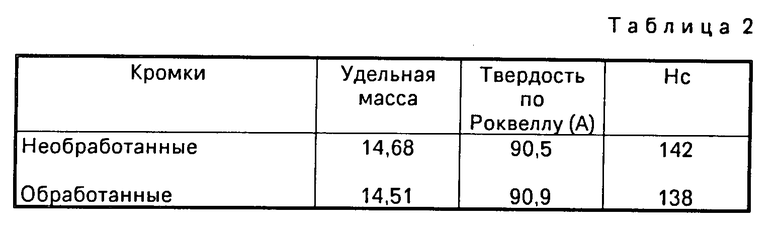
Одновременно с окрашенными образцами спекали образцы без покрытия. Результаты иcпытаний полученных образцов приведены в табл. 2.
И в этом случае на образцах с покрытием бор диффундировал в толщу образца, а по всей структуре образца обнаруживалась вышеописанная быстро травящаяся фаза с гребенчатым рисунком. В образцах же без покрытия эта фаза отсутствовала. В результате получали спеченное тело, однородное по составу без какого-то покрытия или поверхностного слоя. По удельной массе, твердости и коэрцитивной силе обработанный и необработанный образцы мало отличаются друг от друга.
П р и м е р 7. Кромки пил, первоначально спеченные без добавки бора по нормам С-3170-1 из смеси 91 мас. WC порошка со средним размером зерна и 9 мас. порошкообразного Со, были подвергнуты затем повторному спеканию в печи с непрерывной загрузкой в графитовой лодочке в песке из Al2O3 с добавкой 0,5 мас. порошка BN. Температура спекания, продолжительность и продувание печи газом были такие же, как в примере 2. И в этом случае после травления проявлялась характерная гребенчатая микроструктура.
Полученные кромки были припаяны на 10'' полотна пил с 40 зубьями. Прочность полученного соединения испытывали методом ударной нагрузки с помощью копровой бабы и сравнивали с прочностью паяного соединения в пилах со стандартной WC кромкой. Проведенные испытания показали, что прочность соединения в случае обработанных бором кромок возросла на 22%
Полученные полотна использовались для разрезания доски толщиной 3/4'' с частицами средней плотности. При этом после каждых 50 футов разреза регистрировалась потребляемая энергия. Для сравнения испытывались такие же полотна, но кромки которых или совсем не обрабатывались, или обрабатывались способом "Boro fuse", который предполагает нанесение на поверхность изделия слой борида. Полотна с кромками, полученными по способу в соответствии с изобретением, превосходят другие типы полотен. Полотна в соответствии с изобретением потребляют значительно меньше энергии на всех этапах испытаний. Потребление энергии прямо зависит от остроты режущих кромок. Поэтому данные проведенных испытаний свидетельствуют о том, что режущие кромки полотен в соответствии с изобретением с самого начала острее и меньше тупятся, чем другие типы полотен.
П р и м е р 8. WC/Cо тела спекали в песке из оксида алюминия в печи с непрерывной загрузкой при 1410оС в течение 70 мин. Образцы получали из смесей WC/Cо с различным размером зерна и содержанием СО: от порошков с мелким зерном и содержанием СО 6 мас. до порошков со средним размером зерна и содержанием Со 13 мас. и порошков с очень крупным зерном и содержанием Со 6,5 мас. Количество ВN, добавляемого в песок из оксида алюминия, варьировали в пределах 0-2,5 мас. (от образца к образцу содержание BN увеличивалось на 0,5 мас. ). Для каждого образца определяли удельную массу, твердость по Роквеллу, предел прочности на разрыв, коэрцитивную силу, коэффициент усадки и процент весовых потерь. Результаты испытаний свидетельствуют о том, что содержание нитрида бора в песке не оказывает влияния на перечисленные характеристики в пределах разброса, имеющего место при обычном производстве. В микроструктуре всех образцов, спекание которых осуществлялось в песке с добавкой BN, всегда обнаруживалась характерная гребенчатая фаза.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ЦЕМЕНТИРОВАННОГО КАРБИДА | 2018 |
|
RU2739838C1 |
| АБРАЗИВНАЯ ПРЕССОВКА ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА | 2007 |
|
RU2466200C2 |
| ВСТАВКА ДЛЯ РАЗРУШАЮЩЕГО ИНСТРУМЕНТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗУЮЩИЙ ЕЕ ИНСТРУМЕНТ | 2009 |
|
RU2532932C2 |
| ТВЕРДОСПЛАВНОЕ ТЕЛО | 2010 |
|
RU2521937C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПЕЧЕННЫЙ ТВЕРДЫЙ СПЛАВ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2006 |
|
RU2338804C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1986 |
|
RU2011649C1 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, УПЛОТНЕННАЯ КЕРАМИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБ СТРУЖКООБРАЗУЮЩЕЙ ОБРАБОТКИ, СПОСОБ УПЛОТНЕНИЯ ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН, КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 1994 |
|
RU2107607C1 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
| ЦЕМЕНТИРОВАННЫЙ КАРБИД С ПОКАЗАТЕЛЕМ УДАРНОЙ ВЯЗКОСТИ ДЛЯ ПРИМЕНЕНИЯ В НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ | 2003 |
|
RU2333270C2 |
| Способ борирования твердых сплавов | 1990 |
|
SU1727950A1 |
Изобретение относится к цементированным карбидным телам, обработанным бором. Сущность изобретения: цементированное карбидное тело содержит карбид вольфрама, кобальт и третью фазу следующего состава, мас. бор 0,5 10, углерод 0,1 6,5, кобальт 5 50, вольфрам остальное. Третья фаза образована путем диффузии бора в формованное тело, состоящее из 87 - 95,5 мас. карбида вольфрама и 4,5 13 мас. кобальта, в процессе его спекания. Массовое соотношение вольфрама и кобальта в третьей фазе, а также бора и кобальта может быть больше 1,0, а бора и углерода 1,0 12,0. 3 з. п. ф-лы, 2 табл.
Бор 0,5 10
Углерод 0,1 6,5
Кобальт 5,0 5,0
Вольфрам Остальное
2. Тело по п.1, отличающееся тем, что массовое соотношение вольфрама и кобальта в третьей фазе больше 1,0.
| Nippon Tungsten Revier, 1974, N 7, с.31-38. |
