Изобретение относится к канатному производству, применяется в горнодобывающей промышленности в качестве подъемного каната.
Известен канат шестипрядный для роторного экскаватора, компактной конструкции, отличающийся устойчивостью к усталости и хорошей износостойкостью (CN 203683981 U, МКП D07B 1/10, 02.07.2014).
Недостатком полезной модели является повышенная жесткость, высокие контактные напряжения в местах соприкосновения с желобами шкивов при эксплуатации, низкая прочность.
Известен канат (принят за прототип), включающий в себя независимый сердечник и по меньшей мере девять внешних прядей, свитых вокруг независимого сердечника (WO 2019038665 (А1), D07B 1/10; D07B 1/14; D07B 1/16; E02F 3/48, 28.02.2019).
Недостатком изобретения является усталостный износ проволок в наружном слое, недостаточная гибкость, низкое заполнение сечения каната металлом и, следовательно, низкая прочность.
Настоящее изобретение направлено на создание каната, в котором преодолевались бы недостатки уровня техники.
С помощью настоящего изобретения достигается технический результат, состоящий в получении износоустойчивого каната, имеющего высокую гибкость, меньшие контактные напряжения, высокую прочность.
Для решения поставленной задачи и достижения указанного технического результата в настоящем изобретении предложен канат стальной восьмипрядный, состоящий из центральной пряди, вокруг которой свиты последовательно три слоя прядей в одном направлении, совпадающем с направлением свивки проволок центральной пряди, при этом первый слой, диаметром D1, состоит из шести прядей линейного касания, направление свивки проволок которых совпадает с направлением свивки прядей в первый слой, второй слой диаметром D2 состоит из восьми прядей линейного касания, но направление свивки проволок пряди противоположно направлению свивки прядей во второй слой каната; третий слой, диаметром D3, состоит из восьми трехслойных прядей полосового касания с проволоками заполнения, конструкция которых определяется формулой (1+n;n+2n+2n), где n - количество проволок в слое, шт.; при этом направление свивки проволок в прядь, как и в первом слое, совпадает с направлением свивки прядей в слой; второй и третий слои каната покрыты полимерным материалом; соотношение слоев каната составляет D3:D2:D1=(3,85÷4,05):(1,95÷2,15):1
Поперечное сечение каната стального восьмипрядного конструкции 8×К37(1+6;6+12+12)+8×7(1+6)+6×7(1+6)+1×7(1+6) изображено на фиг. 1.
Канат стальной восьмипрядный производится многооперационным способом.
Центральную прядь 1 изготавливают на прядевьющем оборудовании, шесть проволок свивают вокруг центральной проволоки. В процессе свивки прядь подвергают рихтовке для снятия напряжений. Направление свивки проволок в пряди совпадает с направлением свивки первого слоя каната.
Изготовление прядей 2 каната первого слоя производят на прядевьющем оборудовании, вокруг центральной проволоки свиваются шесть проволок. В процессе свивки прядь подвергают рихтовке для снятия напряжений. Направление свивки проволок пряди 2 совпадает с направлением свивки первого слоя каната.
Следующей операцией является производство первого слоя каната, которое осуществляют на канатовьющем оборудовании, вокруг центральной пряди 1 свивают шесть прядей 2 первого слоя. При этом пряди 2 первого слоя для снятия внутренних напряжений подвергаются деформации с помощью преформатора. При изготовлении первого слоя каната осуществляется калибровка в обжимном устройстве и снятие напряжений с помощью рихтовального приспособления.
Производство прядей 3 второго слоя каната осуществляется на прядевьющем оборудовании, шесть проволок свиваются вокруг центральной проволоки. В процессе свивки прядь подвергают рихтовке для снятия напряжений. Но направление свивки проволок пряди 3 противоположно направлению свивки второго слоя каната.
Производство второго слоя каната осуществляют на канатовьющем оборудовании, вокруг первого слоя свивают восемь прядей 3 второго слоя. При этом пряди 3 второго слоя для снятия внутренних напряжений подвергаются деформации с помощью преформатора. При изготовлении второго слоя каната осуществляется калибровка в обжимном устройстве и снятие напряжений с помощью рихтовального приспособления.
После свивки второго слоя каната производится его покрытие полимерным материалом 5 на экструзионной линии. В качестве полимерного материала 5 применяют полипропилен, полиэтилен или другие полимерные материалы.
Пряди 4 третьего слоя производятся на прядевьющем оборудовании, вокруг центральной проволоки свиваются в три слоя тридцать шесть проволок. Прядь 4 третьего слоя состоит из проволок близких по диаметру в первом, втором и третьем слоях с использованием дополнительных проволок меньшего диаметра, частично заполняющих пространство между проволоками первого и второго слоя. Для получения полосового касания прядь 4, свиваясь, поступает в роликовую клеть-волоку, где круглые проволоки приобретают трапециевидное сечение. В результате прядь имеет большую плотность и гладкую поверхность. Далее прядь проходит рихтовальное приспособление для снятия внутренних напряжений. Направление свивки проволок пряди 4 и прядей третьего слоя каната одинаково.
После производства прядей 4 осуществляется свивка третьего слоя каната, которую осуществляют на канатовьющем оборудовании. Вокруг второго слоя каната свиваются восемь прядей 4 третьего слоя. При этом пряди 4 третьего слоя для снятия внутренних напряжений подвергаются деформации с помощью преформатора. При изготовлении каната осуществляется калибровка в обжимном устройстве и снятие напряжений с помощью рихтовального приспособления.
Последней операцией является покрытие третьего слоя каната полимерным материалом 5 на экструзионной линии. В качестве полимерного материала применяют полипропилен, полиэтилен или другие полимерные материалы.
Данная конструкция каната в качестве подъемных канатов позволяет повысить их эксплуатационные свойства.
Конструкция каната 8×К37(1+6;6+12+12)+8×7(1+6)+6×7(1+6)+1×7(1+6) (где К - обозначает полосовое касание проволок в пряди) обеспечивает большую плотность и повышенную прочность за счет заполнения сечения металлом, высокую гибкость и усталостную прочность, снижение износа полиспастовой системы, блоков и шкивов, предотвращение воздействия абразивных частиц на канат.
Восемь прядей во втором и третьем слоях повышают гибкость каната, а также снижают контактные напряжения, возникающие при эксплуатации в местах соприкосновения с желобами шкивов.
У восьмипрядного каната опорная поверхность в 1,33 раза больше, чем у шестипрядного, благодаря чему уменьшается удельное давление на проволоки, а следовательно, и износ проволок, поверхности полиспастовой системы, блоков и шкивов.
Направление всех слоев каната в одну сторону обеспечивает линейный контакт в слоях, что обеспечивает высокую гибкость, уменьшение поверхностного износа проволок при работе на блоках, шкивах, а также увеличение опорной поверхности. Канаты односторонней свивки лучше сопротивляются усталостным напряжениям при изгибе.
Противоположное направление свивок проволок пряди и второго слоя каната обеспечивает уравновешивание внутренних крутящих моментов и сил упругости относительно оси каната.
Линейное касание проволок в прядях каната повышает степень износа при работе каната на изгиб.
Пряди с полосовым касанием проволок имеют гладкую поверхность, большую плотность (заполнение сечения металлом), однородность и прочность на разрыв, повышенную способность противостоять внешним деформирующим воздействиям.
Конструкция прядей третьего слоя определяется общей формулой (1+n;n+2n+2n), где n - количество проволок в слое. Количество проволок зависит от необходимого диаметра каната и его условий работы. С увеличением количества проволок гибкость и износостойкость каната возрастают.
Пряди третьего слоя состоят из проволок близких по диаметру в первом, втором и третьем слоях с использованием дополнительных проволок меньшего диаметра, частично заполняющих пространство между проволоками первого и второго слоя. Данная конструкция прядей обеспечивает высокую гибкость и повышенную усталостную прочность за счет большого числа проволок тонкого диаметра в каждой пряди.
Соотношение слоев каната D3:D2:D1=(3,85÷4,05):(1,95÷2,15):1 обеспечивает зазоры между прядями не только при изготовлении, но и на весь период эксплуатации каната. Данное соотношение получено эмпирическим путем на основании проведенных экспериментов.
Полимерное покрытие третьего слоя обеспечивает стабильную геометрию каната при эксплуатации, снижает истирание наружных проволок в прядях, увеличивает ресурс работы используемой полиспастовой системы, блоков и шкивов, так как предотвращает прямой контакт между канатом и узлами оборудования, предотвращает воздействие абразивных частиц на канат, а также повышает стойкость к коррозии.
Полимерное покрытие второго слоя обеспечивает меньшую поперечную деформацию каната при работе, равномерное распределение нагрузки, предотвращает прямой контакт между прядями, и, следовательно, увеличивает износостойкость каната в целом.
Канат стальной восьмипрядный с покрытием слоев полимерным материалом стабилен и прост в обращении.
Канат стальной восьмипрядный реализован в качестве подъемного на экскаваторах типа ЭШ 20/90 и показал высокие эксплуатационные показатели, которые в 1,4-2,1 раза выше, чем у шестипрядных канатов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Канат стальной двойной свивки с компактным металлическим сердечником | 2020 |
|
RU2762093C1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
| Канат стальной двойной свивки с композитным сердечником | 2024 |
|
RU2831257C1 |
| Канат экскаваторный | 2021 |
|
RU2765115C1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| Способ изготовления фасоннопрядного каната | 1980 |
|
SU859516A1 |
| КАНАТ СТАЛЬНОЙ ЗАКРЫТОЙ КОНСТРУКЦИИ МАЛОКРУТЯЩИЙСЯ (ВАРИАНТЫ) | 2020 |
|
RU2745809C1 |
| КАНАТ СТАЛЬНОЙ С МЕТАЛЛОРГАНИЧЕСКИМ СЕРДЕЧНИКОМ | 2020 |
|
RU2731238C1 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| Проволочный канат | 1981 |
|
SU960338A1 |
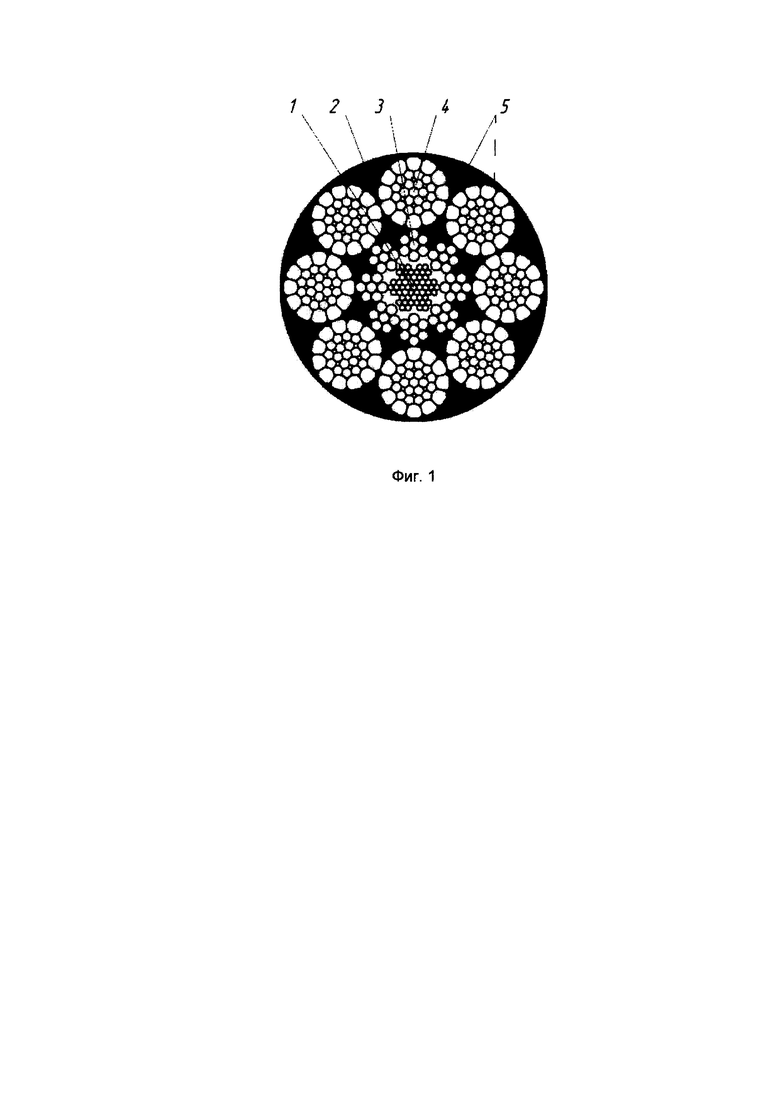
Данное изобретение относится к канатному производству, применяется в горнодобывающей промышленности в качестве подъемного каната. С помощью настоящего изобретения достигается технический результат, состоящий в получении износоустойчивого каната, имеющего высокую гибкость, меньшие контактные напряжения, высокую прочность. Для решения поставленной задачи и достижения указанного технического результата в настоящем изобретении предложен канат стальной восьмипрядный, состоящий из центральной пряди 1, вокруг которой свиты последовательно три слоя прядей в одном направлении, совпадающем с направлением свивки проволок центральной пряди, при этом первый слой, диаметром D1, состоит из шести прядей 2 линейного касания, направление свивки проволок которых совпадает с направлением свивки прядей в первый слой, второй слой, диаметром D2, состоит из восьми прядей 3 линейного касания, но направление свивки проволок пряди противоположно направлению свивки прядей во второй слой каната; третий слой, диаметром D3, состоит из восьми трехслойных прядей 4 полосового касания с проволоками заполнения, конструкция которых определяется формулой (1+n;n+2n+2n), где n - количество проволок в слое, шт.; при этом направление свивки проволок в прядь, как и в первом слое, совпадает с направлением свивки прядей в слой; второй и третий слои каната покрыты полимерным материалом 5; соотношение слоев каната составляет D3:D2:D1=(3,85÷4,05):(1,95÷2,15):1. Поперечное сечение каната стального восьмипрядного конструкции 8×К37(1+6;6+12+12)+8×7(1+6)+6×7(1+6)+1×7(1+6). 1 табл., 1 ил.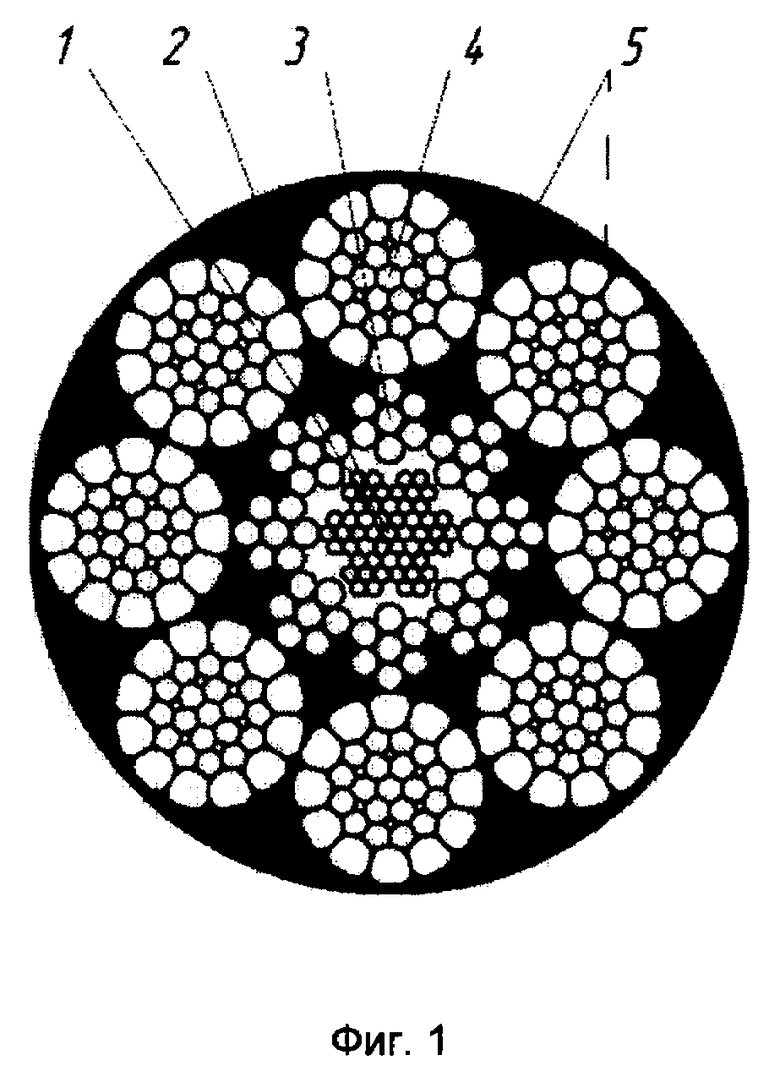
Канат стальной восьмипрядный, состоящий из центральной пряди, вокруг которой свиты последовательно три слоя прядей в одном направлении, совпадающем с направлением свивки проволок центральной пряди, при этом первый слой, диаметром D1, состоит из шести прядей линейного касания, направление свивки проволок которых совпадает с направлением свивки прядей в первый слой, второй слой, диаметром D2, состоит из восьми прядей линейного касания, но направление свивки проволок пряди противоположно направлению свивки прядей во второй слой каната; третий слой, диаметром D3, состоит из восьми трехслойных прядей полосового касания с проволоками заполнения, конструкция которых определяется формулой (1+n;n+2n+2n), где n - количество проволок в слое, шт.; при этом направление свивки проволок в прядь, как и в первом слое, совпадает с направлением свивки прядей в слой; второй и третий слои каната покрыты полимерным материалом; соотношение слоев каната составляет D3:D2:D1=(3,85÷4,05):(1,95÷2,15):1.
| МАШИНА ДЛЯ ПЛЕТЕНИЯ ВОСЬМИПРЯДНОГО КАНАТА | 0 |
|
SU206791A1 |
| EP 357883 A2, 14.03.1990 | |||
| CN 201722554 U, 26.01.2011 | |||
| CN 206916515 U, 23.01.2018. | |||

