Изобретение относится к области электротехники, в частности к способам крепления обмоток электрических машин в пазах статоров высокооборотных электрических машин. При сборке высокооборотных электрических машин необходимо обеспечить низкое аэродинамическое сопротивление статора на его внутренней поверхности. Для достижения поставленной задачи необходимо обеспечить крепление обмоток в пазах магнитопровода электрической машины так, чтобы форма внутренней поверхности магнитопровода статора была наиболее близкой к цилиндрической.
Известен способ крепления обмоток в пазах магнитопровода электрической машины (патент SU №1417122), заключающийся в том, что после укладки обмотки в паз в него вставляют прокладки, затем устанавливают клин, определяют силу взаимодействия клина с обмоткой и регулируют толщину клина или прокладки, при этом с целью повышения надежности путем обеспечения заданной силы взаимодействия клина с обмоткой, клин после установки нагружают внешней силой, а определение силы взаимодействия клина с обмоткой ведут по изменению положения клина.
Недостатком предложенного способа крепления обмоток в пазах магнитопровода электрической машины является то, что для обеспечения надежности крепления обмоток в пазах статора необходимо, чтобы удерживающий клин зубец был размещен глубоко в пазе. Это не позволяет клину в установленном состоянии образовать внутреннею поверхность статора с низким аэродинамическим сопротивлением.
Прототипом изобретения принимается способ крепления обмотки в пазах магнитопровода электрической машины (патент СССР №1119127), включающий установку магнитопровода с обмоткой в приспособление, установку приспособления на вал центрифуги, заливку компаунда в зону пазовой и лобовых частей при вращении центрифуги до затвердевания компаунда и удаление излишков, при этом, с целью повышения производительности, после затвердевания компаунда в зубцовую зону заливают магнитодиэлектрическую массу, а излишки массы удаляют движением толкателя вдоль оси магнитопровода, введенного в приспособление, установленного на валу центрифуги с возможностью осевого перемещения, диаметр которого соответствует расточке магнитопровода, при этом центрифугу вращают до затвердевания массы.
К недостаткам прототипа можно отнести то, что форма внутренней поверхности статора задается до затвердевания магнитодиэлектрической массы толкателем, имеющим диаметр, совпадающий с диаметром расточки статора. В процессе затвердевания будет происходить отток магнитодиэлектрической массы из верхней части паза в его внутреннею часть за счет воздействия центробежной силы при вращении статора в центрифуге, а также изменение объема магнитодиэлектрической массы в процессе затвердевания. По окончанию процесса затвердевания магнитодиэлектрической массы в верхней части паза будет наблюдаться уменьшение уровня заполнения магнитодиэлектрической массы, что приведет к изменению формы внутренней поверхности статора, форма будет отличаться от цилиндрической, и в связи с этим аэродинамическое сопротивление статора электрической машины будет иметь высокие значения. При этом необходимо отметить, что для устранения изменения геометрии требуется дополнительная механическая обработка внутренней поверхности статора, что повышает трудоемкость изготовления электрической машины.
Задачей изобретения является разработка способа крепления обмотки в пазах магнитопровода электрической машины, заключающегося в обеспечении заполнения пазов сердечника магнитопровода электрической машины с установленной в нем обмоткой магнитодиэлектрической массой так, чтобы внутренняя поверхность статора была близкой к цилиндрической.
Технический результат, достигаемый при использовании способа крепления обмотки в пазах магнитопровода электрической машины, заключается в получении внутренней поверхности статора обладающей низким аэродинамическим сопротивлением после крепления обмотки в пазах магнитопровода электрической машины, а также позволяющего уменьшить трудоемкость изготовления электрической машины путем уменьшения механической обработки внутренней поверхности статора.
Технический результат изобретения достигается с помощью способа крепления обмотки в пазах магнитопровода электрической машины, включающего установку сердечника магнитопровода статора с обмотками в вертикальное положение, нанесение магнитодиэлектрической массы на внутреннею поверхность статора, вращение статора в горизонтальном положении относительно центральной оси статора до полного затвердевания магнитодиэлектрической массы, при чем на межпазовое пространство внутренней поверхности статора предварительно наносится покрытие, ухудшающее адгезивные свойства магнитодиэлектрической массы, а магнитодиэлектрическая масса наносится на внутреннею поверхность статора при помощи формовочного диска имеющего диаметр меньший диаметра расточки сердечника магнитопровода статора.
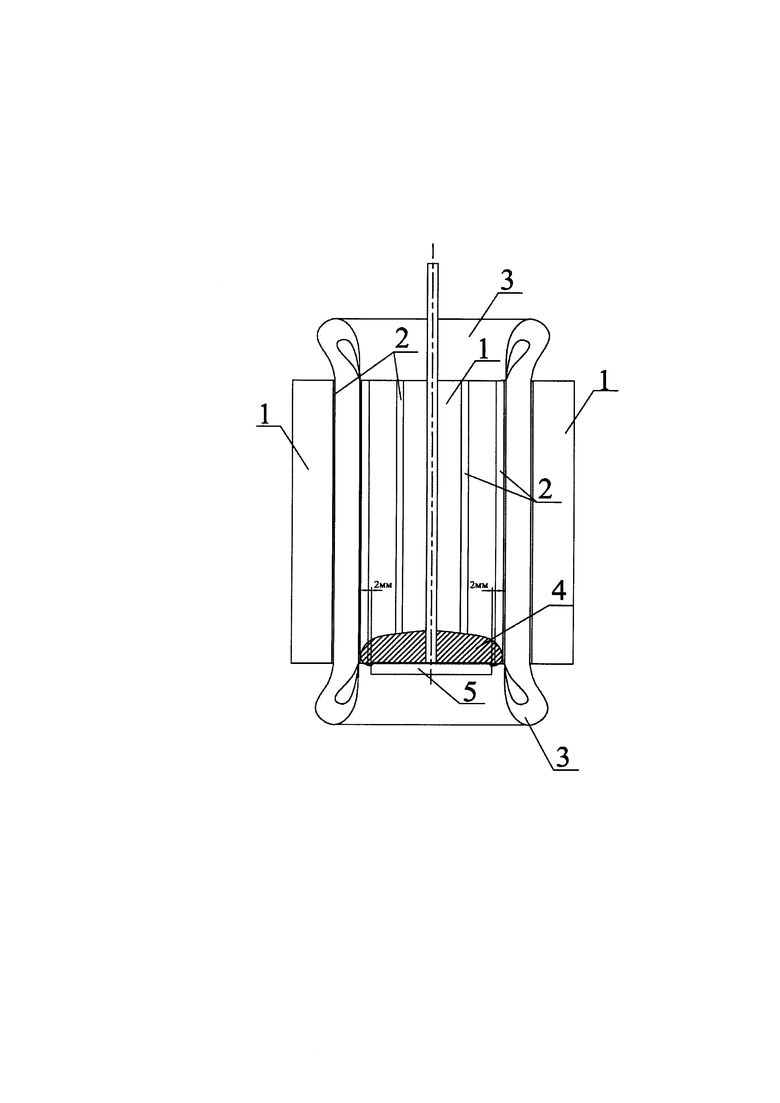
На фиг. представлен эскиз поперечного сечения статора электрической машины с установленными в открытые пазы сердечника статора обмотками и помещенным в расточку статора формовочным диском с нанесенной на него магнитодиэлектрической массой.
Способ крепления обмотки в пазах магнитопровода электрической машины выполняется следующим образом. Сердечник 1 магнитопровода статора (на фиг. не обозначен) электрической машины в не вращающемся состоянии с установленными в пазы 2 сердечника 1 магнитопровода статора (на фиг. не обозначен) обмотками 3 статора (на фиг. не обозначен) устанавливается в положение, когда центральная ось сердечника 1 магнитопровода статора (на фиг. не обозначен) находится в вертикальном положении. На внутреннею межпазовую поверхность сердечника 1 магнитопровода статора (на фиг. не обозначен) наносится покрытие ухудшающее адгезивные свойства магнитодиэлектрической массы 4. После этого выполняется процесс нанесения на внутреннюю поверхность сердечника 1 магнитопровода статора (на фиг. не обозначен) и заполнения пазов 2 сердечника 1 магнитопровода статора (на фиг. не обозначен) магнитодиэлектрической массой 4. Нанесение магнитодиэлектрической массы выполняется формовочным диском 5 имеющим диаметр меньший от 1 до 3 мм, чем диаметр расточки сердечника 1 магнитопровода статора. Процесс нанесения магнитодиэлектрической массы 4 заключается в установке формовочного диска 5, так чтобы его верхняя поверхность находилась на уровне нижнего торца сердечника 1 магнитопровода статора (на фиг. не обозначен). Магнитодиэлектрическая масса 4 в виде вязкой жидкости наносится на верхнею поверхность формовочного диска 5. Формовочный диск 5 после нанесения магнитодиэлектрической массы 4 некоторое время находится в неподвижном положении до равномерного заполнения магнитодиэлектрической массой 4 верхней поверхности формовочного диска 5, пространства между формовочным диском 5 и расточкой сердечника 1 магнитопровода статора (на фиг. не обозначен), а так же пазов 2 сердечника 1 магнитопровода статора (на фиг. не обозначен) на уровне верхней поверхности формовочного диска 5 и несколько ниже нее. В дальнейшем формовочный диск 5 перемещается вверх вдоль оси сердечника 1 магнитопровода статора (на фиг. не обозначен) в его росточке так, чтобы расстояние между кромкой формовочного диска 5 и внутренней поверхностью сердечника 1 магнитопровода статора (на фиг. не обозначен) оставалось постоянным и с такой скоростью, чтобы магнитодиэлектрическая масса 4 за счет вязкости распределялась равномерным слоем на внутренней поверхности сердечника 1 магнитопровода статора (на фиг. не обозначен), а также заполняла пазы 2 сердечника 1 магнитопровода статора (на фиг. не обозначен). Перемещение формовочного диска 5 заканчивается при полном выходе формовочного диска 5 из расточки сердечника 1 магнитопровода статора (на фиг. не обозначен). В случае необходимости процесс нанесения на внутреннею поверхность сердечника 1 магнитопровода статора (на фиг. не обозначен) и заполнения пазов 2 сердечника 1 магнитопровода статора (на фиг. не обозначен) магнитодиэлектрической массой 4 можно выполнить многократно.
После окончания процесса нанесения магнитодиэлектрической массы 4 на внутреннею поверхность сердечника 1 магнитопровода статора (на фиг. не обозначен) и заполнения пазов 2 сердечника 1 магнитопровода статора (на фиг. не обозначен), сердечник 1 магнитопровода статора (на фиг. не обозначен) с установленными обмотками статора 3 и нанесенной магнитодиэлектрической массой 4 устанавливается на стол с двумя вращающимися роликами и двигателем, в положение когда центральная ось сердечника 1 магнитопровода статора (на фиг. не обозначен) находится в горизонтальном положении. Сердечник 1 магнитопровода статора (на фиг. не обозначен) с установленными обмотками статора 3 и нанесенной магнитодиэлектрической массой 4 приводится во вращение относительно центральной оси сердечника 1 магнитопровода статора (на фиг. не обозначен) за счет вращения вала двигателя, который через ременную передачу передает вращение сердечнику 1 магнитопровода статора (на фиг. не обозначен). Вращение сердечника 1 магнитопровода статора (на фиг. не обозначен) происходит полного затвердевания магнитодиэлектрической массы 4. При вращении сердечника 1 магнитопровода статора (на фиг. не обозначен) с установленными обмотками статора 3 и нанесенной магнитодиэлектрической массой 4, магнитодиэлектрическая масса 4, за счет воздействия центробежной силы, максимально заполняет внутреннее пространство пазов 2 сердечника 1 магнитопровода. Процесс заполнения пазов 2 сердечника магнитопровода 1 статора (на фиг. не обозначен) происходит за счет перетекания магнитодиэлектрической массы 4, заполняющей пазы 2 сердечника 1 магнитопровода статора (на фиг. не обозначен), в глубь пазов 2, а также за счет перетекания в пазы 2 сердечника магнитопровода 1 статора (на фиг. не обозначен) магнитодиэлектрической массы 4 нанесенной на внутренней межпазовую поверхность сердечника 1 магнитопровода статора на фиг. не обозначен). За счет нанесения на внутреннюю межпазовую поверхность сердечника 1 магнитопровода статора (на фиг. не обозначен) покрытия, обеспечивающего снижение адгезивных свойств магнитодиэлектрической массы 4, на внутренней межпазовой поверхности сердечника 1 магнитопровода статора (на фиг. не обозначен) остается минимальное количество магнитодиэлектрической массы 4, равномерно распределенной по всей внутренней межпазовой поверхности сердечника 1 магнитопровода статора (на фиг. не обозначен), что обеспечивает получение внутренней межпазовой поверхности сердечника 1 магнитопровода статора (на фиг. не обозначен) близкой к цилиндрической. Получение внутренней поверхности сердечника 1 магнитопровода статора (на фиг. не обозначен) близкой к цилиндрической позволяет сократить время на последующую механическую обработку, что уменьшает трудоемкость изготовления электрической машины, а так же позволяет получить внутреннею поверхность статора с низким аэродинамическим сопротивлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитных клиньев и установки их в пазы электрической машины | 1982 |
|
SU1046858A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Способ крепления обмотки в пазах магнитопровода электрических машин | 1976 |
|
SU603059A1 |
| Изоляция паза статора электрической машины | 2020 |
|
RU2754498C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ДЛЯ МНОГОПОТОЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ТРАНСМИССИИ | 2014 |
|
RU2554117C1 |
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1119127A1 |
| Способ капсулирования обмотки в пазах магнитопровода электрической машины | 1981 |
|
SU1001336A1 |
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1030926A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2236740C2 |
| Способ капсулирования обмотки в пазах магнитопровода и устройство для его осуществления | 1988 |
|
SU1640792A1 |
Изобретение относится к области электротехники, в частности к способам крепления обмоток электрических машин в пазах статоров высокооборотных электрических машин. Технический результат - получение внутренней поверхности статора, обладающей низким аэродинамическим сопротивлением, уменьшение трудоемкости изготовления электрической машины. Способ крепления обмотки в пазах магнитопровода электрической машины включает установку сердечника магнитопровода статора с обмотками в вертикальное положение, нанесение магнитодиэлектрической массы на внутреннюю поверхность статора, вращение статора в горизонтальном положении относительно центральной оси статора до полного затвердевания магнитодиэлектрической массы. На межпазовое пространство внутренней поверхности статора предварительно наносится покрытие, ухудшающее адгезивные свойства магнитодиэлектрической массы, а магнитодиэлектрическая масса наносится на внутреннюю поверхность статора при помощи формовочного диска, имеющего диаметр, меньший диаметра расточки сердечника магнитопровода статора. 1 ил.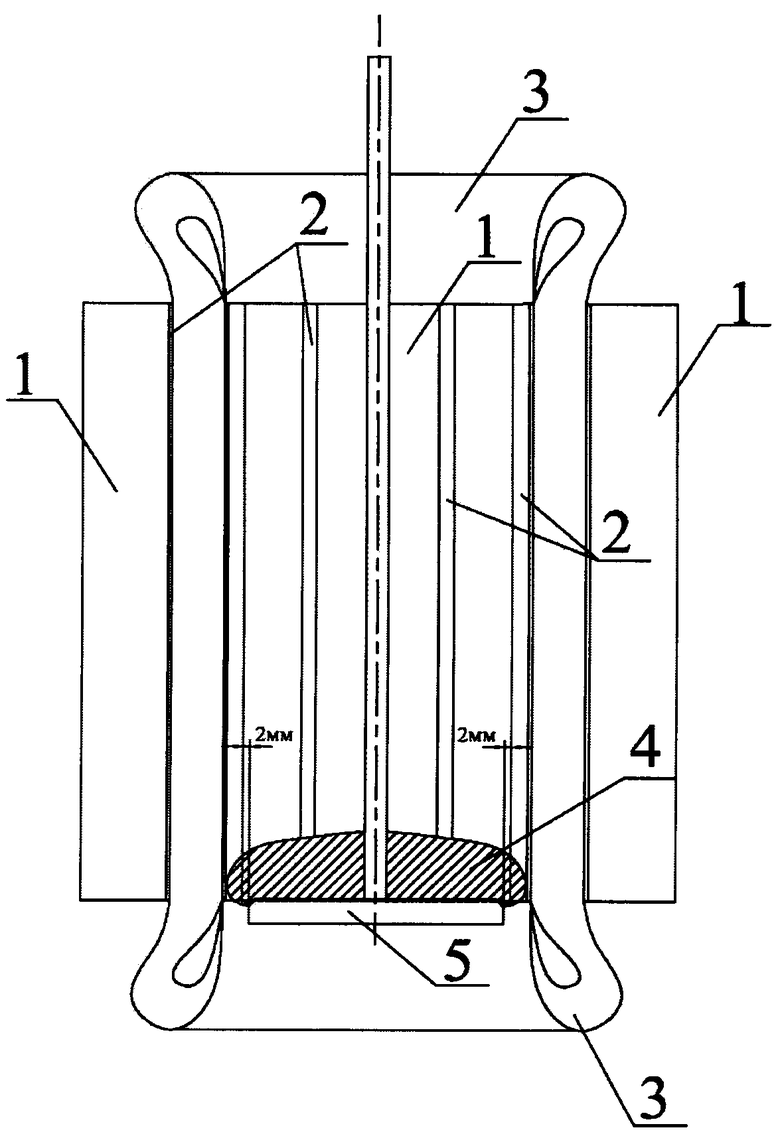
Способ крепления обмотки в пазах магнитопровода электрической машины, включающий установку сердечника магнитопровода статора с обмотками в вертикальное положение, нанесение магнитодиэлектрической массы на внутреннюю поверхность статора, вращение статора в горизонтальном положении относительно центральной оси статора до полного затвердевания магнитодиэлектрической массы, отличающийся тем, что на межпазовое пространство внутренней поверхности статора предварительно наносится покрытие, ухудшающее адгезивные свойства магнитодиэлектрической массы, а магнитодиэлектрическая масса наносится на внутреннюю поверхность статора при помощи формовочного диска, имеющего диаметр, меньший диаметра расточки сердечника магнитопровода статора.
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1119127A1 |
| Устройство для крепления обмотки в пазу магнитопровода | 1984 |
|
SU1324084A1 |
| Способ кладки кирпичных стен | 1929 |
|
SU18921A1 |
| Способ капсулирования обмотки в пазах магнитопровода электрической машины | 1981 |
|
SU1001336A1 |
| Устройство для капсулирования пазов статора электрической машины | 1975 |
|
SU559338A1 |
| EP 1351367 A1, 08.10.2003. | |||

