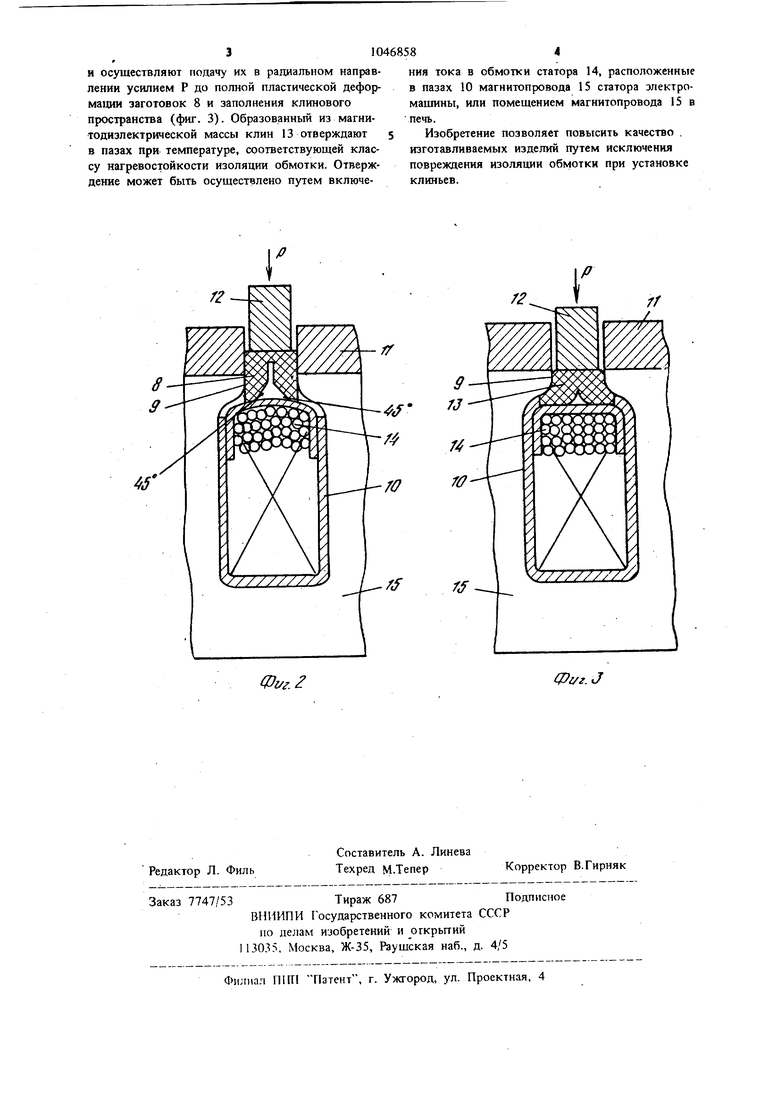
1 Изобретение относится к технолш-ии изготов ления мшнитных клиньев и установки их в па электрических машин и может быть использова электротехнической промышленности. Известен способ укладки обмогки в пазы статора с последующим заклиниванием па:юв диэлектрическими крышками, при котором пос ле намотки на раскладчик катушек (одной фазы) станок автоматически всыпает пр 1вода в пазы и заклинивает пазы магнитодиэлектрическими (из лавсановой пленки) крышками, затшткивая их с торцов сердечника статора в осевом направлении. Для всьтания второго яруса кату шек цикл повторяется 1 . Недостатком да1гао|-о способа является невоз можность монтажа магнитодиэлектрических крышек (магнитных клиньев) из-за того, что эти крышки имеют существенно (в десятки ра большую толщину и повышенную шероховато.сть поверхностей. Это препятствует их моитажу с торца сердечника только в осевом направлении с помощью указанного способа. Поэто му в ряде случаев осуществлен переход к непосредственному магнитокапсулированию пазов желеобразной магнитодиэлектрической массой. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления магнитных клиньев и их установки в пазы электрической машины, включающий смешение исходных компо нентов магнитодиэлектрической массы из желез ного порошка, термореактивной смолы и отвер дителя и изготовление из них заготовки клина введение ее в пазы электрической машины со стороны расточки магнитопровода и отверждение при температуре, соответствующей классу нагреностойкости обмотки 2. Однако известный способ эффективен для машин больЩой мощности с высоковольтной изолящ{ей, так как введение магнитодиэлектрической массы в пазы осуществляют путем введения во внутреннюю полость магнитопрово да статора оправки с прорезями после заполнения их магнитодиэлектрической массой, затем вводят проводник и жидкий диэлектрик, а давление создают путем ударной волны от проводника, на который подают импульс тока. Указанным давлением выталкивают магнитодиэлектрическую массу из оправки в пазы. При применении провода с эталь-изолятщей из-за высоких импульсов при подаче массы в пазы возможно перемыкание провода и создание условий для электрического пробоя обмотки. Цель изобретения - повышение качества изготавливаемых и.щслий путем исключения повреждения изоляции обмотки при установке клиньев. Поставленная цель достигается тем, ч го согласно .способу ИЗГ010НЛСПИЯ магнитных клнпье 58 И их установки в пазы электрической ма1пины, включающему смешение исходных компонентов магнитодиэлектркческой массы из железного порошка, термореактивной смолы и отвердителя и изготовление из них заготовки клина, введение ее в пазы электрической машины со стороны расточки магнитопровода и отверждение при температуре, соответствующей классу нагревостойкости обмотки, заготовку изготавливают путем нанесения магнитодиэлектрической массы в эластичном состоянии на подложку из полимерной пленки и покрытия этого слоя такой же пленки, предварительного отверждения .магнитодизлектрической массы, образования ленты путем прокатки слоя до необходимой толщины со снятием односторонних фасок по обе им кромкам ленты и сворачивания лепты файками внутрь симметрично ее оси, после чего производят отрезку заготовок по длине клина, при этом ширина полученной заготовки соответствует раскрытию паза, до введения заготовок В пазы их располагают напротив паза со стороны фасок, а при введении их нагревают и деформируют, например, подогретыми толкателями, заполняя клиновое Пространство паза. На фиг. изображена схема осушествления технологического процесса изготовления заготовок клиньев; на фиг. 2 - схема введения заготовки клина в паз магнитопровода; на фиг. 3 деформация заготовки в пазу. Способ осуществляют следующим образом. Приготавливают в бункере-смесителе 1 магнитодиэлектрическую эластичную массу 2 из железного порошка, термореактивной смолы и отвердигеля горячего отверждения в соотношении 3:1:0,1 в вакууме при нормальной температуре, наносят массу 2 на движущуюся на поддоне 3 полимерную пленку 4 и сверху покрывают ее такой же полимерной п.ленкой, сматываемой со шпу-лятора 5, затем массу 2 предварительно отверждают и образуют ленту 6 путем прокатки массы до нужной толщины подогретым фигурным валиком 7 со снятием односторонних фасок по обеим кромкам ленты, например, под углом 45° (фиг. 2). Затем ленту сворачивают фасками внутрь симметрично ее оси, после чего производят отрезку заготовок 8, при этом ширина полученной заготовки 8 соответствует раскрытию паза 9. Затем заготовки 8 устанавливают напротив паза 10 со стороны фасок. После этого внутрь статора ввоЕугт цилиндрический стакан 11 с толкателями 12. Для улучшения размягчения цилиндрический стакан 11 предварительно нагревают до 100-130 С. Затем цилиндр 11 закрепляют г тносительио неподвижной внешней базы, например, корпуса двигателя (не показано), вподя-г голкители 12 в соприкосновение с заготовками 8 (фиг. 2) и осуществляют подачу их в радиальном направлении усилием Р до полной пластической деформации заготовок 8 и заполнения клинового пространства (фиг. 3). Образованный из магнитодиэлектрической массы клин 13 отверждают в пазах при температуре, соответствующей классу нагревостойкости изоляции обмотки. Отверждение может быть осуществлено путем включе10484 ния тока в обмотки статора 14, расположенные в пазах 10 магнитопровода 15 статора электромашины, или помещением магнитопровода 15 в печь. Изобретение позволяет повысить качество . изготавливаемых изделий путем исключения повреждения изоляции обмотки при установке клиньев.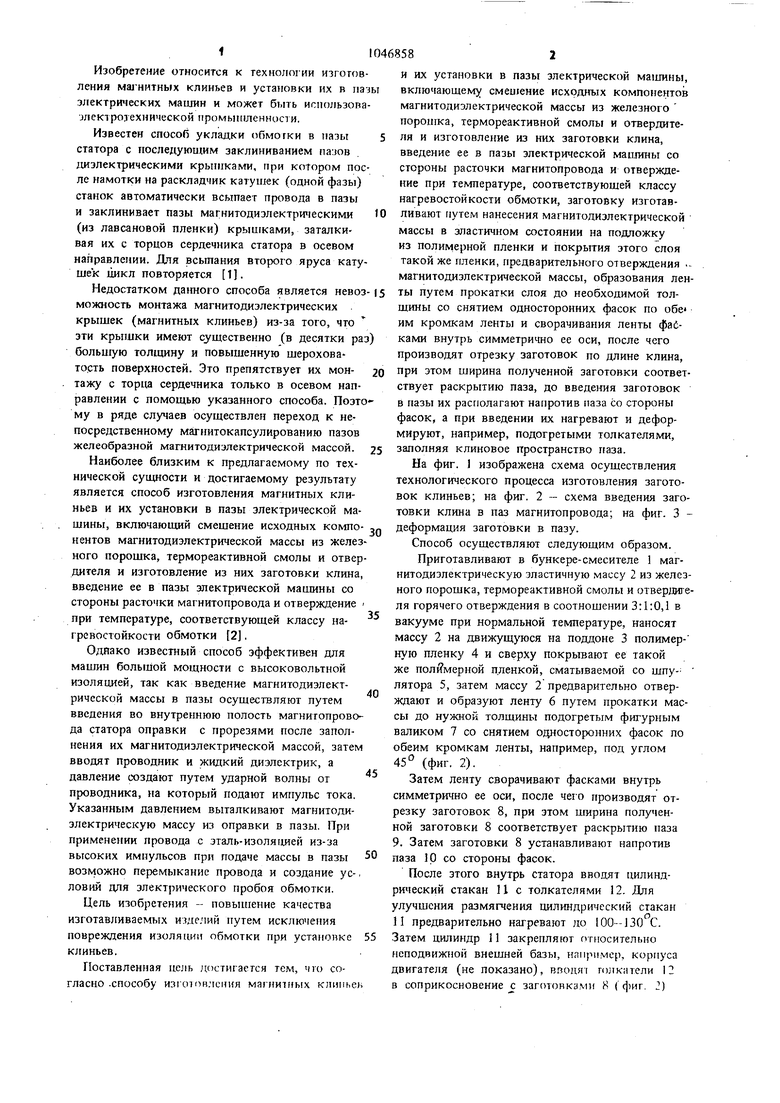
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитный клин | 1977 |
|
SU657523A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ капсулирования обмотки в пазах магнитопровода электрической машины | 1981 |
|
SU1001336A1 |
| СПОСОБ ИЗОЛИРОВАНИЯ ОБМОТКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2072115C1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Способ крепления обмотки в пазах магнитопровода электрических машин | 1976 |
|
SU603059A1 |
| Способ капсулирования обмотки в пазах магнитопровода и устройство для его осуществления | 1988 |
|
SU1640792A1 |
| Способ изготовления статора электрической машины и технологическая оправка для его изготовления | 1990 |
|
SU1806437A3 |
| СПОСОБ КРЕПЛЕНИЯ ОБМОТКИ В ПАЗАХ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2019 |
|
RU2741070C1 |
| Устройство для крепления обмотки в пазу магнитопровода | 1984 |
|
SU1324084A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МАШИТНЫХ Ю1ИНЬЕВ И УСТАНОВКИ ИХ В ПАЗЫ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий смешение исходных компонентов магнитодизлектрической массы из железного порошка, термореактивной смолы и отвердителя и изготовление из них заготовки клина, введение ее в пазы электрической машины со стороны расточки магнито, X У/6У/////////// J провода и отверждение при температуре, соответствующей классу нагревостойкости об отки, отличающийся тем, что, с целью повышения качества изготавливаемых изделий путем исключения повреждения изолящш обмотки при установке клиньев, заготовку изготавливают путем нанесения магнитодизлектрической массы в зластичном состоянии- на подложку из полимерной пленки и покрытия этого слоя такой же пленкой, предварительного отверждения магнитодиэлектрической массы, образования ленты путем прокатки массы до необходимой толщины со снятием односторонных фасок по обеим кромкам ленты и сворачивания ленты фасками внутрь симметрично ее оси, после чего произi водят отрезку заготовок по длине клина, при зтом ширина получе шой заготовки соответству(Л ет раскрытию паза, до введения заготовок в пазы их располагают напротив паза со стороны фасок, а при введении их нагревают и деформируют, например, подогретыми толкателями, заполняя клиновое пространство паза. О5 оо ел СХ) ф1/г. /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Асинхронные двигагели общего назначения | |||
| Под ред | |||
| В | |||
| М | |||
| Петрова и А | |||
| Э | |||
| Кравченко, М. | |||
| Энергия, 1980, с | |||
| Электромагнитное реле | 1922 |
|
SU466A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ КАПСУЛИРОВАНИЯ ПАЗОВ МАГНИТОПРСвОДА ЭЛЕКТРИЧЕСКСаЙ МАШИНЫ | 1979 |
|
SU826511A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| j | |||
