Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности при креплении обмоток в пазах электрических машин.
Известен способ изготовления электрической машины, обеспечивающий крепление обмотки в пазах магнитопровода, включающий установку магнитопровода в приспособление, установку приспособления на вал центрифуги, заливку компаунда в зону пазовой и лобовых частей при вращении центрифуги до затвердевания компаунда и удаление излишков 1.
Недостатком данного способа является то, что при креплении обмотки в пазах магнитодиэлектрической массой необходимо устанавливать магнитопровод в оборудование для заполнения пазов магнитодиэлектрической массой, что снижает производительность.
Цель изобретения - повышение производительности.
Поставленная цель достигается тем, что согласно способу крепления обмотки в пазах магнитопровода электрической машины, включающему установку магнитопровода с обмоткой в приспособление, установку приспособления на вал центрифуги, заливку компаунда в зону пазовой и лобовых частей при вращении центрифуги до затвердевания компаунда и удаление излишков, после затвердевания компаунда в зубцовую зону заливают магнитодиэлектрическую массу, а излишки массы удаляют движением толкателя вдоль оси магнитопровода, введенного в приспособление, установленного на валу центрифуги с возможностью осевого перемещения, диаметр которого соответствует расточке магнитопровода, при этом центрифугу вращают до затвердевания массы.
На чертеже изображено приспособление, установленное на валу центрифуги с размещенным в нем магнитопроводом с обмоткой.
Приспособление содержит кольцо 1, верхнюю технологическую гильзу 2, установленную внутри магнитопровода 3 с обмоткой, корпус 4, нижнюю технологическую гильзу 5, центральный 6 и основной 7 толкатели. Приспособление установлено на валу 8 центрифуги.
Крепление обмотки в пазах магнитопровода 3 осуществляется следующим образом.
Магнитопровод 3 с обмоткой помещают в корпус 4 в сборе с технологическими гильзами 2 и 4, установленными в зоне лобовых частей обмотки, и закрывают с торца кольцом I. Выводные концы обмотки уплотняют 5 в отверстиях кольца 1. Во избежание деформации лобовые части обмотки предварительно бандажируют прочной лентой (не показано) . При включенной центрифуге во внутреннюю полость магнитопровода 3 заливают компаунд 9, который заполняет пазовую и лобовые части обмотки. Избыток компаунда выбрасывается через отверстие 10. Выходная кромка отверстия 10 расположена на несколько меньшем радиусе, чем наружная поверхность гильзы 2, что обеспечи ает контакт компаунда с гильзой. Разность радиусов определяется величиной усадки компаунда. При этом верщины зубцов магнитопровода остаются не залитыми компаундом на величину, примерно равную толщине стенки гильзы 2. Центрифугу с магнитопроводом 3 вращают до затвердевания компаунда. Затем, не останавливая центрифуги, заливают магнитодиэлектрическую массу 11, удаляют с внутренней поверхности магнитопровода излишки магнитодиэлектрической массы движением толкателя вдоль оси магнитопровода, которая частично попадает в пазы, после чего продолжают вращать центрифугу до затвердевания магнитодиэлектрической массы II, останавливают центрифугу, снимают кольцо 1 и толкатель 7, выпрессовывают залитый узел. Удаляют технологические гильзы 2 и 5 и толкатель 6.
Изобретение позволяет повысить производительность вследствие исключения межоперационного времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1030926A1 |
| СПОСОБ КРЕПЛЕНИЯ ОБМОТКИ В ПАЗАХ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2019 |
|
RU2741070C1 |
| Способ изготовления статора электрической машины | 1986 |
|
SU1427506A1 |
| СТАТОР ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1989 |
|
RU2025864C1 |
| Способ герметизации узла электрической машины,содержащего обмотку | 1983 |
|
SU1181068A1 |
| Способ Шкилько изготовления обмотки статора электрической машины | 1989 |
|
SU1791913A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU928530A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления цилиндрического магнитопровода электрической машины с обмоткой | 1981 |
|
SU993397A1 |
СПОСОБ КРЕПЛЕНИЯ ОБМОТКИ В ПАЗАХ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий установку магнитопровода с обмоткой в приспособление, установку приспособления на вал центрифуги, заливку компаунда в зону пазовой и лобовых частей при вращении центрифуги до затвердевания компаунда и удаление излишков, отличающийся тем, что, с целью повышения производительности, после затвердевания компаунда в зубцовую зону заливают магнитодиэлектрическую массу, а излишки массы удаляют движением толкателя вдоль оси магнитопровода, введенного в приспособление, установленного на валу центрифуги с возможностью осевого перемещения, диаметр которого соответствует расточке магнитопровода, при этом центрифугу вращают до затвердевания массы.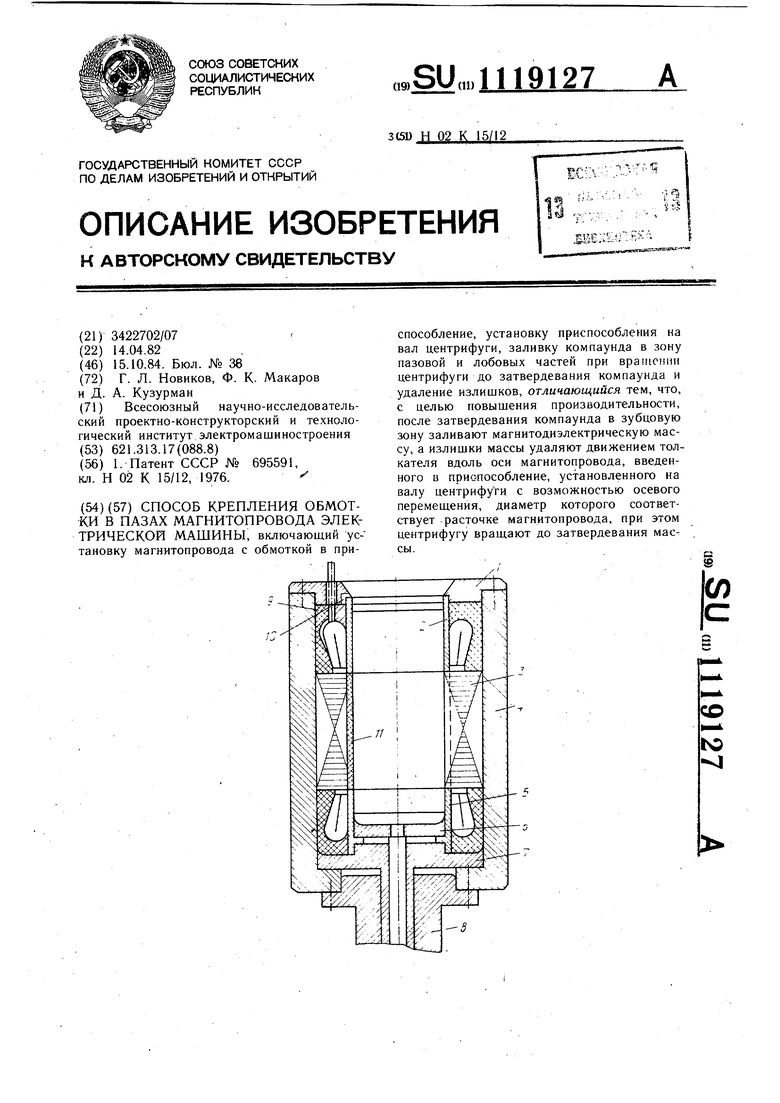
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления электрической машины | 1976 |
|
SU695591A3 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
