Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированному листу из электротехнической стали, используемому для изготовления наборного сердечника трансформатора, к наборному сердечнику трансформатора из текстурированного листа из электротехнической стали и к способу изготовления наборного сердечника.
Уровень техники
Текстурированный лист из электротехнической стали, имеющий кристаллическую текстуру, в которой ориентация <001> в качестве оси легкого намагничивания железа в высокой степени выровнена с направлением прокатки стального листа, используется, в частности, в качестве материала сердечника силового трансформатора. В зависимости от структуры трансформаторы в широком смысле классифицируются на трансформаторы с наборными сердечниками и трансформаторы с ленточными сердечниками. Трансформаторы с наборными сердечниками содержат сердечник, образованный из собранных в пакет штампованных стальных пластин заданной формы. Трансформаторы с ленточными сердечниками содержат сердечник, образованный посредством навивки стального листа. В настоящее время трансформаторы с наборными сердечниками часто используются в больших трансформаторах. Несмотря на то, что сердечник трансформатора имеет ряд конструктивных особенностей, уменьшение потерь в железе остается наиболее важной задачей.
В этом отношении важные характеристики текстурированного листа из электротехнической стали, используемого в качестве материала сердечника, включают в себя низкие потери в железе. Кроме того, для уменьшения потерь в меди за счет уменьшения тока холостого хода в трансформаторе необходимо, чтобы плотность магнитного потока была высокой. Плотность магнитного потока оценивают, используя плотность B8 (Тл) магнитного потока при намагничивающей силе 800 А/м. В общем, чем выше степень накопления в ориентации Госса, тем выше B8. В общем, потери на гистерезис в листе из электротехнической стали, имеющем высокую плотность магнитного потока, являются низкими, и такой лист из электротехнической стали также имеет исключительные характеристики в отношении потерь в железе. Для уменьшения потерь в железе в стальном листе используют высокую степень выравнивания кристаллических ориентаций зерен вторичной рекристаллизации в стальном листе с ориентацией Госса и уменьшение количества примесей в составе стали. Однако в отношении управления кристаллической ориентацией и уменьшением количества примесей имеются ограничения. По это причине была разработана техника уменьшения потерь в железе за счет придания неоднородности поверхности стального листа, используя физический способ разделения ширин магнитных доменов, т.е. технологию измельчения магнитных доменов. Например, Патентная литература 1 предлагает технологию уменьшения потерь в железе посредством испускания лазерного луча на готовое листовое изделие для создания областей с высокой плотностью дислокаций в поверхности стального листа с целью уменьшения ширины магнитных доменов. Патентная литература 2 предлагает технологию для регулирования ширины магнитных доменов посредством испускания электронного луча.
Для уменьшения потерь в железе трансформатора, в общем, предполагается уменьшить потери в железе текстурированных листов из электротехнической стали, используемых в качестве материала сердечника (потери в железе материала). Известно, что в сердечнике трансформатора, в частности, в трехфазном трансформаторе возбуждения с ленточным сердечником, имеющем трехстержневые или пятистержневые текстурированные листы из электротехнической стали, потери в железе трансформатора больше по сравнению с потерями в железе материала. Величина, полученная посредством деления величины потерь в железе трансформатора, используя листы из электротехнической стали для изготовления сердечника трансформатора (потери в железе трансформатора) на величину потерь в железе материала, полученную с помощью испытания магнитных материалов по методу Эпштейна, обычно именуется как коэффициент потерь (BF) или коэффициент деструкции (DF). В частности, в трехстержневом или пятистержневом трехфазном трансформаторе возбуждения с ленточным сердечником BF, в общем, больше 1.
Установлено, что в трансформаторе с наборным сердечником уменьшение потерь в железе материала сердечника не всегда ведет к уменьшению потерь в железе трансформатора. В частности, известно, что в наборном сердечнике, в котором используется исходный материал, имеющий плотность магнитного потока B8, равную 1,88 Тл или выше, и в котором степень накопления в ориентации Госса является высокой (текстурированные листы из электротехнической стали с высокой проницаемостью: HGO), даже когда магнитные свойства материала являются удовлетворительными, магнитные свойства самого трансформатора могут до некоторой степени ухудшаться. Это означает, что даже при изготовлении текстурированных листов из электротехнической стали, имеющих исключительные магнитные свойства, эти магнитные свойства не полностью используются в качестве свойств фактически существующих трансформаторов. Что касается свойств исходного материала помимо плотности магнитного потока B8, изменения этих свойств, таких как величина натяжения покрытия на стальных листах, обработка для измельчения доменов и т.д., обусловливает изменение BF. Кроме того, BF также изменяется за счет изменения формы сердечника трансформатора и способа укладки внахлестку, и, следовательно, потери в железе трансформатора изменяются.
Как общеизвестный факт, существуют три основные возможные причины, что потери в железе трансформатора выше потерь в железе материала: i) увеличение потерь в железе из-за искажения формы кривой магнитного потока, генерируемого в сердечнике, ii) увеличение потерь в железе из-за вращающегося магнитного потока, генерируемого в сердечнике, и iii) увеличение потерь в железе из-за увеличения потерь на вихревые токи в своей плоскости, что обусловливается переносом магнитного потока в соединительных участках сердечника.
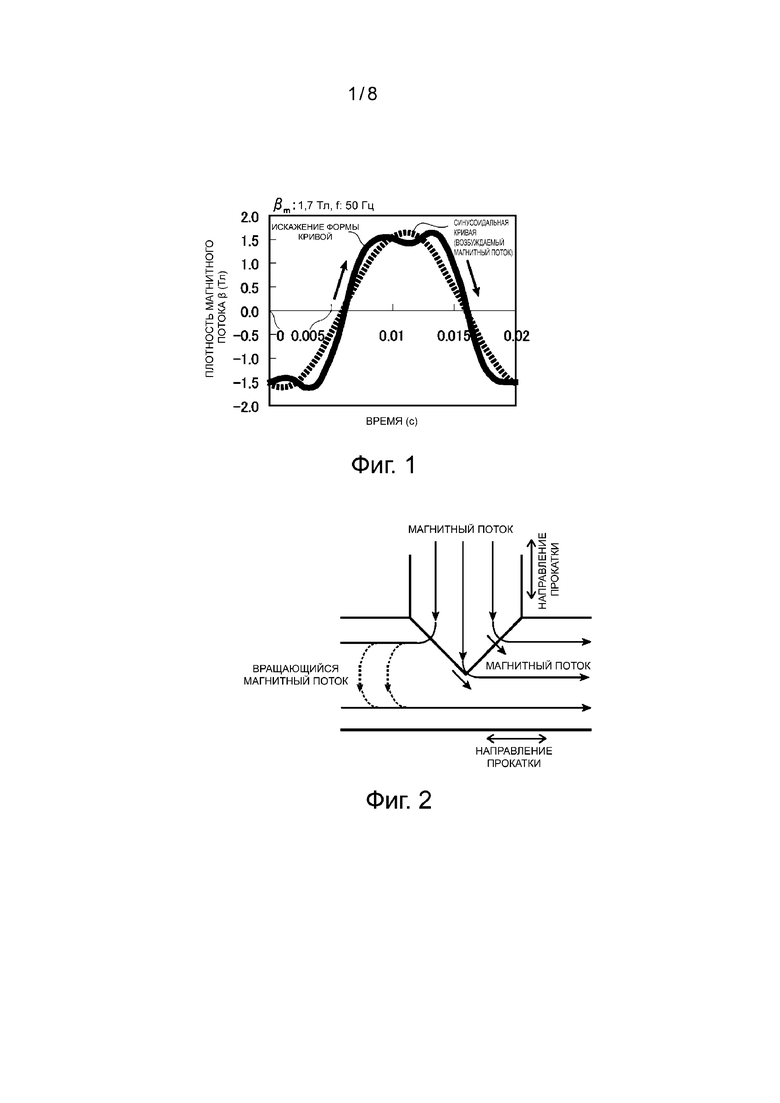
Искажение формы кривой магнитного потока представляет собой явление, в котором форма кривой плотности магнитного потока в сердечнике локально искажается относительно плотности возбуждаемого магнитного потока, имеющей синусоидальную форму кривой. На фиг. 1 показан пример искажения формы кривой магнитного потока, которое имеет место в сердечнике трансформатора. Когда плотность магнитного потока искажается, изменение плотности магнитного потока со временем становится более резким, чем когда плотность магнитного потока имеет синусоидальную форму кривой в определенное время, и вихревой ток, обусловленный изменением плотности магнитного потока, увеличивается. Следовательно, когда форма кривой плотности магнитного потока искажается, потери на вихревой ток за период времени будут больше, чем когда плотность магнитного потока имеет синусоидальную форму кривой.
Вращающийся магнитный поток означает, что магнитный поток ориентирован в другом направлении, чем направление возбуждения (направление прокатки в случае текстурированного листа из электротехнической стали). На фиг. 2 на основании фактического измерения схематически показаны течения магнитного потока в трансформаторе с сердечником. Вблизи участка T-образного соединения магнитный поток ориентирован в направлениях, отличающихся от направления прокатки (RD), которое является направлением легкого намагничивания. В этом случае потери в железе больше, чем когда магнитный поток возбуждается только в направлении прокатки.
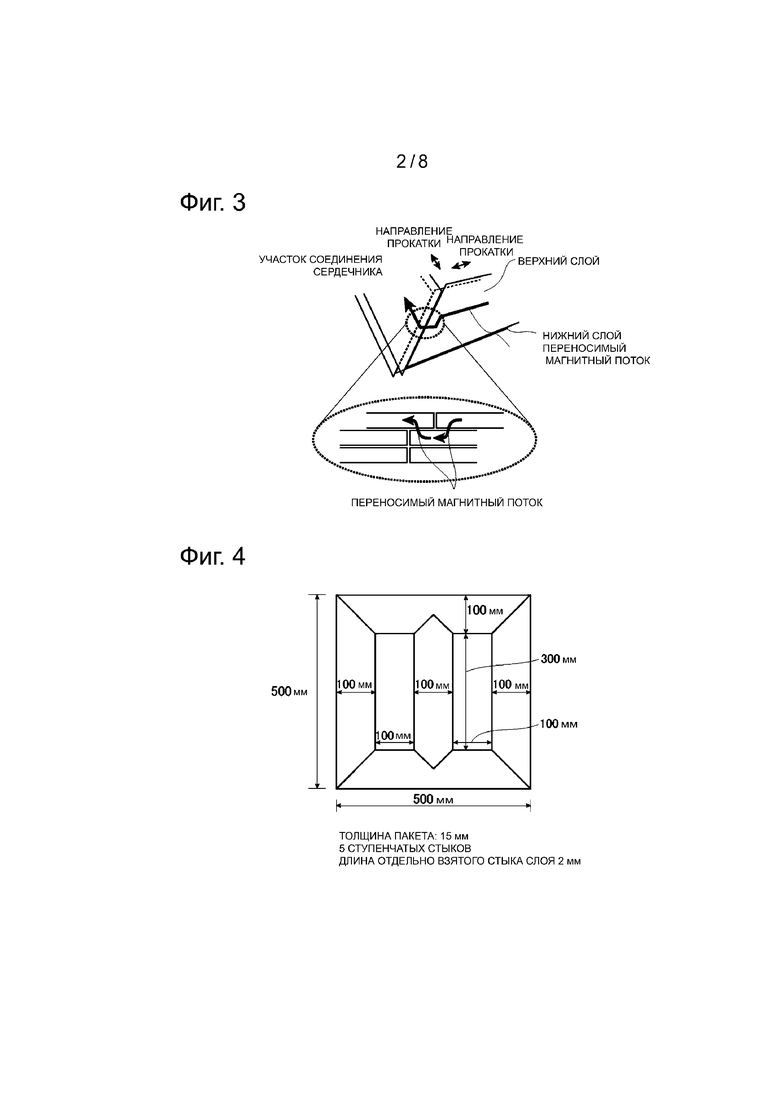
Сердечник трансформатора имеет соединительный участок, на котором стальные листы соединены внахлестку, как показано на фиг. 3. На участке соединения внахлестку имеет место сложный характер намагничивания, т.е., например, магнитный поток переносится на поверхностях стального листа в направлении, перпендикулярном поверхности стального листа, и, следовательно, магнитное сопротивление увеличивается. Увеличение потерь на вихревые токи в своей плоскости из-за намагничивания, имеющего место в направлении своей плоскости, вышеописанного искажения формы кривой магнитного потока и вышеописанного вращающегося магнитного потока в соединительном участке является высоким, что также обусловливает увеличение потерь в железе.
На основании качественного истолкования причин увеличения потерь в железе трансформатора были разработаны, к примеру, следующие предложения для уменьшения потерь в железе трансформатора.
Патентная литература 3 указывает, что искажение формы кривой магнитного потока является большим в центральном стержне и что за счет уменьшения потерь в железе центрального стержня, так чтобы они были меньше, чем на других участках, можно эффективно уменьшить потери в железе трансформатора. Патентная литература 4 указывает, что в материале с высокой плотностью магнитного потока B8 вращающийся магнитный поток является большим в соединительном участке T-образной формы и что за счет обработки поверхности участка, в котором генерируется такой вращающийся магнитный поток, потери в железе трансформатора эффективно снижаются. В Патентной литературе 5 описана взаимосвязь между длиной нахлестки в соединительном участке сердечника и потерями в железе трансформатора и указано, что потери в железе трансформатора могут быть уменьшены посредством оптимизации длины нахлестки.
Перечень ссылочных документов
Патентная литература
PTL 1: Рассмотренная опубликованная патентная заявка Японии № 57-2252
PTL 2: Рассмотренная опубликованная патентная заявка Японии № 6-72266
PTL 3: Нерассмотренная опубликованная патентная заявка Японии № 54-84229
PTL 4: Патент Японии № 2757724
PTL 5: Нерассмотренная опубликованная патентная заявка Японии № 1-283912
PTL 6: Патент Японии № 5750820
Непатентная литература
NPL1: Технический отчет Kawasaki steel, том 29, № 3, P159-163(1997 г.)
NPL2: Научные труды Японского института инженеров-электриков. D, том 130, № 9, P1087-1093 (2010 г.)
NPL3: Документы технического совещания по технике магнитных измерений, Японский институт инженеров-электриков, MAG-04-224, P27-31(2004 г.)
Раскрытие сущности изобретения
Техническая проблема
Для того чтобы уменьшить i) искажение формы кривой магнитного потока, ii) вращающийся магнитный поток и iii) увеличение потерей в железе соединительных участков сердечника, как описано в Патентной литературе 3 – 5, принимались различные контрмеры. Однако контрмеры, принятые против одной причины потерь в железе, используя определенный способ в специальной конструкции трансформатора, нельзя применить в другой конструкции трансформатора, когда основная причина увеличения или уменьшения потерь в железе другого трансформатора отличается от основной причины в конкретной конструкции трансформатора. Например, можно предположить, что потери в железе можно в достаточной степени уменьшить, используя указанные способы проектирования. Однако при использовании этих способов значительно снижается производительность трансформатора, поскольку различные стальные листы используются только для центрального стержня, так чтобы уменьшить потери в железе центрального стержня, поскольку соединительный участок T-образной формы подвергается обработке поверхности и поскольку оптимизируется длина нахлестки.
Задача настоящего изобретения состоит в том, чтобы предложить текстурированный лист из электротехнической стали, оказывающий исключительный эффект уменьшения потерей в железе трансформатора, когда он используется для изготовления наборного сердечника трансформатора. Другая задача настоящего изобретения состоит в том, чтобы предложить наборный сердечник трансформатора, в котором используется текстурированный лист из электротехнической стали, и способ изготовления наборного сердечника.
Решение проблемы
Авторы настоящего изобретения выполнили детальные исследования основных причин увеличения или уменьшения потерей в железе трансформатора, т.е., i) искажение формы кривой магнитного потока, ii) вращающийся магнитный поток и iii) увеличение потерей в железе соединительных участков сердечника. В частности, авторы настоящего изобретения установили, какой существенный фактор увеличивает или уменьшает каждую из этих причин.
Искажение формы кривой магнитного потока и вращающийся магнитный поток были исследованы посредством измерения локального магнитного потока в возбуждаемом сердечнике трансформатора с помощью способа с использованием игольчатых датчиков (Непатентная литература 1). Для изготовления трехфазного наборного сердечника трансформатора, показанного на фиг. 4, были использованы текстурированные листы из электротехнической стали (подвергнутые обработке для измельчения линейных магнитных доменов под действием линейных деформаций), имеющие толщину 0,23 мм и плотность B8 магнитного потока 1,92 Тл при намагничивающей силе 800 А/м. Электродвижущее напряжение, генерируемое между датчиками, было измерено с интервалами 5 мм в двух направлениях по всей поверхности сердечника при трехфазном возбуждении при 50 Гц и 1,7 Тл для получения двухмерной временной формы кривой плотности магнитного потока. Трехфазный наборный сердечник трансформатора, показанный на фиг. 4, имеет форму с толщиной пакета 15 мм, 5 ступенчатыми стыками Step Laps и длиной отдельно взятого стыка слоя 2 мм.
В этом случае искажение формы кривой магнитного потока было большим на участках стержней и концах в направлении ширины участков ярма. В частности, было установлено, что отличие искаженной формы кривой от синусоидальной кривой заключается в трапецеидальной форме, как показано на фиг. 1. Как общеизвестный факт, указателем, отображающим степень искажения формы кривой магнитного потока, является коэффициент формы, определяемый формулой (3), приведенной ниже. Поскольку коэффициент формы увеличивается на определенном участке, степень увеличения потерь в железе этого участка увеличивается.
[Математическое выражение 1]

Здесь (dB/dt) – значение, полученное посредством дифференцирования локальной плотности магнитного потока B (Тл) по времени t (c), dB/dt)rms – среднеквадратичное значение (dB/dt) и (dB/dt)ave – простое среднее (dB/dt).
Также было установлено, что вращающееся магнитное поле было большим на участках стержней, центральных участках в направлении ширины участков ярма и вблизи участков T-образного соединения. Эти результаты являются такими же, как и предыдущие полученные результаты. Также было установлено, что на этих участках сдвиг по фазе между направлением прокатки и направлением, перпендикулярным направлению прокатки составляет 90°, когда плотность магнитного потока становится максимальным, и, следовательно, имело место, так называемое намагничивание по эллиптической траектории. Чем больше максимальная плотность магнитного потока в направлении, перпендикулярном направлению прокатки на определенном участке, тем больше увеличение потерей в железе этого участка. Максимальная плотность магнитного потока в направлении, перпендикулярном направлению прокатки, может использоваться в качестве указателя величины вращающегося магнитного поля, генерируемого в сердечнике.
Далее были исследованы потери в железе соединительного участка сердечника. Перенос магнитного потока, который происходит в соединительных стыках, нельзя измерить посредством оценки намагничивания в своей плоскости, используя способ с применением игольчатых датчиков. Следовательно, в соединительном участке была образована испытательная катушка осаждением из паровой фазы, используя способ, известный из Непатентной литературы 2, и была измерена плотность переносимого магнитного потока, генерируемого в соединительных стыках. Потери в железе этого участка были проверены с помощью локального измерения потерь в железе с использованием инфракрасной камеры и раскрыты в Патентной литературе 6. При измерении в испытательной катушке плотность переносимого магнитного потока, измеренная на участках нахлестки, составляла 0,14 Тл как максимальное значение. Соответственно, в соединительном участке потери в железе увеличились в среднем на 0,4 Вт/кг по соединительному участку по сравнению с потерями в железе материала текстурированных листов из электротехнической стали.
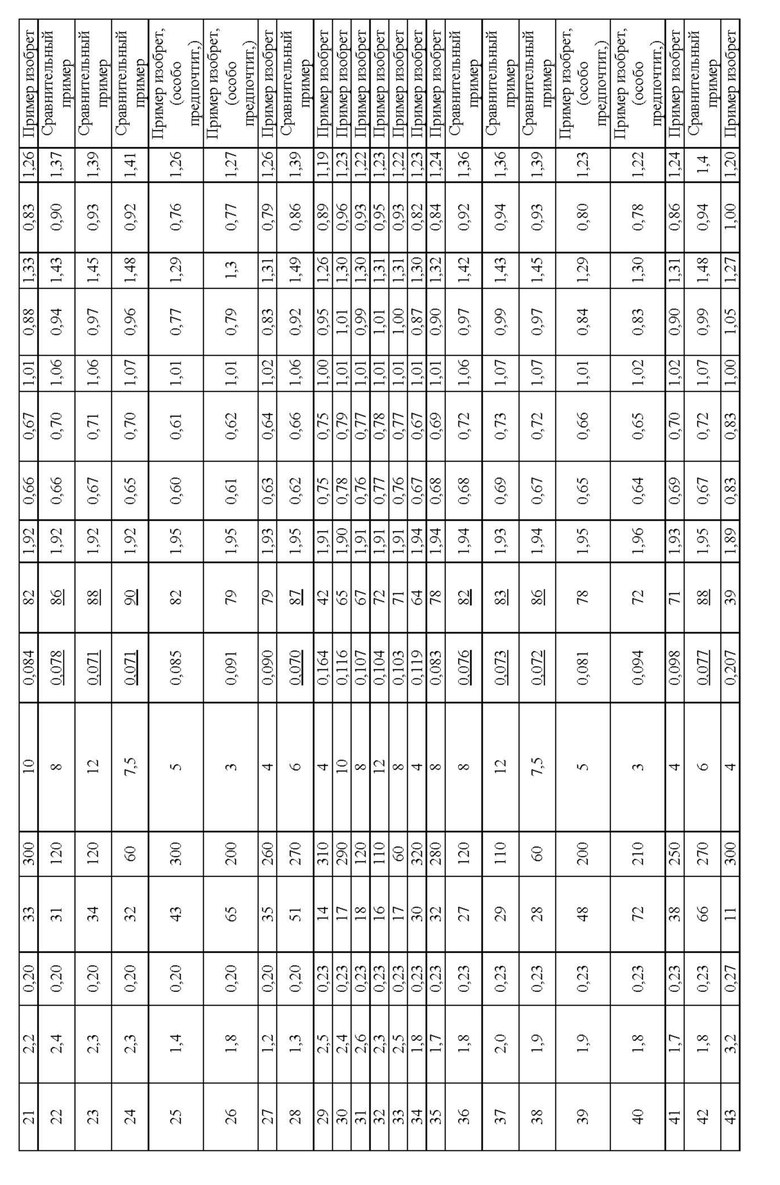
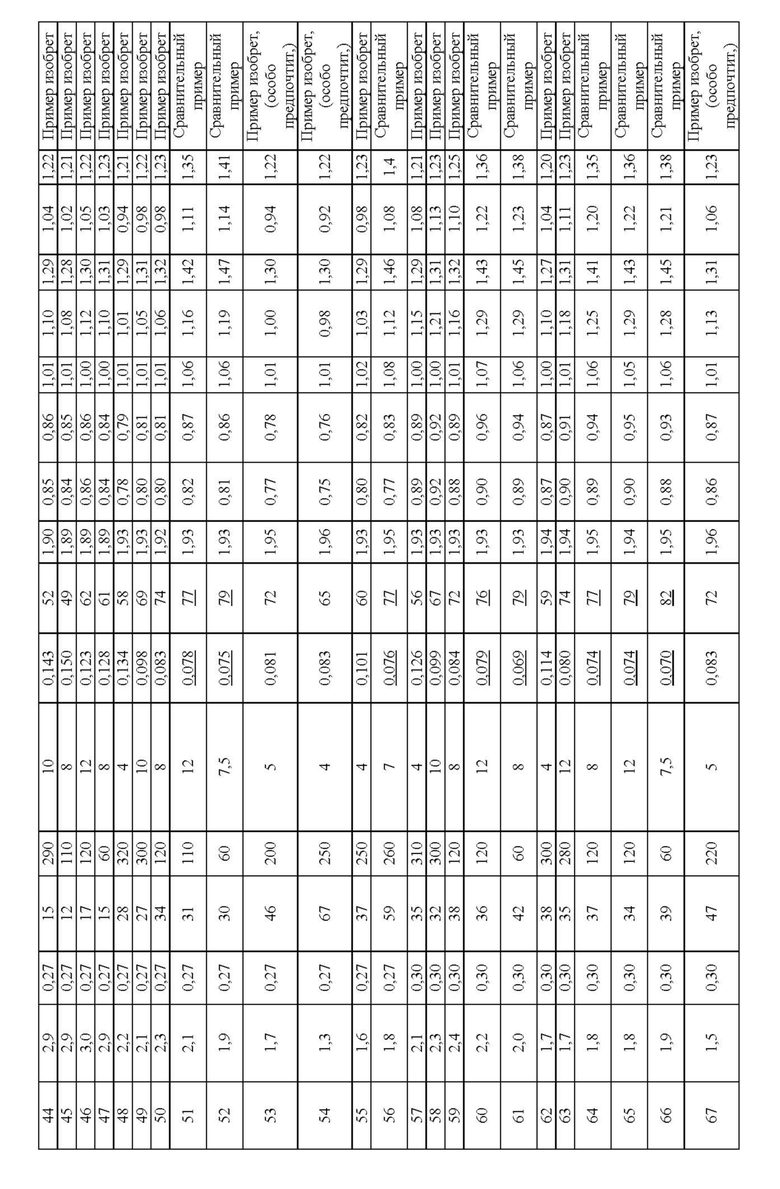
Текстурированные листы из электротехнической стали, имеющие форму сердечника, как показано на фиг. 4, плотность B8 магнитного потока 1,91 Тл при намагничивающей силе 800 А/м, толщину 0,20 мм, 0,23 мм или 0,27 мм, использовались для изготовления сердечников трансформаторов с разными длинами соединения внахлестку 1 – 3 мм. При трехфазном возбуждении при 50 Гц и 1,7 Тл состояние намагничивания в каждом соединительном участке каждого трансформатора исследовали с помощью испытательной катушки, и потери и в железе непосредственно над каждым соединительным стыком, потери в железе каждого сердечника трансформатора и BF проверяли, используя способ с применением игольчатых датчиков, описанный выше. Из результатов состояния намагничивания в трансформаторе было подсчитано среднее значение коэффициентов формы в точках измерения в качестве указателя степени искажения формы кривой, и среднее значение максимальных магнитных плотностей в направлении, перпендикулярном направлению прокатки в точках измерения было подсчитано в качестве указателя вращающегося магнитного потока. Кроме того, было подсчитано максимальное значение плотности переносного магнитного потока в одном периоде возбуждения, измеренное во время измерений в испытательной катушке. Результаты показаны в таблице 1.
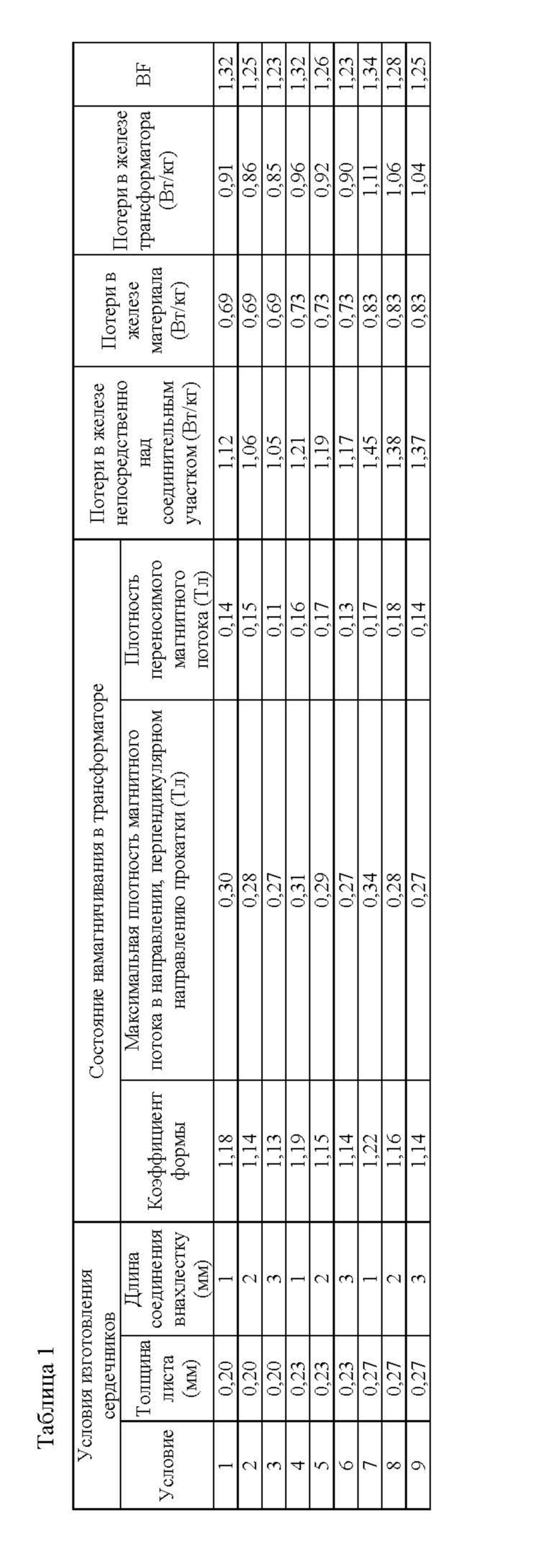
Когда длина соединения внахлестку уменьшается, или когда толщина листа увеличивается, потери в железе трансформатора и BF (= потери в железе трансформатора/ потери в железе материала) увеличиваются. Кроме того, когда длина соединения внахлестку уменьшается или когда толщина увеличивается, коэффициент формы, максимальная плотность магнитного потока в направлении, перпендикулярном направлению прокатки, плотность переносимого магнитного потока и потери в железе непосредственно над соединительным участком увеличиваются. С учетом плотности магнитного потока, пересекающего зазоры в соединительном участке, причиной этого может быть следующей.
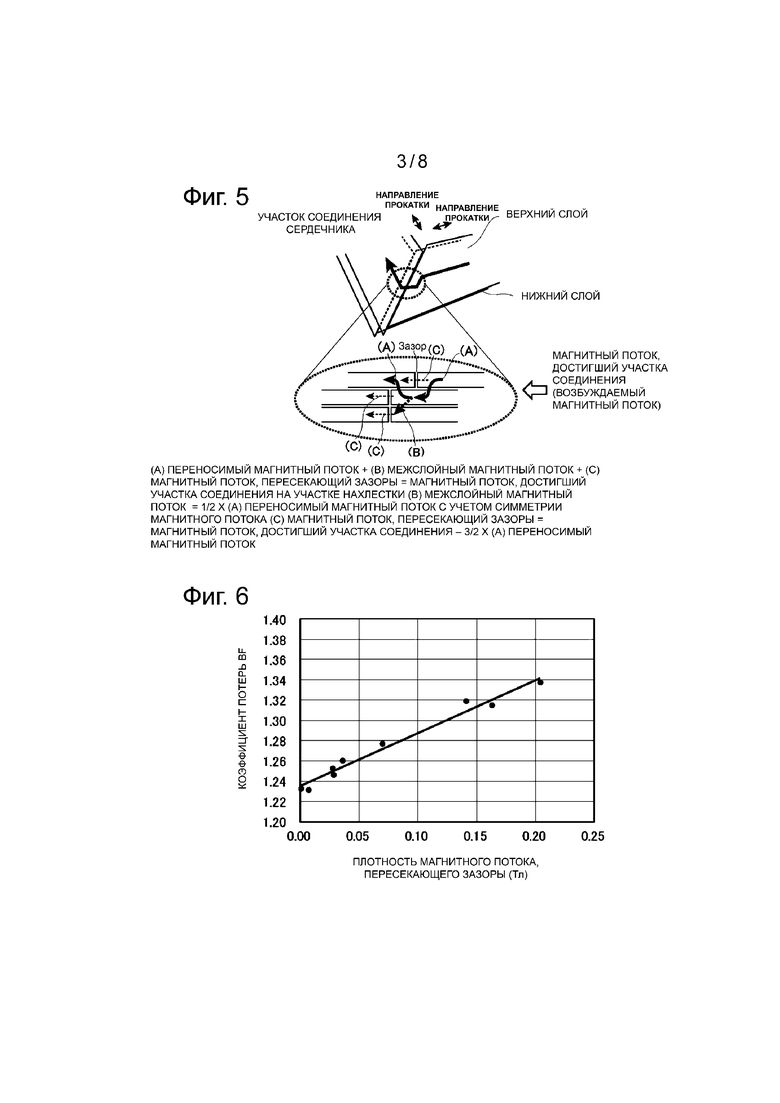
На фиг. 5 схематически показаны течения магнитного потока на участке соединения, которые оцениваются на основании исследований, описанных в Непатентной литературе 2. При условии, что никакие магнитные потоки не вытекают наружу стальных листов, магнитный поток, достигающий участка соединения, можно разделить на (A) переносимый магнитный поток (который переносится на участках нахлестки в направлении вне плоскости), (B) межслойный магнитный поток (который переносится между пакетированными стальными листами на участках, которые не относятся к участкам нахлестки) и (C) магнитный поток, пересекающий зазоры (между стальными листами) (на фиг. 5 магнитный поток, который достигает участка соединения = (A) переносимый магнитный поток + (B) межслойный магнитный поток + (C) магнитный поток, пересекающий зазоры). Когда длина соединения внахлестку уменьшается, площадь участков нахлестки уменьшается, так что (A) переносимый магнитный поток уменьшается. Сходным образом, когда толщина листа увеличивается, количество пакетированных листов при заданной высоте пакетирования в сердечнике уменьшается, и площадь участков нахлестки относительно объема участка соединения соответственно уменьшается, так что (A) переносимый магнитный поток уменьшается. В соединении ступенчатых стыков (B) межслойный магнитный поток составляет приблизительно половину (A) переносимого магнитного потока из-за симметрии (B) межслойного магнитного потока (в соединении внахлестку с учетом симметрии магнитного потока (B) межслойный магнитный поток = (A) переносимый магнитный поток × 1/2, и (C) магнитный поток, пересекающий зазоры = магнитный поток, который достиг участка соединения - (A) переносимый магнитный поток × 3/2). Следовательно, когда длина соединения внахлестку уменьшается или когда толщина листа увеличивается, (A) переносимый магнитный поток уменьшается, и (C) магнитный поток, пересекающий зазоры, как следствие, увеличивается. Используя формулы на фиг. 5 и площадь участков соединения (C), можно подсчитать магнитный поток, пересекающий зазоры. Посредством деления этого значения на площадь сечения зазоров соединения можно подсчитать плотность магнитного потока, пересекающего зазоры. На фиг. 6 показано отношение между плотностью магнитного потока, пересекающего зазоры, и BF. Вновь было установлено, что взаимосвязь между плотностью магнитного потока, пересекающего зазоры, и BF является очень высокой.
С учетом магнитного сопротивления участка соединения вышеуказанное соотношение может быть обусловлено следующими причинами. Ширина участков зазоров, в общем, больше по сравнению с шириной участков зазоров между стальными листами в направлении пакетирования (≅ толщина поверхностных покрытий на листах из электротехнической стали (приблизительно несколько микрон)), но это зависит от точности сборки. Магнитное сопротивление (C) магнитного потока, пересекающего зазоры, может быть больше по сравнению с магнитным сопротивлением (A) переносимого магнитного потока и магнитным сопротивлением (B) межслойного магнитного потока. Следовательно, когда плотность магнитного потока, пересекающего зазоры, увеличивается, магнитное сопротивление участка соединения может увеличиваться. Можно сделать вывод, что увеличение магнитного сопротивления участка соединения непосредственно обусловливает значительное увеличение потерь в железе участка соединения, и в то же время искажение формы кривой магнитного потока (отношение форм) в сердечнике и вращающемся магнитном потоке (максимальная плотность магнитного потока в направлении, перпендикулярном направлению прокатки) увеличиваются согласно нижеописанной логике. Когда искажение формы кривой магнитного потока (коэффициент формы) и вращающийся магнитный поток (плотность максимального магнитного потока в направлении, перпендикулярном направлению прокатки) увеличиваются, соответственно увеличиваются потери в железе, и это может обусловливать увеличение потерь в железе трансформатора и увеличение BF.
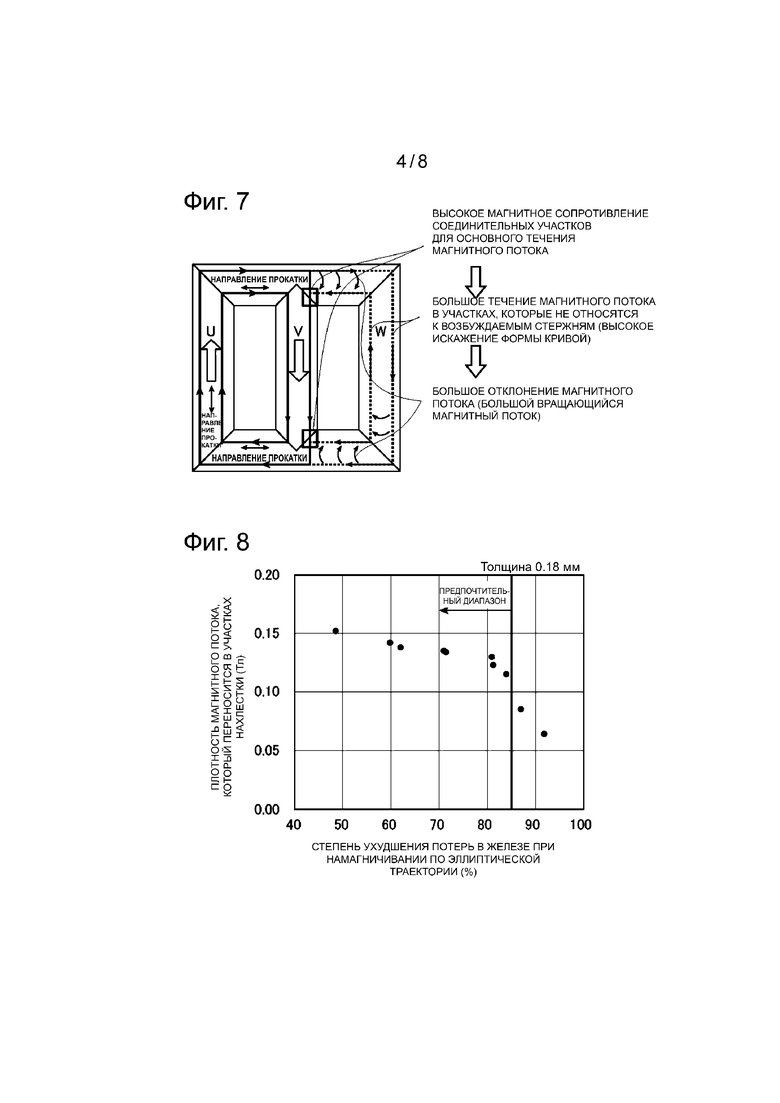
На фиг. 7 схематично показаны течения магнитных потоков в трехфазном трехстержневом сердечнике в определенной момент (в момент, когда U-стержень и V-стержень возбуждаются, и W-стержень не возбуждается). В добавление к течению магнитного потока между U-стержнем и V-стержнем магнитный поток течет в невозбуждаемый W-стержень. Это явление представляется важным, когда для изготовления сердечника используют материал с высокой анизотропией проницаемости, такой как текстурированные листы из электротехнической стали. Например, в сердечнике, показанном на фиг. 7, направление по длине текстурированных листов из электротехнической стали является направлением RD их легкого намагничивания (направление прокатки). Поскольку магнитный поток легко течет в направлении RD, магнитный поток также течет в W-стержень. Магнитное сопротивление соединительных участков относится к магнитному потоку, текущему в стержень, который не относится к возбуждаемым стержням. Когда магнитное сопротивление каждого из соединительных участков является высоким, течение магнитного потока между U-стержнем и V-стержнем, которое является основным течением магнитного потока, усиливается, так что магнитный поток, текущий в W-стержень, увеличивается. Вращающийся магнитный поток в центральных участках ярма в направлении, перпендикулярном направлению прокатки, обусловлен отклонением магнитного потока, текущего в стержень, который не относится к возбуждаемым стержням. Следовательно, с увеличением количества магнитного потока, текущего, в стержень, который не относится к возбуждаемым стержням, увеличивается максимальная плотность магнитного потока в центральных участках ярма в направлении, перпендикулярном направлению прокатки. Кроме того, когда магнитный поток течет в невозбуждаемый W-стержень, форма кривой магнитного потока искажается в концевых участках стержней согласно величине течения, и увеличивается коэффициент формы в концевых участках стержней. В частности, можно сделать вывод, что когда магнитное сопротивление каждого соединительного участка является высоким, искажение формы кривой магнитного потока (коэффициент формы) и вращающийся магнитный поток (максимальная плотность магнитного потока в направлении, перпендикулярном направлению прокатки) увеличивается.
На основании вышеприведенных фактов, обнаруженных в результате экспериментов, установлено, что для уменьшения потерь в железе и BF в наборном трансформаторе важно уменьшить плотность магнитного потока, пересекающего зазоры. Однако для уменьшения плотности магнитного потока, пересекающего зазоры, важно увеличить количество магнитного потока, который переносится в участках нахлестки. Первым способом увеличения количества магнитного потока, пересекающего участки нахлестки, является изменение конструкции сердечника трансформатора, так чтобы увеличить длину нахлестки для увеличения площади участков нахлестки. Другой способ состоит в уменьшении толщины листа для увеличения количества областей нахлестки с целью увеличения площади участков нахлестки на единицу объема участков соединения или использовании материала, имеющего большую проницаемость для переноса магнитного потока в участках нахлестки. В настоящем изобретении для изготовления трансформатора, имеющего исключительные характеристики потерь в железе независимо от конструкции сердечника трансформатора, были выполнены исследования материала, который обеспечивает увеличение проницаемости для переноса магнитного потока в участках нахлестки, когда материал образован в сердечнике трансформатора, учитывая эффект толщины листа.
Было исследовано отношение между плотностью магнитного потока, который переносится в участках нахлестки участков соединения, и магнитными свойствами различных материалов. Во время исследования в качестве вышеописанного эксперимента были изготовлены сердечники трансформатора, имеющие конструкцию, показанную на фиг. 4 (длина нахлестки: 2 мм), из различных текстурированных листов из электротехнической стали, и была измерена плотность магнитного потока, который переносится в участках нахлестки, используя испытательные катушки. Кроме того, были проведены испытания магнитных материалов по методу Эпштейна и SST-испытания (испытания отдельно взятого листа на магнитные свойства для листов из электротехнической стали) для выполнения оценки при однонаправленном намагничивании текстурированного листа из электротехнической стали в направлении его прокатки, т.е. в направлении легкого намагничивания. Кроме того, была выполнена оценка при двухосевом намагничивании, используя двумерное устройство для магнитных измерений, показанное в Непатентной литературе 3, и было выполнено установление взаимосвязи между магнитными свойствами и плотностью магнитного потока, который переносится в участках нахлестки при различных условиях возбуждения. Была установлена тесная взаимосвязь между степенью ухудшения потерь в железе, полученной посредством воздействия на текстурированные листы из электротехнической стали, используемые в качестве исходного материала при намагничивании по эллиптической траектории, и определяемой по формуле (1), приведенной ниже, и плотностью магнитного потока, переносимого в участки нахлестки сердечника трансформатора, изготовленного из текстурированных листов из электротехнической стали.
(Степень ухудшения потерь в железе при намагничивании по эллиптической траектории) = ((WA-WB)/WB)×100…(1)
Здесь в формуле (1) WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD.
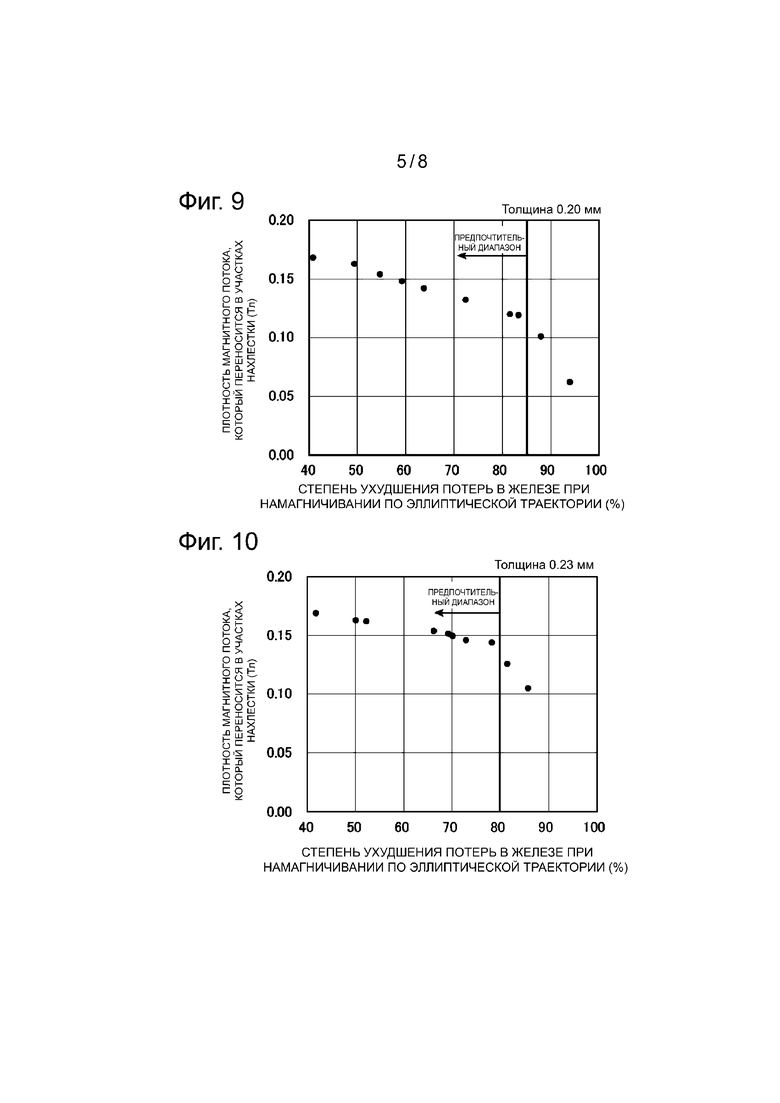
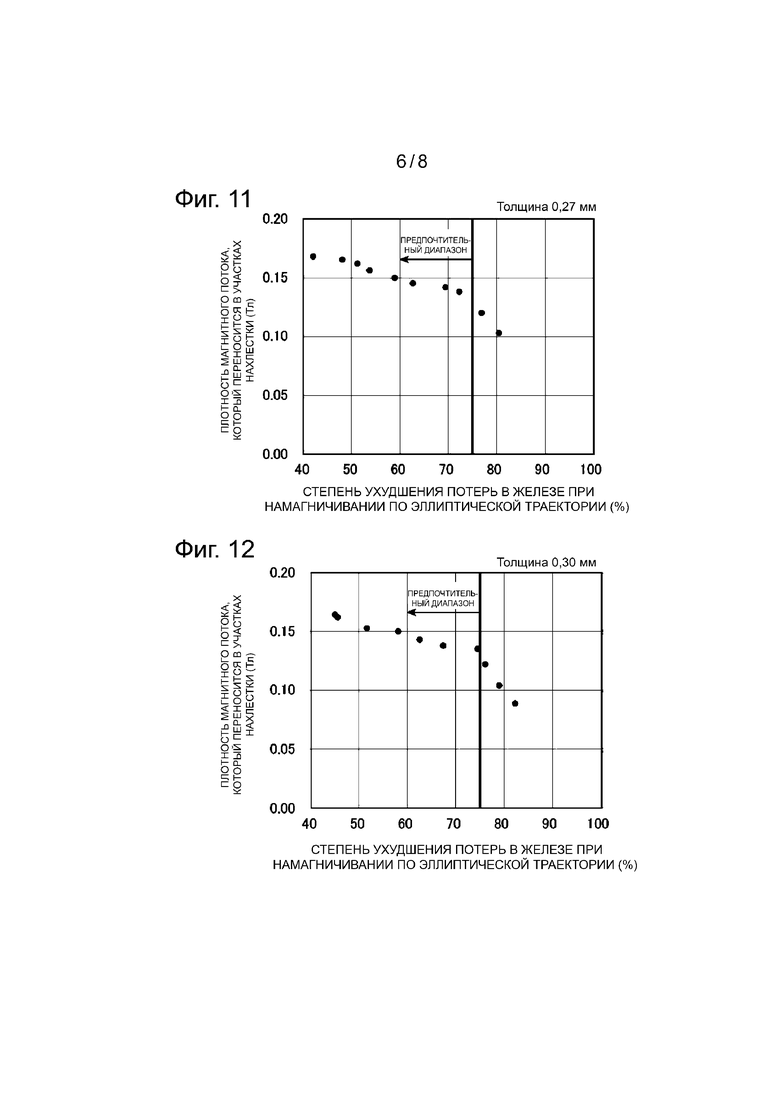
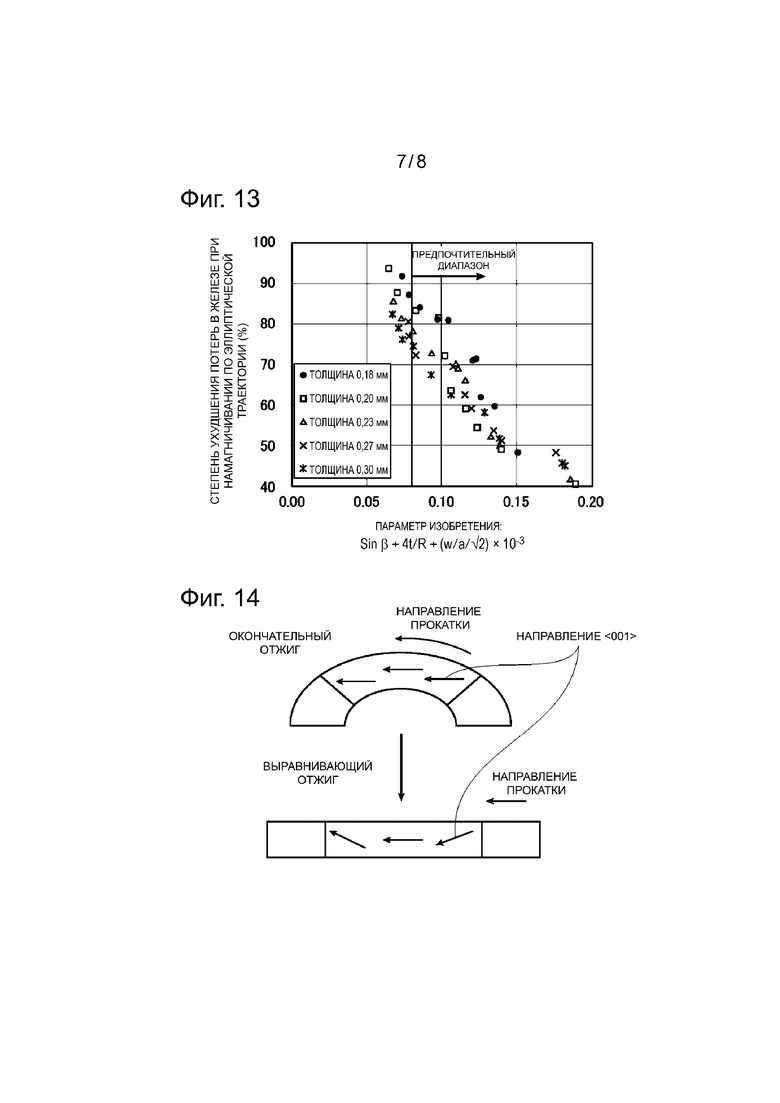
Что касается текстурированных листов из электротехнической стали (исходные материалы), на фиг. 8 показаны результаты для материала толщиной 0,18 мм, на фиг. 9 показаны результаты для материала толщиной 0,20 мм, на фиг. 10 показаны результаты для материала толщиной 0,23 мм, фиг. 11 показаны результаты для материала толщиной 0,27 мм и на фиг. 12 показаны результаты для материала толщиной 0,30 мм. При любой толщине с увеличением степени ухудшения потерь в железе при намагничивании по эллиптической траектории текстурированных листов из электротехнической стали, образующих сердечник, плотность магнитного потока, который переносится в участках нахлестки, уменьшается. В частности, в материале толщиной 0,18 мм и материале толщиной 0,20 мм, когда степень ухудшения потерь в железе при намагничивании по эллиптической траектории была больше 85%, уменьшение плотности магнитного потока, который переносится в участках нахлестки, было значительным. В материале толщиной 0,23 мм, когда степень ухудшения потерь в железе при намагничивании по эллиптической траектории была больше 80%, уменьшение плотности магнитного потока, который переносится в участках нахлестки, было значительным. В материале толщиной 0,27 мм и материале толщиной 0,30 мм, когда степень ухудшения потерь в железе при намагничивании по эллиптической траектории была больше 75%, уменьшение плотности магнитного потока, который переносится в участках нахлестки, было значительным. Как описано выше, когда плотность магнитного потока, который переносится в участках нахлестки, уменьшается, плотность магнитного потока, пересекающего зазоры, что является неблагоприятным в отношении потерь в железе трансформатора, увеличивается, причем это является неприемлемым.
Несмотря на то, что причина взаимосвязи между степенью ухудшения потерь в железе при намагничивании по эллиптической траектории и плотностью магнитного потока, который переносится на участках нахлестки, является невыясненной, авторы настоящего изобретения предполагают, что эта причина состоит в следующем. Когда магнитный поток переносится в стальных листах в направлении вне плоскости, магнитные полюса образованы на границах между стальными листами, и это обусловливает очень большое увеличение магнитостатической энергии. Состояние намагничивания изменяется таким образом, что в направлении вне плоскости создается поле размагничивания, что ведет к уменьшению магнитостатической энергии. В частности, можно сделать вывод, что происходит увеличение числа структур ланцетных доменов в стальных листах, возникновение поля размагничивания на границах кристаллических зерен и т.д. Что касается измельченного материала магнитных доменов, можно сделать вывод, что имеет место увеличение числа замыкающих доменов, образующихся на участках прикладывания напряжения. Изменение состояния намагничивания может обусловливать уменьшение плотности магнитного потока, который переносится в участках нахлестки. Под действием намагничивания по эллиптической траектории в направлении плоскости направление намагничивания немедленно ориентируется в направлении <111>, которое является направлением тяжелого намагничивания. При возбуждении под действием намагничивания по эллиптической траектории с магнитным потоком 1,7 Тл в направлении RD и 1,0 Тл в направлении TD энергия магнитной анизотропии становится очень высокой в момент, когда направление намагничивания основных магнитных доменов поворачивается в плоскости стального листа от направления легкого намагничивания в направлении тяжелого намагничивания и, следовательно, состояние намагничивания изменяется таким образом, что генерируется поле размагничивания, что ведет к уменьшению энергии магнитной анизотропии. В этом случае, как и в случае переносимого магнитного потока в направлении вне плоскости, число структур ланцетных доменов в стальных листах увеличивается, и на границах кристаллических зерен генерируется поле размагничивания. В измельченном материале магнитных доменов увеличивается число замыкающих доменов, образующихся на участках прикладывания напряжения. Следовательно, потери в железе под действием намагничивания по эллиптической траектории увеличиваются в более значительной степени по сравнению с потерями в железе под действием перемагничивания только в направлении легкого намагничивания. В частности, можно сделать вывод, что степень ухудшения потерь в железе при намагничивании по эллиптической траектории связана с изменением плотности магнитного потока, который переносится в участках нахлестки, из-за того же фактора изменения, т.е. генерирования поля размагничивания.
Согласно вышеприведенному описанию предусматривается, что величина плотности магнитного потока, который переносится в участках нахлестки, или величина потерь в железе под действием намагничивания по эллиптической траектории могут оцениваться с помощью факторов параметризации, таких как увеличение числа структур ланцетных доменов в стальных листах, генерирование поля размагничивания на границах кристаллических зерен и увеличение теплостойкого измельченного материала магнитных доменов, увеличение числа замыкающих доменов, образующихся на участках прикладывания напряжения. В частности,
(i) параметр, указывающий число структур ланцетных доменов в стальных листах: sin β,
β: средний угол β (°) зерен вторичной рекристаллизации
Когда средний угол β зерен вторичной рекристаллизации увеличивается, магнитостатическая энергия увеличивается пропорционально sin β, и число структур ланцетных доменов может увеличиваться, что ведет к уменьшению магнитостатической энергии.
(ii) Генерирование поля размагничивания на границах кристаллических зерен: 4t/R
t: толщина стального листа (мм)
R: диаметр зерен вторичной рекристаллизации (мм)
Поле размагничивания, генерируемое на границах зерен, может увеличиваться согласно соотношению площадей на границах зерен на единицу площади поверхности стального листа 4t/R.
(iii) Увеличение числа замыкающих доменов, образующихся на участках прикладывания напряжения (w/a/√2)×10-3
w: ширина замыкающего домена (мкм)
a: расстояния (мм) между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки
Когда ширина замыкающих доменов увеличивается до ширины замыкающих доменов в статическом состоянии магнитного поля, отношение площади замыкающих доменов на единицу площади стальных листов составляет (w/a)×10-3. Соответственно, поле размагничивания, генерируемое замыкающими доменами, может увеличиваться пропорционально w/a/√2.
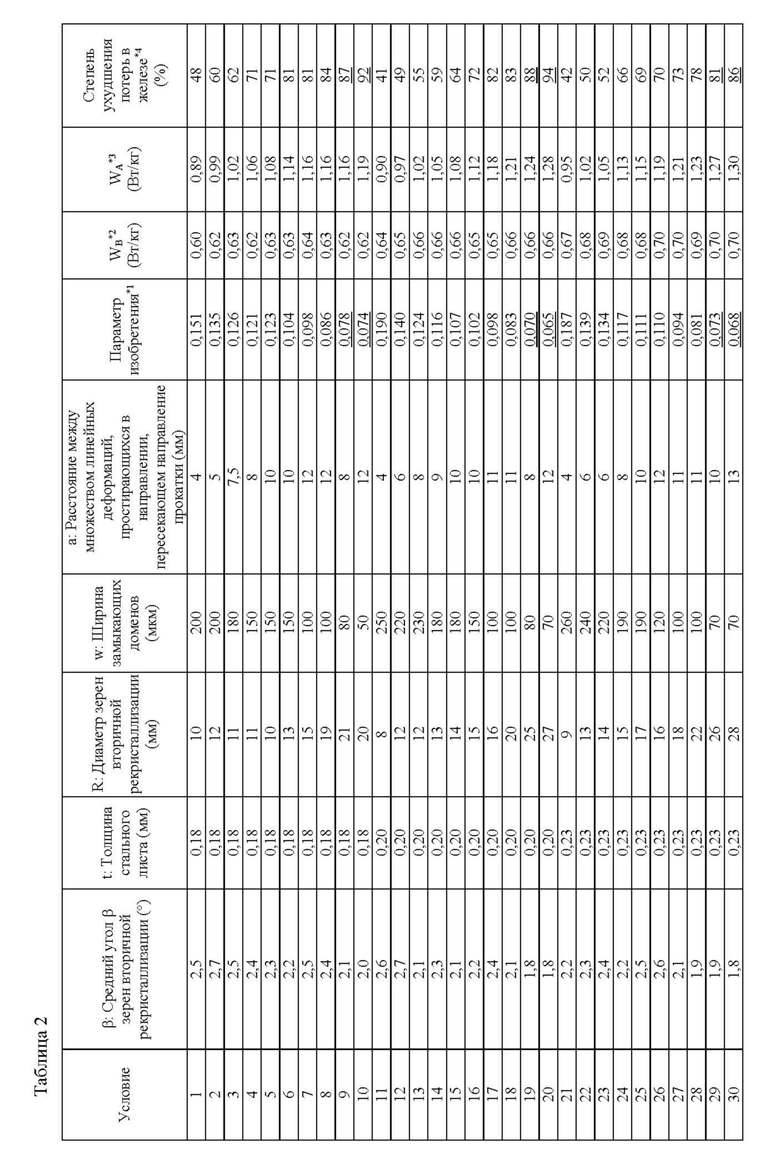
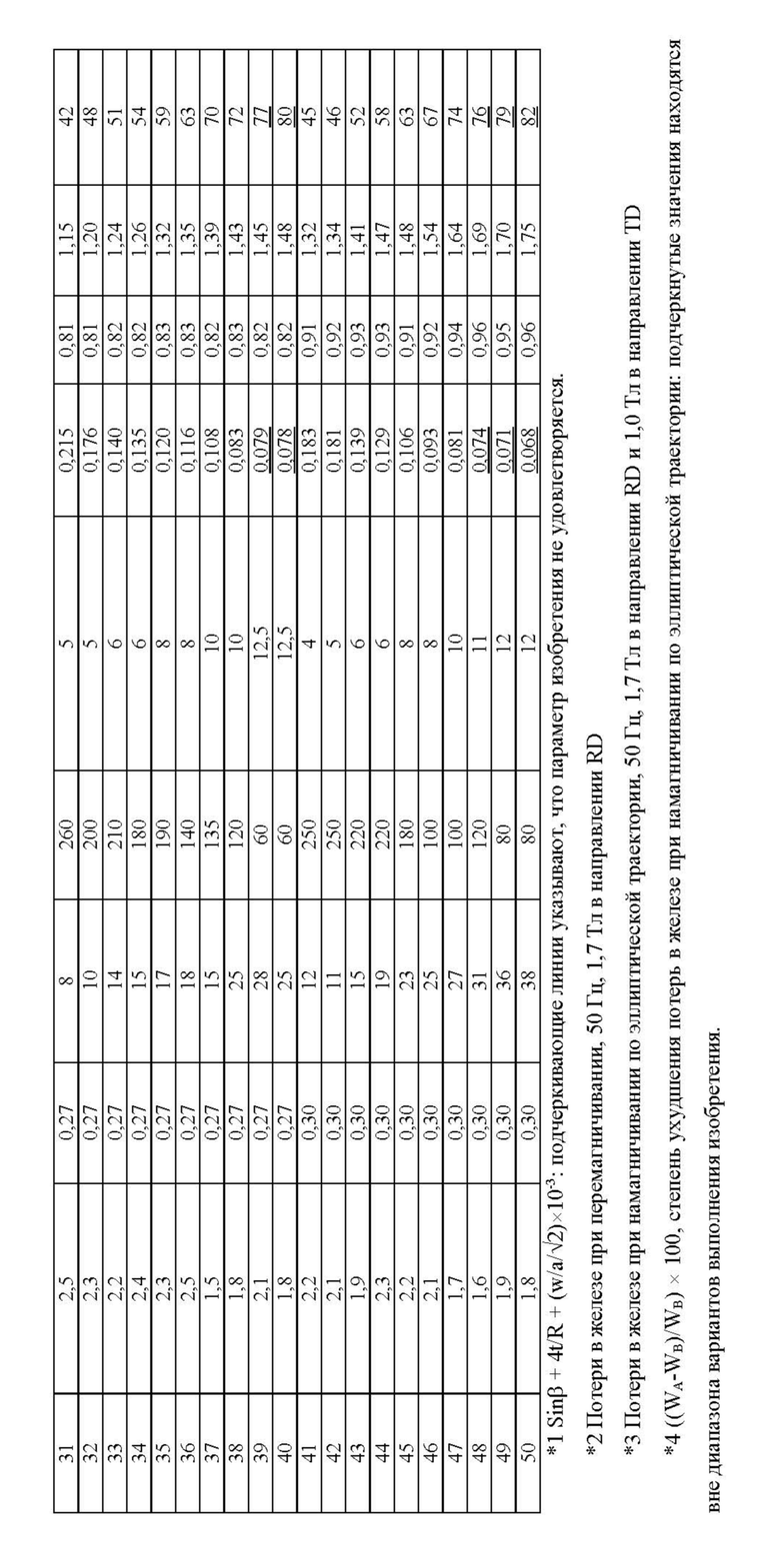
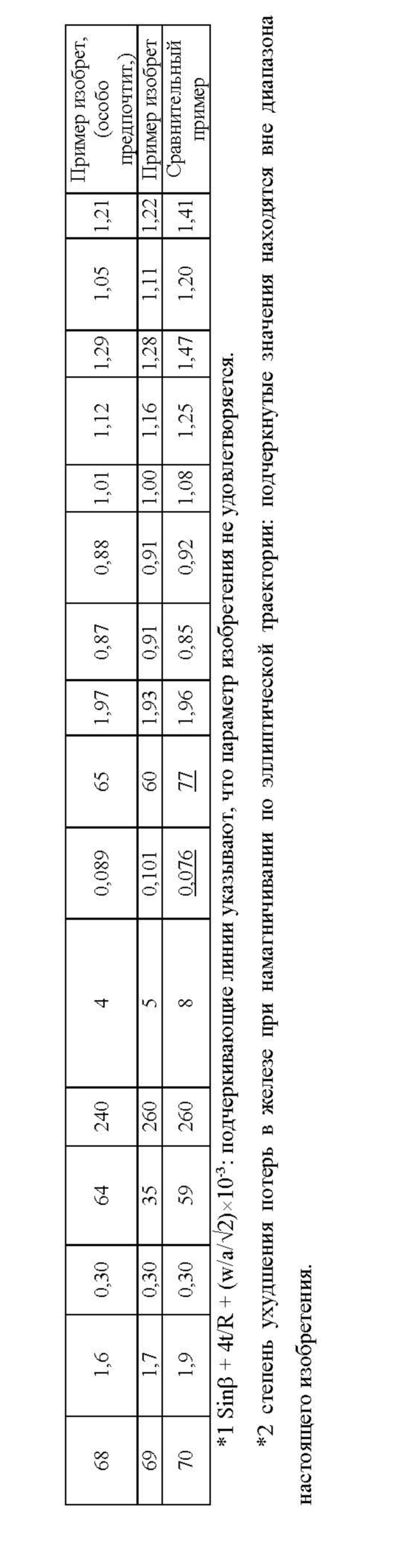
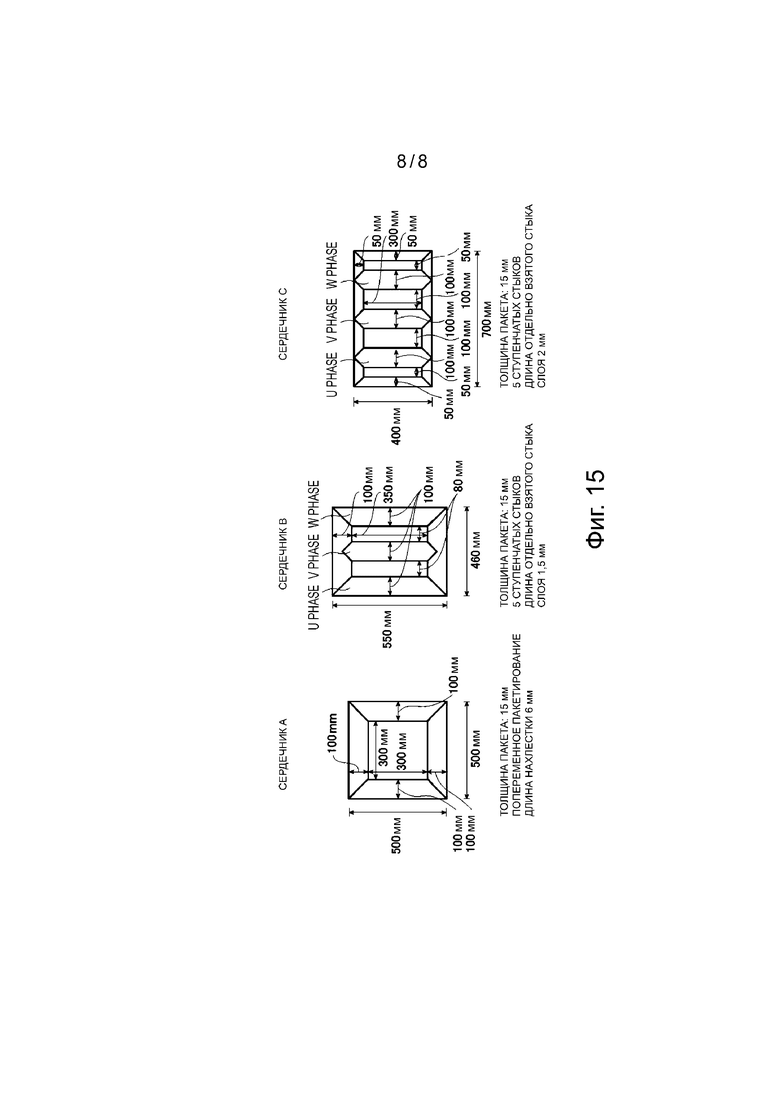
Параметр, полученный суммированием трех факторов, Sin β + 4t/R + (w/a/√2)×10-3, был использован для классификации степеней ухудшения потерь в железе материалов при намагничивании по эллиптической траектории, причем эти материалы имеют толщину 0,18 – 0,30 мм и ряд показателей для различных материалов. Эти показатели материалов и результаты измерений суммированы в таблице 2, и взаимосвязь между параметрами изобретения [Sin β + 4t/R + (w/a/√2)×10-3] и степенью ухудшения потерь в железе суммированы на фиг. 13. Как показано на фиг. 13, с увеличением параметра изобретения, степень ухудшения потерь в железе при намагничивании по эллиптической траектории уменьшается. Кроме того, установлено, что для того, чтобы степень ухудшения потерь в железе могла соответствовать диапазону, в котором плотность магнитного потока, который переносится в участках нахлестки, соответствует предпочтительному диапазону при любой толщине листа, параметр изобретения составляет 0,080 или более.
Как описано выше, в наборном сердечнике, в котором используется исходный материал, имеющий высокую плотность B8 магнитного потока при намагничивающей силе 800 А/м, т.е. в котором степень накопления в ориентации Госса является высокой, даже когда магнитные свойства исходного материала являются удовлетворительными, магнитные свойства самого трансформатора могут до некоторой степени ухудшаться. В частности, установлено, что в наборном сердечнике, в котором используются текстурированные листы из электротехнической стали, в которых плотность магнитного потока B8 составляет 1,94 Тл или выше, и степень накопления в ориентации Госса является очень высокой, вращающийся магнитный поток является высоким на участках T-образного соединения, как описано в Патентной литературе 4. Большая плотность B8 магнитного потока является благоприятной для уменьшения потерь в железе исходного материала. Однако это обусловливает увеличение BF, так что потери в железе трансформатора не уменьшаются.
Кроме того, в материале, который имеет высокую плотность магнитного потока B8, и в котором степень накопления в ориентации Госса является очень высокой, зерна вторичной рекристаллизации имеют тенденцию к укрупнению, и диаметр R зерен вторичной рекристаллизации может составлять 40 мм или более. В этом случае поле размагничивания, генерируемое на границах кристаллических зерен, является низким, и степень ухудшения потерь в железе при намагничивании по эллиптической траектории является высокой, как описано ранее, так что BF увеличивается.
Однако за счет регулирования параметра изобретения в пределах 0,080 или более BF можно уменьшить, даже когда B8 составляет 1,94 Тл, и диаметр R зерен вторичной рекристаллизации составляет 40 мм или более. Следовательно, за счет регулирования B8 до 1,94 Тл или более, диаметра R зерен вторичной рекристаллизации до 40 мм или более и параметра изобретения в пределах 0,080 или более могут быть получены текстурированные листы из электротехнической стали, в которых магнитные свойства (потери в железе) исходного материала очень низкие, что позволяет обеспечить низкое значение BF, и из которых можно формировать трансформатор с очень низкими потерями в железе.
Настоящее изобретение разработано на основании вышеуказанных данных. В частности, настоящее изобретение имеет следующие признаки.
[1] Текстурированный лист из электротехнической стали, используемый для изготовления наборного сердечника трансформатора,
в котором толщина t стального листа и степень ухудшения потерь в железе, получаемая при намагничивании стального листа по эллиптической траектории и определяемая формулой (1), приведенной ниже, удовлетворяют следующим соотношениям:
когда толщина листа t ≤ 0,20 мм, степень ухудшения потерь в железе составляет 85% или менее;
когда 0,20 мм < толщина листа t < 0,27 мм, степень ухудшения потерь в железе составляет 80% или менее; и
когда 0,27 мм ≤ толщина листа t, степень ухудшения потерь в железе составляет 75% или менее, и
причем (степень ухудшения потерь в железе при намагничивании по эллиптической траектории) = ((WA-WB)/WB)×100…(1)
причем в формуле (1) WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD.
[2] Текстурированный лист из электротехнической стали по [1], в котором на поверхности стального листа образованы множество линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, и
в котором ширина w замыкающих доменов, образованных деформациями, диаметр R зерен вторичной рекристаллизации в стальном листе и средний угол β зерен вторичной рекристаллизации в стальном листе удовлетворяют отношению, представленному следующей формулой (2).
[Математическое выражение 2]
Sin β + 4t/R + (w/a/√2)×10-3 ≥ 0.080,…(2)
причем в формуле (2)
β: средний угол β (°) зерен вторичной рекристаллизации,
t: толщина (мм) стального листа,
R: диаметр (мм) зерен вторичной рекристаллизации,
w: ширина (мкм) закрывающих доменов, и
a: расстояние (мм) между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки.
[3] Текстурированный лист из электротехнической стали по [1] или [2], в котором плотность B8 магнитного потока при намагничивающей силе 800 А/м составляет 1,94 Тл или более, и диаметр R зерен вторичной рекристаллизации составляет 40 мм или более.
[4] Наборный сердечник трансформатора, причем в формируемом наборном сердечнике используется текстурированный лист из электротехнической стали по любому из пп. [1]-[3].
[5] Способ изготовления наборного сердечника трансформатора с наборным сердечником, причем способ позволяет уменьшить коэффициент потерь, получаемый делением величины потерь в железе трансформатора с наборным сердечником на величину потерь в железе текстурированного листа из электротехнической стали в качестве исходного материала наборного сердечника,
причем в текстурированных листах из электротехнической стали, используемых для изготовления наборного сердечника посредством пакетирования текстурированных листов из электротехнической стали, толщина t каждого из текстурированных листов из электротехнической стали и степень ухудшения потерь в железе, получаемая при намагничивании текстурированного листа из электротехнической стали по эллиптической траектории и определяемая формулой (1), приведенной ниже, удовлетворяют следующим соотношениям:
когда толщина листа t ≤ 0,20 мм, степень ухудшения потерь в железе составляет 85% или менее;
когда 0,20 мм < толщина листа t < 0,27 мм, степень ухудшения потерь в железе составляет 80% или менее; и
когда 0,27 мм ≤ толщина листа t, степень ухудшения потерь в железе составляет 75% или менее, и
причем (степень ухудшения потерь в железе при намагничивании по эллиптической траектории) = ((WA-WB)/WB)×100… (1)
причем в формуле (1) WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD.
[6] Способ изготовления ленточного сердечника по [5], в котором на поверхности каждого из стальных листов образованы множество линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, и
в котором ширина w замыкающих доменов, образованных деформациями, диаметр R зерен вторичной рекристаллизации в стальных листах и средний угол β зерен вторичной рекристаллизации в каждом из стальных листов удовлетворяют отношению, представленному следующей формулой (2).
[Математическое выражение 3]
Sin β + 4t/R + (w/a/√2)×10-3 ≥ 0,080,… (2)
причем в формуле (2)
β: средний угол β (°) зерен вторичной рекристаллизации,
t: толщина (мм) стального листа,
R: диаметр (мм) зерен вторичной рекристаллизации,
w: ширина (мкм) закрывающих доменов, и
a: расстояние (мм) между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки.
[7] Способ изготовления наборного сердечника по [5] или [6], в котором в используемых текстурированных листах из электротехнической стали плотность B8 магнитного потока при намагничивающей силе 800 А/м составляет 1,94 Тл или более, и диаметр R зерен вторичной рекристаллизации составляет 40 мм или более.
Преимущественные эффекты изобретения
По первому аспекту настоящего изобретения предлагается текстурированный лист из электротехнической стали, который при использовании для изготовления наборного сердечника трансформатора обеспечивает исключительный эффект снижения потерь в железе трансформатора.
В настоящем изобретении за счет регулирования свойств текстурированных листов из электротехнической стали, используемых для изготовления наборного сердечника трансформатора, уменьшается магнитное сопротивление участков соединения внахлестку, и потери в железе наборного трансформатора могут быть уменьшены независимо от конструкции сердечника трансформатора.
В настоящем изобретении, когда при изготовлении наборного сердечника трансформатора с наборным сердечником в качестве исходного материала используют текстурированные листы из электротехнической стали настоящего изобретения, трансформатор с наборным сердечником имеет низкий коэффициент потерь.
Краткое описание чертежей
Фиг. 1 – схематическое изображение примера искажения формы кривой магнитного потока, имеющего место в сердечнике трансформатора;
фиг. 2 - схематическое изображение течений магнитного потока в сердечнике на основании фактического измерения;
фиг. 3 - схематическое изображение участка соединения внахлестку наборного сердечника;
фиг. 4 - схематическое изображение структуры наборного сердечника, используемой для исследования;
фиг. 5 - схематическое изображение течений магнитного потока в участке соединения внахлестку.
фиг. 6 – график, показывающий взаимосвязь между плотностью магнитного потока, пересекающего зазоры, и BF;
фиг. 7 - схематическое изображение течений магнитного потока в трехфазном трехстержневом сердечнике в определенный момент (в момент, когда U- стержень и V-стержень возбуждаются, и W-стержень не возбуждается);
фиг. 8 – график, показывающий взаимосвязь между степенью ухудшения потерь в железе и плотностью магнитного потока, который переносится в участках нахлестки, при намагничивании по эллиптической траектории материала толщиной 0,18 мм;
фиг. 9 – график, показывающий взаимосвязь между степенью ухудшения потерь в железе и плотностью магнитного потока, который переносится в участках нахлестки, при намагничивании по эллиптической траектории материала толщиной 0,20 мм;
фиг. 10 – график, показывающий взаимосвязь между степенью ухудшения потерь в железе и плотностью магнитного потока, который переносится в участках нахлестки, при намагничивании по эллиптической траектории материала толщиной 0,23 мм;
фиг. 11 – график, показывающий взаимосвязь между степенью ухудшения потерь в железе и плотностью магнитного потока, который переносится в участках нахлестки, при намагничивании по эллиптической траектории материала толщиной 0,27 мм;
фиг. 12 – график, показывающий взаимосвязь между степенью ухудшения потерь в железе и плотностью магнитного потока, который переносится в участках нахлестки, при намагничивании по эллиптической траектории материала толщиной 0,30 мм;
фиг. 13 – график, показывающий взаимосвязь между параметром изобретения [Sin β + 4t/R + (w/a/√2)×10-3] и степенью ухудшения потерь в железе;
фиг. 14 - схематическое изображение примера способа регулирования среднего угла β зерен вторичной рекристаллизации;
фиг. 15 - схематическое изображение структур наборных сердечников A – C, изготавливаемых согласно примерам.
Осуществление изобретения
Ниже приведено подробное описание изобретения. Как описано выше, текстурированные листы из электротехнической стали, которые обеспечивает исключительно низкие потери в железе трансформатора, удовлетворяющие следующим условиям, используются для изготовления сердечника наборного трансформатора.
Толщина t каждого из текстурированных листов из электротехнической стали (исходный материал) и степень ухудшения потерь в железе, получаемая при намагничивании стальных листов по эллиптической траектории и определяемая формулой (1), приведенной ниже, удовлетворяют следующим соотношениям:
когда толщина листа t ≤ 0,20 мм, степень ухудшения потерь в железе составляет 85% или менее;
когда 0,20 мм < толщина листа t < 0,27 мм, степень ухудшения потерь в железе составляет 80% или менее; и
когда 0,27 мм ≤ толщина листа t, степень ухудшения потерь в железе составляет 80% или менее.
(Степень ухудшения потерь в железе при намагничивании по эллиптической траектории) = ((WA-WB)/WB)×100…(1)
В формуле (1) WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD.
Потери в железе в вышеприведенной формуле (1) измеряются следующим образом.
(WA: потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD и магнитный поток 1,0 Тл в направлении TD)
WA измеряют, используя двумерное устройство для магнитных измерений (2D-SST), описанное, например, в Непатентной литературе 3. Текстурированный лист из электротехнической стали (материал) подвергают синусоидальному возбуждению 50 Гц при максимальной плотности магнитного потока 1,7 Тл в направлении RD и максимальной плотности магнитного потока 1,0 Тл в направлении TD, и сдвиг по фазе между направлением RD и направлением TD во время синусоидального возбуждения задают равным 90° для выполнения возбуждения при намагничивании по эллиптической траектории. В этом случае установлено, что величина измерения потерь в железе зависит от направления вращения при намагничивании по эллиптической траектории, и что значение измерения при вращении по часовой стрелке отличается от величины измерения при вращении против часовой стрелки. Следовательно, измеряют обе величины и затем получают среднюю величину. Были предложены различные способы измерения потерь в железе, такие как способ с использованием игольчатых датчиков и способ с использованием H-катушки, причем пригодным является любой из этих способов. Во время возбуждения напряжение возбуждения регулируется с помощью обратной связи, так что максимальная плотность магнитного потока в направлении RD составляет 1,7 Тл и максимальная плотность магнитного потока в направлении TD составляет 1,0 Тл. Однако регулирование формы кривой не выполняется за исключением момента, когда плотность магнитного потока является максимальной, даже если форма колебания магнитного потока немного отклоняется от синусоидальной кривой. Предпочтительно, образец для измерений имеет размер (50 мм × 50 мм) или больше с учетом числа кристаллических зерен, содержащихся в одном образце, но это зависит от возможной величины возбуждения двумерного устройства для магнитных измерений. С учетом изменений в значениях измерений предпочтительно, чтобы использовались, по меньшей мере, 30 образцов для измерения одного исходного материала с вычислением среднего значения измеренных величин.
(WB: потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD)
WB измеряют, используя такие же образцы, как и образцы, используемые для вышеуказанного измерения при намагничивании по эллиптической траектории, и то же самое измерительное устройство. Синусоидальное возбуждение 50 Гц прикладывается при максимальной плотности магнитного потока 1,7 Тл только в направлении RD. Во время возбуждения напряжение возбуждения регулируется с помощью обратной связи, так что максимальная плотность магнитного потока в направлении RD составляет 1,7 Тл, и никакое регулирование не выполняется в направлении TD.
Для поддержания степени ухудшения потерь в железе при намагничивании по эллиптической траектории в пределах вышеуказанного диапазона предпочтительно, чтобы на поверхности текстурированного листа (исходного материала) из электротехнической стали было образовано множество линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, так чтобы ширина w закрывающих доменов, образованных напряжениями, диаметр R зерен вторичной рекристаллизации в стальном листе и средний угол β зерен вторичной рекристаллизации в стальном листе удовлетворяли отношению, представленном ниже формулой (2).
[Математическое выражение 4]
Sin β + 4t/R + (w/a/√2)×10-3 ≥ 0,080,… (2)
В формуле (2)
β: средний угол β (°) зерен вторичной рекристаллизации,
t: толщина (мм) стального листа,
R: диаметр (мм) зерен вторичной рекристаллизации,
w: ширина (мкм) закрывающих доменов, и
a: расстояние (мм) между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки.
Свойства исходного материала в формуле (2) измеряются следующим образом:
Средний угол β (°) зерен вторичной кристаллизации
Угол β определяется как угол между осью <100> зерен вторичной рекристаллизации, ориентированных в направлении прокатки стального листа, и поверхностью прокатки. Ориентация вторичной кристаллизации стального листа измеряется дифракцией рентгеновских лучей на кристаллической решетке. Поскольку ориентации зерен вторичной кристаллизации в стальном листе варьируются, измерение выполняется в точках, заданных с шагом 10 мм в направлении RD и 10 мм в направлении TD, и данные, измеренные на участке измерения (500 мм × 500 мм) или больше, усредняются для определения среднего угла β.
R: Диаметр (мм) зерен вторичной кристаллизации
На поверхности стального листа удаляют покрытие с помощью химического или электрического способа, и измеряют диаметры зерен вторичной кристаллизации. С помощью визуального осмотра или цифровой обработки изображений измеряют количество кристаллических зерен размером приблизительно 1 мм2 или больше, присутствующих на участке измерения размером (500 мм × 500 мм) или больше, и определяют среднюю площадь отдельного взятого зерна вторичной рекристаллизации. Средняя площадь используется для расчета эквивалентного диаметра круга с целью определения диаметра зерен вторичной рекристаллизации.
w: Ширина (мкм) закрывающих доменов
Измерение выполняют посредством наблюдения магнитных доменов, используя метод Биттера. Ширина закрывающих доменов означает участки, в которых структура магнитных доменов локально нарушена действующими напряжениями и в которых структура магнитных доменов, параллельная направлению прокатки, является разъединенной или прерывистой. Поскольку ширина не всегда постоянная, наблюдение выполняют, по меньшей мере, на образце в пяти точках вдоль одного линейного ряда в пределах длины 100 мм, и их среднее значение используют в качестве ширины закрывающего домена линейного ряда. Кроме того, в образце исследуют, по меньшей мере, пять линейных рядов в пределах продольной длины 500 мм, и их среднее значение используют в качестве ширины w.
a: Расстояние (мм) между множеством линейных напряжений, простирающихся в направлении, пересекающем направление прокатки
Указанные расстояния определяют как расстояния между линейными напряжениями в направлении RD. Когда расстояния между линиями (расстояния между напряжениями) не являются постоянными, выполняют проверку в пяти точках в пределах продольной длины 500 мм и используют их среднее значение. Когда линейные расстояния между областями линейных напряжений варьируются в направлении ширины стального листа, используют их среднее значение.
Ниже приведено описание способа изготовления текстурированного листа из электротехнической стали, удовлетворяющего вышеописанным отношениям. Можно использовать любой способ помимо нижеописанного способа при условии, что удовлетворяется формула (2) за счет регулирования каждого из параметров, и в отношении способа изготовления не действуют никакие специальные ограничения.
Средний угол β зерен вторичной рекристаллизации можно регулировать посредством регулирования текстуры первичной рекристаллизации или используя, например, остаточную деформацию рулона для окончательного отжига. Например, при выполнении окончательного отжига в условиях наличия остаточной деформации рулона, как показано на фиг. 14, направления <001> в кристаллических зернах в таком состоянии равномерно выравниваются. Затем выполняют выравнивающий отжиг для выравнивания рулона. В этом состоянии направление <001> в каждом кристаллическом зерне наклоняется к направлению толщины листа в зависимости от остаточной деформации рулона, используемой для окончательного отжига, и угол β увеличивается. В частности, чем меньше остаточная деформация рулона, тем больше угол β после выравнивающего отжига. Если угол β излишне большой, плотность B8 магнитного потока исходного материала уменьшается, и ухудшаются потери на гистерезис. Следовательно, угол β предпочтительно должен составлять 5° или менее.
Диаметр (мм) зерен вторичной рекристаллизации можно регулировать посредством регулирования количества зерен Госса, присутствующих в зернах первичной рекристаллизации. Например, за счет увеличения окончательной степени обжатия при холодной прокатке или увеличения трения во время прокатки с целью повышения значения деформации сдвига, создаваемой перед первичной рекристаллизацией зерен, можно увеличить количество зерен Госса в зернах первичной рекристаллизации. Кроме того, количество зерен Госса, присутствующих в зернах первичной рекристаллизации, можно регулировать за счет интенсивности нагрева во время первичного рекристаллизационного отжига. Зерна Госса в зернах первичной рекристаллизации служат в качестве зародышей вторичной рекристаллизации во время окончательного отжига. Следовательно, чем больше количество зерен Госса, тем больше количество зерен вторичной рекристаллизации, что ведет к получению меньшего диаметра зерен вторичной рекристаллизации.
В способе формирования множества линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, пригодным является использование испускания лазерного луча или испускание электронного луча, которые могут генерировать большую энергию при небольшом диаметре луча.
В отношении режима генерирования лазерного излучения не предусматриваются никакие особые ограничения, и могут быть использованы любые лазеры, такие как волоконные лазеры, CO2 лазеры и YAG лазеры. Лазер непрерывного излучения или лазерное излучение с импульсной генерацией, например, лазерное излучение с помощью лазерного затвора, могут использоваться при условии соответствия расчетным формулам настоящего изобретения. В отношении средней мощности лазера P (Вт), скорости сканирования луча V (м/с) и диаметра d луча (мм) во время лазерного излучения не предусматриваются никакие особые ограничения при условии соответствия расчетным формулам настоящего изобретения. Однако, поскольку необходимо обеспечить достаточный эффект измельчения магнитных доменов, величина потребляемой мощности на единицу длины P/V предпочтительно должна быть больше 10 Вт⋅с/м.
Ниже приведено описание условий формирования линейных деформаций посредством излучения электронного луча. В отношении ускоряющего напряжения E (кВ), тока луча I (мА) и скорости сканирования луча V (м/с) во время излучения не предусматриваются никакие особые ограничения при условии соответствия расчетным формулам настоящего изобретения. Однако, поскольку необходимо обеспечить достаточный эффект измельчения магнитных доменов, величина потребляемой мощности на единицу длины E×I/V должна быть больше 6 Вт⋅с/м. Предпочтительно, степень вакуума в технологической камере, в которой стальной лист облучается электронным лучом, составляет 2 Па или менее. Если степень вакуума выше 2 Па, луч рассеивается остаточным газом по траектории от электронной пушки к стальному листу, и эффект измельчения магнитных доменов становится низким. Стальной лист может подергаться непрерывному облучению или точечному излучению. В случае применения способа точечного облучения для создания напряжений и быстрого сканирования луча, сканирование луча приостанавливается с заданным интервалами времени. Испускание луча продолжается в остановленном положении в течение времени, необходимого для настоящего изобретения, после чего сканирование возобновляется. Этот процесс повторяется для создания напряжений, расположенных точечным образом. Для обеспечения выполнения этого процесса во время излучения электронного луча может использоваться усилитель высокой мощности для изменения отклоняющего напряжения электронного луча. Если интервалы между точками во время излучения точечным образом чрезмерно большие, эффект измельчения магнитных доменов становится низким. Следовательно, интервалы предпочтительно должны быть, предпочтительно, 0,40 мм или менее.
Что касается ширины закрывающих доменов, важно регулировать диаметр луча, во время лазерного излучения или излучения электронного луча. При использовании лазера диаметр луча можно увеличивать посредством изменения оптических характеристик (например, фокусного расстояния) линзы. При использовании электронного луча диаметр луча можно увеличивать посредством изменения текущих характеристик сужающейся магнитной катушки для регулирования фокусного расстояния. В настоящем изобретении предпочтительно ширина закрывающих доменов должна быть большой. Однако, если ширина закрывающих доменов слишком большая, значение создаваемых напряжений будет слишком высоким. В этом случае плотность B8 магнитного потока исходного материала становится низкой, и ухудшаются потери на гистерезис. Сходным образом, при понижении сходимости луча значение создаваемых напряжений уменьшается, и эффект измельчения магнитных доменов становится низким, что ведет к увеличению потерь в железе. Следовательно, верхнее предельное значение ширины закрывающих доменов предпочтительно составляет 400 мкм или менее. Нижнее предельное значение не устанавливается. Однако с учетом достижения достаточного эффекта магнитных доменов нижнее предельное значение предпочтительно составляет 20 мкм или более.
Расстояние между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, можно регулировать посредством регулирования интервалов испускания луча. Если расстояния между деформациями чрезмерно большие, эффект измельчения магнитных доменов, достигаемый с помощью деформаций, снижается. Следовательно, расстояния предпочтительно должны составлять 18 мм или менее.
В отношении толщины текстурированного листа из электротехнической стали настоящего изобретения не действуют никакие ограничения. С учетом технологичности изготовления, стабильности вторичной рекристаллизации и т.д. толщина листа предпочтительно должна составлять 0,15 мм или больше или более предпочтительно 0,18 мм или больше. С учетом уменьшения потерь на вихревые токи и т.д. толщина листа предпочтительно должна составлять 0,35 мм или меньше или более предпочтительно 0,30 мм или меньше.
В способе изготовления текстурированного листа из электротехнической стали настоящего изобретения, используемого для изготовления наборного сердечника трансформатора в отношении вопросов, которые непосредственно не относятся к вышеописанным характеристикам, не действуют никакие ограничения. Однако ниже приведено описание рекомендуемого предпочтительного состава компонентов и некоторых аспектов способа производства изобретения, помимо описанных выше.
В настоящем изобретении может использоваться ингибитор. Используя, например, ингибитор на основе AlN, можно добавлять соответствующие количества Al и N. Используя ингибитор на основе MnS ⋅ MnSe, можно добавлять соответствующие количества Mn и Se и/или S. Разумеется, оба ингибитора можно использовать совместно. Содержание Al, N, S и Se в таком случае может быть следующим: 0,01 – 0,065% масс. Al, 0,005 – 0,012% масс. N, 0,005 – 0,03% масс. S и 0,005 – 0,03% масс. Se.
Настоящее изобретение также применимо к текстурированному листу из электротехнической стали, имеющему ограниченные содержания Al, N, S и Se, т.е. без использования ингибитора. В таком случае содержания Al, N, S и Se предпочтительно ограничиваются до следующих значений: 100 млн-1 или менее масс. Al, 50 млн-1 или менее масс. N, 50 млн-1 или менее масс. S и 50 млн-1 или менее масс. Se.
Другие основные компоненты и добавляемые по усмотрению компоненты перечислены ниже.
0,08% масс. или менее С
Если содержание C превышает 0,08% масс., становится затруднительным снизить его содержание до 50 млн-1 масс или менее, что не вызывает никакого магнитного старения в материале во время процесса производства. Следовательно, содержание C должно составлять 0,08% масс. или менее. Нижний предел не предусмотрен, поскольку вторичная рекристаллизация может иметь место, даже когда исходный материал не содержит C.
2,0 – 8,0% масс. Si
Si является эффективным элементом для увеличения электрического сопротивления стали и уменьшения потерь в железе. Однако, если содержание Si составляет менее 2,0% масс., эффект уменьшения потерь в железе является недостаточным. Если содержание Si превышает 8,0% масс., значительно ухудшается формуемость, а также уменьшается плотность магнитного потока. Следовательно, содержание Si предпочтительно должно составлять 2,0 – 8,0% масс.
0,005 – 1,0% масс. Mn
Mn является элементом, который необходим для улучшения обрабатываемости в горячем состоянии. Однако, если содержание Mn меньше 0,005% масс., эффект добавления Mn является незначительным. Если содержание Mn превышает 1,0% масс., плотность магнитного потока листа уменьшается. Следовательно, содержание Mn предпочтительно должно составлять 0,005 – 1,0% масс.
Помимо вышеуказанных основных компонентов могут быть надлежащим образом добавлены следующие элементы в качестве компонентов, улучшающих магнитные свойства.
Может быть выбран, по меньшей мере, один элемент из следующих элементов: 0,03 – 1,50% масс. Ni, 0,01 – 1,50% масс. Sn, 0,005 – 1,50% масс. Sb, 0,03 – 3,0% масс. Cu, 0,03 – 0,50% масс. P, 0,005 – 0,10% масс. Mo и 0,03 – 1,50% масс. Cr.
Ni является полезным элементом, который улучшает текстуру горячекатаного листа для улучшения магнитных свойств. Однако, если содержание Ni меньше 0,03% масс., эффект улучшения магнитных свойств является низким. Если содержание Ni превышает 1,50% масс., вторичная рекристаллизация становится нестабильной, и магнитные свойства ухудшаются. Следовательно, содержание Ni предпочтительно должно составлять 0,03 – 1,50% масс.
Sn, Sb, Cu, P, Mo и Cr являются полезными элементами для улучшения магнитных свойств. Однако, если содержания этих элементов меньше соответствующих нижних ограничений, описанных выше, эффект улучшения магнитных свойств является низким. Если содержания этих элементов превышает соответствующие верхние ограничения, указанные выше, замедляется рост зерен вторичной рекристаллизации. Следовательно, содержания этих компонентов предпочтительно должны находиться в соответствующих вышеуказанных пределах. Помимо вышеописанных элементов остальное включает в себя Fe и неизбежные примеси, образующиеся в процессе изготовления.
Сталь, имеющая состав компонентов, регулируемый до вышеуказанного предпочтительного состава компонентов, может быть подвержена стандартному процессу изготовления слитков или стандартному процессу непрерывного литья для формирования сляба или тонких отливок толщиной 100 мм или менее посредством бесслиткового непрерывного литья. Сляб подвергают нагреву обычным образом и последующей горячей прокатке. Однако сляб может быть подвергнут горячей прокатке непосредственно после литья без нагрева. Тонкая стальная отливка может быть подвергнута горячей прокатке или последующим операциям без горячей прокатки. Далее горячекатаный лист при необходимости подвергают отжигу и затем подвергают холодной прокатке или подвергают холодной прокатке дважды или более раз с промежуточным отжигом между ними для получения окончательной толщины листа. В дальнейшем продукт подвергают обезуглероживающему отжигу и окончательному отжигу. Далее на лист наносят изоляционное покрытие, создающее растягивающее напряжение и выполняют выравнивающий отжиг. Далее формируют множество линейных деформаций, используя лазерный луч или электронный луч. В дальнейшем по усмотрению может быть нанесено изоляционное покрытие для увеличения изоляции и повышения коррозионной стойкости. В составе стального изделия содержание C уменьшено до 50 млн-1 или менее с помощью обезуглероживающего отжига, и содержания Al, N, S и Se уменьшены до уровня неизбежных примесей посредством очистки во время окончательного отжига.
В настоящем документе описаны характеристики трехстержневого трехфазного трансформатора возбуждения с наборным сердечником. Однако настоящее изобретение также пригодно для трансформаторов с наборными сердечниками, имеющими другие структуры соединительных участков, например, трехфазные пятистержневые сердечники и однофазные возбуждающие сердечники.
Примеры
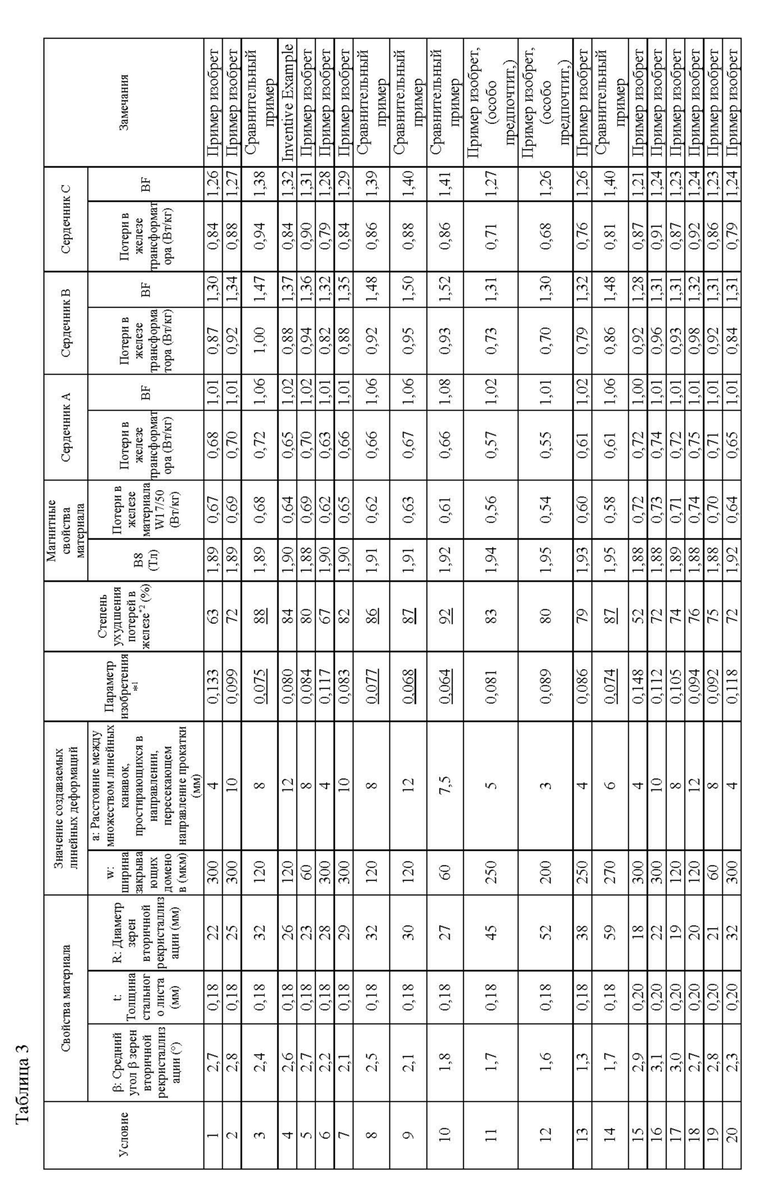
Текстурированные листы из электротехнической стали, имеющие толщину 0,18 – 0,30 мм, были подвергнуты облучению электронными лучами при различных условиях, и были получены текстурированные листы из электротехнической стали, имеющие свойства исходного материала, показанные в таблице 3. Эти листы из электротехнической стали были подвергнуты магнитным измерениям с помощью двухмерного устройства по способу, описанному в настоящем документе, с целью измерения их степени ухудшения потерь в железе при намагничивании по эллиптической траектории. Наборные сердечники A – C трансформаторов, имеющие формы сердечников, показанные на фиг. 15, были изготовлены с использованием каждого из вышеуказанных материалов. Что касается сердечника A, была изготовлена однофазная обмотка, и были измерены потери в железе при однофазном возбуждении при 50 Гц и 1,7 Тл. Что касается сердечников B и C, была изготовлена трехфазная намотка, и были измерены потери в железе при трехфазном возбуждении при 50 Гц и 1,7 Тл. Наборный сердечник A, показанный на фиг. 15, является сердечником с попеременным пакетированием, имеющим толщину пакета 15 мм, и длиной нахлестки 6 мм. Наборный сердечник B является сердечником с пятью ступенчатыми стыками Step Laps с толщиной пакета 15 мм и длиной отдельно взятого стыка слоя 1,5 мм, и наборный сердечник C является сердечником с пятью ступенчатыми стыками Step Laps с толщиной пакета 15 мм и длиной отдельно взятого стыка слоя 2 мм. В текстурированных листах из электротехнической стали, в которых степень ухудшения потерь в железе при намагничивании по эллиптической траектории удовлетворяет диапазону настоящего изобретения, коэффициент потерь BF для каждой из форм сердечников был меньше, чем коэффициент потерь BF в сравнительных примерах. В частности, когда был использован текстурированный лист из электротехнической стали, в котором плотность B8 магнитного потока при намагничивающей силе 800 А/м равнялась или была больше 1,94 Тл, и диаметр R зерен вторичной кристаллизации был равен или больше 40 мм, потери в железе материала были низкими, BF был низким, и потери в железе трансформатора были очень низкими.
Изобретение относится к электротехнике. Технический результат заключается в уменьшении потерь в железе трансформатора при использовании для изготовления наборного сердечника трансформатора. В текстурированном листе из электротехнической стали, используемом для изготовления наборного сердечника трансформатора, толщина t стального листа и степень ухудшения потерь в железе, получаемая при намагничивании стального листа по эллиптической траектории и определяемая формулой ((WA-WB)/WB)×100), удовлетворяют следующим соотношениям: когда толщина листа t ≤ 0,20 мм, степень ухудшения потерь в железе составляет 85% или менее; когда 0,20 мм < толщина листа t < 0,27 мм, степень ухудшения потерь в железе составляет 80% или менее; и когда 0,27 мм ≤ толщина листа t, степень ухудшения потерь в железе составляет 75% или менее. В формуле WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD. 3 н. и 4 з.п. ф-лы, 15 ил.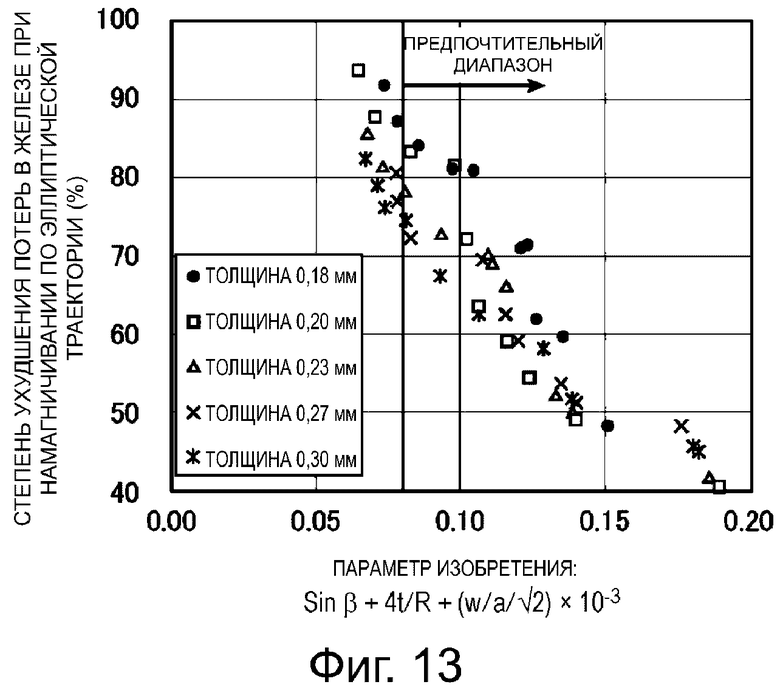
1. Текстурированный лист из электротехнической стали, используемый для изготовления наборного сердечника трансформатора,
в котором толщина t стального листа и степень ухудшения потерь в железе, получаемая при намагничивании стального листа по эллиптической траектории и определяемая формулой (1), приведенной ниже, удовлетворяют следующим соотношениям:
когда толщина листа t ≤ 0,20 мм, степень ухудшения потерь в железе составляет 85% или менее;
когда 0,20 мм < толщина листа t < 0,27 мм, степень ухудшения потерь в железе составляет 80% или менее; и
когда 0,27 мм ≤ толщина листа t, степень ухудшения потерь в железе составляет 75% или менее, и
причем (степень ухудшения потерь в железе при намагничивании по эллиптической траектории) = ((WA-WB)/WB)×100…(1),
причем в формуле (1) WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD.
2. Текстурированный лист из электротехнической стали по п. 1, в котором на поверхности стального листа образованы множество линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, и
в котором ширина w замыкающих доменов, образованных указанными деформациями, диаметр R зерен вторичной рекристаллизации в стальном листе и средний угол β зерен вторичной рекристаллизации в стальном листе удовлетворяют соотношению, представленному следующей формулой (2):
Sin β + 4t/R + (w/a/√2)×10-3 ≥ 0,080,…(2)
причем в формуле (2)
β - средний угол β (°) зерен вторичной рекристаллизации,
t - толщина (мм) стального листа,
R - диаметр (мм) зерен вторичной рекристаллизации,
w - ширина (мкм) закрывающих доменов, и
a - расстояние (мм) между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки.
3. Текстурированный лист из электротехнической стали по п. 1 или 2, в котором плотность B8 магнитного потока при намагничивающей силе 800 А/м составляет 1,94 Тл или более, и диаметр R зерен вторичной рекристаллизации составляет 40 мм или более.
4. Наборный сердечник трансформатора, образованный при использовании текстурированного листа из электротехнической стали по любому из пп. 1-3.
5. Способ изготовления наборного сердечника трансформатора, причем способ позволяет уменьшить коэффициент потерь при конструировании, получаемый делением величины потерь в железе трансформатора с наборным сердечником на величину потерь в железе текстурированного листа из электротехнической стали в качестве исходного материала наборного сердечника,
причем в текстурированных листах из электротехнической стали, используемых для изготовления наборного сердечника посредством пакетирования текстурированных листов из электротехнической стали, толщина t каждого из текстурированных листов из электротехнической стали и степень ухудшения потерь в железе, получаемая при намагничивании текстурированных листов из электротехнической стали по эллиптической траектории и определяемая формулой (1), приведенной ниже, удовлетворяют следующим соотношениям:
когда толщина листа t ≤ 0,20 мм, степень ухудшения потерь в железе составляет 85% или менее;
когда 0,20 мм < толщина листа t < 0,27 мм, степень ухудшения потерь в железе составляет 80% или менее; и
когда 0,27 мм ≤ толщина листа t, степень ухудшения потерь в железе составляет 75% или менее, и
причем (степень ухудшения потерь в железе при намагничивании по эллиптической траектории) = ((WA-WB)/WB)×100…(1),
причем в формуле (1) WA – потери в железе при намагничивании по эллиптической траектории, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD (направление прокатки) и магнитный поток 1,0 Тл в направлении TD (направление, перпендикулярное направлению прокатки), и WB – потери в железе при перемагничивании, частота 50 Гц, магнитный поток 1,7 Тл в направлении RD.
6. Способ по п. 5, в котором на поверхности каждого из стальных листов образованы множество линейных деформаций, простирающихся в направлении, пересекающем направление прокатки, и
в котором ширина w замыкающих доменов, образованных указанными деформациями, диаметр R зерен вторичной рекристаллизации в стальных листах и средний угол β зерен вторичной рекристаллизации в каждом из стальных листов удовлетворяют соотношению, представленному следующей формулой (2):
Sin β + 4t/R + (w/a/√2)×10-3 ≥ 0,080,…(2)
причем в формуле (2)
β - средний угол β (°) зерен вторичной рекристаллизации,
t - толщина (мм) стального листа,
R - диаметр (мм) зерен вторичной рекристаллизации,
W - ширина (мкм) закрывающих доменов, и
a - расстояние (мм) между множеством линейных деформаций, простирающихся в направлении, пересекающем направление прокатки.
7. Способ по п. 5 или 6, в котором в используемых текстурированных листах из электротехнической стали плотность B8 магнитного потока при намагничивающей силе 800 А/м составляет 1,94 Тл или более и диаметр R зерен вторичной рекристаллизации составляет 40 мм или более.
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2524026C1 |
| US 5507883 A, 16.04.1996 | |||
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2570591C1 |
| JP 2005240079 A, 08.09.2005 | |||
| JP 2011084778 A, 28.04.2011. | |||

