Область техники
Настоящее изобретение относится к текстурированному листу электротехнической стали, используемому для производства сердечников трансформаторов и т.п.
Уровень техники
Текстурированные листы из электротехнической стали представляют собой материал, используемый в основном для изготовления сердечников трансформаторов. Для достижения высокой эффективности трансформатора и уменьшения создаваемого им шума текстурированный лист электротехнической стали должен обладать определенными свойствами, в том числе низкими потерями в железе и низкой магнитной деформацией.
В связи с этим очень важно, чтобы ориентация вторично рекристаллизованных зерен стального листа соответствовала ориентации (110)[001], т.е. так называемой "ориентации Госса". Однако известно, что если степень ориентации кристаллических зерен слишком высока, это приводит к возрастанию потерь в железе. Таким образом, для решения этой проблемы был разработан метод, заключающийся во введении деформации и нанесении канавок на поверхности стального листа с целью разделения ширины магнитного домена для снижения потерь в железе, т.е. метод измельчения магнитного домена.
Например, в JP S57-2252 В2 (PTL 1) раскрывается способ облучения стального листа как конечного продукта лазером для введения линейных зон с повышенной плотностью дислокаций в поверхностный слой стального листа и сужения тем самым ширины магнитного домена и уменьшения потер в железе стального листа.
Кроме того, в JP Н6-072266 В2 (PTL 2) раскрывается способ управления шириной магнитных доменов посредством облучения электронным лучом. С помощью данного метода уменьшения потерь в железе путем облучения электронным лучом, сканирование электронным лучом может производиться с высокой скоростью посредством управляющих магнитных полей. Поскольку здесь отсутствуют движущиеся части, которые присутствуют, например, при оптическом сканировании с использованием лазера, данный метод является особенно выгодным при непрерывном облучении нескольких широких полос металла, каждая шириной 1 м и более, с высокой скоростью для создания деформации.
Список цитированных документов
Патентная литература
PTL1: JP S57-2252 В2
PTL2: JP H6-072266 В2
Сущность изобретения
Техническая проблема
Однако остается проблема, которая заключается в том, что сердечник реального трансформатора, изготовленный из текстурированного листа электротехнической стали, даже подвергнутого вышеупомянутой обработке по измельчению магнитных доменов, все равно может создавать значительный трансформаторный шум.
Настоящее изобретение было разработано с учетом вышеизложенных обстоятельств, и его задача заключается в создании текстурированного листа электротехнической стали, который имеет пониженные потери в железе за счет обработки по измельчению магнитных доменов, обладает отличными шумовыми характеристиками и обеспечивает уменьшение уровня шума, создаваемого сердечником трансформатора, собранным из таких листов.
В частности, основные признаки настоящего изобретения указаны ниже.
(1) Текстурированный лист электротехнической стали содержит на обеих сторонах форстеритовую пленку и покрытие, создающее растягивающие напряжения, при этом обработка по измельчению магнитных доменов выполняется для создания линейной термической деформации поверхности текстурированного листа электротехнической стали, величина изгиба стального листа в направлении проката составляет 600 мм или более и 6000 мм или менее, в виде радиуса кривизны изогнутой поверхности, причем поверхность, в которой создана термическая деформация, является внутренней стороной, и величина изгиба в направлении, перпендикулярном направлению проката, составляет 2000 мм или более, в виде радиуса кривизны изогнутой поверхности, причем поверхность, в которой создана термическая деформация, является внутренней стороной.
(2) Текстурированный лист электротехнической стали согласно (1), в котором перед проведением обработки по измельчению магнитных доменов на обеих поверхностях стального листа одинаковое комбинированное растягивающее напряжение от форстеритовой пленки и покрытия, а при удалении форстеритовой пленки и покрытия, создающего растягивающие напряжения, с одной стороны поверхности стального листа величина изгиба составляет 500 мм или менее, в виде радиуса кривизны изогнутой поверхности.
(3) Текстурированный лист электротехнической стали согласно (1) или (2), в котором линейная термическая деформация создается посредством лазерного облучения.
(4) Текстурированный лист электротехнической стали согласно (1) или (2), в котором линейная термическая деформация создается посредством облучения электронным лучом.
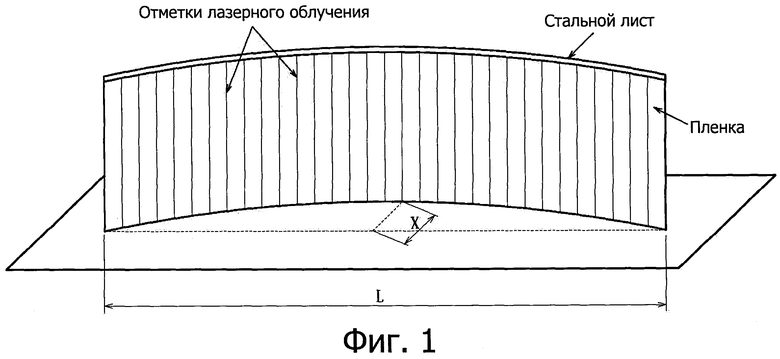
При оценке величины изгиба в направлении проката радиус кривизны, в качестве величины изгиба вышеупомянутого стального листа, вычисляется с помощью приведенного ниже уравнения после нарезки образцов размером 300 мм в направлении проката и 100 мм в направлении, перпендикулярном направлению проката, из текстурированного листа электротехнической стали до или после создания термической деформации, а также установки образцов таким образом, что сторона 100 мм расположена вертикально, и замера расстояний x и L, как показано на фиг. 1.
радиус кривизны R=(L2+4х2)/8х
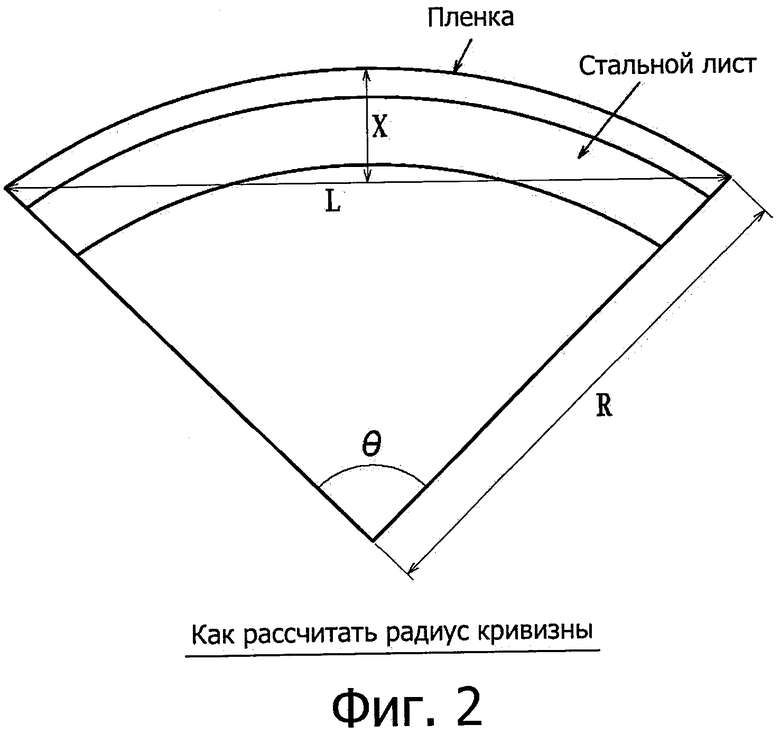
Приведенное выше уравнение было получено из последующих двух выражений, в соответствии с иллюстрацией на фиг. 2:
При оценке величины изгиба в направлении, перпендикулярном направлению проката, вычисление радиуса кривизны производилось путем нарезки образцов размером 300 мм в направлении, перпендикулярном направлению проката, 100 мм в направлении проката и проведения аналогичных измерений.
При сравнении изгиба с дугой направление проката и направление, перпендикулярное направлению проката, называют направлением, в котором соединяются концы дуги.
Полезный эффект изобретения
Согласно настоящему изобретению, в трансформаторе, сердечник которого выполнен из текстурированных листов электротехнической стали с потерями в железе, уменьшенными путем создания деформации, возможно значительное уменьшение уровня шума по сравнению с обычными текстурированными листами электротехнической стали.
Краткое описание чертежей
Ниже приводится описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - способ измерения радиуса кривизны стального листа;
фиг. 2 - процесс вывода формулы для расчета радиуса кривизны;
фиг. 3 - график, показывающий зависимость уровня шума сердечника трансформатора от величины изгиба (радиуса кривизны) в продольном направлении стального листа; и
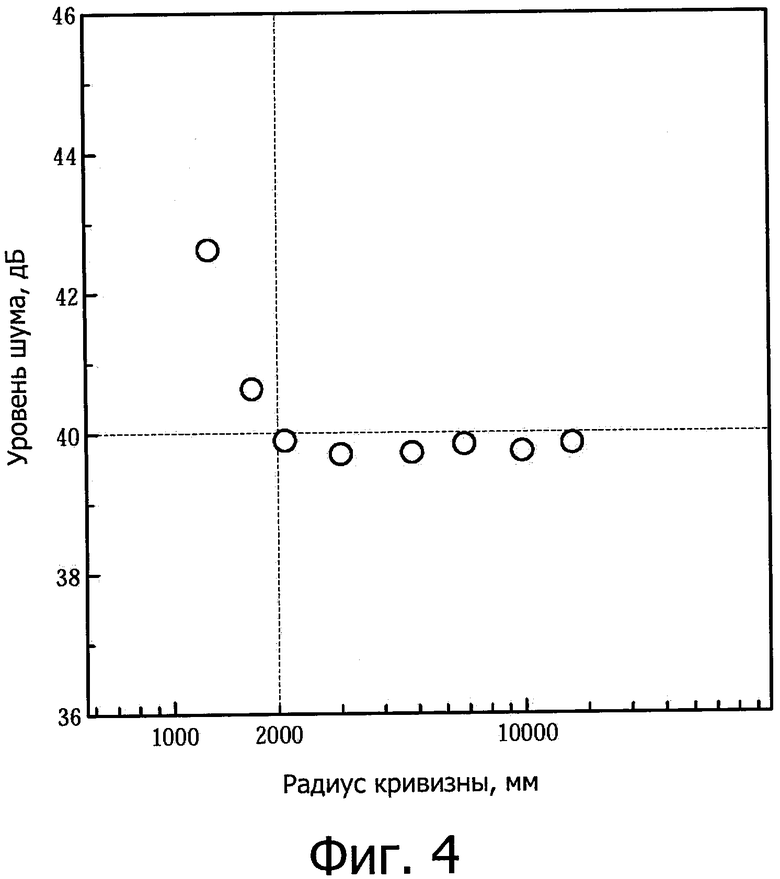
фиг. 4 - график, показывающий зависимость уровня шума сердечника трансформатора от величины изгиба (радиуса кривизны) в направлении, перпендикулярном направлению проката стального листа.
Осуществление изобретения
Ниже приводится подробное описание текстурированного листа электротехнической стали согласно настоящему изобретению.
На поверхности готового текстурированного листа электротехнической стали обычным путем сформирована форстеритовая пленка и покрытие, создающее растягивающие напряжения, а затем производится лазерное облучение, облучение электронным лучом и т.п. указанного покрытия, создающего растягивающие напряжения, для уменьшения потерь в железе. Уменьшение потерь в стали достигается за счет того, что при облучении высокоэнергетическим пучком поверхности стального листа происходит ее термическая деформация, подразделяющая магнитные домены стального листа.
При периодической локальной термической деформации на одной стороне стального листа происходит изгиб в направлении проката; при этом поверхность, в которой создается деформация, является внутренней стороной. Хотя форма стального листа с вышеупомянутым изгибом практически не влияет на измерения потерь в железе и измерение магнитной индукции, очевидно, что форма стального листа вызывает проблемы при сборке трансформатора.
Управление магнитными доменами посредством термической деформации является методом, применяемым к структуре магнитных доменов с широким основным магнитным доменом, для снижения потерь в железе путем уменьшения ширины основного магнитного домена за счет создания деформации практически под прямым углом. Соответственно, в месте создания термической деформации происходит локальное изменение структуры магнитного домена, в результате чего возникает структура, называемая вспомогательным магнитным доменом или замыкающим доменом. Магнитострикционная вибрация, являющаяся основной причиной возникновения шума, является прямым следствием динамического изменения структуры магнитного домена при возбуждении переменным током. Таким образом, уровень шума может уменьшаться или увеличиваться, в зависимости от интенсивности и структуры создаваемой термической деформации.
В настоящем изобретении рассматривается изгиб всего стального листа в целом, помимо магнитострикционной вибрации, обусловленной данной локальной структурой магнитного домена. Иными словами, в собранной конструкции сердечника трансформатора стальной лист, который имеет изгиб в продольном направлении (в направлении проката), выпрямляется, и тогда, даже в это время, на поверхности, которая подвергалась термической деформации, действуют растягивающие напряжения, а на поверхности, которая не подвергалась термической деформации, действуют напряжения сжатия.
Таким образом, авторы настоящего изобретения изготовили стальной лист с использованием непрерывного лазерного облучения для регулирования магнитного домена посредством интенсивности пучка облучения и множества повторяющихся шагов облучения. Затем авторы изготовили модель сердечника для трехфазного трехстержневого трансформатора размером 500 мм2 из стального листа и тщательно исследовали величину изгиба стального листа и шум, создаваемый сердечником. Вес использовавшегося текстурированного листа электротехнической стали составлял приблизительно 20 кг. Контактное давление, прикладываемое ко всей поверхности сердечника, составляло 98,1 кПа (1,0 кгс/см2), производилось возбуждение переменным током при магнитной индукции 1,7 Тл и частоте 50 Гц, и выполнялось измерение шума.
Измерение шума производилось путем вычисления средней величины для результатов измерений в трех точках, с помощью конденсаторного микрофона, устанавливаемого на расстоянии 200 мм непосредственно над центром каждого стержня: U-фазы, V-фазы и W-фазы. Для сравнения шума изобретатели также провели частотный анализ с использованием общего значения.
Измерение величины изгиба стального листа в продольном направлении (в направлении проката) производилось как измерение радиуса кривизны; на фиг. 3 представлены в виде графика величина изгиба по горизонтальной оси и величина шума, создаваемого сердечником трансформатора, по вертикальной оси. Как видно из фиг. 3, наблюдалось резкое повышение величины шума при радиусе кривизны листа менее 600 мм. Предполагается, что при сборке сердечника форма стального листа, имеющего большую величину изгиба, выравнивается, что приводит к возникновению интенсивных напряжений. Тенденция к повышению уровня шума наблюдается также при радиусе кривизны стального листа более 6000 мм. Предполагается, что данное повышение шума происходит вследствие того, что созданная термическая деформация является слишком малой. Иными словами, в материале, подвергнутом измельчению магнитных доменов посредством создания термической деформации, ширина магнитного домена уменьшилась вследствие регулирования магнитного домена. Следовательно, уменьшается амплитуда так называемой магнитострикционной вибрации, что благоприятно с точки зрения шума. Соответственно, при анализе шума, создаваемого реальным трансформатором, существует оптимальный диапазон величины изгиба стального листа, который отражает величину созданной термической деформации и ее конфигурацию. А именно, величина изгиба, в виде радиуса кривизны, стального листа в направлении проката составляет 600 мм или более и 6000 мм или менее, при этом поверхность имеет термическую деформацию, созданную в поверхности при воздействии с внутренней стороны.
При сборке реального крупногабаритного трансформатора, если стальной лист имеет изгиб в продольном направлении, т.е. в направлении проката, очевидно, возникнут проблемы в процессе сборки.
Далее, изобретателями также была рассмотрена величина изгиба в направлении, перпендикулярном направлению проката. На этот раз, при непрерывном лазерном облучении, изобретатели периодически изменяли интенсивность сканирования облучающего пучка, а также изменяли фокусировку от точной до немного расфокусированной. Интенсивность пучка, шаг и т.п. регулировали таким образом, чтобы величина изгиба в направлении проката, т.е. в продольном направлении стального листа, составляла постоянно 5000 мм, в виде радиуса кривизны. В то же время производилось импульсное лазерное облучение. При импульсном облучении периодическое изменение интенсивности невозможно.
На фиг. 4 показана зависимость шума от измеренной величины изгиба в направлении, перпендикулярном направлению проката, в виде радиуса кривизны. Наблюдается повышение уровня шума в области, где величина изгиба стального листа в направлении, перпендикулярном направлению проката, составляет менее 2000 мм, в виде радиуса кривизны, при этом для создания термической деформации поверхности воздействие прикладывалось с внутренней стороны. Соответственно, считается, что меньшая величина изгиба в направлении, перпендикулярном направлению проката, является более выгодной с точки зрения шума. Следует отметить, что установка верхнего предела не является необходимой, и стальной лист может быть абсолютно плоским в направлении, перпендикулярном направлению проката.
Кроме того, соответствующее натяжение пленки, форстеритовой пленки и растягивающего покрытия, является полезным для регулирования шума. В качестве способа оценки натяжения пленки, создаваемого сочетанием форстеритовой пленки и растягивающего покрытия, можно использовать измерение радиуса кривизны при удалении форстеритовой пленки и растягивающего покрытия только с одной стороны стального листа перед созданием термической деформации. В этом случае радиус кривизны стального листа для регулирования его магнитострикционной вибрации должен составлять 500 мм или менее. Если радиус кривизны больше, натяжение комбинированной пленки становится слишком малым, и эффект регулирования магнитострикционной вибрации стального листа уменьшается. В результате, происходит усиление шума.
Далее, приводится подробное описание условий изготовления текстурированного листа электротехнической стали согласно настоящему изобретению.
В настоящем изобретении химический состав слябовой заготовки для производства текстурированного листа электротехнической стали конкретно не ограничивается, при условии, что данный химический состав обеспечивает возможность вторичной рекристаллизации.
Если используется ингибитор, химический состав может содержать определенные количества Al и N при использовании, например, ингибитора на основе AlN, или соответствующие количества Μn и Se и/или S, если используется ингибитор на основе MnS·MnSe. Разумеется, возможно также комбинированное использование обоих ингибиторов. В таком случае, предпочтительное содержание Al, N, S и Se составляет: Al: от 0,01 мас.% до 0,065 мас.%, N: от 0,005 мас.% до 0,012 мас.%, S: от 0,005 мас.% до 0,03 мас.%, и Se: от 0,005 мас.% до 0,03 мас.%, соответственно.
Кроме того, настоящее изобретение является применимым и к текстурированному листу электротехнической стали с ограниченным содержанием Al, N, S и Se без ингибитора.
В таком случае, предпочтительное содержание Al, N, S и Se составляет: Al: 100 мас. ppm или менее, N: 50 мас. ppm или менее, S: 50 мас. ppm или менее, и Se: 50 мас. ppm или менее, соответственно.
В частности, ниже перечислены основные компоненты и добавки для слябовой заготовки для производства текстурированного листа электротехнической стали согласно настоящему изобретению.
С: 0,08 мас.% или менее
Углерод (С) добавляют для улучшения текстуры горячекатаного стального листа. Однако если содержание С превышает 0,08 мас.%, становится трудно понизить содержание С до величины 50 мас. ppm или менее, при которой в процессе производства не будет происходить магнитное старение. Таким образом, предпочтительное содержание С составляет 0,08 мас.% или менее. Вероятно, не обязательно выбирать наименьшее значение содержания С, поскольку вторичная рекристаллизация обеспечивается материалом, не содержащим С.
Si: от 2,0 мас.% до 8,0 мас.%
Кремний (Si) является элементом, который является эффективным для повышения электрического сопротивления стали и улучшения свойства потери в железе. Однако если содержание Si составляет менее 2,0 мас.%, получить достаточный эффект снижения потерь в железе не представляется возможным. С другой стороны, при содержании Si в стали выше 8,0 мас.% значительно снижается пластичность стали и уменьшается ее магнитная индукция. Таким образом, предпочтительный диапазон содержания Si составляет приблизительно от 2,0 мас.% до 8,0 мас.%.
Μn: от 0,005 мас.% до 1,0 мас.%
Марганец (Μn) - это элемент, который необходим для улучшения обрабатываемости стали в горячем состоянии. Однако при содержании Μn в стали менее 0,005 мас.% этот эффект является недостаточным. С другой стороны, при содержании Μn в стали более 1,0 мас.%, магнитная индукция получаемого стального листа ухудшается. Таким образом, предпочтительный диапазон содержания Μn составляет от 0,005 мас.% до 1,0 мас.%.
Кроме того, помимо вышеуказанных базовых компонентов, при необходимости, для улучшения магнитных характеристик в состав могут быть включены следующие элементы.
Ni: от 0,03 мас.% до 1,50 мас.%, Sn: от 0,01 мас.% до 1,50 мас.%, Sb: от 0,005 мас.% до 1,50 мас.%, Cu: от 0,03 мас.% до 3,0 мас.%, Р: от 0,03 мас.% до 0,50 мас.%, и Мо: от 0,005 мас.% до 0,10 мас.%.
Никель (Ni) - это элемент, который является полезным для улучшения текстуры горячекатаного стального листа с целью улучшения его магнитных характеристик. Однако при содержании Ni менее 0,03 мас.% он является менее эффективным для улучшения магнитных свойств стали, хотя при содержании Ni более 1,50 мас.%» вторичная рекристаллизация стали становится нестабильной, что приводит к ухудшению ее магнитных свойств. Таким образом, предпочтительный диапазон содержания Ni составляет от 0,03 мас.% до 1,50 мас.%.
Кроме того олово (Sn), сурьма (Sb), медь (Cu), фосфор (Р) и молибден (Мо) также являются элементами, полезными с точки зрения улучшения магнитных свойств стали. Однако каждый из этих элементов становится менее эффективным для улучшения магнитных свойств стали, если его содержание меньше вышеуказанного нижнего предела, и подавляет рост вторично рекристаллизованных зерен стали, когда его содержание в стали больше вышеуказанного верхнего предела. Таким образом, содержание каждого из этих элементов, предпочтительно, должно находиться в соответствующих вышеуказанных диапазонах.
Помимо описанных выше элементов, баланс включает в себя содержание железа Fe и случайных примесей, присутствующих в процессе производства.
Слябовую заготовку, имеющую описанный выше химический состав, можно нагреть обычным методом и подвергнуть горячей прокатке или сразу подвергнуть горячей прокатке после отливки, без нагрева. Тонкую слябовую заготовку или более тонкую стальную отливку можно подвергнуть горячей прокатке или сразу перейти к следующему технологическому процессу, пропустив горячую прокатку.
Кроме того, при необходимости производится горячий отжиг. В это время, для максимального создания текстуры Госса в полученном стальном листе, предпочтительная температура горячего отжига составляет от 800°С до 1100°С. Если температура горячего отжига ниже 800°С, полосовая структура при горячей прокатке сохраняется, что затрудняет получение структуры первичной рекристаллизации с приблизительно равными по размеру зернами и препятствует прохождению вторичной рекристаллизации. С другой стороны, если температура горячего отжига превышает 1100°С, зерна после горячего отжига становятся чрезмерно грубыми, что чрезвычайно затрудняет получение текстуры первичной рекристаллизации с однородными по размеру зернами.
После горячего отжига производят формовку материала, получая холоднокатаный лист посредством холодной прокатки один, два или более раз с промежуточным отжигом между прокатками. Впоследствии, после рекристаллизационного отжига, применяется отжиговый сепаратор. Затем стальной лист с примененным к нему отжиговым сепаратором подвергают заключительному отжигу для вторичной рекристаллизации и формирования форстеритовой пленки.
После заключительного отжига для правки формы стального листа целесообразно произвести вьгоавнивающий отжиг. Когда стальные листы предполагается складывать в стопку один на другой при использовании, эффективным способом улучшения свойства потери в железе является создание растягивающего покрытия на поверхности каждого стального листа до или после выравнивающего отжига. Такое растягивающее покрытие в общем представляет собой стеклянное покрытие на основе фосфатно-коллоидного кремнезема, хотя оксиды с низким коэффициентом температурного расширения, такие как оксид на основе бората алюминия, также могут быть использованы. Карбиды, нитриды и т.п. с большим модулем Юнга также являются эффективными для применения в качестве покрытия, обеспечивающего еще более высокое растягивающее напряжение.
При нанесении растягивающего покрытия очень важно согласовывать количество нанесенного покрытия и условия спекания.
В текстурированном листе электротехнической стали перед обработкой по измельчению магнитных доменов, для того чтобы получить на обеих поверхностях стального листа одинаковое натяжение комбинированной пленки, из форстеритовой пленки и растягивающего покрытия, а также для того, чтобы величина изгиба составляла 500 мм или менее, в виде радиуса кривизны изогнутой поверхности, когда форстеритовая пленка и растягивающее покрытие удалены с одной из двух поверхностей стального листа, важно, чтобы выравнивающий отжиг производился при соответствующем растягивающем напряжении и соответствующей температуре. Кроме того, что касается указанного покрытия, важно, чтобы было обеспечено достаточное спекание стеклянного покрытия, имеющего низкий коэффициент температурного расширения, и чтобы было создано достаточное растягивающее напряжение на основе остаточного термического напряжения.
Согласно настоящему изобретению, после нанесения растягивающего покрытия производится обработка по измельчению магнитных доменов посредством облучения поверхности стального листа тепловым пучком, таким как лазерный пучок, электронный пучок и т.п. Направление отметок облучения предпочтительно составляет угол от 90° до 45° относительно направления проката стального листа.
Для того чтобы в текстурированном листе электротехнической стали, подвергнутом обработке по измельчению магнитных доменов, величина изгиба в направлении проката составляла 600 мм или более и 6000 мм или менее, в виде радиуса кривизны изогнутой поверхности, с термической деформацией поверхности, являющейся внутренней стороной, а величина изгиба в направлении, перпендикулярном направлению проката, составляла 2000 мм или более, в виде радиуса кривизны изогнутой поверхности, при деформированной поверхности, являющейся внутренней стороной, эффективным способом является комбинированный метод, заключающийся в регулировании интенсивности лазерного или электронного пучка и профиля пучка, и в изменении распределения интенсивности облучения при сканировании. Кроме того, для того чтобы изгиб находился в вышеуказанных диапазонах, важно сочетать эти методы при оптимальных условиях. В частности, при регулировании профиля пучка следует не всегда его точно фокусировать, а предпочтительнее регулировать фокусировку для лазера, а также изменять фокусировку пучка с помощью фокусирующей катушки для электронного пучка.
Пример 1
Стальная слябовая заготовка, включающая: Si: 3,2 мас.%, С: 0,07 мас.%, Μn: 0,06 мас.%, Ni: 0,05 мас.%, Al: 0,027 мас.%, N: 0,008 мас.% и Se: 0,02 мас.%, остальное Fe и случайные примеси, нагревалась до 1450°С и затем подвергалась горячей прокатке для получения горячекатаного стального листа толщиной 1,8 мм. Были проведены две операции горячей прокатки горячекатаного стального листа с промежуточным отжигом между ними для получения холоднокатаного текстурированного листа электротехнической стали с окончательной толщиной 0,23 мм. Полученный холоднокатаный лист затем был обезуглерожен, и после первичного рекристаллизационного отжига был нанесен отжиговый сепаратор, содержащий MgO в качестве главного компонента; затем был произведен заключительный отжиг, включая процесс вторичной рекристаллизации и очистки, и получен текстурированный лист электротехнической стали с нанесенной форстеритовой пленкой. Затем на лист было нанесено покрытие, содержащее 60% коллоидного кремнезема и фосфата алюминия, и произведено его спекание при температуре 800°С. На этом этапе использовались два стандарта веса покрытия: вес толстого слоя покрытия (вес сухого покрытия для одной стороны 6,5 г/м2) и вес тонкого слоя (вес сухого покрытия для одной стороны 4,0 г/м2).
Полученный образец был отрезан в направлении проката и в направлении, перпендикулярном направлению проката, для получения тестовых образцов длиной 300 мм и шириной 100 мм для оценки натяжения пленки. Затем с одной стороны тестовых образцов были удалены форстеритовая пленка и изолирующее покрытие с помощью горячей соляной кислоты, и произведен замер радиуса кривизны в направлении проката. Следует отметить, что расчет радиуса кривизны производился в соответствии с методикой, описанной выше для фиг. 2. Расчет радиуса кривизны ниже производился так же.
Затем было произведено измельчение магнитных доменов текстурированного листа электротехнической стали путем непрерывного облучения волоконным лазером в направлении, перпендикулярном направлению проката. Сканирование стальных листов электронным пучком осуществлялось с помощью сканера с гальванометрическим зеркалом.
При лазерном облучении интервал в направлении проката между рядами облучения поддерживался постоянным и равным 4 мм, в то время как интенсивность непрерывного лазерного облучения не была постоянной. Вместо этого производилась коррекция изгиба посредством регулирования интенсивности в процессе сканирования в диапазоне от 50% до 100% и изменения фокусировки от точной до слегка расфокусированной.
Часть полученных образцов была отрезана в направлении проката и в направлении, перпендикулярном направлению проката, для получения размера 300×100 мм, и после облучения лазером было произведено измерение кривизны стальных листов в направлении проката и в направлении, перпендикулярном направлению проката. Оставшиеся образцы были разрезаны на заготовки со скошенным краем для трехстержневого сердечника размером 500 мм2 и собраны в трехфазном трансформаторе весом около 40 кг. Ширина каждого стержня составляла 100 мм. С помощью конденсаторного микрофона были произведены измерения шума при возбуждении магнитной индукции 1,7 Тл и при частоте 50 Гц и вычислено среднее значение шума в точке, находящейся на расстоянии 20 см непосредственно над каждой фазой сердечника трехфазного трансформатора. При этом выполнялось взвешивание по шкале А в качестве спектрального взвешивания.
В таблице 1 приводятся полученные данные по шума трансформатора, данные по радиусу кривизны в направлении проката и в направлении, перпендикулярном направлению проката стального листа, а также данные по радиусу кривизны стального листа после удаления пленки с одной стороны, что случит показателем натяжения пленки. Для образцов 1, 4-6, 9, 10 и 12, у которых радиус кривизны в направлении проката или в направлении, перпендикулярном направлению проката, находился вне соответствующего диапазона, уровень шума модели сердечника трансформатора являлся повышенным. И наоборот, для образцов 2, 3, 7, 8 и 11, которые соответствовали требованиям настоящего изобретения, шум является пониженным, причем он был пониженным даже в большей степени для образцов 2, 3, 7 и 11, у которых натяжение пленки находилось в предпочтительном диапазоне, соответствующем требованиям настоящего изобретения.

Пример 2
Стальная слябовая заготовка, включающая: Si: 3,3 мас.%, С: 0,06 мас.%, Μn: 0,08 мас.%, S: 0,023 мас.%, Al: 0,03 мас.%, Ν: 0,007 мас.%, Cu: 0,2 мас.% и Sb: 0,02 мас.%, остальное Fe и случайные примеси, нагревалась до 1430°С и прокатывалась для получения горячекатаного стального листа толщиной 2,5 мм. Две операции горячей прокатки горячекатаного стального листа с промежуточным отжигом между ними были выполнены для получения холоднокатаного текстурированного листа электротехнической стали с окончательной толщиной 0,23 мм. Полученный холоднокатаный лист затем обезуглероживался и после первичного рекристаллизационного отжига наносился отжиговый сепаратор, содержащий MgO в качестве главного компонента; затем выполнялся заключительный отжиг, включая процесс вторичной рекристаллизации и очистки, и был получен текстурированный лист электротехнической стали с нанесенной форстеритовой пленкой. Затем на лист наносилось покрытие, содержащее 50% коллоидного кремнезема и фосфата магния, и выполнялось его спекание при температуре 850°С. На этом этапе использовались два стандарта веса покрытия: вес толстого слоя покрытия и вес тонкого слоя покрытия. Полученный образец был разрезан в направлении проката и в направлении, перпендикулярном направлению проката, для получения тестовых образцов длиной 300 мм и шириной 100 мм для оценки натяжения пленки. Затем с одной стороны стальных листов были удалены форстеритовая пленка и изолирующее покрытие с помощью горячей соляной кислоты, и измерен радиус кривизны в направлении проката.
Затем было выполнено измельчение магнитных доменов текстурированного листа электротехнической стали путем непрерывного облучения электронным пучком в направлении, перпендикулярном направлению проката. Степень разрежения при обработке составляла 0,5 Па, и сканирование стальных листов электронным пучком выполнялось с помощью отклоняющей катушки.
При облучении электронным пучком поддерживался постоянный интервал в направлении проката между рядами облучения, равный 5 мм. Облучение стальных листов было не непрерывным, а скорее, точечным, и интервал между точечными линиями изменялся в диапазоне от 0,1 мм до 1,0 мм. Профиль интенсивности пучка изменялся путем регулирования тока пучка и тока фокусирующей катушки.
Часть полученных образцов была отрезана в направлении проката и в направлении, перпендикулярном направлению проката, для получения размера 300×100 мм, и после облучения электронным пучком была измерена кривизна стальных листов в направлении проката и в направлении, перпендикулярном направлению проката. Оставшиеся образцы были разрезаны на заготовки со скошенным краем для трехстержневого сердечника размером 500 мм2 и собраны в однофазном трансформаторе весом около 32 кг. Ширина стержня составляла 100 мм. С помощью конденсаторного микрофона измерялся шум при возбуждении магнитной индукции 1,7 Тл с частотой 50 Гц и вычислено среднее значение шума в точке, находящейся на расстоянии 20 см непосредственно над обеими кромками стержней сердечника однофазного трансформатора. При этом выполнялось взвешивание по шкале А в качестве спектрального взвешивания.
В таблице 2 приведены данные по измеренному шуму трансформатора, данные по радиусу кривизны в направлении проката и в направлении, перпендикулярном направлению проката стального листа, а также данные по радиусу кривизны стального листа после удаления пленки с одной стороны, которые служат показателем натяжения пленки. Для образцов 1, 2, 5, 6, 9, 10 и 12, у которых радиус кривизны в направлении проката или в направлении, перпендикулярном направлению проката, находился вне соответствующего диапазона, уровень шума модели сердечника трансформатора является повышенным. И наоборот, для образцов 3, 4, 7, 8 и 11, которые соответствовали требованиям настоящего изобретения, уровень шума является пониженным, причем он пониженный даже в большей степени для образцов 3, 4, 7 и 11, у которых натяжение пленки находилось в предпочтительном диапазоне, соответствующем требованиям настоящего изобретения.
Изобретение относится к области металлургии, в частности, к текстурированному листу электротехнической стали с пониженными потерями в железе. Текстурированный лист электротехнической стали содержит на обеих поверхностях стального листа форстеритовую пленку и покрытие, создающее растягивающее напряжение. Текстурированный лист подвергнут обработке по измельчению магнитных доменов посредством создания линейной термической деформации. Величина изгиба в направлении прокатки стального листа в виде радиуса кривизны изогнутой поверхности составляет 600-6000 мм и поверхность, в которой создана указанная деформация, является внутренней стороной. Величина изгиба в направлении, перпендикулярном направлению прокатки, в виде радиуса кривизны изогнутой поверхности составляет 2000 мм или более, и указанная поверхность, в которой создана указанная деформация, является внутренней стороной. Снижается шум сердечника трансформатора, изготовленного из таких листов. 3 з.п. ф-лы, 4 ил., 2 табл., 2 пр.
1. Текстурированный лист электротехнической стали, содержащий на обеих поверхностях стального листа форстеритовую пленку и покрытие, создающее растягивающее напряжение, причем текстурированный лист электротехнической стали подвергнут обработке по измельчению магнитных доменов посредством создания линейной термической деформации, при этом величина изгиба в направлении прокатки стального листа в виде радиуса кривизны изогнутой поверхности составляет 600 мм или более и 6000 мм или менее, и поверхность, в которой создана указанная деформация, является внутренней стороной, а величина изгиба в направлении, перпендикулярном направлению прокатки, в виде радиуса кривизны изогнутой поверхности составляет 2000 мм или более, и указанная поверхность, в которой создана указанная деформация, является внутренней стороной.
2. Текстурированный лист по п. 1, в котором перед выполнением обработки по измельчению магнитных доменов на обеих поверхностях стального листа растягивающее напряжение комбинированной пленки из форстеритовой пленки и указанного покрытия, создающего растягивающее напряжение, является одинаковым, при этом величина изгиба в виде радиуса кривизны изогнутой поверхности составляет 500 мм или менее при удалении форстеритовой пленки и покрытия, создающего растягивающее напряжение, только с одной из двух поверхностей стального листа.
3. Текстурированный лист по п. 1 или 2, в котором линейная термическая деформация создана посредством лазерного облучения.
4. Текстурированный лист по п. 1 или 2, в котором линейная термическая деформация создана посредством облучения электронным пучком.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ОБЛАДАЮЩЕЙ ВЫСОКОЙ ПРОЧНОСТЬЮ НА РАСТЯЖЕНИЕ, ИЗОЛЯЦИОННАЯ ПЛЕНКА И СПОСОБ ОБРАБОТКИ ТАКОЙ ИЗОЛЯЦИОННОЙ ПЛЕНКИ | 2007 |
|
RU2407818C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ НИЗКИЕ ПОТЕРИ В СЕРДЕЧНИКЕ, И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2358346C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

