Изобретение относится к области машиностроения, а именно к способам нанесения наноструктурированных и износостойких покрытий из высокоэнтропийных сплавов с термоупругими фазовыми превращениями методом магнетронно-плазменного напыления.
Аналогом изобретения является способ получения наноструктурированных покрытий с эффектом памяти формы на стали (пат. №2535432, МПК С23С 4/08, С22С 19/03, B82Y 40/00, опубл. 10.12.2014 г., бюл. №34), включающий нанесение порошка с эффектом памяти формы на основе Ni на стальную поверхность, закалку с нагревом до 1000°С и последующим охлаждением в жидком азоте, пластическую деформацию полученного покрытия в три этапа при нагреве, при этом после каждого этапа пластической деформации проводят отжиг, при этом используют порошок с эффектом памяти формы, содержащий компоненты при следующем соотношении, мас.%: Ni - 41-44, Cu - 5-10, Ti - остальное, при этом перед нанесением покрытия осуществляют предварительную механическую активацию порошка TiNiCu в вакууме для повышения его реакционной способности посредством перемалывания с использованием стальных шаров с диаметром 6 мм в течение 45 мин, в вакууме 10-4-10-5 мм рт. ст., в среде аргона при следующих параметрах: рабочая камера с объемом 0,5 л и скоростью вращения мешалки 600-1200 мин-1, а нанесение порошка осуществляют высокоскоростным газопламенным напылением, пластическую деформацию покрытия TiNiCu осуществляют трехроликовым приспособлением в радиальном направлении, при этом пластическую деформацию покрытия на первом этапе осуществляют в интервале температур 250-300°С со степенью пластической деформации ε=5-8%, на втором этапе - в интервале температур 300-370°С со степенью пластической деформации ε=10-12%, на третьем этапе - в интервале температур 370-450°С со степенью пластической деформации ε=12-30%, а отжиг после каждого этапа пластической деформации проводят при температуре 450-500°С в течение 0,5-1 ч.
Недостатком данного способа является наличие оксидных фаз в получаемом покрытии, которые образуются в результате окисления активных металлов, при напылении, так как в качестве окислителя используется кислород, который не успевает полностью прореагировать с топливом и приводит к окислению активных металлов, чему также способствует высокая температура возникающего в результате горения топлива. Также недостатком является низкая стойкость к абразивному, гидроабразивному, кавитационному износам, а также низкая усталостная прочность, что также обусловлено низким процентом обратимой деформации получаемого покрытия, который составляет 6,5-7%, что связано как с пористостью самого покрытия, так и с наличием оксидных фаз. Также недостатком являются усталостное растрескивание покрытия, а также низкие износоусталостные характеристики при температурах ниже 273 К.
Известно износостойкое покрытие для режущего инструмента (пат. №2620521, МПК С23С 14/06, С23С 14/22, В23 В 27/14, опубл. 26.05.2017 г., бюл. №15), состоящий из сложного нитрида титана, циркония, гафния, ванадия, ниобия и тантала (TiZrNbVHfTa)N со стабильной однофазной структурой, получаемого путем вакуумно-дугового или магнетронного распыления катода, представляющего собой высокоэнтропийный сплав Ti-Zr-Hf-V-Nb-Ta, при этом содержание в сплаве каждого отдельного элемента в зависимости от суммарного содержания остальных элементов находится в пределах 5-30 ат.%, а Процесс проводят в атмосфере атомарного азота, при этом суммарное количество элементов покрытия Ti, Zr, Hf, V, Nb, Та составляет от 40 до 70 ат.%, остальное - азот, при это доля каждого из элементов покрытия Ti, Zr, Hf, V, Nb, Та составляет не менее 4 ат.%.
Недостатком данного изобретения является низкая стойкость к кавитационному износу, а также низкая усталостная прочность. Также недостатком являются усталостное растрескивание покрытия, а также низкие износоусталостные характеристики при температурах ниже 273 К.
Задачей изобретения является усовершенствование способа получения износостойкого наноструктурированного покрытия из высокоэнтропийных материалов с термоупругими фазовыми превращениями, позволяющего повысить эксплуатационные характеристики изделий работающих в условиях совместного действия усталостной нагрузки и на износ при низких температурах.
Техническим результатом является повышение стойкости к абразивному, гидроабразивному и кавитационному износам, стойкость к усталостному растрескиванию покрытия при температурах работы ниже 273 К.
Технический результат достигается тем, что способ получения износостойкого наноструктурированного покрытия из высокоэнтропийных сплавов включает травление поверхности детали низкотемпературной аргоновой плазмой при давлении 150-250 Па в течение 5-10 минут, очистку поверхности катода (мишени) состоящей из высокоэнтропийного сплава FeNiCoAlX, где в качестве примесного компонента (легирующего или допирующего) X могут быть Ti, Та, Nb, Cr или W содержащий компоненты при следующем соотношении, (ат.) мас.%:
Fe - 41-43
Ni - 28-30
Со - 15-17
Al - 10-11,5
Х - 2-2,5,
путем распыления на заслонку верхнего слоя мишени в течение 1-2 мин при токе плазмы 150-200 мА с напряжением 370-420 В с последующим удалением заслонки, ионно-плазменное напыление покрытия толщиной 500-700 нм при давлении 1.5-2.5 Па, токе плазмы 110-130 мА и напряжении 350-450 В и последующий фазообразующий термический отжиг в инертной атмосфере аргона при температуре 573-773 К в течение 40-80 мин.
Получение на поверхности деталей покрытия состава FeNiCoAlX, (где X может быть Ti, Та, Nb, Cr или W) позволяет повысить эксплуатационные характеристики деталей, работающих при температурах ниже нуля в условиях одновременного воздействия усталостной нагрузки и износа. Это обусловлено тем, что высокоэнтропийные сплавы FeNiCoAlX, (где X может быть Ti, Та, Nb, Cr или W) обладают низкотемпературными термоупругими фазовыми превращениями и обратимая деформация может достигать значений ε=13,5%, что выше известных на сегодняшний день сплавов с эффектом памяти формы. Как известно явление сверхэластичности у материалов с термоупругими фазовыми превращениями позволяет повысить сопротивление усталости, значительно замедляя процесс появления усталостных трещин (усталостное растрескивание). Также благодаря сверхэластичности повышается стойкость деталей к износу, что связанно с увеличением времени накопления деформации поверхности, интенсивное поверхностное деформирование является одной из причин разрушения в результате износа. В результате накопления поверхностной деформации происходит увеличение плотность дислокаций на поверхности контакта, в результате чего происходит объединение на поверхности из в микротрещины, и как следствие последующего разрушения. Также в результате деформаций при износе и происходящего накопления дислокаций происходит процесс упрочнения, а следом разупрочнение поверхности. Стоит отметить, что в результате деформирования поверхности возникают контактные напряжения, которые приводят к возникновению контактных трещин, находящихся на глубине от поверхности, и впоследствии приводит к контактному к контактному разрушению (выкрашиванию). При этом разрушение в результате действия знакопеременной нагрузки, как и в результате износа происходит на поверхности, так и на приповерхностных слоях (контактное разрушение). Отсюда следует заключить, что достаточно для деталей, работающих в условиях износа и знакопеременных нагрузок, нанесение поверхностных слоев (напыление) из материалов необходимого состава для повышения эксплуатационных характеристик. При этом благодаря проводимым технологическим операциям на поверхности детали получается композит, состоящий из материала основы имеющего высокую вязкость и пластичность и материала покрытия представляющего собой высокоэнтропийный сплав с термоупругим фазовым превращением, обладающего сверхэластичностью, вязкостью и микротвердостью.
Использование предварительной ионно-плазменной очистки детали позволяет удалить с поверхности изделия остатки масел и жиров, а также удалить образовавшийся оксидный слой. Применение данной технологии позволяет обеспечить высокую адгезию между напыляемым высокоэнтропийным покрытием и подложкой. Для нанесения высокоэнтропийного состава без наличия оксидных фаз, необходима предварительная очистка мишени напыляемого состава. Данный метод осуществляется путем распыления поверхности мишени на заслонку. Магнетронно-плазменное напыление высокоэнтропийных сплавов позволяет получить покрытие с высокой степенью однородности при практически равномерном распределении химических элементов на поверхности подложки (детали). В качестве примера приведены данные энерго диспресчионного анализа и карты распределения элементов высокоэнтропиного состава FeNiCoAlW (рисунок 1, 2). Последующая термическая обработка детали с покрытием в инертной атмосфере позволяет изменить структурное состояние покрытия, повысить адгезию и получить на поверхности детали наноструктурированную пленку с задаваемым размером.
Атомы различных легирующих компонентов (Ti, Та, Nb, Cr или W) в составе высокоэнтропийного сплава занимают вакантные позиции или замещают атомы в кристаллической решетке таким образом, что сохраняется структура решетки сплава, но изменяются параметры ячейки решетки и возникают искажения. Данное искажение блокирует перемещение дислокационных структур, а также их генерирование источниками Франка-Рида. Следовательно, необходимая энергия для перемещения дислокации должна быть значительно выше. При этом усталостное разрушение сопровождается перемещением дислокаций к поверхности детали их скопление и объединение в микротрещину, которая затем начинает распространяться, аналогичное явление является также одной из причин разрушения в результате износа. Таким образом, напыление высокоэнтропийного покрытия на поверхности детали благодаря уникальности своей кристаллической структуры обеспечивает повышение стойкости к усталостному разрушению и к износу при температурах работы ниже 273 К.
Наноструктурированность покрытия увеличивает показатель микротвердости, а также значительно повышает стойкость к усталостному разрушению и к износу, что обусловлено увеличением общей площади межзерновой границы, в результате чего повышается вязкость. Границы наночастиц наноструктурированного покрытия являются барьером для перемещения дислокаций и замедляют процесс распространения трещин вдоль границ зерен (межзерновое разрушение).
Повышенные значения микротвердости обеспечивают повышение износостойкости, так как препятствует врезаемости частиц абразива в поверхность детали с покрытием (абразивный износ) и смятию (деформированию) поверхности (все виды износа) при температурах работы ниже 273 К. Стоит также отметить, что благодаря псевдоупругости высокоэнтропийных сплавом с термоупругими фазовыми превращениями повышается стойкость деталей, работающих в условиях интенсивного кавитационного износа, сопровождающегося гидроударами по поверхности детали с покрытием в результате схлопывания кавитационных пузырей.
Благодаря низкотемпературным фазовым превращениям характерным для сплавов FeNiCoAlX, (где X может быть Ti, Та, Nb, Cr или W), данные покрытия могут быть нанесены на детали, работающие в условиях знакопеременной нагрузки и износа при температурах ниже 273 К, для повышения их эксплуатационных характеристик.
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 150-250 Па в течение 5-10 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 1-2 минут при токе плазмы 150-200 мА с напряжением 370-420 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов FeNiCoAlX, (где X может быть Ti, Та, Nb, Cr или W) толщиной 500-700 нм при давлении 1.5-2.5 Па, токе плазмы 110-130 мА и напряжении 350-450 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 573-773 К в течение 40-80 мин для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 1
Получение износостойкого наноструктурированного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 150 Па в течение 5 минут;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 1 минуты при токе плазмы 200 мА с напряжением 420 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийиого состава сплавов Fe41Ni28Co17Al11,5W2,5 толщиной 500 нм при давлении 2.5 Па, токе плазмы 110 мА и напряжении 350 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 573 К в течение 80 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 2
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 200 Па в течение 7,5 минут;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1,5 минут при токе плазмы 175 мА с напряжением 395 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe42Ni29Co16Al10,75W2,25 толщиной 600 нм при давлении 2 Па, токе плазмы 120 мА и напряжении 400 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 673 К в течение 60 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 3
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 250 Па в течение 10 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 2 минут при токе плазмы 150 мА с напряжением 370 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe43Ni30Co15Al10W2 толщиной 700 нм при давлении 1.5 Па, токе плазмы 130 мА и напряжении 450 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 773 К в течение 40 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 4
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 150 Па в течение 5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1 мин при токе плазмы 200 мА с напряжением 420 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe41Ni28Co17Al11,5Cr2,5 толщиной 500 нм при давлении 2.5 Па, токе плазмы ПО мА и напряжении 350 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 573 К в течение 80 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 5
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 200 Па в течение 7,5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1,5 мин при токе плазмы 175 мА с напряжением 395 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe42Ni29Co16Al10,75Cr2,25 толщиной 600 нм при давлении 2 Па, токе плазмы 120 мА и напряжении 400 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 673 К в течение 60 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 6
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 250 Па в течение 10 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 2 минут при токе плазмы 150 мА с напряжением 370 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe43Ni30Co15Al10Cr2 толщиной 700 нм при давлении 1.5 Па, токе плазмы 130 мА и напряжении 450 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 773 К в течение 40 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 7
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 150 Па в течение 5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 1 минут при токе плазмы 200 мА с напряжением 420 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe41Ni28Co17Al11,5Та2,5 толщиной 500 нм при давлении 2.5 Па, токе плазмы 110 мА и напряжении 350 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 573 К в течение 80 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 8
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 200 Па в течение 7,5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1,5 мин при токе плазмы 175 мА с напряжением 395 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe42Ni29Co16Al10,75Та2,25 толщиной 600 нм при давлении 2 Па, токе плазмы 120 мА и напряжении 400 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 673 К в течение 60 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 9
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 250 Па в течение 10 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 2 минут при токе плазмы 150 мА с напряжением 370 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe43Ni30Co15Al10Ta2 толщиной 700 нм при давлении 1.5 Па, токе плазмы 130 мА и напряжении 450 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 773 К в течение 40 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 10
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 150 Па в течение 5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1 мин при токе плазмы 200 мА с напряжением 420 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe41Ni28Co17Al11,5Ti2,5 толщиной 500 нм при давлении 2.5 Па, токе плазмы 110 мА и напряжении 350 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 573 К в течение 80 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 11
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 200 Па в течение 7,5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1,5 мин при токе плазмы 175 мА с напряжением 395 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe42Ni29Co16Al10,75Ti2,25 толщиной 600 нм при давлении 2 Па, токе плазмы 120 мА и напряжении 400 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 673 К в течение 60 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 12
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 250 Па в течение 10 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 2 минут при токе плазмы 150 мА с напряжением 370 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe43Ni30Co15Al10Ti2 толщиной 700 нм при давлении 1.5 Па, токе плазмы 130 мА и напряжении 450 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 773 К в течение 40 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 13
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 150 Па в течение 5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1 мин при токе плазмы 200 мА с напряжением 420 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe41Ni28Co17Al11,5Nb2,5 толщиной 500 нм при давлении 2.5 Па, токе плазмы ПО мА и напряжении 350 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 573 К в течение 80 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 14
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 200 Па в течение 7,5 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течение 1,5 мин при токе плазмы 175 мА с напряжением 395 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe42Ni29Co16Al10,75Nb2,25 толщиной 600 нм при давлении 2 Па, токе плазмы 120 мА и напряжении 400 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 673 К в течение 60 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
Пример 15
Получение износостойкого наноструктурирванного покрытия из высокоэнтропийных сплавов с термоупругими фазовыми превращениями, происходит следующим образом:
- на первом этапе происходит предварительное травление поверхности обрабатываемого изделия низкотемпературной аргоновой плазмой для улучшения адгезии наносимого защитного покрытия в вакуумной камере ускоренными ионами при давлении 250 Па в течение 10 мин;
- на втором этапе непосредственно перед напылением покрытия проводят предварительную ионно-плазменную очистку мишени напыляемого состава в течении 2 минут при токе плазмы 150 мА с напряжением 370 В, путем распыления поверхности мишени на заслонку для удаления слоя, имеющего оксидные фазы;
- на третьем этапе на подготовленную поверхность обрабатываемого изделия методом магнетронно-плазменного напыления наносят наноструктурированное покрытие высокоэнтропийного состава сплавов Fe43Ni30Co15Al10Nb2 толщиной 700 нм при давлении 1.5 Па, токе плазмы 130 мА и напряжении 450 В, путем переноса с поверхности мишени состава аналогичного наносимого покрытию на поверхность подложки;
- после чего проводят термический фазообразующий отжиг в инертной атмосфере аргона при температуре 773 К в течение 40 мин, для изменения структурного состояния покрытия, повышения адгезии и получения наноструктурированного слоя с размерами 40-60 нм.
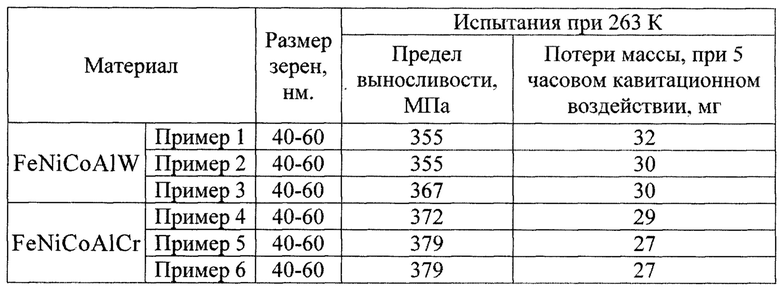
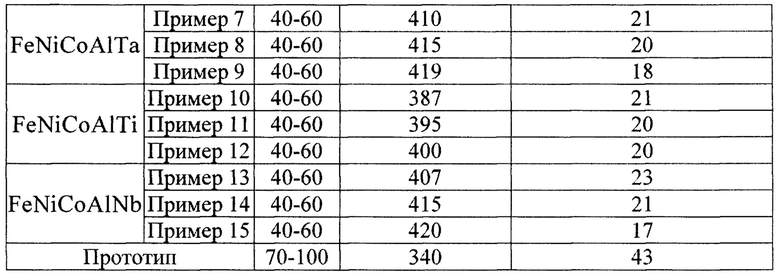
Результаты испытаний образцов полученных защитных покрытий сведены в таблицу 1.
Результаты испытаний образцов из стали 45, полученных защитных покрытий сведены в таблицу 1.
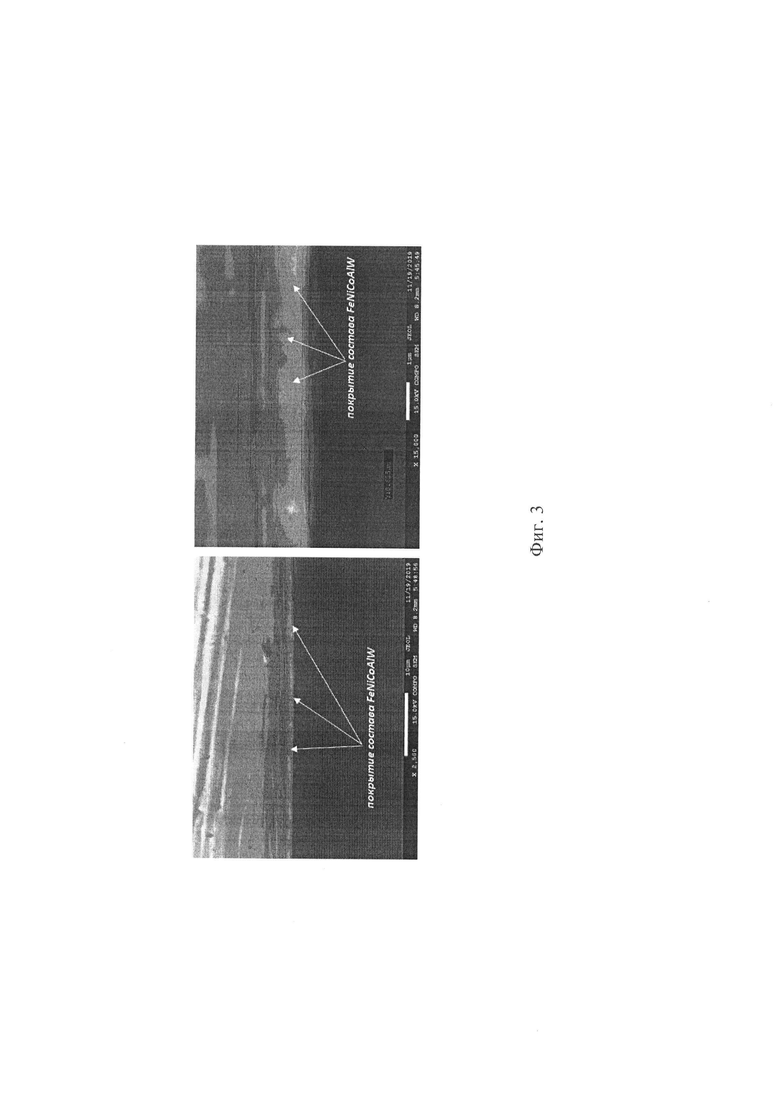
Ниже на фиг. 1, фиг. 2, фиг. 3 представлены результаты исследований покрытия состава Fe41Ni28Co17Al11,5W2,5 полученного по первому примеру. На фиг 1 представлены карты распределения химических элементов на поверхности исследуемого покрытия, на фиг. 2 показан энергодисперсионный спектр высокоэнтропийного состава на основе FeNiCoAlW и на фиг 3 представлена микрофотография среза покрытия состава FeNiCoAlW
Анализ данных представленных в таблице, позволяет сделать вывод о том, что образцы с покрытием из износостойкого наноструктурирванного высокоэнтропийного сплавов с термоупрутими фазовыми превращениями, полученными по заявляемому способу, характеризуется более высокими физико-механическими характеристиками при температурах ниже 273 К, в сравнении с образцами с покрытиями, изготовленными по известным способам.
Таким образом, совокупность заявляемых признаков позволяет достичь поставленный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения износостойкого покрытия режущего инструмента | 2019 |
|
RU2699418C1 |
| Способ получения износостойкого покрытия режущего инструмента | 2019 |
|
RU2718642C1 |
| СПОСОБ "ГИБРИДНОГО" ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ | 2011 |
|
RU2485210C2 |
| Способ получения износостойкого покрытия на режущем инструменте | 2023 |
|
RU2827193C1 |
| СПОСОБ ВАКУУМНО-ДУГОВОГО НАНЕСЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ НА СТОМАТОЛОГИЧЕСКИЕ КОНСТРУКЦИИ | 2022 |
|
RU2791571C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ МОНОЛИТНОГО НИКЕЛИДА ТИТАНА | 2020 |
|
RU2751704C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО ГРАДИЕНТНОГО ОКСИДНОГО ПОКРЫТИЯ ИЗ КАТАЛИТИЧЕСКОГО МАТЕРИАЛА МЕТОДОМ МАГНЕТРОННОГО НАПЫЛЕНИЯ | 2009 |
|
RU2428516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРА НА ОСНОВЕ ПЛАТИНЫ И КАТАЛИЗАТОР НА ОСНОВЕ ПЛАТИНЫ | 2014 |
|
RU2562462C1 |

Изобретение относится к способу нанесения наноструктурированных и износостойких покрытий из высокоэнтропийных сплавов с термоупругими фазовыми превращениями методом магнетронно-плазменного напыления. Осуществляют травление поверхности детали низкотемпературной аргоновой плазмой при давлении 150-250 Па в течение 5-10 мин. Затем выполняют очистку поверхности мишени, состоящей из высокоэнтропийного сплава FeNiCoAlX, где Х- примесный легирующий или допирующий компонент в виде Ti, Та, Nb, Cr или W. Мишень содержит компоненты при следующем соотношении, мас.%: Fe - 41-43, Ni - 28-30, Со - 15-17, Al - 10-11,5, X - 2-2,5. Верхний слой мишени распыляют на заслонку в течение 1-2 мин при токе плазмы 150-200 мА с напряжением 370-420 В. Затем удаляют заслонку. Ионно-плазменное напыление покрытия на деталь толщиной 500-700 нм выполняют при давлении 1,5-2,5 Па, токе плазмы 110-130 мА и напряжении 350-450. После этого осуществляют фазообразующий термический отжиг в инертной атмосфере аргона при температуре 573-773 К в течение 40-80 мин. Техническим результатом является повышение стойкости к абразивному, гидроабразивному и кавитационному износам, и стойкости к усталостному растрескиванию покрытия при температурах работы ниже 273 К. 1 табл., 15 пр., 3 ил.
Способ получения износостойкого наноструктурированного покрытия из высокоэнтропийных сплавов, включающий травление поверхности детали низкотемпературной аргоновой плазмой при давлении 150-250 Па в течение 5-10 мин, очистку поверхности мишени, состоящей из высокоэнтропийного сплава FeNiCoAlX, при следующем соотношении компонентов, мас.%:
Fe – 41,0 - 43 0
Ni - 28,0 - 30,0
Со - 15,0 - 17,0
Al - 10,0 - 11,5
Х - 2,0 - 2,5,
где Х - примесный легирующий или допирующий компонент Ti, Та, Nb, Cr или W, путем распыления на заслонку верхнего слоя мишени в течение 1-2 мин при токе плазмы 150-200 мА и напряжении 370-420 В, удаление заслонки и ионно-плазменное напыление на поверхность детали покрытия толщиной 500-700 нм при давлении 1,5-2,5 Па, токе плазмы 110-130 мА и напряжении 350-450 В, и последующий фазообразующий термический отжиг в инертной атмосфере аргона при температуре 573-773 К в течение 40-80 мин.
| Способ получения износостойкого покрытия режущего инструмента | 2019 |
|
RU2699418C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ СТАЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2554828C2 |
| Приспособление для замыкания накоротко пластин коллектора электрической машины при его испытании | 1930 |
|
SU22143A1 |
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2620521C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА СТАЛИ | 2013 |
|
RU2535432C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЖАРОСТОЙКОГО НАНОКОМПОЗИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ. | 2013 |
|
RU2549813C1 |
| СВЧ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2287875C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ДИЭЛЕКТРИЧЕСКУЮ ПОДЛОЖКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285742C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭПИТАКСИАЛЬНЫХ СЛОЕВ β-SIC НА КРЕМНИИ МОНОКРИСТАЛЛИЧЕСКОМ | 2013 |
|
RU2524509C1 |

