Изобретение относится к составам износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известно покрытие для повышения стойкости режущего инструмента на основе нитрида титана (TiN) (Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями. М.: Машиностроение, 1993, с. 252; Асанов Б.У., В.П. Макаров. Нитридные покрытия, полученные вакуумно-дуговым осаждением. Вестник КРСУ №2, 2002 г.).
К недостаткам данного покрытия относится относительно низкая твердость и низкая стойкость к окислению (500-600°С).
Также известно покрытие TiZrN (см. Табаков В.П., Чихранов А.В. Износостойкие покрытия режущего инструмента, работающего в условиях непрерывного резания. - Ульяновск: УлГТУ, 2007. - 255 с.).
Данное покрытие обладает более высокой трещиностойкостью и твердостью по сравнению с предыдущим аналогом. Но при этом оно имеет больший коэффициент отслоения и недостаточную термическую стойкость для условий высокоскоростной обработки.
Покрытие на основе нитридов металлов (TiAlCr)N [патент РФ №2405060], получаемое ионно-плазменным напылением обладает повышенной твердостью, износо- и термостойкостью по отношению к предыдущему аналогу. За счет соблюдения определенных концентраций элементов в покрытии стабильный фазовый состав сохраняется вплоть до температур 600-700°С.
Недостатком данного покрытия является сложность получения оптимальной концентрации элементов в процессе напыления, в частности хрома. Повышение концентрации хрома выше некоторых оптимальных значений приводит к образованию частиц интерметаллидной фазы типа Al7Cr, что снижает сопротивление хрупкому разрушению. Кроме того, при высоких скоростях обработки не менее 1,7 м/с происходит нагревание покрытия, в результате чего наблюдается фазовое превращение с образованием гексагональной фазы, что значительно снижает механические и эксплуатационные свойства покрытия и инструмента.
Задачей, на решение которой направлено заявляемое изобретение, является повышение надежности и стойкости режущего инструмента при высоких скоростях обработки.
Технический результат - стабильность фазового состава предложенного покрытия на основе нитридов металлов, что обеспечивает повышение износостойкости режущего инструмента при высоких скоростях обработки за счет повышения механических и эксплуатационных свойств покрытия на основе нитридов металлов.
Поставленная задача решается предложенным покрытием, выполненным из нитрида титана, циркония, гафния, ванадия, ниобия и тантала. Нанесение покрытия осуществляют путем вакуумно-дугового или магнетронного распыления катода, представляющего собой высокоэнтропийный сплав Ti-Zr-Hf-V-Nb-Ta. Содержание в сплаве каждого отдельного элемента в зависимости от суммарного содержания остальных элементов находится в пределах 5-30 ат. %. Процесс проводят в атмосфере атомарного азота. В результате получают покрытие, в состав которого входит не менее 4 ат. % каждого из элементов Ti, Zr, Hf, V, Nb, Та, при этом в сумме в покрытии должно содержаться от 40 до 70 ат. % указанных элементов, остальное - азот.
Сущность изобретения заключается в следующем. Покрытие (TiZrHfVNbTa)N представляет собой сложный нитрид. За счет высокой энтропии смешения компонентов стабилизируется одна единственная фаза. Благодаря тому, что в этой фазе присутствуют атомы разного размера, кристаллическая решетка такого материала сильно напряжена. Это обстоятельство препятствует активному дрейфу атомов и ограничивает скорость диффузии в этих покрытиях. Благодаря этому покрытия по изобретению обладают рядом уникальных свойств по сравнению с аналогами, такими как высокая твердость, износо-, жаро- и коррозионная стойкость, которые проявляются в повышении износостойкости режущего инструмента с предложенным покрытием при высоких скоростях обработки.
Заявленное изобретение характеризуется следующими чертежами.
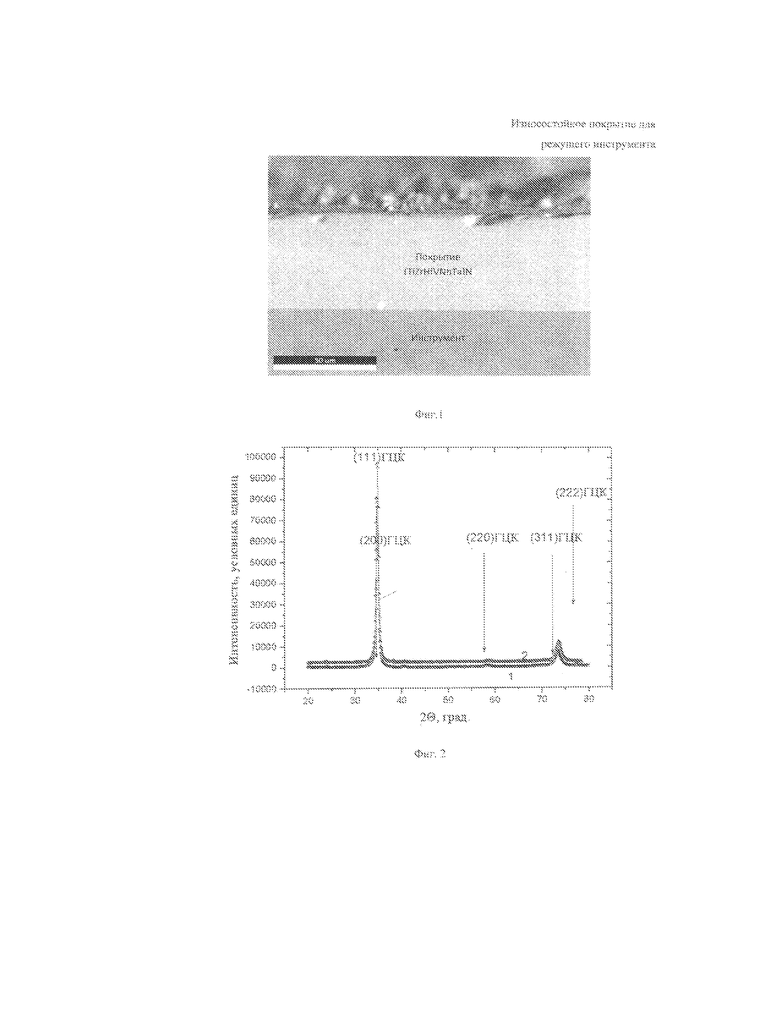
Фигура 1, где представлено изображение нанесенного на инструмент покрытия по примеру 6, содержащего ат. %: 9,59 Ti, 10,57 Zr, 15,58 Hf, 7,58 V, 11,37 Nb, 7,96 Та, 37,35 N. Изображение получено на растровом электронном микроскопе FEI NovaNanoSEM 450.
Фигура 2, где представлены участки рентгенодифракционных спектров покрытия (Ti-Hf-Zr-V-Nb-Ta)N, полученного при PN=0.7 Па и Ub=-200 В до термического отжига 700°С (1) и после (2), которые подтверждают, что покрытие является однофазным и сохраняет свою структуру под воздействием высоких температур.
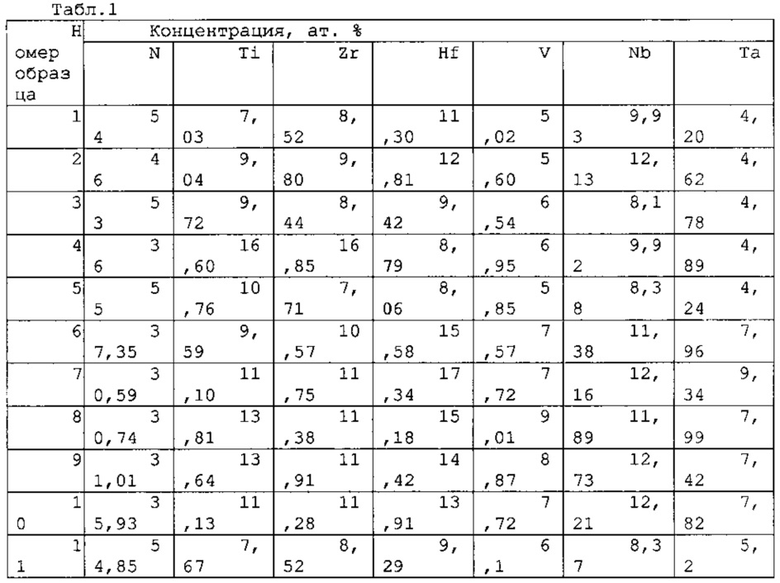
В таблице 1 представлены некоторые варианты составов предложенного покрытия (Ti-Hf-Zr-V-Nb-Ta)N с различным соотношением элементов.
Лабораторные испытания образца по примеру 11, содержащего ат. %: 7,67 Ti, 8,52 Zr, 9,29 Hf, 6,1 V, 8,37 Nb, 5,2 Та, 54, 85 N, проводили на высокотемпературном трибометре фирмы CSM Instruments при температурах 20°С, 500°С и 700°С. Покрытие было нанесено на подложку в форме диска из быстрорежущей стали Р6М5, диаметром 42 мм, толщиной 5 мм. Испытания проводили при вращающейся подложке в паре с неподвижным контртелом, представляющим собой шар диаметром 6 мм из оксида алюминия (Al2O3). Нагрузка на контртело 6 Н, линейная скорость 15 см/с. Результаты испытаний приведены в таблице 2 «Температурная зависимость трибологических свойств покрытия (Ti-Hf-Zr-V-Nb-Ta)N от температуры».
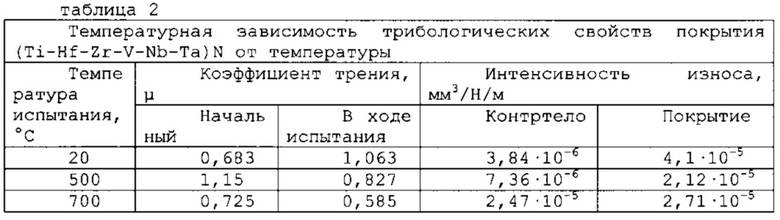
Таким образом, покрытие показывает высокие значения износостойкости при повышенных температурах, кроме того, с ростом температуры наблюдается понижение коэффициента трения.
Было проведено исследование изнашивания резцов, оснащенных сменными многогранными неперетачиваемыми пластинами из поликристаллических сверхтвердых материалов (далее ПСТМ) на основе кубического нитрида бора (далее КНБ) торговой марки «борсинит» (производство ИСМ НАН Украины), при точении закаленной стали ШХ15 (60-62 HRC). Типоразмер пластин RNMN 070300.
Использовались пластины двух видов:
- из ПСТМ «борсинит»;
- из ПСТМ «борсинит» с вакуумно-дуговым защитным покрытием (TiZrNbVHfTa) N по примеру 11, содержащим ат. %: 7,67 Ti, 8,52 Zr, 9,29 Hf, 6,1 V, 8,37 Nb, 5,2 Та, 54,85 N.
Исследования образцов проводили на токарно-винторезном станке ФТ-11 в условиях безударного резания. Режимы резания: скорость резания 1,2-3,1 м/с, подача 0,14 мм/об, глубина резания 0,2 мм. Результаты исследований приведены в таблице 3.
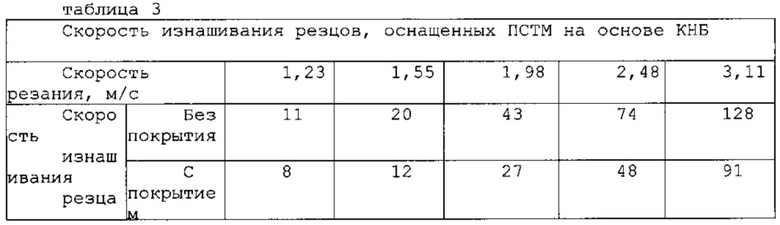
Применение на режущем инструменте, оснащенном ПСТМ «борсинит», защитного покрытия (TiZrNbVHfTa)N обеспечивает повышение его стойкости при финишном высокоскоростном точении закаленной стали ШХ 15 (60-62 HRC) в 1,4 раза.
Таким образом, заявленное изобретение обеспечивает достижение заявленного технического результата - покрытие (TiZrNbVHfTa)N характеризуется стабильным фазовым составом при высоких скоростях обработки, что повышает надежность и стойкость режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2011 |
|
RU2478138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2423547C2 |
| Способ нанесения высокотемпературного покрытия на режущий инструмент | 2018 |
|
RU2679857C1 |
| Твердый сплав с уменьшенным содержанием карбида вольфрама для изготовления режущего инструмента и способ его получения | 2023 |
|
RU2802601C1 |
| СПЕЧЕННОЕ АЛМАЗНОЕ ИЗДЕЛИЕ С ВЫСОКОЙ ПРОЧНОСТЬЮ И ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2347744C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2010 |
|
RU2542185C2 |
| Способ нанесения покрытий на твердые сплавы | 2015 |
|
RU2615941C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
| ФРЕЗА КОНЦЕВАЯ | 2016 |
|
RU2627317C1 |
| ПОРОШКОВЫЙ ВЫСОКОТЕМПЕРАТУРНЫЙ ИЗНОСОСТОЙКИЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2038401C1 |
Износостойкое покрытие для режущего инструмента может быть использовано в металлообработке. Покрытие представляет собой сложный нитрид титана, циркония, гафния, ванадия, ниобия и тантала (TiZrNbVHfTa)N со стабильной однофазной структурой. При этом суммарное количество элементов покрытия Ti, Zr, Hf, V, Nb, Ta составляет от 40 до 70 ат.%, остальное – азот. Доля каждого из элементов покрытия Ti, Zr, Hf, V, Nb, Ta составляет не менее 4 ат.%. Стабильность фазового состава покрытия (TiZrNbVHfTa)N обеспечивает повышение надежности и стойкости режущего инструмента при высоких скоростях обработки. 2ил., 3 табл.
Износостойкое покрытие для режущего инструмента из нитрида металлов, отличающееся тем, что оно состоит из сложного нитрида титана, циркония, гафния, ванадия, ниобия и тантала (TiZrNbVHfTa)N со стабильной однофазной структурой, в котором суммарное количество элементов Ti, Zr, Hf, V, Nb, Ta составляет от 40 до 70 ат.%, остальное – азот, причем доля каждого из элементов Ti, Zr, Hf, V, Nb, Ta в покрытии составляет не менее 4 ат.%.
| СПОСОБ СНИЖЕНИЯ ТРЕНИЯ И ИЗНОСА ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1994 |
|
RU2079571C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2010 |
|
RU2542185C2 |
| RU 2012134434 C1, 20.02.2014 | |||
| ЗАЩИТНОЕ ПОКРЫТИЕ, ПОКРЫТЫЙ ЭЛЕМЕНТ, ИМЕЮЩИЙ ЗАЩИТНОЕ ПОКРЫТИЕ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2507302C2 |
| CN 0102918176 A, 06.02.2013 | |||
| JP 2009203485 A, 10.09.2009 | |||
| KR 1020080035495 A, 23.04.2008. | |||

