Изобретение относится к устройству для нанесения покрытия на одну и/или обе стороны металлической подложки в форме полосы, содержащему по меньшей мере одно направляющее устройство для направления подложки в форме полосы вдоль заданной траектории движения во время нанесения покрытия, по меньше мере одно первое покрывающее устройство для нанесения покрытия на первую основную сторону подложки в форме полосы при помощи электростатически заряженного порошка покрытия, хранящегося в псевдоожиженном виде в первом резервуаре, причем первый резервуар в геодезическим отношении по меньшей мере частично расположен ниже первого участка траектории движения, по меньшей мере одно второе покрывающее устройство для нанесения покрытия на вторую основную сторону подложки в форме полосы при помощи электростатически заряженного порошка покрытия, хранящегося в псевдоожиженном виде во втором резервуаре, причем второе покрывающее устройство относительно направления движения подложки в форме полосы вдоль траектории движения расположено после первого покрывающего устройства, и по меньшей мере одно отклоняющее устройство для отклонения подложки в форме полосы, относительно траектории движения расположенное между первым покрывающим устройством и вторым покрывающим устройством, причем первый участок траектории посредством отклоняющего устройства переходит во второй участок траектории движения, причем отклоняющее устройство отклоняет подложку в форме полосы таким образом, что подложка в форме полосы на втором участке траектории перемещается противоположно подложке в форме полосы на первом участке траектории, а второй резервуар в геодезическим отношении по меньшей мере частично расположен ниже второго участка траектории.
Кроме того, изобретение относится к способу нанесения покрытия на одну и/или обе стороны металлической подложки в форме полосы, согласно которому подложка в форме полосы во время нанесения покрытия направляется вдоль заданной траектории движения, первая основная сторона подложки в форме полосы покрывается электростатически заряженным порошком покрытия, хранящимся в псевдоожиженном виде в первом покрывающем устройстве, в геодезическим отношении по меньшей мере частично расположенном ниже первого участка траектории движения, подложка в форме полосы в конце первого участка траектории отклоняется в направлении второго участка траектории движения таким образом, что подложка в форме полосы на втором участке траектории перемещается противоположно подложке в форме полосы на первом участке траектории, и вторая основная сторона подложки в форме полосы покрывается электростатически заряженным порошком покрытия, хранящимся в псевдоожиженном виде во втором покрывающем устройстве, в геодезическим отношении по меньшей мере частично расположенном ниже второго участка траектории.
Устройство указанного выше типа известно, например, из US 3248253 A и US 3653544 A.
Известно, что металлические подложки в форме полосы можно снабдить покрытием для отделки или, соответственно, для обеспечения требуемых потребительских свойств. Металлическую подложку в форме полосы можно снабдить покрытием с одной стороны или с обеих сторон.
Например, публикация DE 2231685 A1 относится к способу нанесения покрытия на металлический полосовой материал посредством: смачивания первой поверхности полосового материала; проведения смоченной первой поверхности на заранее определенном расстоянии, постоянном по всей ширине полосового материала, мимо первого электростатического устройства, загружаемого металлическим порошком, так что смоченная первая поверхность электростатически снабжается покрытием из металлического порошка покрытия; смачивания второй поверхности, находящейся с противоположной стороны полосового материала; проведения смоченной второй поверхности на заранее определенном расстоянии, постоянном по всей ширине, мимо второго электростатического устройства, загружаемого металлическим порошком покрытия, так что смоченная вторая поверхность электростатически снабжается покрытием из металлического порошка покрытия; и сушки влажных покрытий на первой поверхности и второй поверхности, и достижения прочной адгезии сухих покрытий на указанных поверхностях. Упомянутое последним заранее определенное постоянное расстояние поддерживается благодаря тому, что влажное покрытие на первой поверхности полосового материала направляется по меньшей мере по одному опорному валику с гладкой поверхностью, расположенному смежно со вторым электростатическим устройством.
Задача изобретения состоит в обеспечении возможности высококачественного, материалосберегающего и непрерывного нанесения покрытия на металлическую подложку в форме полосы.
Эта задача решается благодаря независимым пунктам формулы изобретения. Предпочтительные варианты осуществления отражены в последующем описании, зависимых пунктах формулы изобретения и на чертеже, причем каждый из этих вариантов осуществления в отдельности или различные комбинации друг с другом по меньшей мере двух из этих вариантов осуществления, имеющие смысл с технической точки зрения, могут представлять собой усовершенствованный, в частности также предпочтительный или преимущественный аспект изобретения. При этом варианты осуществления устройства могут соответствовать вариантам осуществления способа, и наоборот, даже если ниже в отдельном случае это явно не указывается.
Предлагаемое изобретением устройство для нанесения покрытия на одну и/или обе стороны металлической подложки в форме полосы содержит по меньшей мере одно направляющее устройство для направления подложки в форме полосы вдоль заданной траектории движения во время нанесения покрытия и по меньше мере одно первое покрывающее устройство для нанесения покрытия на первую основную сторону подложки в форме полосы при помощи электростатически заряженного порошка покрытия, хранящегося в псевдоожиженном виде в первом резервуаре, причем первый резервуар в геодезическим отношении по меньшей мере частично расположен ниже первого участка траектории движения. Кроме того, предлагаемое изобретением устройство содержит по меньшей мере одно второе покрывающее устройство для нанесения покрытия на вторую основную сторону подложки в форме полосы при помощи электростатически заряженного порошка покрытия, хранящегося в псевдоожиженном виде во втором резервуаре, причем второе покрывающее устройство относительно направления движения подложки в форме полосы вдоль траектории движения расположено после первого покрывающего устройства. Кроме того, предлагаемое изобретением устройство содержит по меньшей мере одно отклоняющее устройство для отклонения подложки в форме полосы, относительно траектории движения расположенное между первым покрывающим устройством и вторым покрывающим устройством, причем первый участок траектории посредством отклоняющего устройства переходит во второй участок траектории движения, причем отклоняющее устройство отклоняет подложку в форме полосы таким образом, что подложка в форме полосы на втором участке траектории перемещается противоположно подложке в форме полосы на первом участке траектории, а второй резервуар в геодезическим отношении по меньшей мере частично расположен ниже второго участка траектории. Кроме того, предлагаемое изобретением устройство содержит по меньшей мере одно измерительное устройство для бесконтактного измерения толщины покрытия, полученной посредством соответствующего покрывающего устройства, причем измерительное устройство расположено после соответствующего покрывающего устройства, причем перед по меньшей мере одним покрывающим устройством расположен по меньшей мере один стабилизирующий ролик. Предлагаемое изобретением устройство также содержит по меньшей мере одно регулирующее устройство, которое связано с измерительным устройством и регулирует режим работы и/или позиционирование по меньшей мере одного покрывающего устройства, и/или позиционирование стабилизирующего ролика в зависимости от заданной толщины покрытия и данных измерений, полученных с помощью измерительного устройства.
В соответствии с изобретением для нанесения покрытия на подложку в форме полосы может быть применено первое и/или второе покрывающее устройство. Соответственно покрытие на подложку в форме полосы может быть нанесено при помощи предлагаемого изобретением устройства с одной и/или с обеих сторон. Каждое покрывающее устройство может производить электростатическое покрытие подложки в форме полосы, если активировано соответствующее покрывающее устройство.
Каждое покрывающее устройство может быть выполнено так, чтобы оно соответствовало электростатическому псевдоожижающему устройству согласно DE 102004010177 A1, посредством которого на подложку в форме полосы может быть нанесено покрытие с достаточно постоянной толщиной покрытия. В таком случае первый резервуар и второй резервуар могут быть выполнены так, чтобы они соответствовали резервуару с псевдоожиженным слоем согласно DE 102004010177 A1.
Для обеспечения возможности псевдоожижения порошка покрытия, хранящегося в соответствующем резервуаре, с каждым резервуаром может соединяться по меньшей мере один трубопровод подачи воздуха для подачи в резервуар псевдоожижающего воздуха. Над входным отверстием трубопровода подачи воздуха в соответствующем резервуаре может быть расположено дно камеры псевдоожижения, через которое в объем для псевдоожижения порошка покрытия, находящийся над дном камеры псевдоожижения и внутри резервуара, подается псевдоожижающий воздух. Над дном камеры псевдоожижения соответствующего резервуара в указанном объеме и внутри резервуара могут быть установлены электроды, например, высоковольтные электроды в виде тонких проволочных электродов для ионизации псевдоожижающего воздуха.
Таким образом, в каждом резервуаре может быть образован псевдоожиженный слой из электростатически заряженного псевдоожиженного порошка покрытия. Однако для этого соответствующий резервуар необходимо расположить таким образом, чтобы псевдоожиженный порошок покрытия не вытекал из резервуара. Поэтому нанесение на подложку в форме полосы порошка для нанесения покрытия посредством соответствующего покрывающего устройства возможно только тогда, когда покрывающее устройство или, соответственно, по меньшей мере резервуар, содержащий псевдоожиженный порошок покрытия, в геодезическом отношении частично или полностью расположены ниже подложки в форме полосы, поскольку вследствие этого псевдоожиженный порошок покрытия не может вытекать через отверстие резервуара, расположенное на той стороне резервуара, которая обращена к подложке в форме полосы. Для обеспечения возможности нанесения порошка покрытия на вторую основную сторону подложки в форме полосы, подложка в форме полосы должна быть отклонена с помощью отклоняющего устройства таким образом, чтобы в геодезическом отношении вторая основная сторона находилась ниже первой основной стороны подложки в форме полосы. Тогда в этом положении подложка в форме полосы может направляться мимо второго покрывающего устройства, (второй) резервуар которого в геодезическом отношении частично или полностью расположен ниже положки в форме полосы, движущейся на втором участке траектории.
Изобретение делает возможным нанесение покрытия на металлическую подложку в форме полосы на участке непрерывно работающей установки для обработки полосы (сматывания ленты) с помощью устройства по настоящему изобретению. В частности, как упомянуто выше, применение технологии электростатического нанесения порошкового покрытия после осуществления способа псевдоожиженного слоя возможно на участке отделки подложки в форме полосы в установках для обработки полосы. Применение способа псевдоожиженного слоя в области непосредственного и непрерывного нанесения покрытия на металлические подложки в форме полосы из уровня техники не известно. Изобретение соответствует технологическим требованиям в отношении скорости движения полосы, диапазона толщин покрытия, качества продукта и направления нанесения покрытия. Предлагаемое изобретением устройство в частности может использоваться в ходе одной технологической операции на обеих сторонах, без осаждения порошкового покрытия на не покрываемой основной стороне подложки в форме полосы, которая расположена противоположно покрываемой основной стороне подложки в форме полосы. Кроме того, изобретение не требует контактирующего с полосой оборудования, которое могло бы повредить порошковое покрытие, термически еще не закрепленное. С помощью предлагаемого изобретением устройства также может быть осуществлено нанесение покрытия на металлическую подложку в форме полосы с низкими потерями порошка покрытия. Предлагаемое изобретением устройство может быть применено в секции нанесения покрытия в непрерывно работающей установке (для сматывания ленты) для нанесения покрытия на полосу. Предлагаемое изобретением устройство позволяет использовать предпочтительную технологию электростатического нанесения порошкового покрытия способом псевдоожиженного слоя для обеспечения возможности использования технологии нанесения порошкового покрытия в данной технической области непрерывно работающих установок для обработки полосы и/или заменить покрытия жидкими красками, менее предпочтительные в экономическом и экологическом отношении, и применяемые при этом растворители. Таким образом, предлагаемое изобретением устройство создает основные предпосылки для интеграции и использования способа псевдоожиженного слоя в непрерывно работающей установке для нанесения покрытия на полосу.
При проектировании предлагаемого изобретением устройства могут быть учтены промышленные и технологические требования к непрерывно функционирующим процессам нанесения покрытия на полосу, такие как, например, регулирование и заранее определенное влияние на размеры и качество покрытия, а также сокращение времени на замену продукта, техническое обслуживание и очистку. Благодаря предлагаемому изобретением устройству технологию электростатического нанесения порошкового покрытия можно интегрировать в существующие конфигурации установок для нанесения покрытия из жидких красок - либо в виде расширения технологии, либо в виде замены покрытия жидкими красками, либо в виде применения обеих технологий в смешанном режиме. Кроме того, благодаря предлагаемому изобретением устройству могут быть заменены имеющие недостатки технологии нанесения порошкового покрытия, такие как, например, использование пистолетов для нанесения порошковых покрытий.
Направляющее устройство для направления подложки в форме полосы вдоль заданной траектории движения во время нанесения покрытия может быть выполнено таким образом, что подложка в форме полосы на первом участке траектории и/или на втором участке траектории может быть направлена горизонтально и на постоянном заданном расстоянии от соответствующего покрывающего устройства, или с провесом полосы над покрывающим устройством. Провес полосы может быть использован в качестве дополнительной степени свободы при осуществлении технологического процесса для формирования заранее заданной характеристики напряженности электрического поля между соответствующим покрывающим устройством или, соответственно, образованным с его помощью псевдоожиженным слоем и подложкой в форме полосы, причем напряженность поля над псевдоожиженным слоем непрерывно изменяется, что влияет на процесс и результат нанесения покрытия.
Покрывающего устройства могут представлять собой агрегаты, взаимозаменяемые в механическом и функциональном отношении. В альтернативном варианте покрывающие устройства вследствие своей соответствующей конструктивной формы могут отличаться друг от друга в отношении высоты, ширины и/или глубины.
То, что подложка в форме полосы на втором участке траектории перемещается противоположно подложке в форме полосы на первом участке траектории, означает, что направление движения или по меньшей мере горизонтальная составляющая направления движения подложки в форме полосы на первом участке траектории противоположны направлению движения или по меньшей мере горизонтальной составляющей направления движения подложки в форме полосы на втором участке траектории.
Металлическая подложка в форме полосы может иметь ширину, например, в пределах от 500 мм до 3000 мм и/или толщину, например, в пределах от 0,2 мм до 4 мм. Подложка в форме полосы может направляться посредством направляющего устройства, например, со скоростью движения полосы в пределах от 5 м/мин до 180 м/мин.
Позиционирование соответствующего покрывающего устройства относительно соответствующей основной стороны подложки в форме полосы может осуществляться посредством помещения или расположения покрывающего устройства в или, соответственно, на позиционирующей раме или позиционирующем узле устройства. Позиционирующая рама может быть расположена с возможностью перемещения с помощью многозвенного шарнирного механизма, например, с помощью трехзвенного шарнирного механизма. Позиционирование соответствующего покрывающего устройства может быть изменено путем наклона, поворота и/или подъема покрывающего устройства. Для перемещения позиционирующей рамы могут быть использованы позиционирующие приводы, например, приводимые в движение двигателем шпиндельные подъемники или реечные передачи. Благодаря подвижности позиционирующей рамы и, следовательно, расположенного на ней покрывающего устройства может быть осуществлено оптимальное регулирование равномерности и толщины покрытия благодаря двум направлениям вращательного движения (x- и y-координата) и одному направлению поступательного движения (z-координата) покрывающего устройства. Позиционирующие рамы, сопряженные с соответствующими покрывающими устройствами, могут иметь одинаковую конструкцию, даже если покрывающие устройства имеют разную конструкцию. Подложка в форме полосы содержит участки подложки в форме полосы, соответственно соединенные друг с другом прихваточным швом (стежком). Прихваточный шов представляет собой возмущающее воздействие, поэтому для прохождения прихваточного шва соответствующее покрывающее устройство или, соответственно, псевдоожиженный слой должны быть удалены с подложки в форме полосы. Чтобы минимизировать потери полосы, это движение псевдоожиженного слоя должно выполняться очень быстро. Это возможно при помощи позиционирующих приводов.
Альтернативно или дополнительно расстояние (z-координата) между подложкой в форме полосы и соответствующим покрывающим устройством может быть изменено путем изменения растягивающего напряжения в подложке в форме полосы и, таким образом, намеренного задания профиля провеса полосы над покрывающим устройством. Альтернативно или дополнительно расстояние по оси z, x и/или y между подложкой в форме полосы и соответствующим покрывающим устройством может быть изменено посредством позиционирующих приводов во всех опорных точках компонентов направляющего устройства, контактирующих с подложкой в форме полосы с возможностью ее направления.
В геодезическом отношении стабилизирующий ролик по меньшей мере частично может быть расположен ниже соответствующего участка траектории. При помощи стабилизирующего ролика может быть уменьшен провес полосы подложки в форме полосы перед соответствующим покрывающим устройством. Кроме того, посредством стабилизирующего ролика могут быть успокоены или, соответственно, уменьшены отклонения при движении подложки в форме полосы перед (если смотреть в направлении движения) соответствующим электростатическим покрывающим устройством. Кроме того, стабилизирующий ролик находится в контакте с подложкой в форме полосы и в результате этого может подпирать подложку в форме полосы, например, снизу. В направлении движения полосы расстояние между стабилизирующим роликом и покрывающим устройством может составлять, например, менее 20000 мм. Предпочтительно относительно направления движения подложки в форме полосы вдоль траектории движения перед каждым покрывающим устройством расположен по меньшей мере один стабилизирующий ролик.
Измерительное устройство может удерживаться в стационарном положении измерения относительно ширины полосы подложки в форме полосы. Альтернативно измерительное устройство может быть выполнено в виде измерительного устройства для динамического определения толщины покрытия, перемещающегося по ширине подложки в форме полосы для того, чтобы можно было сделать вывод о продольном и поперечном профиле результата нанесения покрытия на основной стороне подложки в форме полосы. Измерительное устройство может быть отнесено к классу датчиков, основанных на измерении обратного рассеяния бета-излучения, рентгеновской флуоресценции, оптике ИК-диапазона или усовершенствованной тепловой оптике (Advanced Thermal Optics). Предпочтительно для каждого покрывающего устройства устройство содержит одно из указанных измерительных устройств, расположенное после соответствующего покрывающего устройства, так что измерение соответствующей толщины покрытия может быть осуществлено на обеих основных сторонах подложки в форме полосы отдельно и независимо друг от друга для первой основной стороны и второй основной стороны.
Регулирующее устройство обрабатывает данные измерений измерительного устройства или, соответственно, измерительных устройств, причем отклонения измеренной толщины покрытия от заданной толщины покрытия посредством алгоритма управления и сгенерированного с его помощью управляющего сигнала могут воздействовать на вышеуказанные позиционирующие приводы для обеспечения регулировки позиционирования по меньшей мере одного покрывающего устройства. Благодаря этому, например, могут быть скомпенсированы отклонения от заданного параметра продольного или поперечного профиля толщины соответствующего порошкового покрытия. Альтернативно или дополнительно управляющий сигнал для компенсации соответствующего отклонения толщины покрытия может воздействовать на величину электрического напряжения, подаваемого на электроды соответствующего покрывающего устройства, которые используются для электростатического заряда псевдоожиженного порошка покрытия. Объемный поток порошковой краски, переносимый от соответствующего покрывающего устройства на подложку в форме полосы, зависит от напряженности электрического поля между псевдоожиженным слоем, образованным посредством покрывающего устройства, и подложкой в форме полосы. Напряженность поля может изменяться посредством псевдоожиженного слоя или, соответственно, его напряжения питания. При постоянном напряжении и постоянной скорости движения полосы в результате изменения расстояния между псевдоожиженным слоем и подложкой в форме полосы возникает еще одно управляющее воздействие для регулирования объемного потока порошковой краски. Это изменение расстояния может быть достигнуто простым изменением положения покрывающего устройства или, соответственно, псевдоожиженного слоя. Альтернативно или дополнительно изменение расстояния может быть достигнуто путем подъема или опускания подложки в форме полосы над покрывающим устройством или, соответственно, псевдоожиженным слоем. Для подъема или опускания подложки в форме полосы посредством соответствующего стабилизирующего ролика может быть изменено растягивающее напряжение полосы и/или позиционирование подложки в форме полосы.
Предлагаемое изобретением устройство может быть оснащено быстросменным фиксатором между соответствующей позиционирующей рамой и соответствующим покрывающим устройством. Благодаря указанному быстросменному фиксатору обслуживающий персонал может вручную, в максимально короткое время поменять покрывающие устройства, находящиеся в позиционирующей раме или, соответственно, на позиционирующей раме, на предоставленное другое покрывающее устройство.
Согласно предпочтительному варианту осуществления отклоняющее устройство содержит два отклоняющих ролика. Благодаря этому по сравнению с использованием одного единственного отклоняющего ролика может быть увеличено расстояние между первым участком траектории и вторым участком траектории для создания между указанными двумя участками траектории достаточного пространства для монтажа второго покрывающего устройства. Альтернативно отклоняющее устройство может содержать один единственный отклоняющий ролик, значение наружного диаметра которого предпочтительно выбрано так, чтобы между указанными двумя участками траектории можно было обеспечить достаточное пространство для монтажа второго покрывающего устройства. Альтернативно отклоняющее устройство может иметь три или более отклоняющих роликов.
Еще один предпочтительный вариант осуществления предусматривает, что по меньшей мере один отклоняющий ролик имеет электрически заземленную обечайку ролика. Таким образом, благодаря электропроводящему контакту своей поверхности с отклоняющим роликом подложка в форме полосы имеет потенциал Земли. Благодаря этому заземлению подложки в форме полосы между подложкой в форме полосы и порошком покрытия действуют электростатические силы, вследствие которых порошок покрытия перемещается к подложке в форме полосы и электростатически прилипает к ней. Электрически заземленную обечайку ролика может иметь также каждый из отклоняющих роликов отклоняющего устройства.
В соответствии с еще одним предпочтительным вариантом осуществления по меньшей мере одно покрывающее устройство расположено с возможностью перемещения между рабочим положением и нерабочим положением. Для достижения минимально возможных затрат времени на обслуживание и замену покрывающее устройство вместе с относящейся к нему вышеописанной позиционирующей рамой с ручным приводом или приводом от двигателя может выдвигаться обслуживающим персоналом из установки для обработки полосы или вводиться в указанную установку посредством тележки, направляемой в направляющей. Длина пути перемещения покрывающего устройства или, соответственно, позиционирующей рамы из рабочего положения в нерабочее положение может быть такой, что в рабочем положении площадь проекции в направлении по оси z покрывающего устройства симметрично перекрывает ширину подложки в форме полосы, а в нерабочем положении указанная площадь проекции полностью находится за пределами зоны безопасности установки и полностью в рабочей зоне обслуживающего персонала. Направление перемещения может проходить в боковом направлении, например, под углом 90° к направлению движения подложки в форме полосы. Время позиционирования позиционирующих приводов для перемещения в направлении по оси z соответствующего покрывающего устройства из рабочего положения или, соответственно, из положения для нанесения покрытия в нерабочее положение, и наоборот, может составлять, например, одну секунду.
Еще один предпочтительный вариант осуществления предусматривает, что устройство содержит по меньшей мере одно приспособление для нанесения влажного покрытия на подложку в форме полосы. Таким образом, подложка в форме полосы альтернативно или дополнительно к электростатическому нанесению покрытия может быть покрыта влажным материалом покрытия. При этом как покрывающие устройства, так и приспособление для нанесения покрытия расположены с возможностью перемещения между рабочим положением и нерабочим положением, причем перемещение по меньшей мере одного покрывающего устройства в его нерабочее положение может быть связано с одновременным перемещением за один рабочий ход приспособления для нанесения в его рабочее положение, и наоборот. По меньшей мере одно покрывающее устройство может быть установлено на транспортной системе вместе с приспособлением для нанесения. Приспособление для нанесения может быть выполнено в виде валковой системы для нанесения жидких красок ("Rollcoater"), которая содержит по меньшей мере один валик для нанесения и по меньшей мере один опорный валик, между которыми проходит подложка в форме полосы.
Предпочтительно по меньшей мере один отклоняющий ролик является опорным валиком приспособления для нанесения. В соответствии с этим отклоняющий ролик может представлять собой опорный валик валковой системы для нанесения жидких красок. Благодаря двойному функциональному назначению отклоняющего ролика может быть упрощена конструкция устройства.
Согласно еще одном предпочтительному варианту осуществления устройство содержит по меньшей мере одну протяжную печь для термической обработки подложки в виде полосы с нанесенным покрытием, расположенную после второго покрывающего устройства. В протяжной печи порошковое покрытие, нанесенное с одной или обеих сторон на подложку в форме полосы, может быть подвергнуто термической обработке для образования сплошной пленки покрытия и/или обеспечения свойства ее слоя. Для передачи тепла на покрытие подложки в форме полосы протяжная печь может содержать радиационные источники тепла, которые расположены выше и ниже плоскости подложки в форме полосы и с обеих сторон передают тепло на покрытия подложки в форме полосы. Радиационные источники тепла могут представлять собой, например, такие радиационные источники тепла, которые излучают в инфракрасном спектре (излучатель, работающий в ближней ИК-области спектра, ИК-излучатель, низкотемпературный инфракрасный излучатель) диапазона волн от 1,0 мкм до 5,0 мкм или в ультрафиолетовом спектре диапазона волн менее 0,4 мкм. Предпочтительно протяжная печь не имеет устройств, контактирующих с полотном или, соответственно, она не контактирует с подложкой в форме полосы с нанесенным покрытием. В частности основные стороны подложки в форме полосы могут направляться без контактирования, начиная с входа подложки в форме полосы в соответствующее покрывающее устройство, и заканчивая по меньшей мере выходом подложки в форме полосы из протяжной печи. Протяжная печь может использоваться либо исключительно для достижения требуемых конечных потребительских свойств подложки в форме полосы с нанесенным покрытием, либо в комбинации с еще одной расположенной за ней протяжной печью, для отдельной фазы технологического процесса желатинизации (превращение порошкового покрытия из твердого или, соответственно, порошкообразного агрегатного состояния в вязкое и расплавленное жидкое состояние). В последнем случае конечные потребительские свойства подложки в форме полосы с нанесенным покрытием могут быть получены в дополнительной протяжной печи. Протяжная печь может быть выполнена, например, в виде конвекционной печи. Кроме того, перед конвекционной печью может быть расположена плавильная печь. Наряду с печью с инфракрасным нагревом это также может быть индукционная печь. В качестве альтернативы протяжной печи нагрев покрытия подложки в форме полосы также может быть осуществлен косвенным путем, посредством индукционного нагрева подложки в форме полосы в продольном или поперечном поле. Протяжная печь в частности может представлять собой печь для обработки полосы во взвешенном состоянии или для обработки провисающей полосы. Протяжная печь может использоваться для плавления, для плавления и окончательного нагрева или только для окончательного нагрева.
Кроме того, является предпочтительным, если устройство содержит расположенный после протяжной печи по меньшей мере один измерительный датчик для определения по меньшей мере одного потребительского свойства подложки в форме полосы с нанесенным покрытием. При помощи измерительного датчика может быть определен по меньшей мере один результат нанесения покрытия после термической обработки при помощи протяжной печи. Измерительный датчик может быть отнесен к классу датчиков, основанных на измерении обратного рассеяния бета-излучения, рентгеновской флуоресценции, оптике ИК-диапазона или усовершенствованной тепловой оптике (Advanced Thermal Optics). Относительно направления движения подложки в форме полосы измерительный датчик может быть расположен между выходом первого покрывающего устройства и входом подложки в форме полосы в протяжную печь. Предпочтительно устройство содержит измерительный датчик, посредством которого может быть определен результат нанесения покрытия на первой основной стороне подложки в форме полосы, и измерительный датчик, с помощью которого может быть определен результат нанесения покрытия на второй основной стороне подложки в форме полосы. Данные измерения измерительного датчика или, соответственно, измерительных датчиков также могут быть переданы в регулирующее устройство или, соответственно, в алгоритм управления.
В соответствии с предлагаемым изобретением способом нанесения покрытия на одну и/или обе стороны металлической подложки в форме полосы подложка в форме полосы во время нанесения покрытия направляется вдоль заданной траектории движения, первая основная сторона подложки в форме полосы покрывается электростатически заряженным порошком покрытия, хранящимся в псевдоожиженном виде в первом покрывающем устройстве, в геодезическим отношении по меньшей мере частично расположенном ниже первого участка траектории движения, подложка в форме полосы в конце первого участка траектории отклоняется в направлении второго участка траектории движения таким образом, что подложка в форме полосы на втором участке траектории перемещается противоположно подложке в форме полосы на первом участке траектории, и вторая основная сторона подложки в форме полосы покрывается электростатически заряженным порошком покрытия, хранящимся в псевдоожиженном виде во втором покрывающем устройстве, в геодезическим отношении по меньшей мере частично расположенном ниже второго участка траектории движения. Кроме того, в соответствии с предлагаемым изобретением способом толщина покрытия, полученная посредством первого и/или второго покрывающего устройства, определяется бесконтактным способом, причем режим работы и/или позиционирование по меньшей мере одного покрывающего устройства, и/или расстояние между подложкой в форме полосы и соответствующим покрывающим устройством регулируется посредством изменения растягивающего напряжения в подложке в форме полосы в зависимости от заданной толщины покрытия и соответствующей определенной толщины покрытия.
С указанным способом соответствующим образом связаны преимущества, названные выше в отношении устройства. В частности для реализации способа может быть применено устройство согласно одному из вышеуказанных вариантов осуществления или любой комбинации друг с другом по меньшей мере двух из этих вариантов осуществления, имеющей смысл в техническом отношении.
Посредством изменения растягивающего напряжения в подложке в форме полосы может быть изменен провес полосы или, соответственно, профиль провеса полосы подложки в форме полосы над соответствующим покрывающим устройством или, соответственно, расстояние между подложкой в форме полосы и соответствующим покрывающим устройством.
Еще один предпочтительный вариант осуществления предусматривает, что подложка в форме полосы с нанесенным покрытием подвергается термической обработке. Для этого может быть применена по меньшей мере одна печь для термической обработки, в частности бесконтактная протяжная печь, описанная в отношении устройства. Посредством термической обработки могут быть созданы требуемые окончательные потребительские свойства подложки в форме полосы с нанесенным покрытием.
Ниже изобретение со ссылкой на прилагаемый чертеж в качестве примера поясняется на основе предпочтительного варианта осуществления, причем поясняемые ниже признаки, как по отдельности, так и в различных комбинациях друг с другом, имеющих смысл в техническом отношении, могут представлять собой предпочтительный и усовершенствованный аспект изобретения. На чертеже показано:
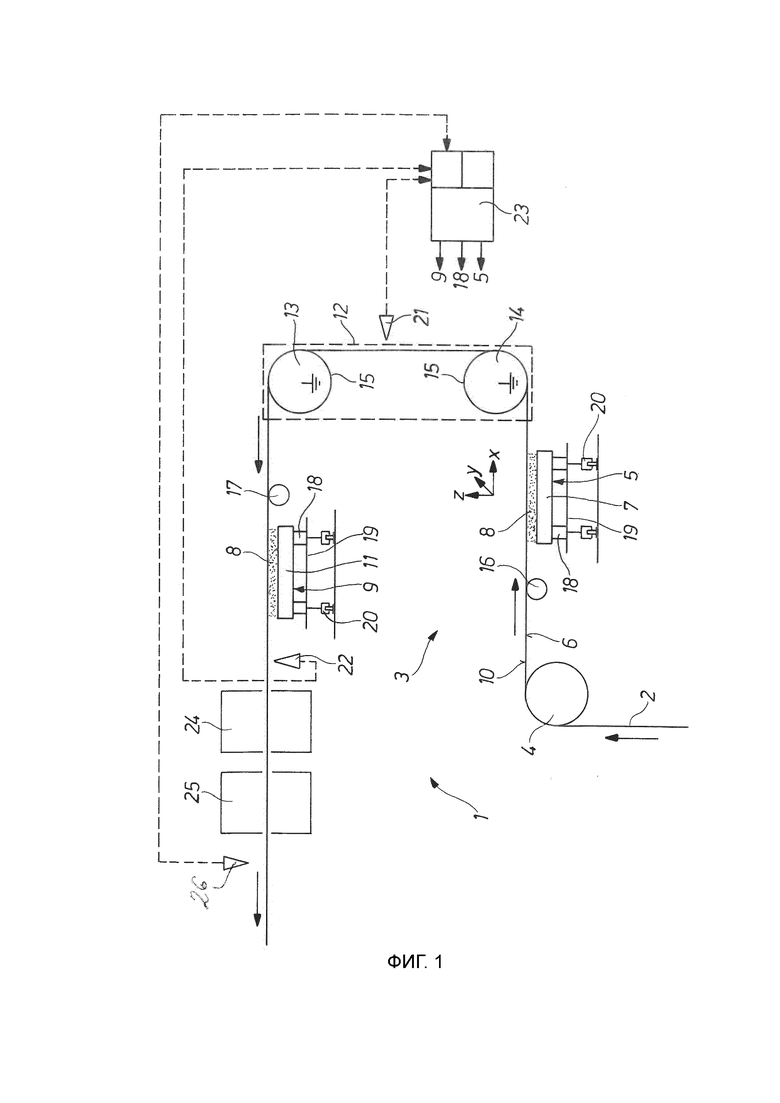
фиг. 1 - схематичное представление одного из примеров осуществления устройства согласно изобретению.
На фиг. 1 схематично показан пример осуществления предлагаемого изобретением устройства 1 для нанесения покрытия на одну и/или обе стороны металлической подложки 2 в форме полосы.
Устройство 1 содержит направляющее устройство 3 для направления подложки 2 в форме полосы вдоль заданной траектории движения во время нанесения покрытия. Подложка 2 в форме полосы перемещается вдоль траектории движения в направлении стрелок, расположенных вдоль траектории движения. Направляюще устройство 3 содержит отклоняющий ролик 4, отклоняющий подложку 2 в форме полосы, поступающую в вертикальном направлении, на первый участок траектории движения, проходящий в горизонтальном направлении.
Кроме того, устройство 1 содержит первое покрывающее устройство 5 для покрытия первой основной стороны 6 подложки 2 в форме полосы электростатически заряженным порошком 8 покрытия, хранящимся в псевдоожиженном виде в первом резервуаре 7. Первое покрывающее устройство 5 или, соответственно, первый резервуар 7 в геодезическим отношении по меньшей мере частично расположены ниже первого участка траектории движения.
Кроме того, устройство 1 содержит второе покрывающее устройство 9 для покрытия второй основной стороны 10 подложки 2 в форме полосы электростатически заряженным порошком 8 покрытия, хранящимся в псевдоожиженном виде во втором резервуаре 11. Относительно направления движения подложки 2 в форме полосы вдоль траектории движения второе покрывающее устройство 9 расположено после покрывающего устройства 5.
Кроме того, устройство 1 содержит отклоняющее устройство 12 для отклонения подложки 2 в форме полосы, расположенное относительно траектории движения между первым покрывающим устройством 5 и вторым покрывающим устройством 9. Первый участок траектории посредством отклоняющего устройства 12 переходит во второй участок траектории движения. Таким образом, первый участок траектории проходит от отклоняющего ролика 4 до отклоняющего устройства 12. Отклоняющее устройство 12 отклоняет подложку 2 в форме полосы таким образом, что подложка 2 в форме полосы на втором участке траектории перемещается противоположно подложке 2 в форме полосы на первом участке траектории. Второе покрывающее устройство 9 или, соответственно, второй резервуар 11 в геодезическим отношении по меньшей мере частично расположены ниже второго участка траектории. Отклоняющее устройство 12 содержит два расположенных друг за другом отклоняющих ролика 13 и 14, которые в вертикальном направлении (в направлении по оси Z) расположены на некотором расстоянии друг от друга, и каждый из которых имеет электрически заземленную обечайку 15 ролика.
Перед каждым покрывающим устройством 5 или, соответственно, 9 расположен стабилизирующий ролик 16 или, соответственно, 17, в геодезическом отношении по меньшей мере частично расположенный ниже соответствующего участка траектории. Если на подложку 2 в форме полосы посредством первого устройства 5 для нанесений покрытий не наносится покрытие, стабилизирующий ролик 17 альтернативно может быть расположен выше участка траектории, расположенного перед вторым покрывающим устройством 9. При этом посредством непоказанного регулирующего устройства стабилизирующий ролик 17 может быть перемещен в положение, в геодезическом отношении находящееся выше или ниже участка траектории. Таким образом, в распоряжении имеется еще один технологический параметр для заданного влияния на толщину порошкового лакокрасочного покрытия.
Каждое покрывающее устройство 5 или, соответственно, 9 расположено с возможностью перемещения между показанным рабочим положением и непоказанным нерабочим положением. Для этого каждое покрывающее устройство 5 или, соответственно, 9 расположено на позиционирующей раме 18, которая выполнена с возможностью перемещения поперек направления движения полосы при помощи тележки 19, направляемой в направляющей и имеющей ходовые ролики 20 или линейные направляющие. Каждая позиционирующая рама 18 обеспечивает возможность изменения положения соответствующего покрывающего устройства 5 или, соответственно, 9 в направлении по оси x, y и/или z с тем, чтобы можно было изменять положение соответствующего покрывающего устройства 5 или, соответственно, 9 относительно подложки 2 в форме полосы.
Кроме того, устройство 1 содержит измерительное устройство 21 для бесконтактного измерения толщины покрытия, полученной посредством первого покрывающего устройства 5. Измерительное устройство 21 расположено после первого покрывающего устройства 5, между отклоняющими роликами 13 и 14 отклоняющего устройства 12. Кроме того, устройство 1 содержит измерительное устройство 22 для бесконтактного измерения толщины покрытия, полученной посредством второго покрывающего устройства 9. Измерительное устройство 22 расположено после второго покрывающего устройства 9.
Устройство 1 содержит регулирующее устройство 23, которое связано с измерительными устройствами 21 и 22 и регулирует режим работы первого покрывающего устройства 5, второго покрывающего устройства 9 и позиционирующих рам 18 в зависимости от заданной толщины покрытия и данных измерений, полученных с помощью измерительных устройств 21 и 22.
Устройство 1 может содержать непоказанное приспособление для нанесения влажного покрытия на подложку 2 в форме полосы. По меньшей мере один из направляющих роликов 13 и 14 может представлять собой опорный валик указанного приспособления для нанесения.
Кроме того, устройство 1 содержит две бесконтактные протяжные печи 24 и 25 для термической обработки подложки 2 в форме полосы с нанесенным покрытием, которые расположены после второго покрывающего устройства 9. Измерительное устройство 22 расположено между печью 24 для термической обработки и вторым покрывающим устройством 9.
Кроме того, устройство 1 может содержать по меньшей мере один расположенный после протяжной печи 25 измерительный датчик 26 для определения по меньшей мере одного потребительского свойства подложки 2 в форме полосы с нанесенным покрытием. Указанный измерительный датчик 26 также соединен с регулирующим устройством 23.
Перечень ссылочных обозначений
1 устройство
2 подложка в форме полосы
3 направляющее устройство
4 отклоняющий ролик
5 первое покрывающее устройство
6 первая основная сторона подложки 2 в форме полосы
7 резервуар первого покрывающего устройства 5
8 порошок покрытия
9 второе покрывающее устройство
10 вторая основная сторона подложки 2 в форме полосы
11 резервуар второго покрывающего устройства 9
12 отклоняющее устройство
13 отклоняющий ролик отклоняющего устройства 12
14 отклоняющий ролик отклоняющего устройства 12
15 обечайка ролика
16 стабилизирующий ролик
17 стабилизирующий ролик
18 позиционирующая рама
19 тележка
20 ходовой ролик тележки 19
21 измерительное устройство
22 измерительное устройство
23 регулирующее устройство
24 протяжная печь
25 протяжная печь
26 измерительный датчик
Группа изобретений относится к устройству для нанесения покрытия на одну или обе стороны металлической подложки в форме полосы, а также к способу нанесения покрытия на обе стороны подложки в форме полосы. Устройство (1) для нанесения покрытия на одну или обе стороны металлической подложки (2) в форме полосы содержит по меньшей мере одно направляющее устройство (3) для направления подложки (2) в форме полосы вдоль заданной траектории движения во время нанесения покрытия, по меньшей мере одно первое покрывающее устройство (5) для покрытия первой основной стороны (6) подложки (2) в форме полосы электростатически заряженным порошком (8) покрытия, хранящимся в псевдоожиженном виде в первом резервуаре (7), причем первый резервуар (7) в геодезическом отношении расположен ниже первого участка траектории движения. Также устройство содержит по меньшей мере одно второе покрывающее устройство (9) для покрытия второй основной стороны (10) подложки (2) в форме полосы электростатически заряженным порошком (8) покрытия, хранящимся в псевдоожиженном виде во втором резервуаре (11), причем второе покрывающее устройство (9) относительно направления движения подложки (2) в форме полосы вдоль траектории движения расположено после первого покрывающего устройства (5), и по меньшей мере одно отклоняющее устройство (12) для отклонения подложки (2) в форме полосы, расположенное относительно траектории движения между первым покрывающим устройством (5) и вторым покрывающим устройством (9), причем первый участок траектории посредством отклоняющего устройства (12) переходит во второй участок траектории движения, при этом отклоняющее устройство (12) выполнено с возможностью отклонения подложки (2) в форме полосы таким образом, что подложка (2) в форме полосы на втором участке траектории перемещается противоположно подложке (2) в форме полосы на первом участке траектории, а второй резервуар (11) в геодезическом отношении расположен ниже второго участка траектории. Устройство содержит по меньшей мере одно измерительное устройство (21, 22) для бесконтактного измерения толщины покрытия, полученной посредством соответствующего покрывающего устройства (5, 9), причем измерительное устройство (21, 22) расположено после соответствующего покрывающего устройства (5, 9), причем перед по меньшей мере одним из покрывающих устройств (5, 9) расположен по меньшей мере один стабилизирующий ролик (16, 17), который выполнен с возможностью изменения растягивающего напряжения и/или позиционирования подложки (2) в форме полосы, и по меньшей мере одно регулирующее устройство (23), которое связано с измерительным устройством (21, 22) и выполнено с возможностью регулирования режима работы, и/или позиционирования по меньшей мере одного покрывающего устройства (5, 9), и/или позиционирования стабилизирующего ролика (16, 17) в зависимости от заданной толщины покрытия и данных измерений, полученных с помощью измерительного устройства (21, 22). Технический результат – обеспечение возможности нанесения покрытия на металлическую подложку в форме полосы на участке непрерывно работающей установки для обработки полосы (сматывания ленты) с помощью устройства нанесения покрытия на металлическую подложку в форме полосы с низкими потерями порошка при нанесении покрытия. 2 н. и 8 з.п. ф-лы, 1 ил.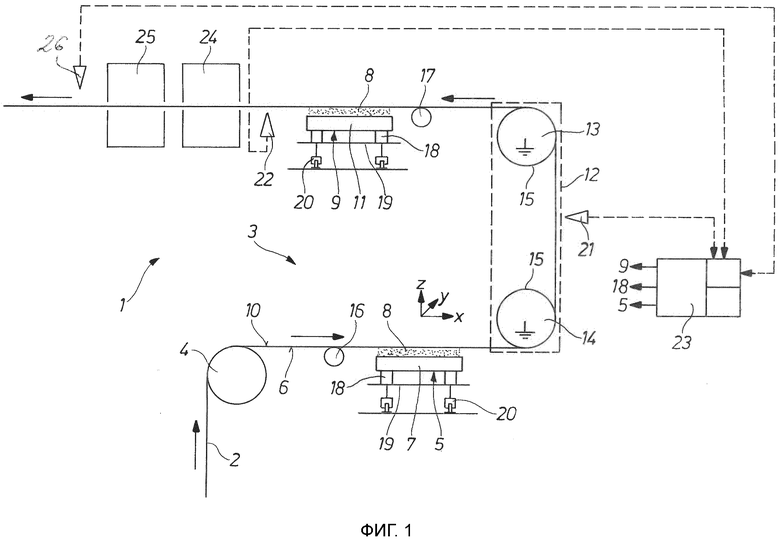
1. Устройство (1) для нанесения покрытия на одну или обе стороны металлической подложки (2) в форме полосы, содержащее:
- по меньшей мере одно направляющее устройство (3) для направления подложки (2) в форме полосы вдоль заданной траектории движения во время нанесения покрытия;
- по меньшей мере одно первое покрывающее устройство (5) для покрытия первой основной стороны (6) подложки (2) в форме полосы электростатически заряженным порошком (8) покрытия, хранящимся в псевдоожиженном виде в первом резервуаре (7), причем первый резервуар (7) в геодезическом отношении расположен ниже первого участка траектории движения;
- по меньшей мере одно второе покрывающее устройство (9) для покрытия второй основной стороны (10) подложки (2) в форме полосы электростатически заряженным порошком (8) покрытия, хранящимся в псевдоожиженном виде во втором резервуаре (11), причем второе покрывающее устройство (9) относительно направления движения подложки (2) в форме полосы вдоль траектории движения расположено после первого покрывающего устройства (5); и
- по меньшей мере одно отклоняющее устройство (12) для отклонения подложки (2) в форме полосы, расположенное относительно траектории движения между первым покрывающим устройством (5) и вторым покрывающим устройством (9), причем первый участок траектории посредством отклоняющего устройства (12) переходит во второй участок траектории движения, при этом отклоняющее устройство (12) выполнено с возможностью отклонения подложки (2) в форме полосы таким образом, что подложка (2) в форме полосы на втором участке траектории перемещается противоположно подложке (2) в форме полосы на первом участке траектории, а второй резервуар (11) в геодезическом отношении расположен ниже второго участка траектории,
отличающееся тем, что оно содержит
- по меньшей мере одно измерительное устройство (21, 22) для бесконтактного измерения толщины покрытия, полученной посредством соответствующего покрывающего устройства (5, 9), причем измерительное устройство (21, 22) расположено после соответствующего покрывающего устройства (5, 9), причем
перед по меньшей мере одним из покрывающих устройств (5, 9) расположен по меньшей мере один стабилизирующий ролик (16, 17), который выполнен с возможностью изменения растягивающего напряжения и/или позиционирования подложки (2) в форме полосы, и
- по меньшей мере одно регулирующее устройство (23), которое связано с измерительным устройством (21, 22) и выполнено с возможностью регулирования режима работы и/или позиционирования по меньшей мере одного покрывающего устройства (5, 9), и/или позиционирования стабилизирующего ролика (16, 17) в зависимости от заданной толщины покрытия и данных измерений, полученных с помощью измерительного устройства (21, 22).
2. Устройство (1) по п. 1, отличающееся тем, что отклоняющее устройство (12) содержит два отклоняющих ролика (13, 14).
3. Устройство (1) по п. 2, отличающееся тем, что по меньшей мере один отклоняющий ролик (13, 14) имеет электрически заземленную обечайку (15) ролика.
4. Устройство (1) по одному из пп. 1-3, отличающееся тем, что по меньшей мере одно из покрывающих устройств (5, 9) расположено с возможностью перемещения между рабочим положением и нерабочим положением.
5. Устройство (1) по одному из пп. 1-4, отличающееся тем, что содержит по меньшей мере одно приспособление для нанесения покрытия на подложку (2) в форме полосы.
6. Устройство (1) по п. 5, отличающееся тем, что по меньшей мере один из отклоняющих роликов (13, 14) представляет собой опорный валик приспособления для нанесения.
7. Устройство (1) по одному из пп. 1-6, отличающееся тем, что содержит по меньшей мере одну протяжную печь (24, 25) для термической обработки подложки (2) в виде полосы с нанесенным покрытием, расположенную после второго покрывающего устройства (9).
8. Устройство (1) по п. 7, отличающееся тем, что содержит по меньшей мере один расположенный после протяжной печи (24, 25) измерительный датчик (26) для определения по меньшей мере одного потребительского свойства подложки (2) в форме полосы с нанесенным покрытием.
9. Способ нанесения покрытия на обе стороны металлической подложки (2) в форме полосы, согласно которому
- подложку (2) в форме полосы во время нанесения покрытия направляют вдоль заданной траектории движения,
- первую основную сторону (6) подложки (2) в форме полосы покрывают электростатически заряженным порошком (8) покрытия, хранящимся в псевдоожиженном виде в первом покрывающем устройстве (5), в геодезическом отношении расположенном ниже первого участка траектории движения,
- подложку (2) в форме полосы в конце первого участка траектории отклоняют в направлении второго участка траектории движения таким образом, что подложка (2) в форме полосы на втором участке траектории перемещается противоположно подложке (2) в форме полосы на первом участке траектории,
- при этом вторую основную сторону (10) подложки (2) в форме полосы покрывают электростатически заряженным порошком (8) покрытия, хранящимся в псевдоожиженном виде во втором покрывающем устройстве (9), в геодезическом отношении расположенном ниже второго участка траектории,
отличающийся тем, что
толщину покрытия, полученную посредством первого и/или второго покрывающего устройства (5, 9), определяют бесконтактным способом, причем
позиционирование по меньшей мере одного из покрывающих устройств (5, 9), с одной стороны, и/или расстояние между подложкой (2) в форме полосы и соответствующим покрывающим устройством (5, 9) посредством изменения напряжения растяжения в подложке (2) в форме полосы, с другой стороны, регулируют в зависимости от заданной толщины покрытия и соответствующей определенной толщины покрытия.
10. Способ по п. 9, отличающийся тем, что подложку (2) в форме полосы с нанесенным покрытием подвергают термической обработке.
| Способ автоматического выравнивания выверяемой поверхности объекта относительно опорной поверхности и устройство для его осуществления | 1979 |
|
SU1046613A1 |
| US 3653544 A1, 04.04.1972 | |||
| Установка для нанесения покрытийиз полимерных порошков | 1973 |
|
SU509296A1 |
| US 3887720 A1, 03.06.1975 | |||
| US 2003113441 A1, 19.06.2003 | |||
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОПЛАСТИКА | 0 |
|
SU211078A1 |
| Способ получения пористого полимера | 1989 |
|
SU1742279A1 |
| СПОСОБ МОДИФИКАЦИИ ПОРИСТЫХ МАТЕРИЛОВ | 1996 |
|
RU2099154C1 |
| US 5891942 A1, 06.04.1999. | |||

