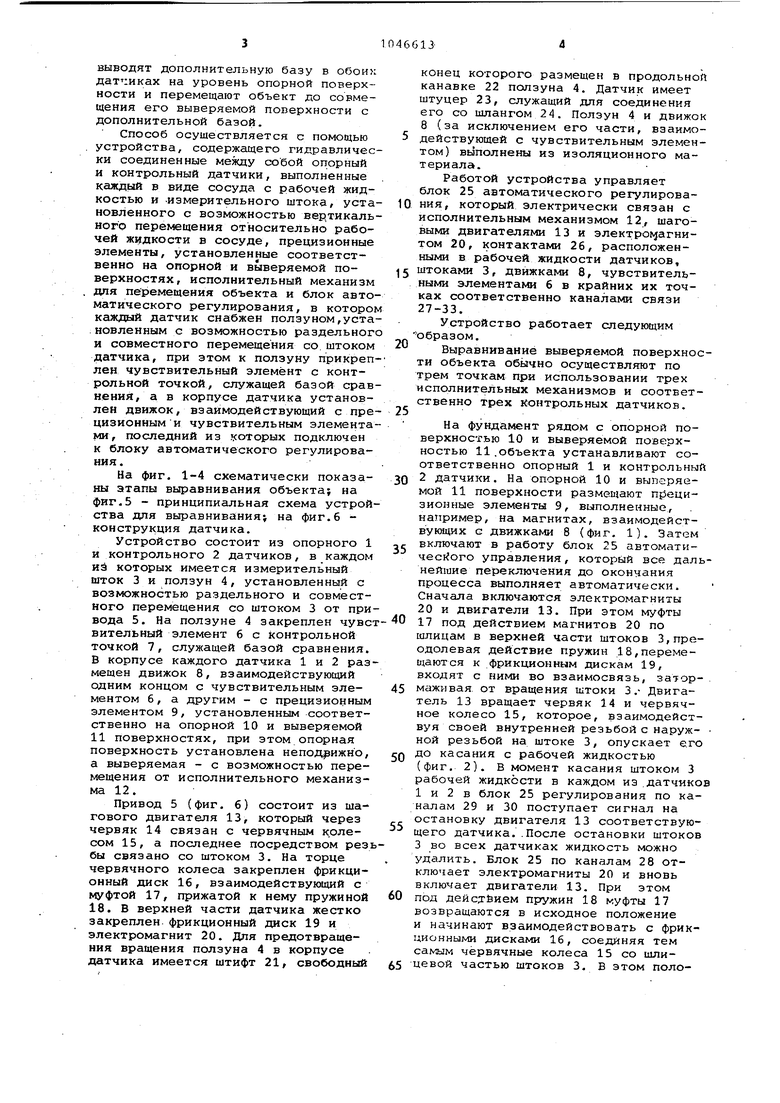
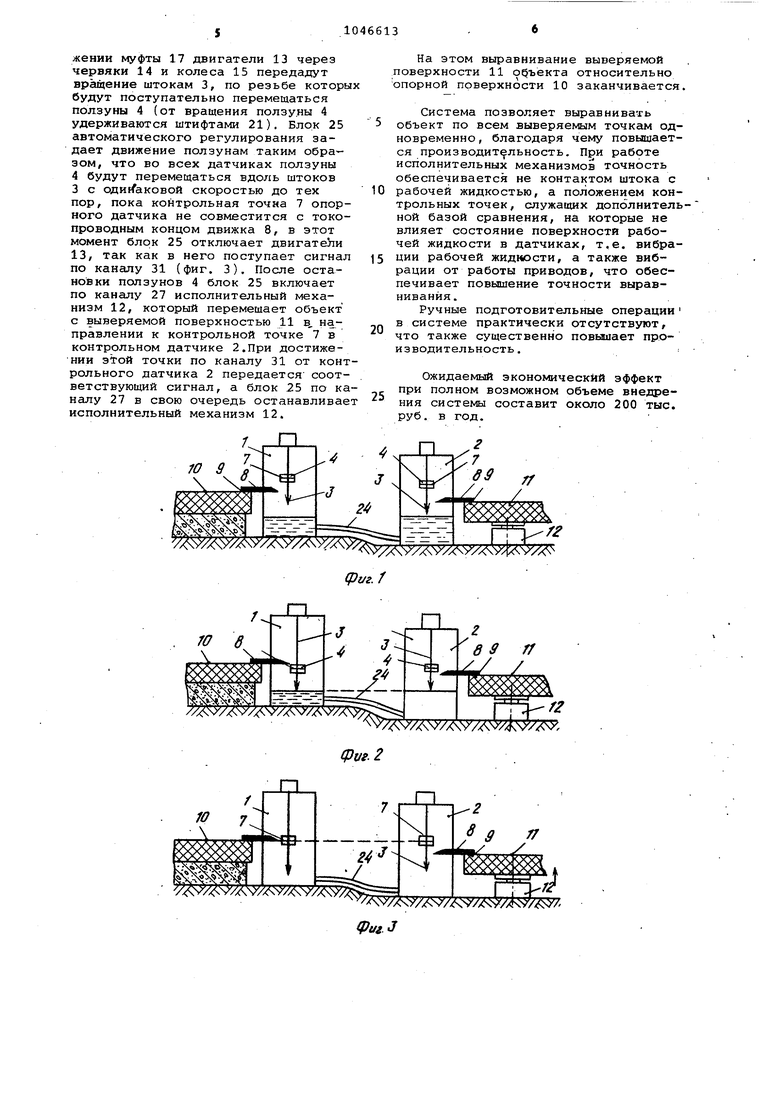
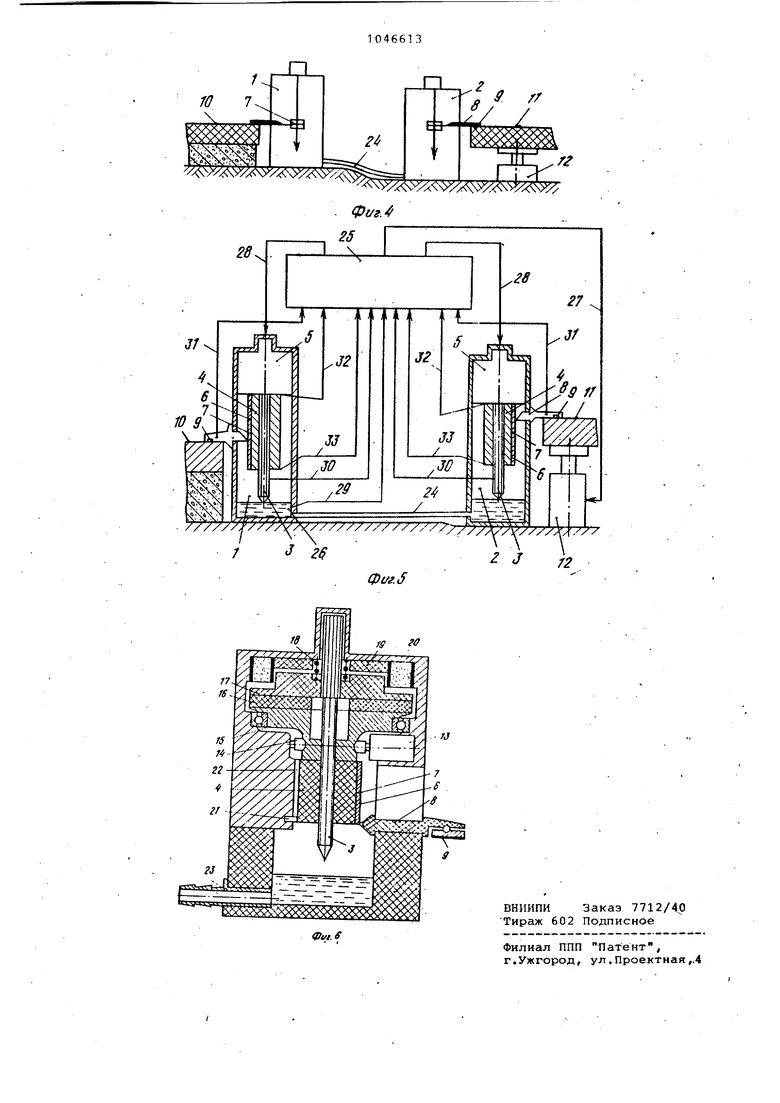
Изобретение относится к контрольн измерительной технике и предназначено для выравнивания технологического оборудования при его монтаже на строительно-монтажных площадках. Известен способ автоматического вь/равнивакия уровня объектов путем измерения зазоров между уровнем жидкости в опорном и контрольном датчиках и измерительными штоками,сопоставления величин этих зазоров с последующим их выравниванием. Устройство для осуществления указанного способа содержит гидравлически соединенные между собой опор ный и контрольный датчики уровня, датчик обратной связи и блок автоматического регулирования 1 . Недостаток того способа заключается в сравнительно низкой производительности, так как после каждого цикла выравнивания требуется выдержка времени на успокоение рабочей жидкости в датчиках уровня,а устройство содержит датчик обратной связи, установка которого увеличивает подготовительно-заключительное время, Известен также способ автоматического выравнивания уровня конт-т рольной поверхности объекта относительно опорной поверхности, заключаю щийся в том, что конец штока в контрольном датчике устанавливают от выверяемой поверхности на расстоянии, равном расстоянию от рабочей жидкости в опорном датчике, до опорной поверхности, а затем шток контрольного датчика доводят до контакта с рабоче жидкостью при перемещении выверяемого объекта. Устройство для осуществления этого способа имеет прецизионные элементы, относительно которых установлены штоки опорного и .контрольного датчиков 2 . Недостатком данного способа является неопределенная точность выравнивания, так как отсутствие обратной связи не дает возможности точно опре делить момент окончания процесса выверки. Кроме того, предварительная ручная настройка гидравлических датч ков снижает точность и производитель ность процесса выравнивания. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ автоматического выравнивания выверяемой поверхности объекта относительной опорной поверхности с использованием п«дравл чески соединенных М42жду собо опорного и контрольного датчиков, . в которых уровень рабочей жидкости служит базой сравнения расстояний до прецизионных элементов, установленных на .опорной и выверяемой поверхностях, заключающийся в доведении выверяемой поверхности объекта до уровня опорьой путем сравнения расстояний между базой и прецизионными элементами с последующим уравниванием этих расстояний в процессе перемеще НИНобъекта. Устройство для осуществления известного способа содержит гидравлически соединенные между собой опорный 1И контрольный датчики,выполненные «каждый в виде сосуда с рабочей жидкостью и измерительного Штока, уста-, новленного с возможностью вертик&льного перемещения относительно рабочей жидкости в сосуде, прецизионные элементы, установленные соответственно на опорной и выверяемой поверхностях, исполнительный механизм для перемещения объекта и блок автоматического регулирования 3}. Однако известный способ не обеспечивает повышенной точности, необходимой при выравнивании некоторых видов прецизионного технологического оборудования в связи с тем, что многократные контакты штока датчика с рабочей жидкостью приводят к ее возмущению (раскачиванию, образованию микроволн ), что в свою очередь приводит к дополнительным погрешностям во время сравнения расстояний датчиках между прецизионным элементом и уровнем рабочей жидкости. Установка измерительных головок в опорном датчике : относительно прецизионного элемента и измерительной головки в контрольном датчике относительно рабочей жидкости , а также уровень рабочей жидкости в обоих датчиках устанавливают вручную, что снижает производительность .процесса выравнивания. Кроме того, неодновременность операций сравнения расстояния между прецизионными элементами и уровнем рабочей жидкости и соответствующих перемещений объекта не позволяют выравнивать одновременно все выверяемые точки этого объекта (обычно плоскость выверяют по трем точкам), что также увеличивает время процесса выравнивания. Целью изобретения является повышение производительности и точности. Поставленная цель достигается тем, что согласно способу автомати(ческого выравнивания выверяемой поверхности объекта относительно опорной поверхности с помощью гидравлически соединенных между собой опорного и контрольного датчиков, а также прецизионных элементов, заключающемуся в том, что выверяемую поверхность объекта доводят до уровня опорной путем сравнения расстоя.ний между базой и прецизионными элементами на опорной и выверяемой поверхностях, сравнение расстояний ведут от дополнительной базы, которую .устанавливают в датчиках на равном 1расстоянии от уровня жидкости в них. выводят дополнительную базу в обоик дат:иках на уровень опорной поверхности и перемещают объект до совмещения его выверяемой поверхности с дополнительной базой. Способ осуществляется с помощью устройства, содержащего гидравлически соединенные между собой опорный и контрольный датчики, выполненные каждый в виде сосуда с рабочей жидкостью и -измерительного штока, установленного с возможностью вертикального перемещения относительно рабочей жидкости в сосуде, прецизионные элементы, установленные соответственно на опорной и выверяемой поверхностях, исполнительный механизм для перемещения объекта и блок автоматического регулирования, в котором каждый датчик снабжен ползуном,уста . новленным с воз1 эжностью раздельног и совместного перемещения со. штоком датчика, при этом к ползуну прикреп лен чувствительный элемент с контрольной точкой, служащей базой срав нения, а в корпусе датчика установлен движок, взаимодействующий с пре цизионным и чувствительным элемента ми, последний из которых подключен к блоку автоматического регулирования. На фиг. 1-4 схематически показаны этапы выравнивания объекта; на фиг.5 - принципиальная схема устрой ства для выpaвнивaния на фиг.6 конструкция датчика. Устройство состоит из опорного 1 и контрольного 2 датчиков, в каждом ни которых имеется измерительный шток 3 и ползун 4, установленный с возможностью раздельного и совместного перемещения со штоком 3 от при вода 5. На ползуне 4 закреплен чувс витальный элемент 6 с контрольной точкой 7, служащей базой сравнения. В корпусе каждого датчика 1 и 2 раз мещен движок 8, взаимодействующий одним концом с чувствительным элементом 6, а другим - с прецизионным элементом 9, установленным соответственно на опорной 10 и выверяемой 11 поверхностях, при этом опорная поверхность установлена неподвижно, а выверяемая - с воэможностью перемещения от исполнительного механизма 12 . Привод 5 (фиг. 6) состоит из шагового двигателя 13, который через червяк 14 связан с червячным колесом 15, а последнее посредством рез бы связано со штоком 3. На торце червячного колеса закреплен фрикционный диск 16, взаимодействующий с муфтой 17, прижатой к нему пружиной 18. В верхней части датчика жестко закреплен фрикционный диск 19 и электромагнит 20. Для предотвращения вращения ползуна 4 в корпусе датчика имеется штифт 21, свободный конец которого размещен в продольной канавке 22 ползуна 4. Датчик имеет штуцер 23, служащий для соединения его со шлангом 24. Ползун 4 и движок 8 (за исключением его части, взаимодействующей с чувствительным элементом) выполнены из изоляционного материала. Работой устройства управляет блок 25 автоматического регулирования, который электрически связан с исполнительным механизмом 12, шаговыми двигателями 13 и электрол}агнитом 20, контактами 26, расположенными в рабочей жидкости датчиков, токами 3, движками 8, чувствительными элементами 6 в крайних их точках соответственно каналами связи 27-33. Устройство работает следующим образом. Выравнивание выверяемой поверхности объекта обычно осуществляют по трем точкам при использовании трех исполнительных механизмов и соответственно трех контрольных датчиков. На фундамент рядом с опорной поверхностью 10 и выверяемой поверхностью 11.объекта устанавливают соответственно опорный 1 и контрольный 2датчики. На опорной 10 и выперяемой 11 поверхности размещают п зецизионные элементы 9, выполненные, например, на магнитах, взаимодействующих с движками 8 (фиг. 1). Затем включают в работу блок 25 автоматичес1 ого управления, который все дальнейшие переключения до окончания процесса выполняет автоматически. Сначала включаются электромагниты 20 и двигатели 13. При этом муфты 17 под действием магнитов 20 по шлицам в верхней части штоков 3,преодолевая действие пружин 18,перемещаются к фрикционным дискам 19, входят с ними во взаимосвязь, затормаживая от вращения штоки 3.- Двигатель 13 вращает червяк 14 и червячное колесо 15, которое, взаимодействуя своей внутренней резьбой с наруж- ной резьбой на штоке 3, опускает е.го до касания с рабочей жидкостью (фиг, 2). В момент касания штоком 3 рабочей жидкости в каждом из.датчиков 1 и 2 в блок 25 регулирования по каналам 29 и 30 поступает сигнал на остановку двигателя 13 соответствующего датчика..После остановки штоков 3во всех датчиках жидкость можно удалить. Блок 25 по каналам 28 отключает электромагниты 20 и вновь включает двигатели 13. При этом под пружин 18 муфты 17 возвращаются в исходное положение и начинают взаимодействовать с фрикционными дисками 16, соединяя тем caivMM червячные колеса 15 со шлицевой частью штоков 3. В этом положении муфты 17 двигатели 13 через червяки 14 и колеса 15 передадут вращение штокам 3, по резьбе которы будут поступательно перемещаться ползуны 4 (от вращения ползуны 4 удерживаются штифтами 21). Блок 25 автоматического регулирования задает движение ползунам таким образом, что во всех датчиках ползуны 4 будут перемещаться вдоль штоков 3 с одинаковой скоростью до тех пор, пока контрольная точна 7 опорного датчика не совместится с токопроводным концом движка 8, в этот момент блок 25 отключает двигатеЬи 13, так как в него поступает сигнал по каналу 31 (фиг. 3). После остановки ползунов 4 блок 25 включает по каналу 27 исполнительный механизм 12, который перемешает объект с выверяемой поверхностью 11 в. на правлении к контрольной точке 7 в контрольном датчике 2.При достижении этой точки по каналу 31 от контрольного датчика 2 передается соответствующий сигнал, а блок 25 по каналу 27 в свою очередь останавливае исполнительный механизм 12.
На этом выравнивание выверяемой поверхности 11 объекта относительно опорной поверхности 10 заканчивается.
Система позволяет выравнивать объект по всем выверяемым точкам одновременно , благодаря чему повышается производительность. работе исполнительных механизмов точность обеспечивается не контактом штока с рабочей жидкостью, а положением контрольных точек, служащих дополнительной базой сравнения, на которые не влияет состояние поверхности рабочей жидкости в датчиках, т.е. вибра5 ции рабочей жидкости, а также вибрации от работы приводов, что обеспечивает повышение точности выравнивания.
Ручные подготовительные операции в системе практически отсутствуют, что также существенно повышает производительность .
Ожидаемый экономический эффект при полном возможном объеме внедрения системы составит около 200 тыс. руб. в год.
yAV/x V% C4yxx W4 yx v;
(риг. /
(Pvs.2
10
,1 1Г„„
v/д У/AV// V/AWx}чV/ Cч C
/ S::7/t(S//f ;:y7/l /A /iKy fpi/zJ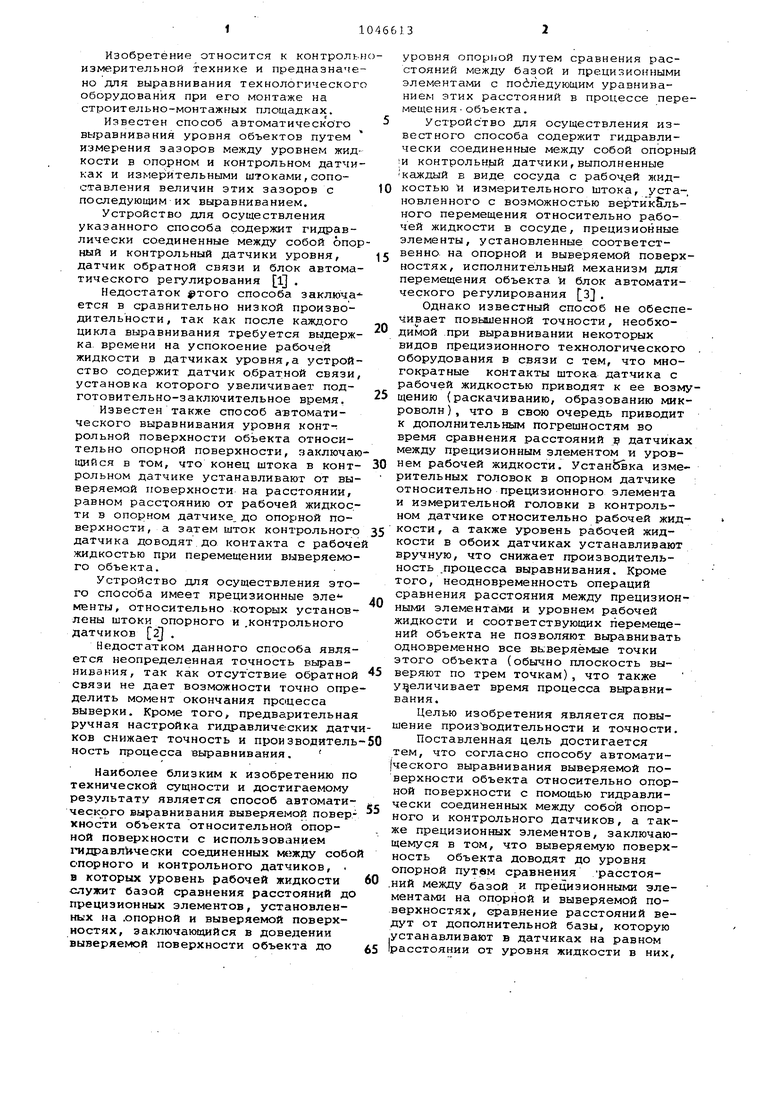
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического выравнивания уровня контрольной поверхности объекта относительно опорной поверхности и устройство для его осуществления | 1977 |
|
SU708147A1 |
| Устройство выравнивания контрольной поверхности относительно опорной поверхности | 1979 |
|
SU879303A1 |
| Способ автоматического выравнивания объекта относительно опорной поверхности и устройство для его осуществления | 1976 |
|
SU612151A1 |
| Устройство для выравнивания уровня контрольной поверхности объекта относительно опорной поверхности | 1980 |
|
SU939941A1 |
| Устройство для автоматического выравнивания уровня объектов | 1973 |
|
SU506005A1 |
| Устройство для контроля формы поверхности объекта | 1989 |
|
SU1714322A1 |
| ФРЕЗЕРНАЯ МАШИНА ДЛЯ ДОРОЖНЫХ ПОВЕРХНОСТЕЙ ИЛИ ТРОТУАРОВ | 2015 |
|
RU2681968C2 |
| ПЛАТФОРМА-АМФИБИЯ ДЛЯ ПЕРЕМЕЩЕНИЯ, ПОЗИЦИОНИРОВАНИЯ И НЕПОДВИЖНОГО БАЗИРОВАНИЯ РАБОЧИХ СРЕДСТВ И МЕХАНИЗМОВ В ХОДЕ ОСУЩЕСТВЛЕНИЯ РАБОТ | 2010 |
|
RU2468932C2 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ АБСОЛЮТНОГО ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ МОРСКОЙ ВОДЫ | 1992 |
|
RU2024847C1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
1. Способ автоматического выравнивания выверяемой поверхности объек та относительно опорной поверхности с помощью гидравлически соединенных между собой опорного и контрольного датчиков, а также прецизионных элементов, заключающийся в том, что выверяемую поверхность объекта доводят до уровня опорной путем сравнения расстояний между базой и прецизионными элементами на опорной и выверяемой поверхностях, отличающийся тем, что, с целью повьшения производительности и точности, сравнение .расстояний ведут от дополнительной базы, которую устанавливают в датчиках на равном расстоянии от уровня жидкости в них, выводят дополнительную базу в обоих датчиках на уровень опорной поверхности и перемещают объект до совмещения его выверяемой поверхности с дополнительной базой. 2 Устройство для автоматического выравнивания выверяемой поверхности объекта относительно опорной поверхности, содержащее гидравлически соединенные между собой опорный и контрольный датчики, выполненные каждый в виде сосуда с рабочей жидкостью и измерительного штока, установленного с возможностью вертикального пе3 р гмвщенкя относительно рабочей жид1КОСТИ в I сосуде, прецизионные элементы, установленные соответственно на опорной и выверяемой поверхностях, исполнительный механизм для. перемещения объекта, подключенный к блоку автоматического регулирования, отличающееся тем, что каждый датчик снабжен ползуном. Установленным с возможностью раздельного и совместного перемещения со штоком дат4:; чика, при этом к ползуну прикреплен CF: чувствительный элемент с контрольной точкой, служащей базой сравнения, а о:) в корпусе датчика установлен движок, взаимодействующий с прецизионным и. со чувствительньвл элементами, последний из которых подключен к блоку автоматического регулирования.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматического выравнивания уровня объектов | 1973 |
|
SU506005A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
