ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники
[0001] Настоящее изобретение относится к топливному элементу и способу его изготовления.
2. Раскрытие предшествующего уровня техники
[0002] Как правило, топливный элемент изготавливают путем установки друг на друга отдельных ячеек, каждая из которых содержит два сепаратора газов и узел мембранных электродов (далее также называемый MEA), расположенный между сепараторами газа. На уровне техники известна конфигурация такого топливного элемента, в которой каркас из полимера устанавливают на внешнюю периферийную часть MEA таким образом, чтобы каркас окружал MEA, причем каркас из полимера и каждый сепаратор газов прикреплены друг к другу (например, не прошедшая экспертизу японская патентная заявка № 2019-110041).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] MEA содержит часть, установленную в каркас из полимера, часть, помещенную между двумя газодиффузионными слоями, расположенными между MEA и сепараторами газов, и другие элементы. Поэтому, например, при изменении температуры топливного элемента, содержащего MEA, а также при расширении и сжатии каркаса из полимера, входящего в состав топливного элемента, в части MEA может возникать концентрация напряжений. Такая концентрация напряжений может привести к сокращению срока службы MEA.
[0004] Первый аспект настоящего раскрытия относится к топливному элементу. Топливный элемент содержит узел мембранных электродов с электродами, расположенными на обеих поверхностях электролитной мембраны, газодиффузионный слой, уложенный на первую поверхность узла мембранных электродов, каркас из полимера, установленный на первую поверхность узла мембранных электродов таким образом, чтобы он окружал внешнюю периферийную поверхность газодиффузионного слоя на некотором удалении от внешней периферийной поверхности газодиффузионного слоя, и лист полимера, расположенный между газодиффузионным слоем и каркасом из полимера с одной стороны, и узлом мембранных электродов с другой стороны с целью заполнения промежутка между внутренней периферийной поверхностью каркаса из полимера и внешней периферийной поверхностью газодиффузионного слоя.
[0005] Согласно первому аспекту, лист полимера, помещенный между газодиффузионным слоем и каркасом из полимера, а также узлом мембранных электродов таким образом, чтобы заполнить промежуток между внутренней периферийной поверхностью каркаса из полимера и внешней периферийной поверхностью газодиффузионного слоя, позволяет физически укрепить часть узла мембранных электродов, в которой вероятно возникновение концентрации напряжений, и предотвратить сокращение срока службы узла мембранных электродов.
[0006] Первый аспект может также предусматривать клеевой слой, выполненный из клеящего вещества, проложенного между каркасом из полимера, листом полимера, газодиффузионным слоем и узлом мембранных электродов. Кроме того, область узла мембранных электродов, перекрывающая внешнюю периферийную часть газодиффузионного слоя, может содержать область воздействия мембраны, в которой электрод не расположен на первой поверхности узла мембранных электродов. Кроме того, лист полимера может содержать часть, перекрывающую область воздействия мембраны в узле мембранных электродов, клеевой слой и газодиффузионный слой в направлении укладки газодиффузионного слоя, причем перекрывающая часть может содержать пустое пространство, проникающее в лист полимера в направлении укладки и позволяющее ввести в это пустое пространство клеящее вещество.
[0007] Первый аспект позволяет зафиксировать область воздействия узла мембранных электродов и газодиффузионный слой друг относительно друга с помощью клеевого слоя через пустое пространство. Поэтому, например, в процессе изготовления топливного элемента можно предотвратить изменение положения газодиффузионного слоя относительно электролитной мембраны.
[0008] Согласно первому аспекту, область воздействия мембраны в узле мембранных электродов может быть покрыта, по меньшей мере, клеевым слоем или листом полимера, причем часть области воздействия мембраны в узле мембранных электродов, покрытая листом полимера, может содержать область, в которой отсутствует клеевой слой.
[0009] Согласно первому аспекту, можно уменьшить количество клеящего вещества, образующего клеевой слой, предотвратив контакт области воздействия мембраны с газообразным диффузионным слоем, по меньшей мере, клеевым слоем или листом полимера.
[0010] Согласно первому аспекту, может быть дополнительно предусмотрено два сепаратора газов, между которыми помещена структура, содержащая узел мембранных электродов, газодиффузионный слой, каркас из полимера и лист полимера. Каркас из полимера может содержать слои клеящего полимера для приклеивания сепараторов газов к обеим поверхностям каркаса из полимера, причем слой клеящего полимера представляет собой слой, содержащий термопластичный полимер, обладающий адгезионной способностью. Лист полимера может быть изготовлен из термопластичного полимера.
[0011] Первый аспект изобретения позволяет улучшить адгезию между каркасом из полимера и сепаратором газов, а также прочность сцепления между каркасом из полимера и листом полимера.
[0012] Второй аспект относится к способу изготовления топливного элемента. Способ изготовления топливного элемента предусматривает помещение области, в которой внутренняя периферийная часть каркаса из полимера и внешняя периферийная часть листа полимера накладываются друг на друга, между слоями с применением ультразвукового излучателя и зажимного устройства, причем участок подавления прилипания, выполненный с возможностью подавления прилипания расплавленного термопластичного полимера, помещен между ультразвуковым излучателем и зажимным устройством, и передача ультразвуковых колебаний от ультразвукового излучателя на каркас из полимера и лист полимера в целях ультразвуковой сварки каркаса из полимера и листа полимера.
[0013] Второй аспект позволяет предотвратить прилипание термопластичного полимера, образующего лист полимера или каркас из полимера, к зажимному устройству или ультразвуковому излучателю, даже если термопластичный полимер расплавляется во время установки каркаса из полимера и листа полимера способом ультразвуковой сварки.
[0014] Настоящее изобретение может быть реализовано в различных формах, отличающихся от топливного элемента. Например, настоящее изобретение может быть реализовано в виде одиночной ячейки для топливного элемента, способа изготовления одиночной ячейки, способа защиты узла мембранных электродов в топливном элементе и иных подобных вариантах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Отличительные признаки, преимущества, техническая и промышленная значимость примеров осуществления настоящего изобретения раскрыты ниже со ссылкой на сопроводительные чертежи, в которых одинаковые обозначения относятся к одинаковым элементам:
На ФИГ. 1 в аксонометрии и разнесенном виде изображена схематичная конфигурация топливного элемента;
На ФИГ. 2 схематично изображено поперечное сечение, выполненное вдоль линии разреза II-II на ФИГ. 1;
На ФИГ. 3 изображена блок-схема способа изготовления топливного элемента;
На ФИГ. 4A схематично изображено поперечное сечение топливного элемента в середине производственного процесса;
На ФИГ. 4В схематично изображено поперечное сечение топливного элемента в середине производственного процесса;
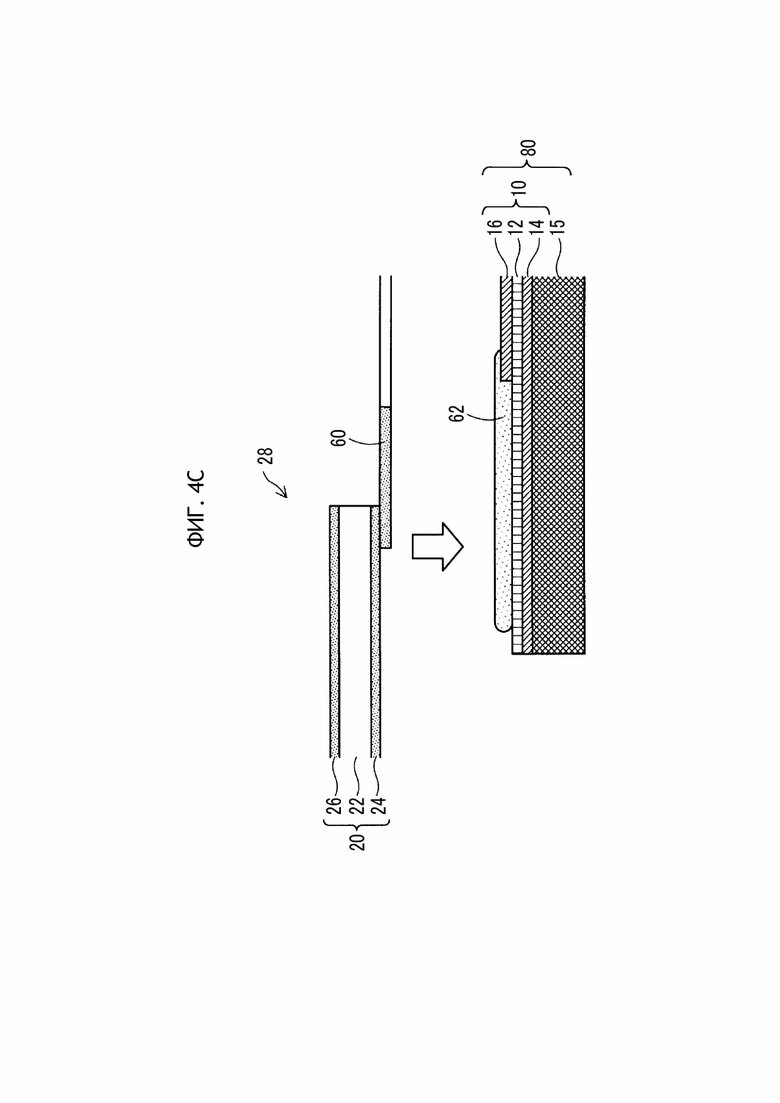
На ФИГ. 4С схематично изображено поперечное сечение топливного элемента в середине производственного процесса;
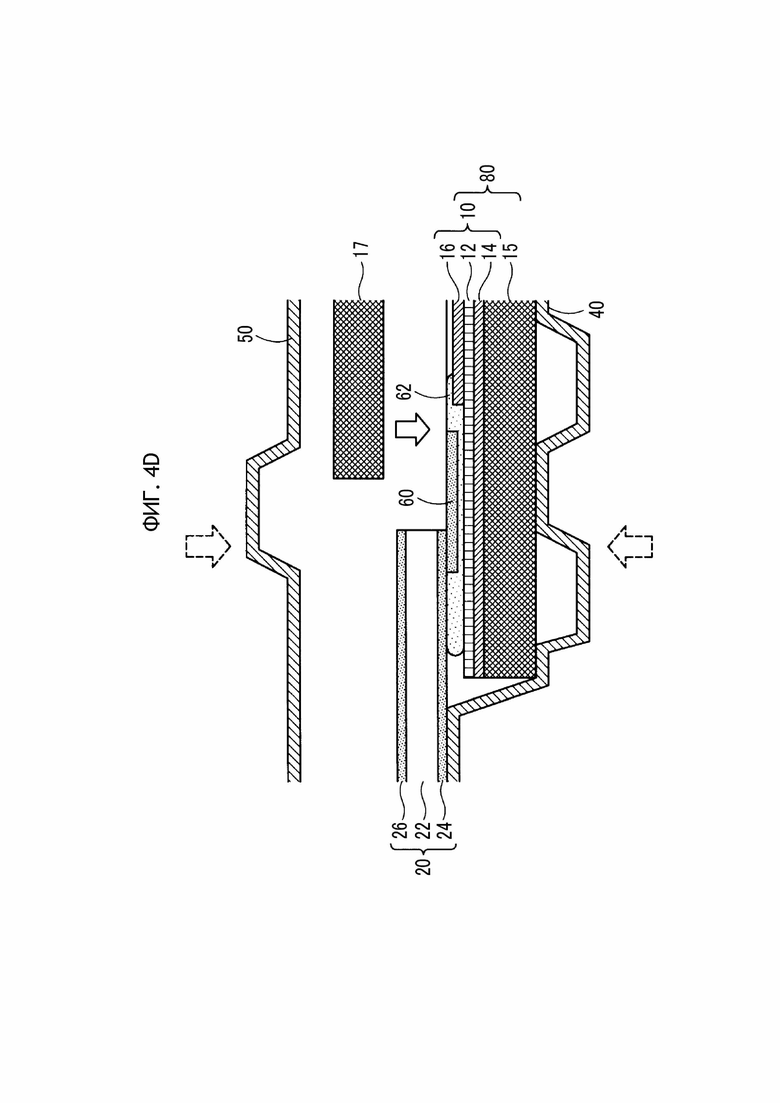
На ФИГ. 4D схематично изображено поперечное сечение топливного элемента в середине производственного процесса;
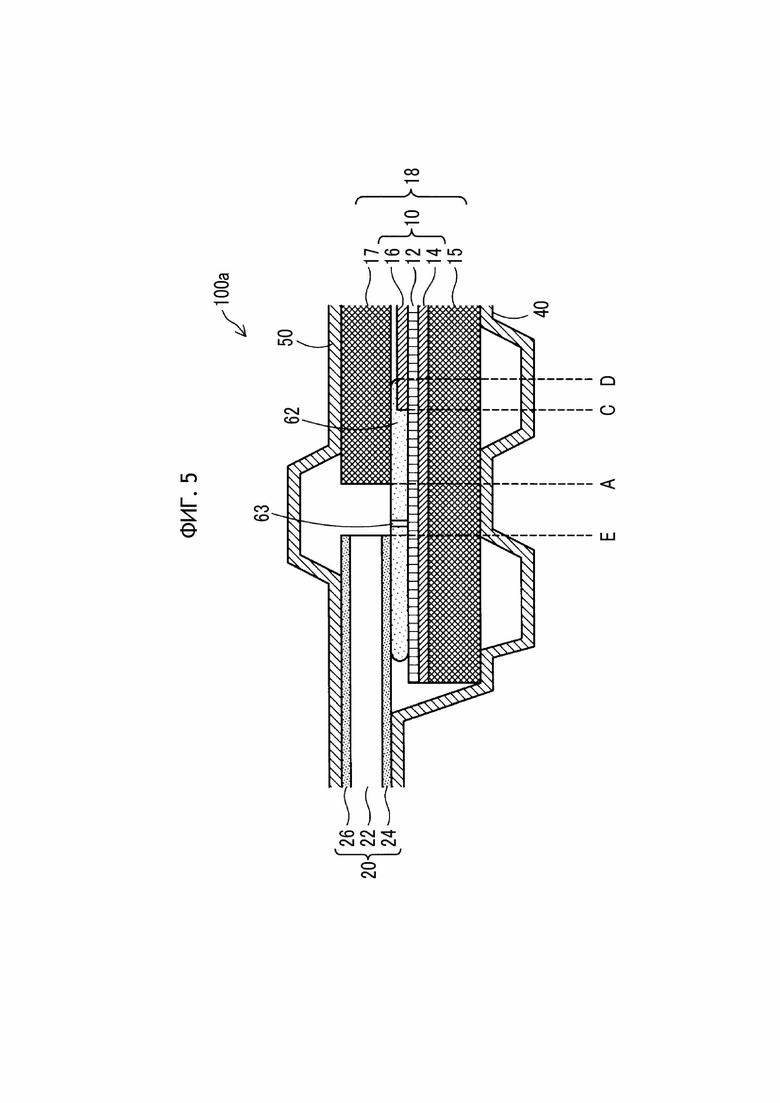
На ФИГ. 5 схематично изображено поперечное сечение схематичной конфигурации одиночной ячейки в качестве сравнительного примера;
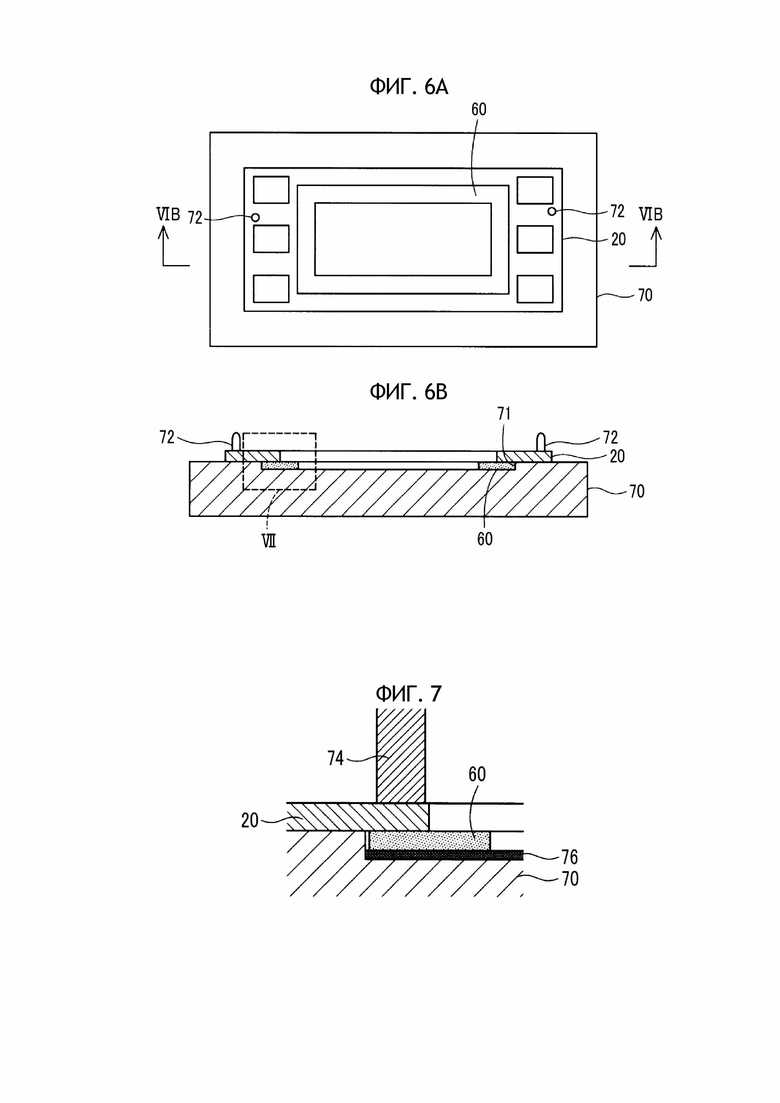
На ФИГ. 6A в плане изображен каркас из полимера и лист полимера, установленный на зажимном устройстве;
На ФИГ. 6B изображено поперечное сечение, выполненное вдоль линии разреза VIB-VIB на ФИГ. 6А;
На ФИГ. 7 в увеличенном виде изображена область VII с ФИГ. 6B;
На ФИГ. 8 в плане изображен результат нанесения клеящего вещества на AnMEGA;
На ФИГ. 9 в плане изображен лист каркаса;
На ФИГ. 10 в плане изображены AnMEGA и лист каркаса, присоединенные друг к другу;
На ФИГ. 11 схематично изображено поперечное сечение, выполненное вдоль линии разреза XI-XI на ФИГ. 10; и
На ФИГ. 12 схематично изображено поперечное сечение, выполненное вдоль линии разреза XII-XII на ФИГ. 10.
ПОДРОБНОЕ РАСКРЫТИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Первый вариант осуществления
Общая конфигурация топливного элемента
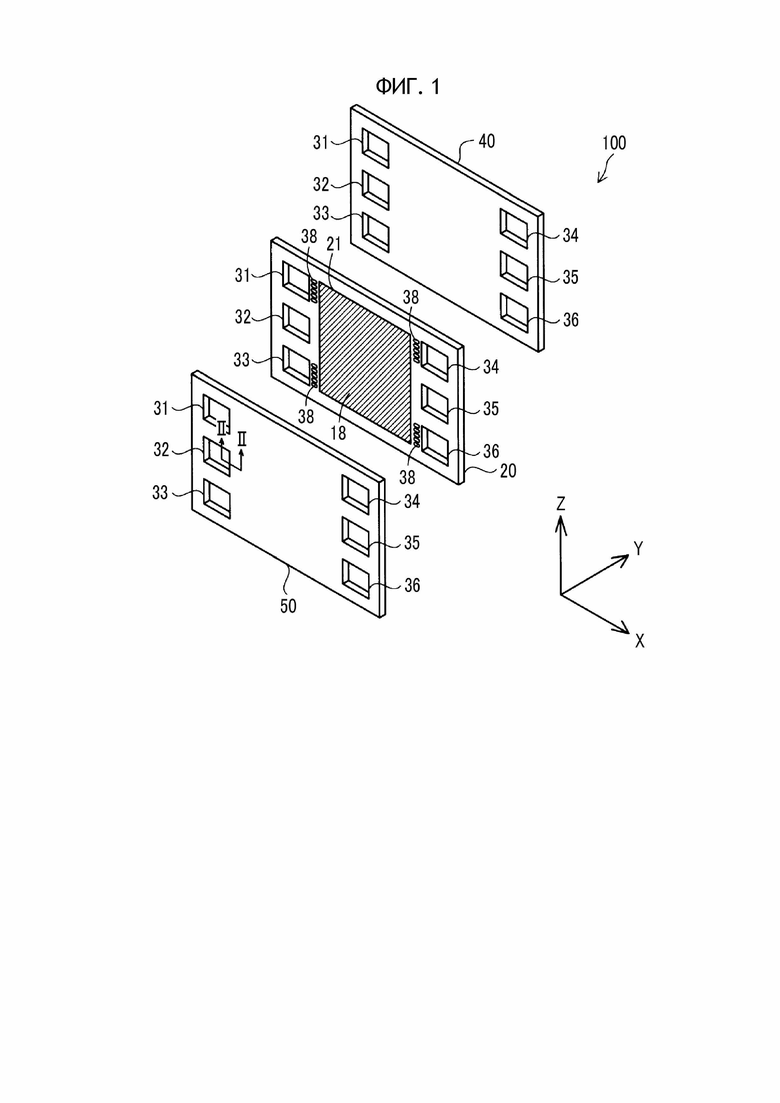
[0016] На ФИГ. 1 в аксонометрии и разнесенном виде изображена схематичная конфигурация топливного элемента согласно первому варианту осуществления настоящего изобретения. Кроме того, на ФИГ. 2 схематично изображено поперечное сечение, выполненное вдоль линии разреза II-II на ФИГ. 1. Здесь и далее будет раскрыта общая конфигурация топливного элемента со ссылкой на ФИГ. 1 и ФИГ. 2. На ФИГ. 1 и ФИГ. 2 изображена конфигурация одиночной ячейки 100, а топливный элемент, согласно настоящему варианту осуществления, имеет многоуровневую структуру, в которой одиночные ячейки 100 уложены друг на друга. В данном варианте осуществления одиночная ячейка и многоуровневый топливный элемент, в котором отдельные ячейки уложены стопой друг на друга, будут называться топливным элементом. В данном варианте осуществления топливный элемент представляет собой полимерно-электролитный топливный элемент, но возможны и другие типы топливного элемента, например, твердооксидный топливный элемент. Среди направлений X, Y и Z, перпендикулярных друг другу и показанных на ФИГ. 1, ФИГ. 2 и ФИГ. 8 – ФИГ. 12 ниже, направление Y является направлением укладки одиночных ячеек 100 (также называемым просто направлением укладки). На ФИГ. 1, ФИГ. 2 и каждом из приведенных ниже чертежей схематично показан вид каждого участка топливного элемента, согласно настоящему варианту осуществления, однако размер каждого участка, показанного на чертежах, не указывает на определенный размер.
[0017] Одиночная ячейка 100 содержит два сепаратора 40, 50 газов, газодиффузионный слой (MEGA) 18 узла мембранных электродов, расположенный между сепараторами 40, 50 газов, каркас 20 из полимера, расположенный снаружи MEGA 18 в контакте с внешней периферийной поверхностью MEGA 18 между сепараторами 40, 50 газов, лист 60 полимера и клеевой слой 62.
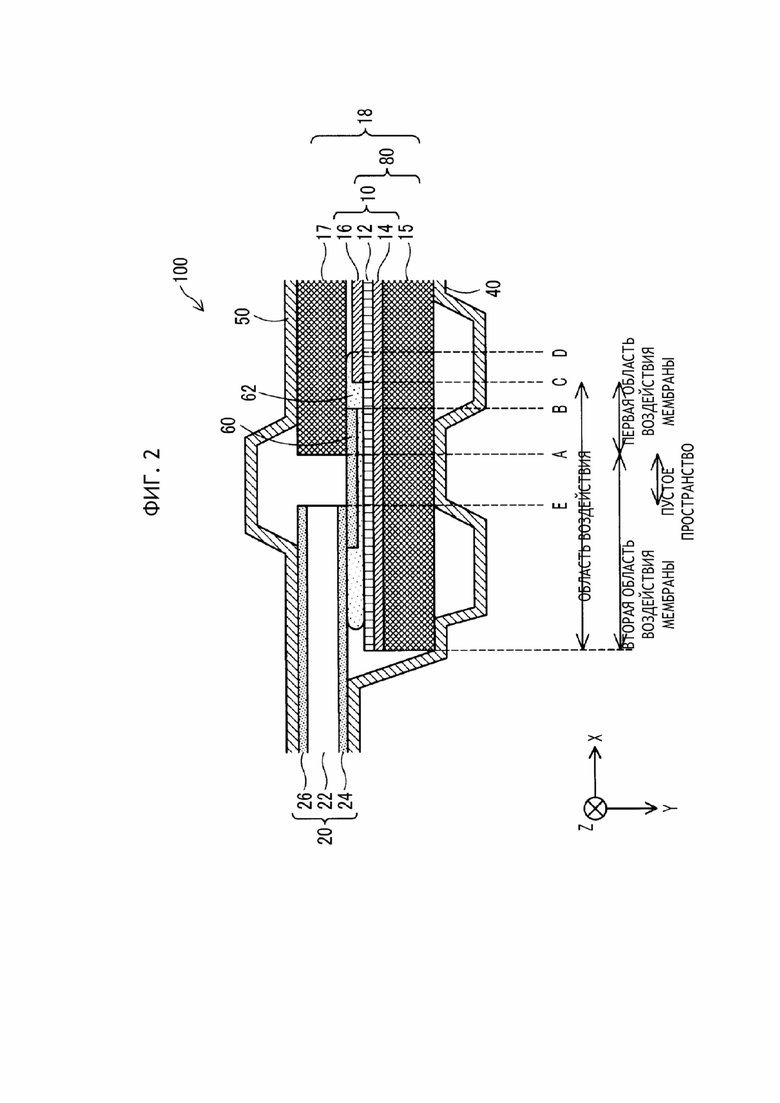
[0018] Как показано на ФИГ. 2, MEGA 18 содержит электролитную мембрану 12, анод 14 и катод 16, уложенный на одну из поверхностей электролитной мембраны 12. Структуру, в которой анод 14, электролитная мембрана 12 и катод 16 уложены в указанном порядке, также называют узлом 10 мембранных электродов (MEA). В MEGA 18 газодиффузионный слой 15 (в дальнейшем AnGDL 15) расположен на аноде 14, а газодиффузионный слой 17 (в дальнейшем CaGDL 17) – на катоде 16. Электролитная мембрана 12 представляет собой протонопроводящую ионообменную мембрану, выполненную из полимерного электролитного материала, например, фторкаучука и обладающий подходящей протонной проводимостью во влажном состоянии. Анод 14 и катод 16 образуются, например, покрытием из проводящих частиц, содержащих катализатор, например, углеродных частиц с полимерным электролитом, обладающим протонной проводимостью. Катализатором служит платина или платиновый сплав. Газодиффузионные слои 15, 17 изготовлены из вещества, обладающего газопроницаемостью и электронной проводимостью, и могут быть образованы, например, углеродным элементом, в частности, тканью или бумагой из углеродного волокна, или металлическим элементом, например, вспененным металлом или металлической сеткой.
[0019] В одиночной ячейке 100, согласно настоящему варианту осуществления, каждая часть, образующая MEGA 18, имеет прямоугольную форму. В настоящем варианте осуществления, как показано на ФИГ. 2, электролитная мембрана 12, анод 14 и AnGDL 15 (далее также называемые электролитной мембраной или подобным элементом) имеют практически одинаковые размеры и уложены друг на друга таким образом, чтобы внешние периферийные поверхности электролитной мембраны, анода и AnGDL практически совпадали. Напротив, длина и ширина CaGDL 17 меньше, чем у электролитной мембраны или иного подобного элемента, а вся внешняя периферийная поверхность CaGDL 17 расположена отдельно от внешней периферийной поверхности электролитной мембраны или иного подобного элемента и внутри ее границ. Кроме того, длина и ширина катода 16 меньше, чем у CaGDL 17, а вся внешняя периферийная поверхность катода 16 расположена отдельно от внешней периферийной поверхности CaGDL 17 и внутри ее границ. На поверхности MEA, содержащей CaGDL 17 во внешней периферийной части MEA 10, область, в которой поверхность электролитной мембраны 12 не покрыта катодом 16, также называют «областью воздействия». Область воздействия содержит «первую область воздействия мембраны», перекрывающую CaGDL 17 в направлении укладки слоев, и «вторую область воздействия мембраны», не перекрывающую CaGDL 17. Первую область воздействия мембраны также называют просто «областью воздействия мембраны».
[0020] На ФИГ. 2, если смотреть в направлении укладки слоев, в котором CaGDL 17 уложен на MEA 10 (совпадающем с направлением укладки одиночных ячеек), позицию, перекрывающую внешнюю периферийную поверхность CaGDL 17, называют «позицией A», а позицию, перекрывающую внешнюю периферийную поверхность катода 16, называют «позицией C». Первая область воздействия мембраны представляет собой область от позиции A до позиции C в MEA 10, а вторая область воздействия мембраны – область на внешней периферийной стороне позиции A, то есть область в отрицательном направлении оси X по отношению к позиции A в поперечном сечении на ФИГ. 2. Кроме того, на ФИГ. 2, если смотреть в направлении укладки слоев, позицию, перекрывающая внутреннюю периферийную поверхность листа 60 полимера, называют «позицией B», а позицию, перекрывающую внутреннюю периферийную поверхность клеевого слоя 62 – «позицией D».
[0021] Каркас 20 из полимера выполнен из полимера и имеет форму прямоугольной рамы. Отверстие в центре каркаса 20 из полимера служит областью фиксации MEGA 18, то есть областью фиксации MEA 10. Каркас 20 из полимера расположен таким образом, чтобы он окружал внешнюю периферийную поверхность CaGDL 17 на некотором удалении от внешней периферийной поверхности CaGDL 17. Кроме того, каркас 20 из полимера установлен на MEA 10 через клеевой слой 62 на поверхности MEA, на которой электролитная мембрана 12 подвергается воздействию во второй области воздействия мембраны. Кроме того, каркас 20 из полимера установлен на лист 60 полимера, как раскрыто ниже, во внутренней периферийной части каркаса из полимера. Кроме того, как показано на ФИГ. 1, каркас 20 из полимера содержит несколько прорезей 38. Прорези 38 будут подробно раскрыты ниже. Как показано на ФИГ. 2, каркас 20 из полимера, согласно настоящему варианту осуществления, имеет структуру, в которой первый клеевой слой 24, внутренний слой 22 и второй клеевой слой 26 уложены в указанном порядке.
[0022] В качестве полимера, образующей первый клеевой слой 24 и второй клеевой слой 26, можно использовать термопластичный полимер, обладающий адгезионными свойствами, например, модифицированный полиолефин, в частности, модифицированный полипропилен, обладающий адгезионными свойствами за счет введения функциональной группы (например, ADMER производства Mitsui Chemicals, Inc.; ADMER является зарегистрированной торговой маркой). В качестве термопластичного полимера, обладающего адгезионными свойствами, помимо полиолефиновой полимера можно использовать различные полимера, в частности, силиконовый, эпоксидный и уретановый полимер, а также смешанное связующее вещество на основе силана. Полимер, образующая первый клеевой слой 24, и полимер, образующая второй клеевой слой 26, могут представлять собой полимер одного или разных типов. Первый клеевой слой 24 и второй клеевой слой 26 также называются «слоем клеящего полимера ». Для внутреннего слоя 22 можно использовать, например, полимер из полипропилена (ПП), фенолоальдегидный полимер, эпоксидный полимер, полиэтилентерефталат (ПЭТ) и полиэтиленнафталат (ПЭН). В настоящем варианте осуществления первый клеевой слой 24 и второй клеевой слой 26 образованы модифицированным полипропиленом, а внутренний слой 22 – полипропиленом. Слои клеящего полимера, предусмотренные на обеих поверхностях каркаса 20 из полимера, способствуют адгезии между каркасом 20 из полимера и сепараторами 40, 50 газов при горячем прессовании.
[0023] Лист 60 полимера имеет форму прямоугольной рамы и расположен между CaGDL 17 и каркасом 20 из полимера с одной стороны и MEA 10 с другой стороны таким образом, чтобы он заполнял пространство между внутренней периферийной поверхностью каркаса 20 из полимера и внешней периферийной поверхностью CaGDL 17. То есть лист 60 полимера служит элементом защиты той части MEA 10, которая перекрывает зазор между внутренней периферийной поверхностью каркаса 20 из полимера и внешней периферийной поверхностью CaGDL 17 в направлении укладки слоев (далее также называемый пустым пространством). На ФИГ. 2, как раскрыто выше, позиция, перекрывающая внешнюю периферийную поверхность CaGDL 17, если смотреть в направлении укладки слоев, обозначается как «позиция А». Кроме того, позиция, перекрывающая внутреннюю периферийную поверхность каркаса 20 из полимера, если смотреть в направлении укладки слоев, обозначается как «позиция Е». Пустое пространство занимает пространство между позициями A и E. Как показано на ФИГ. 2, лист 60 полимера расположен таким образом, чтобы в направлении укладки слоев внешняя периферийная часть листа 60 полимера и внутренняя периферийная часть каркаса 20 из полимера накладывались друг на друга, и внутренняя периферийная часть листа 60 полимера и внешняя периферийная часть CaGDL 17 накладывались друг на друга. Наложение внешней периферийной части листа 60 полимера и внутренней периферийной части каркаса 20 из полимера и наложение внутренней периферийной части листа 60 полимера и внешней периферийной части CaGDL 17 необходимо определять в зависимости от точности выравнивания положения при изготовлении одиночной ячейки 100 таким образом, чтобы лист 60 полимера заполнял пустое пространство без каких-либо зазоров. Тем не менее, лист полимера 60 достаточно расположить таким образом, чтобы заполнить пустое пространство без зазоров, при этом не обязательно располагать лист 60 полимера таким образом, чтобы он перекрывал каркас 20 из полимера и газодиффузионный слой 17 в направлении укладки слоев, обеспечивая эффект физического армирования или иной подобный эффект, раскрытый ниже.
[0024] Полимер, из которой изготовлен лист 60 полимера, должна быть стабильной во внутреннем пространстве топливного элемента, в котором расположен лист 60 полимера, и иметь температуру плавления выше рабочей температуры топливного элемента. Полимер, из которой изготовлен лист 60 полимера, предпочтительно, представляет собой термопластичный полимер, более предпочтительно, термопластичный полимер с температурой плавления 200°C или ниже для обеспечения адгезии к каркасу 20 из полимера. Кроме того, полимер, из которой изготовлен лист 60 полимера, аналогичного полимеру, образующего первый клеевой слой 24 и второй клеевой слой 26 в каркасе 20 из полимера, предпочтительно, представляет собой термопластичный клеящий полимер, обладающий адгезионными свойствами, а с точки зрения повышения адгезии к каркасу 20 из полимера, предпочтительно, полимер типа, совпадающего с типом полимера, образующей первый клеевой слой 24. К примерам термопластичного полимера, из которой изготовлен лист 60 полимера, относится полиэтилен, полипропилен или полиизобутилен (PIB). В данном варианте осуществления лист 60 полимера выполнен из полипропилена, являющегося термопластичным полимером.
[0025] Лист 60 полимера находится в контакте с пустым пространством MEA 10 и накрывает пустое пространство, тем самым физически укрепляя пустое пространство и предотвращая контакт химического вещества, проникающего из среды вне одиночной ячейки 100, с MEA 10 с целью обеспечения химической защиты MEA 10. С точки зрения армирования пустого пространства толщина листа 60 полимера должна составлять, например, 1 мкм и более, предпочтительно 10 мкм и более, более предпочтительно 30 мкм и более. Кроме того, в целях предотвращения перепада уровней, вызванного укладкой листа 60 полимера и последующим увеличением толщины в направлении укладки, толщина листа 60 полимера должна составлять 300 мкм и менее, предпочтительно 100 мкм и менее, более предпочтительно 70 мкм и менее, еще более предпочтительно 50 мкм и менее. Кроме того, в целях химической защиты MEA лист 60 полимера, предпочтительно, представляет собой плотный лист, практически не имеющий пор. На плотном листе, практически не имеющем пор, допустимо наличие пор диаметром не более 10 мкм при условии, что воздействие химического вещества, проникающего снаружи, остается в допустимом диапазоне.
[0026] Клеевой слой 62 образован клеящим веществом и обеспечивает клеевое соединение каркаса 20 из полимера и листа 60 полимера с MEA 10. Как показано на ФИГ. 2, MEA 10 приклеивают к каркасу 20 из полимера и листу 60 полимера в области воздействия, образованной во внешней периферийной части. Клеевой слой 62 имеет форму прямоугольной рамы в положении, перекрывающем лист 60 полимера в направлении укладки слоев. В качестве клеящего вещества, образующего клеевой слой 62, в данном варианте осуществления используют светоотверждаемое клеящее вещество, точнее говоря, отверждаемое ультрафиолетом клеящее вещество. Использование УФ-отверждаемого клеящего вещества позволяет обойтись без нагрева, необходимого для отверждения клеящего вещества во время установки MEA 10 и каркаса 20 из полимера, и, предпочтительно, обезопасить MEA 10 от воздействия нежелательно высокой температуры. В качестве УФ-отверждаемого клеящего вещества можно использовать, например, полиизобутиленовое (PIB) клеящее вещество или клеящее вещество на основе силиксанового каучука. При условии, что нагрев клеящего вещества при отверждении во время установки MEA 10 и каркаса 20 из полимера остается в допустимом диапазоне, в качестве клеящего вещества, образующего клеевой слой 62, можно также использовать клеящее вещество, содержащее термопластичный или термореактивный полимер.
[0027] Сепараторы 40, 50 газов выполняют из газопроницаемого проводящего элемента, например, углеродного элемента, в частности, плотного углерода, приобретающего газопроницаемые свойства при сжатии углерода, или металлического элемента, например, из штампованной нержавеющей стали. Как показано на ФИГ. 2, сепараторы 40, 50 газов имеют форму выступов и выемок, предназначенных для формирования канала для реакционного газа, используемого в электрохимической реакции. Между сепаратором 40 газов и MEA 10 образуется внутренний канал для топливного газа, а между сепаратором 50 газов и MEA 10 – внутренний канал для окислительного газа. Топливный газ, содержащий водород, протекает по внутреннему каналу для топливного газа, а окислительный газ, содержащий кислород, протекает по внутреннему каналу для окислительного газа. Внутренний канал для топливного газа и внутренний канал для окислительного газа представляют собой каналы для текучей среды, в которых текучая среда движется в направлении, перпендикулярном направлению укладки друг на друга одиночных ячеек 100. На ФИГ. 1 не показаны формы выступов и выемок сепараторов 40, 50 газов.
[0028] Сепараторы 40, 50 газов и каркас 20 для полимера содержат коллекторные отверстия 31-36 для формирования коллекторов. Коллекторные отверстия предусмотрены в позициях наложения в направлении укладки друг на друга одиночных ячеек 100 вблизи внешней периферийной поверхности сепараторов газов и каркаса из полимера. Коллекторы представляют собой каналы, проникающие в сепараторы 40, 50 газов и каркас 20 из полимера и проводящие реакционный газ или охлаждающую среду. Коллекторные отверстия 31, 36 образуют каналы для подачи и отведения топливного газа вместе с внутренним каналом для топливного газа. Коллекторные отверстия 33, 34 образуют каналы для подачи и отведения окислительного газа вместе с внутренним каналом для окислительного газа. Кроме того, коллекторные отверстия 32, 35 образуют канал для подачи и отведения охлаждающей среды вместе с каналом для подачи и отведения охлаждающей среды, сформированным между отдельными ячейками 100.
[0029] В каркасе 20 из полимера вблизи каждого из коллекторных отверстий 31, 33, 34, 36 выполнен участок 38 прорезей с несколькими удлиненными прорезями, проходящими от каждого коллекторного отверстия к внешней периферийной поверхности MEGA 18. Каждая прорезь, образующая участок 38 прорезей, входит в каркас 20 из полимера. Кроме того, концевая часть каждой прорези перекрывает соседние коллекторные отверстия, выполненные в сепараторах 40, 50 газов в направлении укладки слоев, когда каркас 20 из полимера помещают между сепараторами 40, 50 газов. Кроме того, каждый участок 38 прорезей обеспечивает соединение соседнего коллектора и внутреннего канала для газа, соответствующего коллектору, друг с другом. Коллектор и внутренний канал для газа могут быть соединены друг с другом структурой, отличающейся от участка 38 прорезей и входящей в состав каркаса 20 из полимера.
[0030] При сборке топливного элемента несколько одиночных ячеек 100, показанных на ФИГ. 1 и ФИГ. 2, укладывают друг на друга и прикрепляют друг к другу, прилагая крепежную нагрузку в направлении укладки слоев. В таком топливном элементе канал для охлаждающей среды образуется между соседними одиночными ячейками 100, как раскрыто выше. Прокладку, не показанную на фигуре, располагают между сепаратором 40 газов одной соседней одиночной ячейки 100 и сепаратором 50 газов другой соседней одиночной ячейки 100, расположенной рядом с сепаратором 40 газов. Прокладка уплотняет канал для охлаждающей среды. На ФИГ. 2 между катодом 16 и CaGDL 17 имеется пустое пространство, позволяющее отчетливо показать взаимное расположение отдельных частей в направлении укладки слоев. Тем не менее, в топливном элементе лицевые поверхности катода 16 и CaGDL 17 соприкасаются друг с другом посредством расположения и прижатия CaGDL 17 к MEA 10, а также посредством приложения крепежной нагрузки к топливному элементу.
Способ изготовления топливного элемента
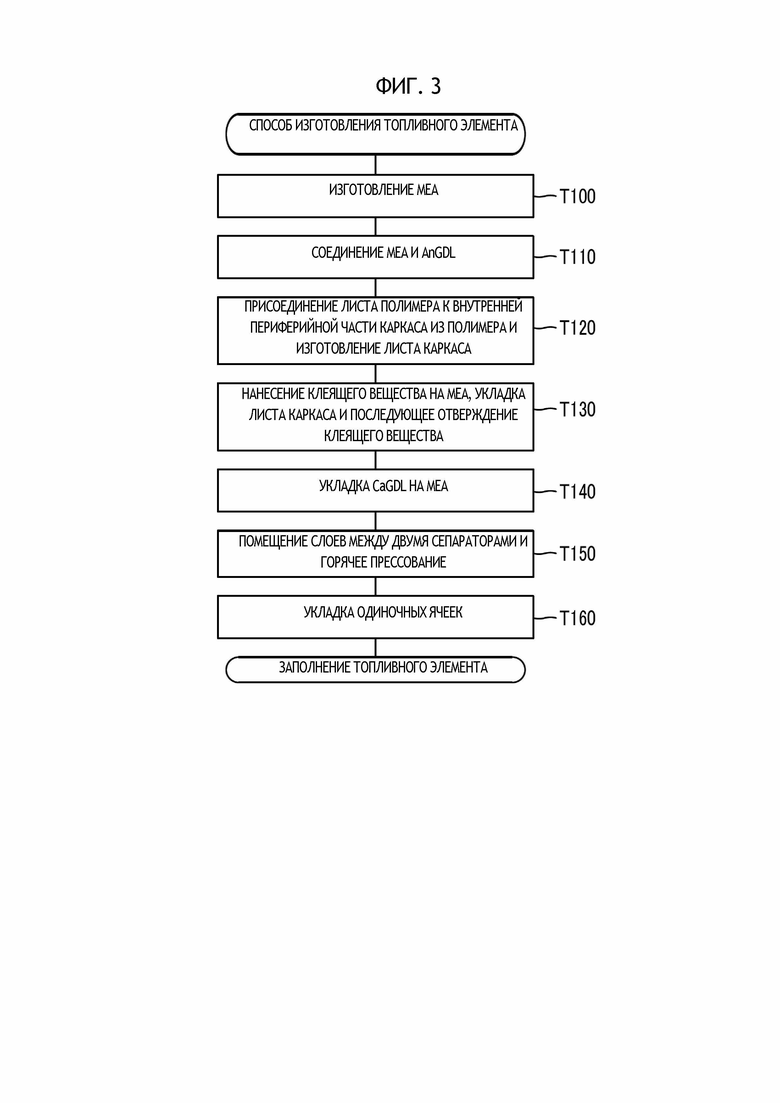
[0031] На ФИГ. 3 изображена блок-схема способа изготовления топливного элемента, согласно данному варианту осуществления. Кроме того, на ФИГ. 4A-ФИГ. 4D схематично изображено поперечное сечение топливного элемента в середине производственного процесса. Здесь и далее способ изготовления топливного элемента будет раскрыт со ссылкой на ФИГ. 3 и ФИГ. 4A-ФИГ. 4D.
[0032] При изготовлении топливного элемента в первую очередь производят MEA 10 (этап Т100). В частности, необходимо сформировать анод 14 и катод 16 на электролитной мембране 12 путем изготовления каталитической краски, содержащей полимерный электролит и углерод с катализатором, диспергированный в растворителе, и нанесения изготовленных каталитической краски на электролитную мембрану 12 или переноса каталитической краски, нанесенной на подложку, на электролитную мембрану 12.
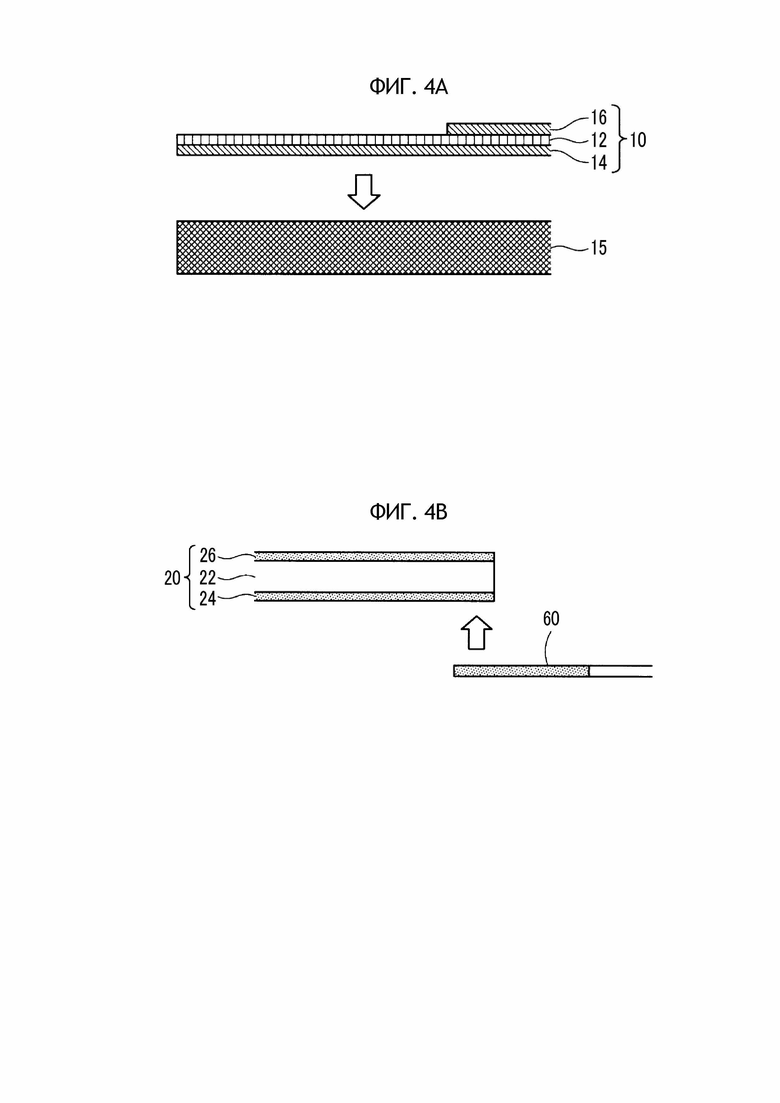
[0033] После этого собирают вместе MEA 10 и AnGDL 15, служащий газодиффузионным слоем на стороне анода (этап T110). Результат этапа T110 показан на ФИГ. 4A. На этапе T110 MEA и AnGDL могут быть соединены, например, прессованием при комнатной температуре. Структуру, полученную при сборке MEA 10 и AnGDL 15, также называют AnMEGA 80 (см. раскрытие ФИГ. 4C ниже).
[0034] Кроме того, внешнюю периферийную часть листа 60 полимера и внутреннюю периферийную часть каркаса 20 из полимера накладывают друг на друга и соединяют (этап T120). Результат этапа T120 показан на ФИГ. 4B. На этапе T120 каркас из полимера и лист полимера могут быть соединены, например, горячим прессованием. В альтернативном варианте каркас 20 из полимера и лист 60 полимера могут быть соединены термической сваркой, например, ультразвуковой сваркой. Структуру, полученную при соединении каркаса 20 из полимера и листа 60 полимера, также называют листом 28 каркаса (см. раскрытие ФИГ. 4C ниже). На ФИГ. 2, ФИГ. 4C, раскрытых ниже, и иных фигурах перепад уровней, равный толщине листа 60 полимера, показан в собранной части каркаса 20 из полимера и листа полимера 60. Тем не менее, лист 60 полимера, выполненный из термопластичного полимера, расплавляется при соединении каркаса 20 из полимера и листа 60 полимера, позволяя тем самым по существу устранить перепад уровней.
[0035] После этого на MEA 10 AnMEGA 80 наносят клеящее вещество, на клеящее вещество укладывают лист 28 каркаса, после чего клеящее вещество отверждают (этап T130). В частности, клеящее вещество наносят таким образом, чтобы покрыть область воздействия во внешней периферийной части MEA 10, и чтобы лист 28 каркаса перекрывал нанесенное клеящее вещество. Результат этапа T130 показан на ФИГ. 4C. В данном варианте осуществления клеящее вещество отверждается ультрафиолетовым облучением. В нижеследующем раскрытии слой, образованный в результате раскрытого выше нанесения клеящего вещества, будет называться клеевым слоем 62 независимо от того, было ли уже отверждено клеящее вещество.
[0036] После этого на MEA 10 CaGDL 17, представляющий собой газодиффузионный слой со стороны катода, укладывают внутри внутренней периферийной поверхности каркаса 20 из полимера (этап T140). Кроме того, слоеный корпус, полученный в результате этапа Т140, помещают между сепараторами 40, 50 газов и горячим прессованием (этап Т150) соединяют каркас 20 из полимера с сепараторами 40, 50 газов. Результат этапов T140–T150 показан на ФИГ. 4D. На этапе Т150 получена одиночная ячейка 100.
[0037] Согласно данному варианту осуществления, клеящее вещество наносят на этапе Т130 таким образом, чтобы внутренняя периферийная поверхность клеевого слоя 62 перекрывала катод 16 в направлении укладки слоев, и в результате вся область, перекрывающая CaGDL 17 в направлении укладки слоев (первая область воздействия мембраны) в области воздействия MEA 10 была покрыта листом 60 полимера или клеевым слоем 62. Такая конфигурация защищает электролитную мембрану 12 в области воздействия от повреждений при контакте с CaGDL 17.
[0038] После укладки CaGDL 17 в стопу на этапе T140, перед этапом T150 можно спрессовать MEGA 18 в целом в направлении укладки слоев. В данном варианте осуществления, как показано на ФИГ. 2, в области воздействия MEA 10 имеется часть клеевого слоя 62, не покрытая листом 60 полимера в части внутри внутренней периферийной поверхности листа 60 полимера, то есть со стороны, обращенной к центральной части MEA 10 (сторона в направлении X на поперечном сечении ФИГ. 2), в частности, между позициями B-C. Таким образом, прессование MEGA позволяет зафиксировать CaGDL 17 на AnMEGA 80 с помощью раскрытой выше части клеевого слоя 62. Поскольку клеевой слой 62 уже затвердел на этапе T130, надежность фиксации CaGDL 17 к AnMEGA 80 будет ниже надежности фиксации посредством адгезии, обусловленной затвердеванием клеящего вещества, однако достаточной для предотвращения изменения положения CaGDL 17 при транспортировке MEGA 18 с этапа T140 на этап T150.
[0039] Далее повторяют операции изготовления одиночной ячейки 100 до этапа Т150, и полученные одиночные ячейки 100 укладывают друг на друга (этап Т160), заполняя тем самым топливный элемент.
[0040] В раскрытой выше конфигурации топливного элемента, согласно данному варианту осуществления, лист 60 полимера расположен между CaGDL 17 и каркасом 20 из полимера с одной стороны и MEA 10 с другой стороны таким образом, чтобы он заполнял пространство между внутренней периферийной поверхностью каркаса 20 из полимера и внешней периферийной поверхностью CaGDL 17. То есть, лист 60 полимера расположен таким образом, чтобы накрыть пустое пространство MEA 10 через клеевой слой 62. Как было раскрыто выше, поскольку пустое пространство MEA 10 физически усилено листом 60 полимера, можно предотвратить снижение срока службы MEA 10 даже в том случае, если напряжения будут сконцентрированы в пустом пространстве MEA 10. К примерам случаев, в которых напряжения концентрируются в пустом пространстве MEA 10, относится случай, в котором температура топливного элемента изменяется, а каркас 20 из полимера расширяется или сжимается, случай, в котором электролитная мембрана 12 многократно разбухает и высыхает во время выработки энергии топливным элементом или иных подобных процессов, и случай, в котором жидкая вода замерзает внутри или снаружи электролитной мембраны 12. В отличие от части, помещенной между каркасом 20 из полимера или CaGDL 17 и AnGDL 15 и, тем самым, защищена от изменения формы, пустое пространство подвержено концентрации напряжений, однако армирование части позволяет повысить срок службы топливного элемента в целом.
[0041] Кроме того, в топливном элементе, согласно данному варианту осуществления, лист 60 полимера находится в пустом пространстве MEA 10, что позволяет предотвратить контакт химического вещества, проникающего из среды вне одиночной ячейки 100, с MEA 10 и обеспечить химическую защиту MEA 10. Здесь и далее будет раскрыт пример с химической защитой MEA 10.
[0042] На ФИГ. 5 схематично изображено поперечное сечение схематичной конфигурации одиночной ячейки 100а в качестве сравнительного примера. Конфигурация одиночной ячейки 100a аналогична одиночной ячейке 100, согласно первому варианту осуществления, за исключением того, что одиночная ячейка не содержит листа 60 полимера. Поэтому совпадающие части имеют те же ссылочные обозначения, что и одиночная ячейка 100. На ФИГ. 5 изображено поперечное сечение в положении, аналогичном ФИГ. 2. В процессе формирования клеевого слоя 62 возможно образование пузыря в клеевом слое 62. Кроме того, во время нанесения клеящего вещества может оказаться, что одна из частей не будет покрыта клеящим веществом, будет иметь относительно малую толщину наносимого клеящего вещества или иметь иные подобные отклонения. В результате в клеевом слое 62 возникает мелкий дефект 63. Мелкий дефект приводит к тому, что поверхность электролитной мембраны 12 и внешняя поверхность клеевого слоя 62 будут взаимодействовать друг с другом, как показано на ФИГ. 5. Кроме того, на клеевом слое 62 формируется канал для окислительного газа, а снаружи в канал для окислительного газа может подаваться мелкодисперсное инородное вещество на основе железа. Известно, что при выработке электроэнергии топливным элементом в результате побочного продукта электрохимической реакции образуется перекись водорода, из которой в дальнейшем образуется радикал, например, гидроксильный радикал. Такой радикал вызывает реакцию, разлагающую полимерный электролит, образующий электролитную мембрану 12, что может привести к разрушению электролитной мембраны 12. Как было раскрыто выше, при наличии инородного вещества на основе железа во внутреннем канале для окислительного газа протекает химическая реакция, при которой из перекиси водорода с использованием в качестве катализатора двухвалентного железа образуется гидроксильный радикал (реакция Фентона), что способствует образованию гидроксильного радикала. В данном варианте осуществления дефект 63 в клеевом слое 62 покрыт листом 60 полимера, что позволяет предотвратить контакт инородного вещества на основе железа или иного подобного вещества, служащего катализатором, с MEA 10, а также образование гидроксильного радикала и износ электролитной мембраны 12.
[0043] Здесь и далее будет раскрыт результат подтверждения эффективности листа 60 полимера при обеспечении химической защиты. Поскольку топливные элементы отличаются только наличием или отсутствием листа 60 полимера, была изготовлена одиночная ячейка 100, соответствующая ФИГ. 2, и одна одиночная ячейка 100a, соответствующая ФИГ. 5. При этом в одиночной ячейке 100а сравнительного примера после образования клеевого слоя 62 под оптическим микроскопом наблюдался клеевой слой 62, в котором было обнаружено множество дефектов 63 диаметром примерно нескольких сотен микрометров. После этого мелкие частицы нержавеющей стали (SUS304, диаметр: 100 мкм) были использованы как инородное вещество на основе железа на дефектах 63, а отдельные ячейки 100а были соединены для получения топливного элемента, согласно сравнительному примеру. Напротив, в одиночной ячейке 100 мелкие частицы нержавеющей стали, раскрытой выше, в количестве, соответствующем одиночной ячейке 100a, были помещены на лист 60 полимера, в результате чего был получен топливный элемент. Кроме того, в каждый из топливных элементов подавали топливный и окислительный газ, что приводило к выработке электроэнергии.
[0044] Каждый из топливных элементов был помещен в аппарат, способный регулировать температуру, вырабатывал энергию, подвергался экспериментальным циклам «горячий/холодный» и эксперименту по ускорению износа. В рамках «горячего/холодного цикла» температуру топливного элемента при выработке электроэнергии повышали и понижали с постоянной частотой от -30°С до температуры, на 10°С превышающую среднюю рабочую температуру топливного элемента в нормальных условиях выработки электроэнергии, а также периодически проверяли возможность утечки газа из электролитной мембраны 12. В эксперименте по ускорению износа топливный элемент непрерывно вырабатывал энергию при постоянной температуре ускорения, превышающей среднюю рабочую температуру топливного элемента в нормальных условиях выработки электроэнергии, и периодически выполнялась проверка утечки газа из электролитной мембраны 12. Состояние утечки газа из электролитной мембраны 12 определяли по одновременному протеканию водорода по внутреннему каналу для топливного газа и азота по внутреннему каналу для окислительного газа, и измерением количества водорода, пропущенного по внутреннему каналу для окислительного газа. В результате удалось определить момент, в который утечка газа быстро нарастала по мере прогрессирования износа электролитной мембраны 12. Как в эксперименте с горячим/холодным циклом, так и в эксперименте с ускорением износа в одиночной ячейке 100, содержащей лист 60 полимера, удалось замедлить рост утечки газа в 1,6 раза по сравнению с одиночной ячейкой 100а в сравнительном примере (данные не показаны).
Второй вариант осуществления
[0045] На ФИГ. 6A, ФИГ. 6B и ФИГ. 7 изображены пояснительные виды конфигурации устройства, используемого при соединении листа 60 полимера с внутренней периферийной частью каркаса 20 из полимера способом ультразвуковой сварки на этапе T120, см. ФИГ. 3. Ультразвуковая сварка каркаса 20 для полимера и листа 60 полимера выполняют раскрытым ниже образом. Область, в которой внутренняя периферийная часть каркаса 20 из полимера и внешняя периферийная часть листа 60 полимера накладываются друг на друга, помещают между ультразвуковым излучателем 74 (далее излучателем 74) и зажимным устройством 70 с участком 76 подавления прилипания, расположенной между ультразвуковым излучателем и зажимным устройством, причем ультразвуковые колебания передаются на каркас 20 из полимера и лист 60 полимера от излучателя 74. Здесь и далее операции соединения каркаса 20 из полимера и листа 60 полимера ультразвуковой сваркой на этапе Т120 будут раскрыты как второй вариант осуществления изобретения со ссылкой на ФИГ. 6A, ФИГ. 6B и ФИГ. 7.
[0046] На ФИГ. 6A изображен план, на котором лист 60 полимера и каркас 20 из полимера помещены в указанном порядке в зажимное устройство 70 таким образом, чтобы внутренняя периферийная часть каркаса 20 из полимера и внешняя периферийная часть листа 60 полимера накладывались друг на друга. На ФИГ. 6B изображено поперечное сечение, выполненное вдоль линии разреза VIB-VIB на ФИГ. 6А. Как показано на ФИГ. 6B, на верхней поверхности зажимного устройства 70 имеется участок 71 перепада высот для позиционирования листа 60 полимера, и лист 60 полимера позиционируют относительно зажимного устройства 70, размещая его вдоль участка 71 перепада высот. Кроме того, зажимное устройство 70 содержит несколько (два на ФИГ. 6A и ФИГ. 6B) установочных штифтов 72, а каркас 20 из полимера содержит установочные отверстия в положениях, соответствующих установочным штифтам 72. Каркас 20 из полимера располагают на зажимном устройстве 70, а установочные штифты 72 вставляют в установочные отверстия, позиционируя каркас 20 из полимера относительно зажимного устройства 70.
[0047] На ФИГ. 7 в увеличенном виде изображена область, обозначенная как область VII на поперечном сечении ФИГ. 6B. На ФИГ. 7 изображен вид излучателя 74, впоследствии прижимаемого к области, в которой каркас 20 из полимера и лист 60 полимера накладываются друг на друга. Форма излучателя 74 соответствует форме места установки, в котором сваривают друг с другом каркас 20 из полимера и лист 60 полимера. Место установки может иметь, например, прямоугольную форму, проходящую без разрывов вдоль внутренней периферийной поверхности каркаса 20 из полимера, или же может быть предусмотрено несколько точечных мест установки.
[0048] Как показано на ФИГ. 7, в данном варианте осуществления на зажимном устройстве 70 участок 76 подавления прилипания располагается в области, содержащей участок, обращенный к излучателю 74 в направлении, в котором каркас 20 из полимера и лист 60 полимера накладываются друг на друга. Участок подавления прилипания предотвращает адгезию между расплавленным термопластичным полимером и зажимным устройством 70. Участок 76 подавления прилипания предназначен для предотвращения адгезии между расплавленным термопластичным полимером и зажимным устройством 70 и может состоять, например, из нечувствительного к давлению адгезивного фтор-каучука, в частности, политетрафторэтилена (PTFE), сополимера тетрафторэтилена и гексафторпропилена (FEP), сополимера этилентетрафторэтилена (ETFE) и других веществ. Материал, образующий участок 76 подавления прилипания, должен иметь температуру плавления, превышающую температуру листа 60 полимера, установленного на зажимное устройство 70 в качестве монтажной мишени, достигаемую во время ультразвуковой сварки, причем учитывая высокую температуру плавления желательно использовать PTFE. Участок 76 подавления прилипания может быть получен, например, путем предварительного приклеивания листа, сформированного из соответствующего материала, к зажимному устройству 70. В альтернативном варианте участок 76 подавления прилипания может быть сформирован путем предварительного нанесения соответствующего материала на зажимное устройство 70.
[0049] В такой конфигурации можно предотвратить прилипание термопластичного полимера, образующего лист 60 полимера, к зажимному устройству 70, даже если термопластичный полимер расплавляется во время установки каркаса 20 из полимера и листа 60 полимера способом ультразвуковой сварки. Поэтому, например, при снятии листа 28 каркаса с зажимного устройства 70 после сборки предотвращают прилипание листа 28 каркаса к зажимному устройству 70, и возможно предотвратить повреждение листа 28 каркаса, обусловленное снятием листа 28 каркаса, прилипшего к устройству.
[0050] Во втором варианте осуществления участок 76 подавления прилипания расположен на зажимном устройстве 70, но также участок 76 подавления прилипания может быть предусмотрен на излучателе 74 дополнительно к такой конфигурации или вместо нее. Как правило, распределение температуры становится более высоким по мере удаления зажимного устройства 70 от излучателя 74; тем не менее, если полимер расплавляется на излучателе 74, предпочтительно, чтобы на излучателе 74 был предусмотрен участок 76 подавления прилипания.
[0051] Кроме того, во втором варианте осуществления, когда каркас 20 из полимера и лист 60 полимера расположены на зажимном устройстве 70, каркас 20 из полимера и лист 60 полимера накладывают таким образом, чтобы лист 60 полимера располагался на зажимном устройстве 70, однако такая конфигурация может изменяться. Каркас 20 из полимера и лист 60 полимера могут быть наложены таким образом, чтобы каркас 20 из полимера находился со стороны зажимного устройства 70, в то время как участок 76 подавления прилипания мог быть расположен между зажимным устройством 70 и каркасом 20 из полимера.
Третий вариант осуществления
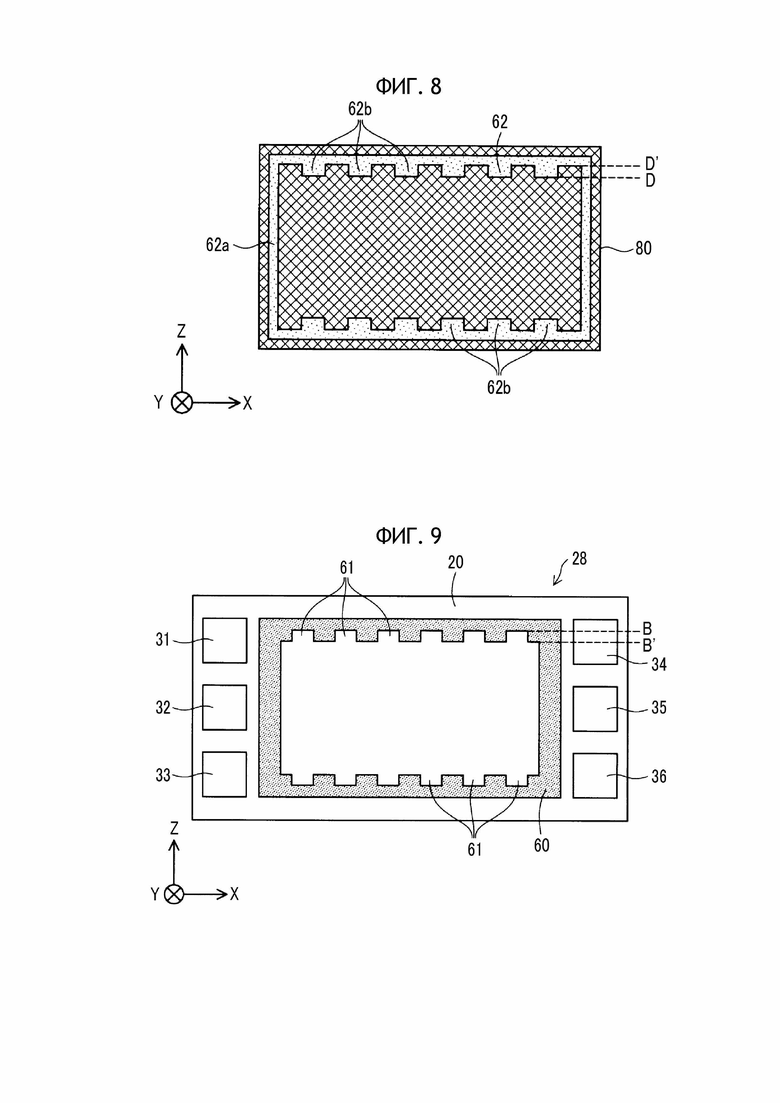
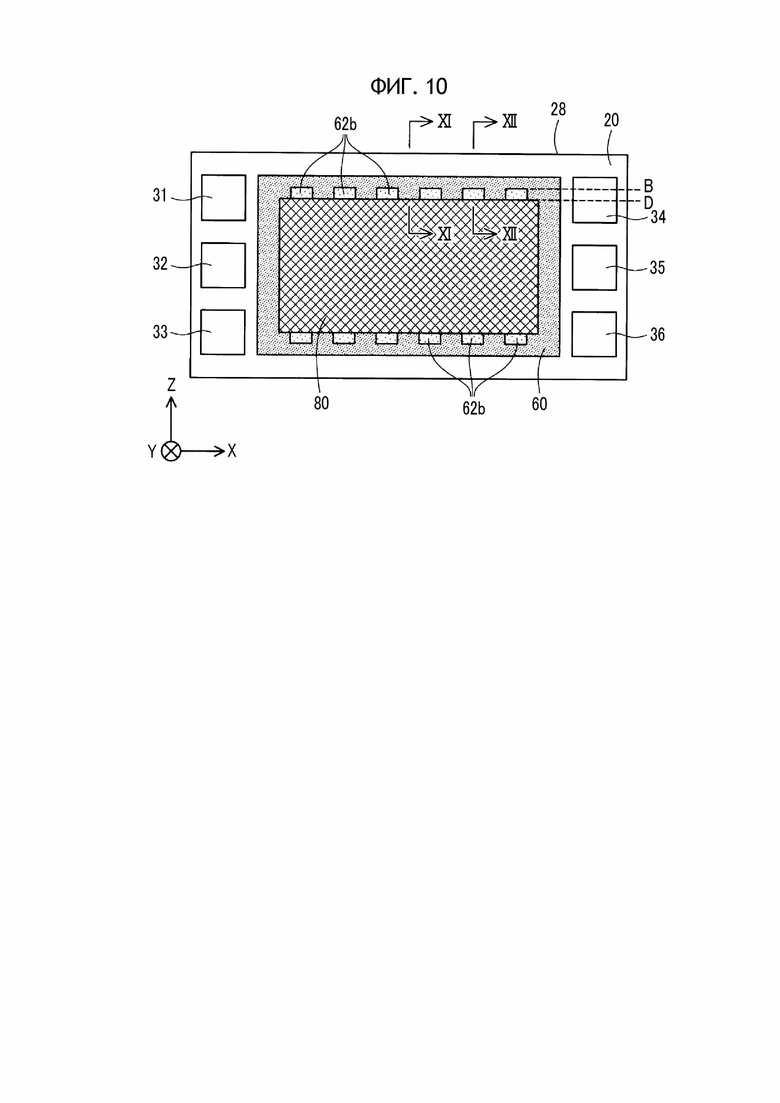
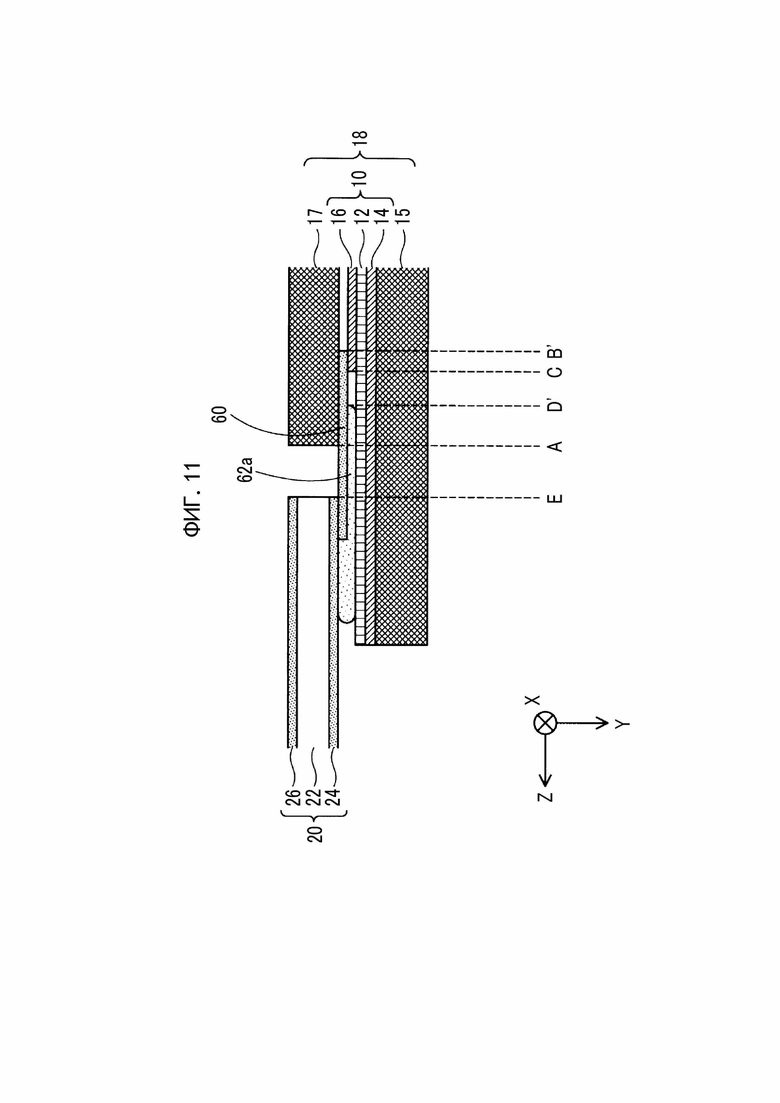
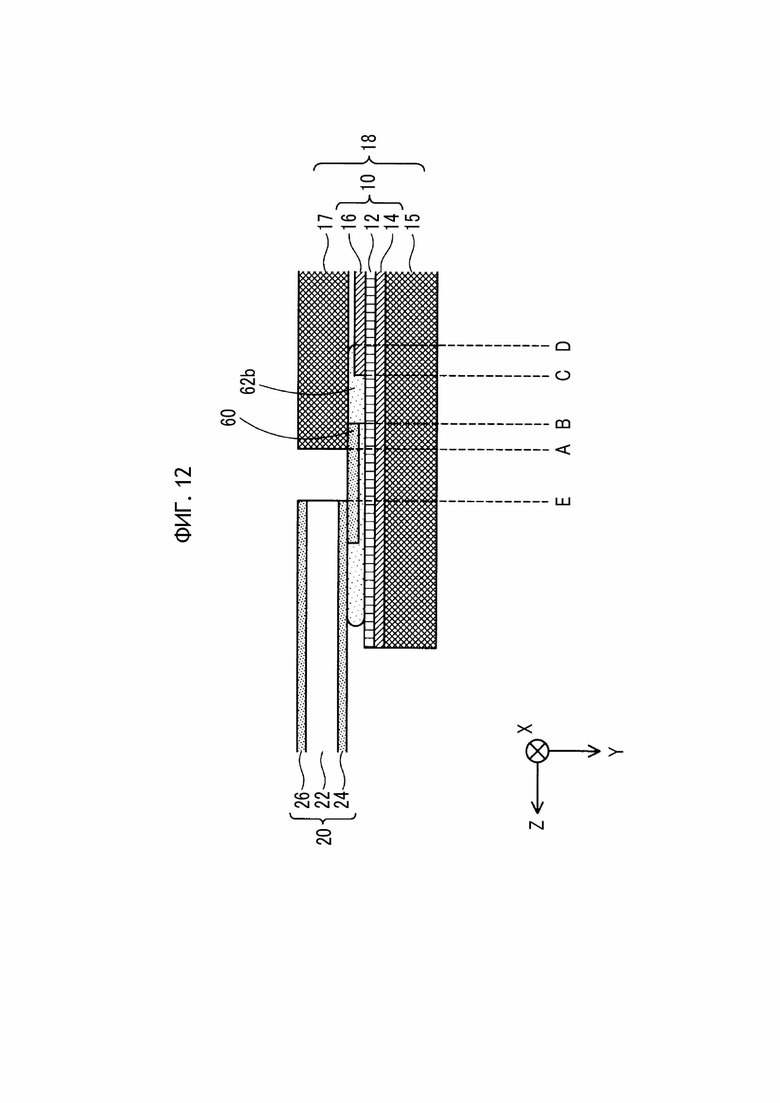
[0052] На ФИГ. 8 в плане изображен результат нанесения клеящего вещества, образующего клеевой слой 62, на AnMEGA 80 на этапе T130 процесса изготовления топливного элемента, согласно третьему варианту осуществления. На ФИГ. 9 в плане изображен лист 28 каркаса, изготовленный на этапе Т120. На ФИГ. 10 в плане изображен результат склеивания AnMEGA 80 и листа 28 каркаса друг с другом на этапе T130. Кроме того, на ФИГ. 11 схематично показано сечение вдоль линии разреза XI-XI на ФИГ. 10, а на ФИГ. 12 схематично изображено сечение вдоль линии разреза XII-XII на ФИГ. 10. На ФИГ. 10 изображен вид перед укладкой CaGDL 17, а на ФИГ. 11 и Ф ИГ. 12 – вид после укладки CaGDL 17, что облегчает понимание взаимного расположения отдельных частей. Конфигурация топливного элемента согласно третьему варианту осуществления аналогична конфигурации топливного элемента согласно первому варианту осуществления за тем исключением, что форма листа 60 полимера и форма клеевого слоя 62 различаются, а топливный элемент изготавливают таким же способом. В третьем варианте осуществления части, совпадающие с первым вариантом осуществления, имеют такие же ссылочные обозначения, а совпадающие этапы изготовления обозначены одним и тем же порядковым номером.
[0053] Как показано на ФИГ. 8, в топливном элементе, согласно третьему варианту осуществления, клеевой слой 62, покрывающий AnMEGA 80, содержит часть 62a в форме рамы и несколько выступающих частей 62b. Часть в форме рамы имеет форму прямоугольной рамы. Выступающие части имеют ширину, превышающую ширину части 62a в форме рамы, и выступают в направлении центра AnMEGA 80 (далее также называемого «центральной частью») из тех участков части 62a в форме рамы, которые ориентированы в направлении X. Кроме того, как показано на ФИГ. 9, лист 60 полимера, согласно третьему варианту осуществления, содержит несколько вырезов 61 во внутренних периферийных частях участков, ориентированных в направлении Х. Как показано на ФИГ. 10, когда AnMEGA 80 и лист 28 каркаса накладывают друг на друга и склеивают друг с другом, на выступающие части 62b клеевого слоя 62, соответственно, оказывается воздействие через вырезы 61 листа 60 полимера.
[0054] Поперечное сечение XI-XI на ФИГ. 10, показанное на ФИГ. 11, представляет собой поперечное сечение в месте, в котором отсутствует вырез 61 в листе 60 полимера. В таком сечении, как показано на ФИГ. 11, внутренняя периферийная часть листа 60 полимера и внешняя периферийная часть катода 16 накладываются друг на друга. Кроме того, в сечении на ФИГ. 11 показана часть 62а в форме рамы в клеевом слое 62, а внутренняя периферийная поверхность части 62а в форме рамы расположена с внешней периферийной стороны (сторона в направлении Z на сечении ФИГ. 11) внутренней периферийной поверхности листа 60 полимера. На ФИГ. 11, если смотреть в направлении укладки слоев, позицию, перекрывающая внутреннюю периферийную поверхность листа 60 полимера, называют «позицией B′», а позицию, перекрывающую внутреннюю периферийную поверхность клеевого слоя 62 – «позицией D’». Позиции «B’» и «D’» также показаны на ФИГ. 8 и ФИГ. 9.
[0055] В поперечном сечении на ФИГ. 11 наложение внутренней периферийной части листа 60 полимера и внешней периферийной части катода 16, то есть длина участка между позициями «C» и «B′» должна быть определена в зависимости от точности позиционирования при изготовлении одиночной ячейки 100 таким образом, чтобы лист 60 полимера покрывал всю первую область воздействия мембраны MEA 10 (область, в которой область воздействия накладывается на CaGDL 17 в направлении укладки слоев). Кроме того, в поперечном сечении на ФИГ. 11 внутренняя периферийная часть клеевого слоя 62 должна быть покрыта листом 60 полимера. Поэтому может быть предусмотрена возможность расширения клеевого слоя 62 к центральной части таким образом, чтобы внутренняя периферийная поверхность клеевого слоя соприкасалась с катодом 16 или позицией «D′», относящейся к внутренней периферийной поверхности клеевого слоя 62, или же клеевой слой может быть расположен на внешней периферийной стороне (сторона в направлении Z в поперечном сечении на ФИГ. 11) позиции A, относящейся к внешней периферийной поверхности CaGDL 17.
[0056] Поперечное сечение XII-XII на ФИГ. 10, показанное на ФИГ. 12, представляет собой поперечное сечение в месте, в котором выполнен вырез 61 в листе 60 полимера. В таком поперечном сечении (см. ФИГ. 12) показана выступающая часть 62b в клеевом слое 62, внутренняя периферийная поверхность (позиция D) выступающей части 62b расположена со стороны центральной части (сторона в отрицательном направлении оси Z в поперечном сечении на ФИГ. 12) внутренней периферийной поверхности (позиция B) листа 60 полимера, а внутренняя периферийная часть клеевого слоя 62 и внешняя периферийная часть катода 16 накладываются друг на друга. Позиции «B» и «D» также показаны на ФИГ. 8 и ФИГ. 9.
[0057] В поперечном сечении на ФИГ. 12 наложение внутренней периферийной части клеевого слоя 62 и катода 16, то есть длина участка между позициями «C» и «D» должна быть определена в зависимости от точности позиционирования при изготовлении одиночной ячейки 100 таким образом, чтобы клеевой слой 62 покрывал всю первую область воздействия мембраны MEA 10 (область, в которой область воздействия накладывается на CaGDL 17 в направлении укладки слоев). Длина участка между позициями «C» и «D» на ФИГ. 12 может быть равна длине участка между позициями «C» и «B′» на ФИГ. 11 или отличаться от нее. В данном варианте осуществления длина участка между позициями «C» и «D» на ФИГ. 12 равна длине участка между позициями «C» и «B′» на ФИГ. 11. Кроме того, в поперечном сечении на ФИГ. 12 наложение внутренней периферийной части листа 60 полимера и CaGDL 17, то есть длина участка между позициями «А» и «B» может быть определена, аналогично первому варианту осуществления, в зависимости от точности позиционирования при изготовлении одиночной ячейки 100 таким образом, чтобы лист 60 полимера покрывал пустое пространство (часть MEA 10, покрывающая зазор между внутренней периферийной поверхностью каркаса 20 из полимера и внешней периферийной поверхностью CaGDL 17 в направлении укладки слоев) без зазора.
[0058] В такой конфигурации CaGDL 17 можно соединить с AnMEGA 80 с помощью выступающих частей 62b клеевого слоя 62, воздействие на которые осуществляется через вырезы 61 листа 60 полимера. Таким образом, можно предотвратить изменение положения CaGDL 17 при транспортировке MEGA 18 с этапа T140 на этап T150. Кроме того, клеевой слой 62, согласно настоящему варианту осуществления, покрыт листом 60 полимера, за исключением мест, открытых через вырезы 61. Таким образом, можно предотвратить испарение летучего компонента клеящего вещества, образующего клеевой слой 62, при повышении температуры на этапе производства или выработки энергии топливным элементом, а также снижение производительности топливного элемента вследствие присоединения летучего компонента к слою катализатора, например, катоду 16. В частности, в данном варианте осуществления вырезы 61, открывающие части клеевого слоя 62, предусмотрены на тех участках, которые выходят в направлении Х на внутреннюю периферийную поверхность листа 60 полимера. То есть вырезы 61 предусмотрены на участках, удаленных от участков вблизи коллекторных отверстий, участвующих в передаче реакционного газа, и проходят в направлении Z на внутреннюю периферийную поверхность листа 60 полимера. Таким образом, можно усилить эффект предотвращения смешивания летучего компонента клеящего вещества с реакционным газом и присоединения к слою катализатора.
[0059] Экспериментально подтверждено, что при воздействии на клеевой слой 62 через вырезы 61 можно предотвратить изменение положения CaGDL 17 при транспортировке MEGA 18. В результате было подтверждено, что даже если доля общей площади клеевого слоя 62, подвергнутого воздействию через вырезы 61, во всей площади первой области воздействия мембраны (области, в которой область воздействия перекрывает CaGDL 17 в направлении укладки слоев) MEA 10 равна 30%, можно обеспечить адгезию, достаточную для предотвращения изменения положения CaGDL 17 при транспортировке (данные не показаны).
[0060] Кроме того, в топливном элементе, согласно третьему варианту осуществления, за исключением выступающих частей 62b, воздействие на которые осуществляется через вырезы 61, клеевой слой 62 представляет собой часть 62a в форме рамы, образованную таким образом, чтобы ее ширина была меньше ширины выступающих частей 62b (длина меньше в направлении Z в сечениях на ФИГ. 11 и ФИГ. 12). То есть в области, в которой клеевой слой 62 не участвует в соединении MEA 10 и CaGDL 17 в первой области воздействия мембраны MEA 10, имеется область, покрытая листом 60 полимера, но не содержащая образовавшегося в ней клеевого слоя 62. Таким образом, можно сократить количество используемого клеящего вещества, так как соединение MEA 10 и CaGDL 17 обеспечивается клеевым слоем 62, как раскрыто выше. Клеевой слой 62 может также иметь постоянную ширину (увеличенную длину по оси Z), в результате чего внутренняя периферийная поверхность клеевого слоя 62 достигает позиции D на всех участках клеевого слоя 62, ориентированных в направлении X, показанном на ФИГ. 8. Даже в такой конфигурации можно обеспечить соединение MEA 10 и CaGDL 17 клеевым слоем 62, проходящим через вырезы 61, и предотвратить выделение летучего компонента из клеевого слоя 62 за счет покрытия клеевого слоя 62 листом 60 полимера.
[0061] Кроме того, в данном варианте осуществления соединение MEA 10 и CaGDL 17 обеспечивается клеевым слоем 62, который подвергается воздействию через вырезы 61 листа 60 полимера. Поэтому для соединения MEA 10 и CaGDL 17 нет необходимости формировать клеевой слой 62 таким образом, чтобы он расширялся к центральной части более, чем к торцевой части со стороны центральной части во внутренней периферийной части листа 60 полимера. Поэтому клеевой слой 62, вытянутый в сторону центральной части, не сужает область в MEA 10, в которой протекает электрохимическая реакция, и не снижает производительность аккумулятора.
[0062] Структура, предусмотренная в листе 60 полимера для воздействия на клеевой слой 62, не обязательно должна представлять собой вырезы 61, а пустое пространство, проникающее в лист 60 полимера в направлении укладки и позволяющее ввести в него клеящее вещество, может быть образована в части, перекрывающей первую область воздействия мембраны в MEA 10, клеевой слой 62 и CaGDL 17 в направлении укладки слоев. В качестве такого пустого пространства можно использовать различные аспекты, например, сквозное отверстие или прорезь в листе 60 полимера.
Другие варианты осуществления
[0063] В каждом из вариантов осуществления участки клеевого слоя 62, не покрытые листом 60 полимера, расположены в первой области воздействия мембраны MEA 10, а CaGDL 17 присоединяется к AnMEGA 80 посредством участков, однако конфигурация также может изменяться. При условии, что изменение положения CaGDL 17 при транспортировке MEGA 18 остается в допустимом диапазоне, участки клеевого слоя 62, не покрытые листом 60 полимера, могут отсутствовать, а позиция B, относящаяся к внутренней периферийной поверхности листа 60 полимера, может быть расположена со стороны центральной части позиции C, относящейся к внешней периферийной поверхности катода 16.
[0064] В каждом из вариантов осуществления каркас 20 из полимера имеет трехслойную структуру, в которой внутренний слой 22 помещен между первым клеевым слоем 24 и вторым клеевым слоем 26, изготовленными из термопластичного полимера, обладающего адгезионными свойствами, и лист полимера изготовлен из термопластичного полимера, однако конфигурация также может изменяться. Например, при условии, что первый клеевой слой 24 обеспечивает достаточную адгезию, лист 60 полимера может быть изготовлен из полимера, отличающегося от термопластичного полимера. В альтернативном варианте, если адгезия между каркасом 20 из полимера и листом 60 полимера и адгезия между каркасом 20 из полимера и сепараторами 40, 50 газов осуществляется иным способом, например, с помощью клеящего вещества, каркас 20 из полимера может не содержать слоя клеящего полимера на поверхности.
[0065] В каждом из вариантов осуществления, как показано на ФИГ. 2, анод 14 и AnGDL 15 имеют размер, превышающий размер катода 16 и CaGDL 17, и расположены таким образом, чтобы проходить от внешней периферийной поверхности катода 16 и CaGDL 17, однако конфигурация также может отличаться. Например, на ФИГ. 2 соотношение размеров анода 14 и AnGDL 15, с одной стороны, и катода 16 и CaGDL 17, с другой стороны может быть изменено путем переключения анода 14 и AnGDL 15, а также катода 16 и CaGDL 17.
[0066] Предпочтительные варианты осуществления настоящего изобретения раскрыты выше, однако они не носят ограничительного характера. Например, технические характеристики вариантов осуществления, соответствующие техническим характеристикам в каждом аспекте, раскрытом в разделе сущности изобретения, могут быть соответствующим образом заменены или объединены для устранения части или всех проблем или для достижения части или всех эффектов. Кроме того, технические характеристики могут быть при необходимости удалены, если технические характеристики не указаны как обязательные в данной спецификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА И ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2019 |
|
RU2714695C1 |
| ЯЧЕЙКА ТОПЛИВНОГО ЭЛЕМЕНТА | 2020 |
|
RU2740133C1 |
| ЯЧЕЙКА ТОПЛИВНОГО ЭЛЕМЕНТА | 2020 |
|
RU2739419C1 |
| ГАЗОДИФФУЗИОННЫЙ СЛОЙ, ЭЛЕКТРОХИМИЧЕСКИЙ ЭЛЕМЕНТ С ТАКИМ ГАЗОДИФФУЗИОННЫМ СЛОЕМ, А ТАКЖЕ ЭЛЕКТРОЛИЗЕР | 2015 |
|
RU2652637C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2020 |
|
RU2730910C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2328060C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВОЗДУХА В ОБИТАЕМЫХ ГЕРМЕТИЧНЫХ ОБЪЕКТАХ ОТ ВРЕДНЫХ ПРИМЕСЕЙ | 2012 |
|
RU2491109C1 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ СЕПАРАТОРА ПОЛИМЕРНО-ЭЛЕКТРОЛИТНОГО ТОПЛИВНОГО ЭЛЕМЕНТА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПОЛИМЕРНО-ЭЛЕКТРОЛИТНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2556077C1 |
| ТИТАНОВЫЙ ПРОДУКТ, СЕПАРАТОР И ТОПЛИВНЫЙ ЭЛЕМЕНТ С ПРОТОНООБМЕННОЙ МЕМБРАНОЙ, А ТАКЖЕ СПОСОБ ПРОИЗВОДСТВА ТИТАНОВОГО ПРОДУКТА | 2016 |
|
RU2660484C1 |
| ГАЗОДИФФУЗИОННАЯ СРЕДА ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА, МЕМБРАННО-ЭЛЕКТРОДНЫЙ БЛОК И ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2561720C1 |
Изобретение относится к топливному элементу и способу его изготовления. Топливный элемент содержит узел мембранных электродов с электродами, расположенными на обеих поверхностях электролитной мембраны, газодиффузионный слой, уложенный на одну из поверхностей узла мембранных электродов, каркас из полимера, установленный на одну из поверхностей узла мембранных электродов таким образом, чтобы он окружал внешнюю периферийную поверхность газодиффузионного слоя на некотором удалении от внешней периферийной поверхности газодиффузионного слоя, и лист полимера, расположенный между газодиффузионным слоем и каркасом из полимера с одной стороны и узлом мембранных электродов с другой стороны с целью заполнения промежутка между внутренней периферийной поверхностью каркаса из полимера и внешней периферийной поверхностью газодиффузионного слоя. Техническим результатом является повышение срока службы узла мембранных электродов. 2 н. и 3 з.п. ф-лы, 16 ил.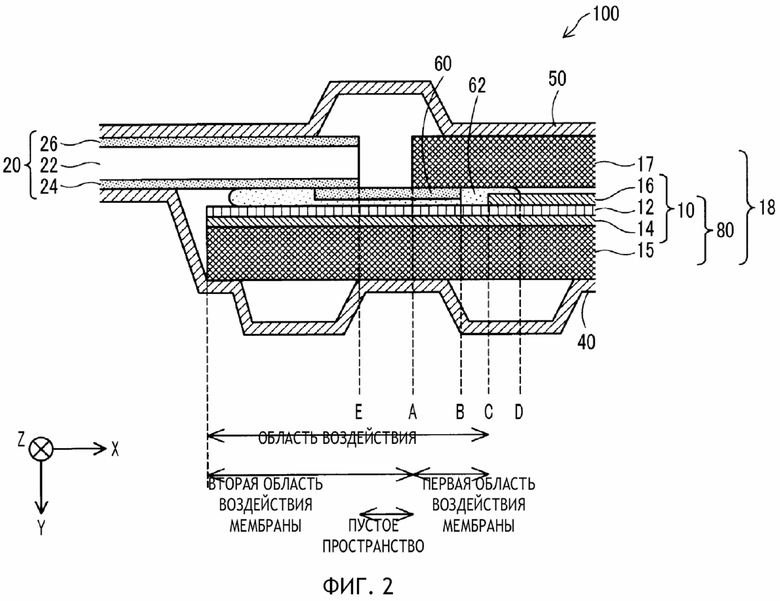
1. Топливный элемент, содержащий:
узел мембранных электродов, в котором электроды расположены на обеих поверхностях электролитной мембраны;
газодиффузионный слой, уложенный на первую поверхность узла мембранных электродов;
каркас из полимера, установленный на первую поверхность узла мембранных электродов таким образом, чтобы он окружал внешнюю периферийную поверхность газодиффузионного слоя на некотором удалении от внешней периферийной поверхности газодиффузионного слоя; и
лист полимера, расположенный между газодиффузионным слоем и каркасом из полимера с одной стороны, и узлом мембранных электродов с другой стороны с целью заполнения промежутка между внутренней периферийной поверхностью каркаса из полимера и внешней периферийной поверхностью газодиффузионного слоя.
2. Топливный элемент по п. 1, дополнительно содержащий клеевой слой, выполненный из клеящего вещества, проложенного между каркасом из полимера, листом полимера, газодиффузионным слоем и узлом мембранных электродов, в котором:
область узла мембранных электродов, перекрывающая внешнюю периферийную часть газодиффузионного слоя, содержит область воздействия мембраны, в которой электрод не располагается на первой поверхности узла мембранных электродов; и
лист полимера содержит часть, перекрывающую область воздействия мембраны в узле мембранных электродов, клеевой слой и газодиффузионный слой в направлении укладки газодиффузионного слоя, причем эта часть содержит пустое пространство, проникающее в лист полимера в направлении укладки и позволяющее ввести в это пустое пространство клеящее вещество.
3. Топливный элемент по п. 2, в котором:
область воздействия мембраны в узле мембранных электродов покрыта, по меньшей мере, слоем клеящего вещества или листом полимера; и
в области воздействия мембраны в узле мембранных электродов часть, покрытая листом полимера, содержит область, в которой отсутствует клеевой слой.
4. Топливный элемент по одному из пп. 1-3, дополнительно содержащий два сепаратора газов, между которыми помещена структура, содержащая узел мембранных электродов, газодиффузионный слой, каркас из полимера и лист полимера, в котором:
каркас из полимера содержит слои клеящего полимера для приклеивания сепараторов газов к обеим поверхностям каркаса из полимера, причем слой клеящего полимера представляет собой слой, содержащий термопластичный полимер, обладающий адгезионной способностью; и
лист полимера изготовлен из термопластичного полимера.
5. Способ производства топливного элемента по п. 4, содержащий следующие этапы:
помещение области, в которой внутренняя периферийная часть каркаса из полимера и внешняя периферийная часть листа полимера накладываются друг на друга, между слоями с применением ультразвукового излучателя и зажимного устройства, причем участок подавления прилипания, выполненный с возможностью подавления прилипания расплавленного термопластичного полимера, помещен между ультразвуковым излучателем и зажимным устройством; и
передача ультразвуковых колебаний от ультразвукового излучателя на каркас из полимера и лист полимера с целью ультразвуковой сварки каркаса из полимера и листа полимера.
| JP2019110041 A, 04.07.2019 | |||
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2496186C1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ И БАТАРЕЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2328060C1 |
| US6207310 B1, 27.03.2001. | |||

