ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение относится к газодиффузионной среде, которую соответствующим образом используют для топливного элемента, в частности для топливного элемента с полимерным электролитом. Более конкретно, настоящее изобретение относится к газодиффузионной среде, которая обладает превосходными характеристиками противозатопления, противозакупоривания и противовысыхания и способна проявлять высокие эксплуатационные характеристики элемента в широком температурном диапазоне от низких до высоких температур и обладает превосходными механическими свойствами, электропроводностью и теплопроводностью.
УРОВЕНЬ ТЕХНИКИ
[0002] Топливный элемент с полимерным электролитом, в котором на анод и катод подаются соответственно водородсодержащий топливный газ и кислородсодержащий окисляющий газ, а электродвижущая сила генерируется за счет биполярной электрохимической реакции, обычно выполняют посредством последовательного ламинирования биполярной пластины, газодиффузионной среды, катализаторного слоя, электролитной мембраны, катализаторного слоя, газодиффузионной среды и биполярной пластины. Газодиффузионная среда должна иметь высокую способность к диффузии газа для того, чтобы позволять подаваемому из биполярной пластины газу диффундировать в катализатор, и высокое свойство дренажа для стекания образующейся при электрохимической реакции воды к биполярной пластине, а также высокой электропроводностью для отведения генерируемого электрического тока, и широко используют материалы основы электрода, состоящие из углеродных волокон и т.п.
[0003] Однако известны следующие проблемы: (1) когда такой топливный элемент с полимерным электролитом работает при относительно низкой температуре ниже 70°C в области высокой плотности тока, в результате блокирования материала основы электрода образующейся в большом количестве жидкой водой и недостатка подачи топливного газа, происходит ухудшение эксплуатационных характеристик элемента (эта проблема далее называется «затоплением»); (2) когда такой топливный элемент с полимерным электролитом работает при относительно низкой температуре ниже 70°C в области высокой плотности тока, в результате блокирования проточного канала для потока газа (далее называемого «проточным каналом») биполярной пластины образующейся в большом количестве жидкой водой и недостатка подачи топливного газа, происходит моментальное ухудшение эксплуатационных характеристик элемента (эта проблема далее называется «закупориванием»); и (3) когда такой топливный элемент с полимерным электролитом работает при относительно высокой температуре 80°C или выше, в результате высыхания электролитной мембраны из-за диффузии водяного пара и снижения протонной проводимости, происходит ухудшение эксплуатационных характеристик элемента (эта проблема далее называется «высыханием»). Для того чтобы решить эти проблемы с (1) по (3), предпринимались различные попытки.
[0004] В патентном документе 1 предложена газодиффузионная среда, в которой на стороне катализаторного слоя материала основы электрода сформирована микропористая область, состоящая из технического углерода и гидрофобной смолы. Поскольку в топливном элементе, содержащем эту газодиффузионную среду, микропористая область имеет структуру с мелкими порами, обладающую водоотталкиванием, стекание жидкой воды в сторону катода сдерживают с тем, чтобы подавить склонность к затоплению. Кроме того, поскольку образующаяся вода оттесняется назад на сторону электролитной мембраны (далее это явление называется «обратной диффузией»), электролитная мембрана увлажняется, и проблема высыхания, таким образом, проявляет тенденцию к подавлению.
[0005] В патентных документах 2 и 3 предложены топливные элементы, содержащие газодиффузионную среду, в которой микропористая область, состоящая из технического углерода и гидрофобной смолы, сформирована на обеих сторонах материала основы электрода. Поскольку в этих топливных элементах, содержащих газодиффузионную среду, микропористая область на стороне биполярной пластины является гладкой и имеет сильное водоотталкивание, проточный канал не склонен удерживать жидкую воду, так что закупоривание подавляется. Кроме того, в результате облегчения обратной диффузии образующейся воды посредством микропористой области, сформированной на стороне катализаторного слоя, и ингибирования диффузии водяного пара посредством микропористой области, сформированной на стороне биполярной пластины, электролитная мембрана увлажняется и, таким образом, подавляется проблема высыхания.
[0006] В патентном документе 4 предложена газодиффузионная среда, в которой микропористая область, состоящая из технического углерода и гидрофобной смолы, сформирована на стороне катализаторного слоя материала основы электрода, причем эта микропористая область имеет форму островков или решетки. В топливном элементе, содержащем эту газодиффузионную среду, газ-реагент можно плавно подавать в катализаторный слой из пустот, не имеющих микропористой области.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
[0007] ПАТЕНТНЫЕ ДОКУМЕНТЫ
[Патентный документ 1] JP 2000-123842A
[Патентный документ 2] JP H9-245800A
[Патентный документ 3] JP 2008-293937A
[Патентный документ 4] JP 2004-164903A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0008] Однако в технологии согласно патентному документу 1 имеет место такая проблема, что затопление и высыхание все еще не в достаточной мере подавлены, а закупоривание не улучшено вовсе.
[0009] Кроме того, в технологиях согласно патентным документам 2 и 3 имеет место такая проблема, что возникает значимое затопление, поскольку дренажу воды из материала основы электрода к биполярной пластине препятствует микропористая область на стороне биполярной пластины.
[0010] Кроме того, технология согласно патентному документу 4 имеет проблему в отношении того, что из-за присутствия пустот, не имеющих микропористой области, обратная диффузия образующейся воды недостаточна, и поэтому вероятно возникновение высыхания. Кроме того, поскольку поверхность контакта между микропористой областью и катализаторным слоем не является гладкой, также имеет место такая проблема, что возрастает контактное электрическое сопротивление, и, таким образом, происходит снижение эксплуатационных характеристик элемента в диапазоне от низких до высоких температур.
[0011] Как описано выше, предложены различные технологии; вместе с тем, газодиффузионную среду, которая обладает превосходными характеристиками противозатопления и противозакупоривания, а также превосходной характеристикой противовысыхания, еще предстоит разработать.
[0012] Следовательно, задача настоящего изобретения состоит в том, чтобы предоставить газодиффузионную среду, которая имеет превосходные характеристики противозатопления, противозакупоривания и противовысыхания и способна проявлять высокие эксплуатационные характеристики элемента в широком температурном диапазоне от низких до высоких температур и имеет превосходные механические свойства, электропроводность и теплопроводность.
СРЕДСТВО РЕШЕНИЯ ПРОБЛЕМ
[0013] Авторы настоящего изобретения провели интенсивные исследования, обнаружив, что в газодиффузионной среде, в которой микропористая область сформирована на обеих сторонах материала основы электрода, посредством регулировки микропористой области на одной стороне для того, чтобы иметь умеренно малую долю площади, и микропористой области на другой стороне для того, чтобы иметь большую долю площади, ингибирование стекания из материала основы электрода можно предотвращать и таким образом можно сильно улучшать характеристику противозатопления без ослабления эффекта подавления закупоривания и высыхания. Посредством этого становится возможным достичь превосходных характеристик противозатопления, противозакупоривания и противовысыхания одновременно, тем самым выполняя настоящее изобретение.
[0014] Далее микропористую область на одной стороне материала основы электрода называют «микропористой областью [A]», а микропористую область на другой стороне материала основы электрода - «микропористой областью [B]».
[0015] Газодиффузионная среда в соответствии с настоящим изобретением характеризуется тем, что содержит микропористую область [A], материал основы электрода и микропористую область [B], которые расположены в указанном порядке, при этом микропористая область [A] имеет долю площади в диапазоне от 5 до 70%, а микропористая область [B] имеет долю площади в диапазоне от 80 до 100%.
[0016] На уровне техники обе стороны материала основы электрода целиком просто покрывают микропористой областью. Идея отдельной регулировки микропористой области на каждой стороне для того, чтобы достичь характеристик противозатопления, противозакупоривания и противовысыхания вместе, не была разработана и ее нельзя легко вывести.
[0017] Кроме того, в способе получения газодиффузионной среды в соответствии с настоящим изобретением используют следующие средства. То есть способ получения газодиффузионной среды в соответствии с настоящим изобретением представляет собой способ получения описанной выше газодиффузионной среды, причем этот способ характеризуется тем, что микропористую область [A] формируют посредством трафаретной печати или глубокой печати на поверхности материала основы электрода, противоположной поверхности с микропористой областью [B].
[0018] Для того чтобы решить описанные выше проблемы, мембранно-электродный блок в соответствии с настоящим изобретением содержит катализаторный слой на обеих сторонах электролитной мембраны и описанную выше газодиффузионную среду для топливного элемента на внешней стороне описанных выше катализаторных слоев, а топливный элемент в соответствии с настоящим изобретением содержит биполярную пластину на обеих сторонах описанного выше мембранно-электродного блока.
[0019] То есть настоящее изобретение имеет следующие элементы.
(1) Газодиффузионная среда для топливного элемента, содержащая микропористую область [A], материал основы электрода и микропористую область [B], которые расположены в указанном порядке, при этом микропористая область [A] имеет долю площади в диапазоне от 5 до 70%, а микропористая область [B] имеет долю площади в диапазоне от 80 до 100%.
(2) Газодиффузионная среда для топливного элемента по пункту (1), при этом микропористая область [A] образует рисунок.
(3) Газодиффузионная среда для топливного элемента по пункту (1) или (2), при этом микропористая область [A] состоит из совокупности линейных микропористых областей, которые имеют среднюю ширину линии от 0,1 до 5 мм.
(4) Газодиффузионная среда для топливного элемента по любому из пунктов с (1) по (3), при этом микропористая область [A] выполнена в форме полосок или в форме решетки.
(5) Способ получения газодиффузионной среды для топливного элемента по любому из пунктов с (1) по (4), при этом микропористую область [A] формируют посредством трафаретной печати или глубокой печати.
(6) Мембранно-электродный блок, содержащий катализаторный слой на обеих сторонах электролитной мембраны и газодиффузионную среду на внешней стороне описанных выше катализаторных слоев, при этом по меньшей мере одна из газодиффузионных сред представляет собой газодиффузионную среду по любому из пунктов с (1) по (4).
(7) Мембранно-электродный блок по пункту (6), при этом микропористая область [B] описанной выше газодиффузионной среды находится в контакте с описанным выше катализаторным слоем.
(8) Топливный элемент, содержащий биполярную пластину на обеих сторонах мембранно-электродного блока по пункту (7).
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0020] Газодиффузионная среда в соответствии с настоящим изобретением содержит микропористые области [A] и [B]; следовательно, она обладает высокими характеристиками противозакупоривания и противовысыхания. Также, поскольку доля площади микропористой области [A] находится в диапазоне от 5 до 70%, свойство дренажа из материала основы электрода является хорошим, и поэтому газодиффузионная среда имеет высокие характеристики противозатопления. Кроме того, поскольку в качестве материала основы электрода может использоваться углеродная бумага или тому подобное, газодиффузионная среда в соответствии с настоящим изобретением также имеет хорошую механическую прочность, электропроводность и теплопроводность. Посредством использования газодиффузионной среды в соответствии с настоящим изобретением высокие эксплуатационные характеристики элемента могут проявляться в широком температурном диапазоне от низких до высоких температур.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] [Фиг. 1] На фиг. 1 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 2] На фиг. 2 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 3] На фиг. 3 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 4] На фиг. 4 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 5] На фиг. 5 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 6] На фиг. 6 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 7] На фиг. 7 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 8] На фиг. 8 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 9] На фиг. 9 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 10] На фиг. 10 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 11] На фиг. 11 показан один из вариантов рисунка микропористой области [A] в соответствии с настоящим изобретением.
[Фиг. 12] На фиг. 12 показано схематическое изображение (вид в сечении), показывающее один из примеров строения газодиффузионной среды в соответствии с настоящим изобретением.
[Фиг. 13] На фиг. 13 показано схематическое изображение (вид сверху со стороны микропористой области [A]), показывающее один из примеров строения газодиффузионной среды в соответствии с настоящим изобретением.
[Фиг. 14] На фиг. 14 показано схематическое изображение (вид сверху со стороны микропористой области [A]), показывающее один из примеров строения газодиффузионной среды в соответствии с настоящим изобретением.
[Фиг. 15] На фиг. 15 показано схематическое изображение (вид в сечении), показывающее один из примеров строения мембранно-электродного блока в соответствии с настоящим изобретением.
[Фиг. 16] На фиг. 16 показано схематическое изображение (вид в сечении), показывающее особенно предпочтительный пример строения мембранно-электродного блока в соответствии с настоящим изобретением.
[Фиг. 17] На фиг. 17 показано схематическое изображение (вид в сечении), показывающее один из примеров строения топливного элемента в соответствии с настоящим изобретением.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0022] Газодиффузионная среда в соответствии с настоящим изобретением содержит микропористую область [A], материал основы электрода и микропористую область [B], которые расположены смежно в указанном порядке. Каждая из этих составляющих будет описана ниже. Здесь отметим, что в настоящем изобретении подложка, состоящая только из углеродной бумаги или тому подобного без какой-либо формируемой на ней микропористой области, называется «материалом основы электрода», а материал основы электрода, на котором формируют микропористую область, называется «газодиффузионной средой».
[0023] Первым будет описан материал основы электрода, который представляет собой составляющую настоящего изобретения.
[0024] В настоящем изобретении материал основы электрода должен иметь высокую способность к диффузии газа для того, чтобы позволять подаваемому из биполярной пластины газу диффундировать в катализатор, высокое свойство дренажа для стекания образующейся при электрохимической реакции воды к биполярной пластине, а также высокую электропроводность для отведения генерируемого электрического тока. Следовательно, предпочтительно используют электропроводящий пористый материал со средним размером пор от 10 до 100 мкм. Более конкретно, например, предпочтительно использовать содержащий углеродное волокно пористый материал, такой как тканое полотно из углеродного волокна или с углеродными волокнами, лист бумаги из углеродного волокна или с углеродными волокнами, или нетканое полотно из углеродного волокна или с углеродными волокнами, или же пористый металл, такой как вспененный спеченный металл, металлическая сетка или тянутый металл. Среди них предпочтительно используют содержащий углеродное волокно пористый материал по причине его превосходной коррозионной стойкости, а более предпочтительно использовать подложку, на которой лист бумаги из углеродного волокна связан карбидом, а именно «углеродную бумагу», по причине ее превосходного свойства поглощения размерных изменений в направлении толщины электролитной мембраны, а именно «свойства пружины». В настоящем изобретении, как описано ниже, подложку, на которой лист бумаги из углеродного волокна связан карбидом, обычно можно получить пропиткой листа бумаги из углеродного волокна смолой и затем карбонизации получившегося продукта.
[0025] Примеры углеродного волокна включают углеродные волокна на основе полиакрилонитрила (PAN), на основе смолы и на основе вискозы. Среди них в настоящем изобретении предпочтительно используют углеродное волокно на основе PAN или на основе смолы по причине его превосходной механической прочности.
[0026] Углеродное волокно, используемое в настоящем изобретении, имеет средний диаметр моноволокон в диапазоне предпочтительно от 3 до 20 мкм, более предпочтительно от 5 до 10 мкм. Когда средний диаметр составляет 3 мкм или более, поскольку размер пор становится большим, происходит улучшение свойства дренажа и, таким образом, затопление можно подавлять. Между тем, когда средний диаметр составляет 20 мкм или менее, поскольку происходит снижение диффузионной способности водяного пара, может быть подавлено высыхание. Кроме того, предпочтительно использовать углеродные волокна двух или более типов, которые имеют различные средние диаметры, поскольку тем самым можно улучшить гладкость поверхности получаемого материала основы электрода.
[0027] Здесь средний диаметр моноволокон углеродного волокна определяют так: делают фотографию углеродного волокна под микроскопом, таким как сканирующий электронный микроскоп, при 1000-кратном или более увеличении; случайно отбирают 30 различных моноволокон; измеряют их диаметры; и затем вычисляют их среднее. В качестве сканирующего электронного микроскопа можно использовать S-4800 производства Hitachi, Ltd. или эквивалентный ему продукт.
[0028] Углеродное волокно, используемое в настоящем изобретении, имеет среднюю длину моноволокон в диапазоне предпочтительно от 3 до 20 мм, более предпочтительно от 5 до 15 мм. Когда средняя длина составляет 3 мм или более, материал основы электрода имеет превосходную механическую прочность, электропроводность и теплопроводность, что является предпочтительным. Между тем, когда средняя длина составляет 20 мм или менее, поскольку во время изготовления бумаги достигается превосходная диспергируемость углеродных волокон, можно получать гомогенный материал основы электрода, что является предпочтительным. Углеродное волокно, имеющее такую среднюю длину, можно получать, например, способом разрезания непрерывного углеродного волокна до желаемой длины.
[0029] Здесь среднюю длину углеродного волокна определяют так: делают фотографию углеродного волокна под микроскопом, таким как сканирующий электронный микроскоп, при 50-кратном или более увеличении; случайно отбирают 30 различных моноволокон; измеряют их длины; и затем вычисляют их среднее. В качестве сканирующего электронного микроскопа можно использовать S-4800 производства Hitachi, Ltd. или эквивалентный ему продукт. Здесь отметим, что средний диаметр моноволокон и среднюю длину углеродного волокна обычно измеряют посредством непосредственного наблюдения углеродного волокна, используемого в качестве сырья; однако их также можно измерять посредством наблюдения материала основы электрода.
[0030] В настоящем изобретении плотность материала основы электрода находится в диапазоне предпочтительно от 0,2 до 0,4 г/см3, более предпочтительно от 0,22 до 0,35 г/см3, еще более предпочтительно от 0,24 до 0,3 г/см3. Когда плотность составляет 0,2 г/см3 или более, диффузионная способность водяного пара является низкой, так что высыхание может быть подавлено. Кроме того, поскольку улучшены механические свойства материала основы электрода, электролитная мембрана и катализаторный слой могут адекватно поддерживаться на нем. Кроме того, достигается высокая электропроводность и, таким образом, улучшаются эксплуатационные характеристики элемента как при высоких, так и при низких температурах. Между тем, когда плотность составляет 0,4 г/см3 или менее, улучшается свойство дренажа и, таким образом, затопление может быть подавлено. Материал основы электрода с такой плотностью можно получать в описанном ниже способе получения регулировкой удельной массы углеродного волокна в препреге, количества вводимого компонента смолы относительно углеродных волокон и толщины материала основы электрода. Здесь отмечается, что в настоящем изобретении содержащий углеродное волокно лист бумаги, пропитанный композицией смолы, назван «препрегом». Среди описанных выше мер эффективно управлять удельной массой углеродного волокна препрега и количеством вводимого компонента смолы относительно углеродных волокон. При этом подложку низкой плотности можно получать посредством уменьшения удельной массы углеродного волокна препрега, а подложку высокой плотности можно получать посредством увеличения удельной массы углеродного волокна. Кроме того, подложку низкой плотности можно получать посредством уменьшения количества вводимого компонента смолы относительно углеродных волокон, а подложку высокой плотности можно получать посредством увеличения количества компонента смолы. Кроме того, подложку низкой плотности можно получать посредством увеличения толщины материала основы электрода, а подложку высокой плотности можно получать посредством уменьшения толщины.
[0031] Плотность материала основы электрода можно определять посредством деления удельной массы (массы на единицу площади) материала основы электрода, которую взвешивают с использованием электронных весов, на толщину материала основы электрода при сжатии под давлением 0,15 МПа.
[0032] В настоящем изобретении размер пор материала основы электрода находится в диапазоне предпочтительно от 30 до 80 мкм, более предпочтительно от 40 до 75 мкм, еще более предпочтительно от 50 до 70 мкм. Когда размер пор составляет 30 мкм или более, свойство дренажа улучшается и поэтому затопление может быть подавлено. Между тем, когда размер пор составляет 80 мкм или менее, достигается высокая электропроводность и поэтому улучшаются эксплуатационные характеристики элемента как при высоких, так и при низких температурах. Для того чтобы разработать материал основы электрода с размером пор в таком диапазоне, эффективно позволить материалу основы электрода содержать как углеродные волокна, имеющие средний диаметр моноволокон от 3 мкм до 8 мкм, так и углеродные волокна, имеющие средний диаметр моноволокон 8 мкм или более.
[0033] Здесь размер пор материала основы электрода определяют как пик распределения пор по размерам, получаемого посредством измерения пор методом проникновением ртути при давлении от 6 кПа до 414 МПа (размер пор: от 30 нм до 400 мкм). В случае, когда получают множество пиков, берут значение наивысшего пика. В качестве измерительного аппарата можно использовать AutoPore 9520 производства Shimadzu Corporation или эквивалентный ему продукт.
[0034] В настоящем изобретении толщина материала основы электрода предпочтительно составляет от 60 до 200 мкм, более предпочтительно от 70 до 160 мкм, еще более предпочтительно от 80 до 110 мкм. Когда толщина материала основы электрода составляет 60 мкм или более, материал основы электрода имеет высокую механическую прочность, и поэтому с ним легко обращаться. Между тем, когда толщина материала основы электрода составляет 200 мкм или менее, закупоривание может быть подавлено, поскольку площадь поперечного сечения материала основы электрода мала, и поэтому количество газа, необходимого для того, чтобы позволить жидкой воде течь через проточный канал биполярной пластины, увеличивается. Кроме того, поскольку укорочен путь дренажа, затопление также может быть подавлено.
[0035] При этом толщину материала основы электрода можно определять с использованием микрометра в состоянии, когда материал основы электрода сжат под давлением 0,15 МПа.
[0036] Далее описаны микропористые области [A] и [B], обе из которых представляют собой составляющие настоящего изобретения.
[0037] Как показано на фиг. 11, микропористые области [A] и [B] расположены на каждой стороне материала основы электрода. В настоящем изобретении поверхность материала основы электрода не должна быть полностью покрыта микропористой областью. То есть, как показано на фиг. 13 и 14, микропористой областью может быть покрыта по меньшей мере часть поверхности материала основы электрода. Употребляемый здесь термин «микропористая область» относится к пористому материалу с внутренними порами. На фиг. 13 и 14 на поверхности материала основы электрода расположено большое число таких микропористых областей, образуя микропористую область [A]. Не приходится и говорить, что микропористая область [B] также может принимать такой вид, как показано на фиг. 13 или 14, при условии, что она имеет долю площади, удовлетворяющую описанному ниже числовому диапазону.
[0038] Требуется, чтобы микропористая область [A] имела долю площади в диапазоне от 5 до 70%, а микропористая область [B] имела долю площади в диапазоне от 80 до 100%. Употребляемый здесь термин «доля площади» относится к доле (%) площади, покрываемой соответствующими микропористыми областями, по отношению к площади материала основы электрода на одной стороне газодиффузионной среды. Долю площади вычисляют с помощью следующего уравнения:
Доля площади (%) = площадь, покрытая микропористой областью/площадь материала основы электрода Ч 100.
При этом долю площади можно определять, например, с помощью следующей процедуры.
[0039] Сначала, используя цифровую камеру, цифровой микроскоп или тому подобное, фотографируют одну сторону газодиффузионной среды, чтобы получить ее изображения. При этом в качестве цифрового микроскопа можно использовать цифровой микроскоп высокого разрешения VH-7000 производства Keyence Corporation или эквивалентный ему продукт. Предпочтительно, чтобы на газодиффузионной среде случайно выбиралось 10 различных участков и снималась фотография каждого участка с размерами примерно 3 см Ч 3 см. Затем, полученные таким образом изображения бинаризуют на часть, покрытую микропористой областью, и часть, не покрытую микропористой областью. Доступно множество способов бинаризации, и в случаях, когда часть, покрытую микропористой областью, можно четко отличить от части, не покрытой микропористой областью, можно использовать способ визуального различения этих частей; однако в настоящем изобретении предпочтительно использовать способ, в котором используют программное обеспечение обработки изображений или тому подобное. При этом в качестве программного обеспечения обработки изображений можно использовать Adobe Photoshop (зарегистрированный товарный знак) производства Adobe System Inc. На каждом из изображений вычисляют долю (%) площади, покрытой микропористой областью, относительно площади материала основы электрода (сумма площади части, покрытой микропористой областью, и площади части, не покрытой микропористой областью) и определяют ее среднее.
[0040] Между тем, в случаях, когда долю площади измеряют после встраивания газодиффузионной среды в мембранно-электродный блок или тому подобное, долю площади определяют посредством следующей процедуры. Сначала, под микроскопом, таким как сканирующий электронный микроскоп, случайно выбирают 100 участков из поперечного сечения газодиффузионной среды, и каждый участок фотографируют при примерно 40-кратном увеличении, чтобы получать изображения. Здесь в качестве сканирующего электронного микроскопа можно использовать S-4800 производства Hitachi, Ltd. или эквивалентный ему продукт. Затем на каждом из полученных таким образом изображений измеряют долю (%) площади поверхности материала основы электрода, покрытой соответствующими микропористыми областями [A] и [B], и определяют ее среднее.
[0041] Когда долю площади микропористой области [A] контролируют на уровне от 5 до 70%, проточный канал делается несклонным удерживать жидкую воду, так что закупоривание может быть подавлено. Одновременно, поскольку доля площади мала, можно предотвращать ингибирование диффузии газа перпендикулярно поверхности и дренаж воды, и поэтому можно сильно улучшить характеристику противозатопления. Доля площади микропористой области [A] более предпочтительно составляет от 10 до 60%, еще более предпочтительно от 20 до 40%. Когда доля площади микропористой области [A] составляет 70% или менее, поскольку доля поверхности материала основы электрода, покрытой микропористой областью [A], не чрезмерно велика, обеспечиваются диффузионная способность газов перпендикулярно поверхности и свойство дренажа, так что затопление может быть подавлено. Когда доля площади микропористой области [A] составляет 5% или более, не только проточный канал не склонен удерживать жидкую воду и поэтому закупоривание может быть подавлено, но и облегчается обратная диффузия образующейся воды и поэтому подавляется высыхание.
[0042] Контролируя долю площади микропористой области [B] от 80 до 100%, можно способствовать обратной диффузии образующейся воды с тем, чтобы высыхание могло быть подавлено. Кроме того, когда мембранно-электродный блок выполняют с использованием такой газодиффузионной среды, а топливный элемент выполняют с использованием этого мембранно-электродного блока, поскольку площадь контакта между газодиффузионной средой и катализаторным слоем или биполярной пластиной делают большой, контактное электрическое сопротивление можно снизить. Это обусловлено тем, что неровности поверхности материала основы электрода сглаживают посредством покрытия микропористой областью [B].
[0043] Предпочтительно, чтобы микропористые области [A] и [B] содержали углеродистый порошок и гидрофобную смолу. Другими словами, предпочтительно, чтобы микропористые области, образующие микропористые области [A] и [B], состояли из углеродистого порошка и гидрофобной смолы. Примеры углеродистого порошка включают технический углерод, графитовые порошки, углеродные нановолокна и молотые углеродные волокна. Среди них предпочтительно используют технический углерод по причине простоты обращения с ним. Технический углерод (углеродные сажи) подразделяют, например, на печную сажу, канальную сажу, ацетиленовую сажу и термическую сажу. Примеры гидрофобной смолы включают фторуглеродные смолы, такие как полихлортрифторэтиленовые смолы (PCTFE), политетрафторэтиленовые смолы (PTFE), поливинилиденфторидные смолы (PVDF), тетрафторэтиленгексафторпропиленовые сополимеры (FEP), сополимеры тетрафторэтилена-перфторпропилвинилового простого эфира (PFA) и сополимеры тетрафторэтилена-этилена (ETFE).
[0044] В микропористых областях [A] и [B] (и микропористых областях, составляющих их) гидрофобную смолу вводят в количестве предпочтительно от 1 до 70 частей по массе, более предпочтительно от 5 до 60 частей по массе, относительно 100 частей по массе углеродистого порошка. Когда количество гидрофобной смолы составляет 1 часть по массе или более, микропористые области [A] и [B] имеют превосходную механическую прочность, что является предпочтительным. Между тем, когда количество гидрофобной смолы составляет 70 частей по массе или менее, микропористые области [A] и [B] имеют превосходные электропроводность и теплопроводность, что также является предпочтительным.
[0045] Толщина микропористой области [A] находится в диапазоне предпочтительно от 1 до 20 мкм, более предпочтительно от 8 до 16 мкм. Когда толщина составляет 1 мкм или более, микропористая область [A] имеет гладкую поверхность; следовательно, когда газодиффузионную среду используют в топливном элементе с микропористой областью [A], расположенной обращенной к стороне биполярной пластины, можно снизить контактное электрическое сопротивление между биполярной пластиной и газодиффузионной средой. Кроме того, когда толщина составляет 20 мкм или менее, электрическое сопротивление микропористой области [A] можно снизить, что является предпочтительным. Толщина микропористой области [B] предпочтительно составляет от 1 до 50 мкм, более предпочтительно от 10 до 30 мкм. Когда толщина составляет 1 мкм или более, заметно облегчается обратная диффузия образующейся воды, а микропористая область [A] имеет гладкую поверхность; следовательно, когда газодиффузионную среду используют в топливном элементе с микропористой областью [B], расположенной обращенной к стороне катализаторного слоя, можно снизить контактное электрическое сопротивление между катализаторным слоем и газодиффузионной средой. Кроме того, когда толщина составляет 50 мкм или менее, электрическое сопротивление микропористой области [B] можно снизить, что является предпочтительным.
[0046] Микропористые области [A] и [B] могут иметь один и тот же состав или различные составы. Когда микропористая область [A] имеет другой состав, в частности, предпочтительно, чтобы микропористая область [A] была сделана более плотной, чем микропористая область [B], например, посредством использования технического углерода с меньшим размером частиц, чем у микропористой области [B], увеличения количества вводимой гидрофобной смолы или добавления термоотверждающейся смолы. Более конкретно, предпочтительно, чтобы пористость микропористой области [A] была сделана меньшей, чем у микропористой области [B]. За счет этого, даже если доля площади микропористой области [A] уменьшается, не только проточный канал не склонен удерживать жидкую воду и поэтому может быть подавлено закупоривание, но и можно предотвращать ингибирование дренажа воды из материала основы электрода и поэтому можно улучшить характеристику противозатопления.
[0047] Предпочтительные варианты реализации микропористой области [A] в настоящем изобретении далее описаны со ссылкой на чертежи. Здесь отметим, что в дальнейшем описании чертежей один и тот же символ используют для идентичных элементов, а избыточные описания опущены. Кроме того, соотношения размеров на чертежах преувеличены для удобства и поэтому могут отличаться от фактического соотношения.
[0048] Предпочтительно, чтобы микропористая область [A] образовывала рисунок. В настоящем изобретении термин «в виде рисунка» или «рисунок» относится к узору, который повторяется с определенным интервалом. Предпочтительно, чтобы площадь 100 см2 или менее содержала такие повторяющиеся интервалы, а более предпочтительно, чтобы площадь 10 см2 или менее содержала такие повторяющиеся интервалы. Делая интервал маленьким, можно снизить наблюдаемую в плоскости вариацию эксплуатационных характеристик, таких как электропроводность и свойство дренажа. В случаях, когда приготавливают множество газодиффузионных сред, присутствие или отсутствие такого интервала можно подтвердить посредством сравнения полученных таким образом листов. Рисунок может представлять собой решетку, полоску, концентрическую окружность, островковый рисунок или тому подобное, и их примеры включают те рисунки, которые показаны на фиг. 1-11 (на фиг. 1-11 черные части представляют те части, где расположена микропористая область, а белые части представляют те части, где не расположена микропористая область). Кроме того, когда проточные каналы биполярной пластины имеют такой рисунок, как показано с помощью белой части на фиг. 3, предпочтительно, чтобы микропористая область [A] имела такой соответствующий реберной части биполярной пластины рисунок, как показано с помощью черной части на фиг. 3. Располагая микропористую область [A] имеющей такой рисунок, соответствующий реберной части на материале основы электрода, можно увеличить эффект пересечения пути между смежными проточными каналами, а это ведет к улучшению характеристики противозакупоривания.
[0049] Микропористая область [A] состоит из совокупности линейных микропористых областей, которые имеют среднюю ширину линии предпочтительно от 0,1 до 5 мм, более предпочтительно от 0,1 до 2 мм, еще более предпочтительно от 0,1 до 1 мм. В настоящем изобретении термин «линия» относится к объекту с шириной не менее чем 0,1 мм и соотношением сторон не менее чем 2. Употребляемый здесь термин «отношение сторон» относится к отношению между длиной (мм) и шириной (мм) линии ([длина линии]/[ширина линии]). Используя совокупность линейных микропористых областей со средней шириной линии от 0,1 до 5 мм в качестве микропористой области [A], можно снизить наблюдаемую в плоскости вариацию эффекта подавления закупоривания. Когда ширина линии составляет 0,1 мм или более, проточный канал не склонен удерживать жидкую воду, так что можно добиться высокого эффекта подавления закупоривания. Между тем, когда средняя ширина линии составляет 5 мм или менее, можно снизить наблюдаемую в плоскости вариацию электропроводности и свойства дренажа. Среди совокупностей линий, микропористая область [A] предпочтительно представляет собой совокупность линий в форме решетки или в форме полосок. В настоящем изобретении термин «решетка» относится к узору, который образован совокупностью линий и содержит части, где линии пересекаются друг с другом (пересечения), а термин «полоска» относится к узору, который образован совокупностью линий, которые не пересекаются друг с другом. Среди узоров решеток те, в которых линии являются прямыми и пересекаются под углом 90°, являются особенно предпочтительными, поскольку можно снизить наблюдаемую в плоскости вариацию эксплуатационных характеристик газодиффузионной среды. Кроме того, еще более предпочтительно, чтобы число пересечений было не меньше чем 10 на 1 см2, поскольку описанные выше вариации можно тем самым сильно уменьшить. Среди узоров полосок те, в которых линии являются прямыми, особенно предпочтительны, поскольку можно снизить наблюдаемую в плоскости вариацию эксплуатационных характеристик газодиффузионной среды.
[0050] То есть в настоящем изобретении предпочтительно, чтобы микропористая область [A] образовывала рисунок микропористых областей на материале основы электрода, и особенно предпочтительно, чтобы этот рисунок имел описанную выше форму решетки или форму полоски.
[0051] Далее будет конкретно описан способ, подходящий для получения газодиффузионной среды по настоящему изобретению.
<Лист бумаги и способ его получения >
[0052] В настоящем изобретении для того, чтобы получать содержащий углеродное волокно лист бумаги, используют, например, влажный способ изготовления бумаги, в котором содержащий углеродное волокно лист бумаги получают посредством диспергирования углеродных волокон в жидкости, или сухой способ изготовления бумаги, в котором содержащий углеродное волокно лист бумаги получают посредством диспергирования углеродных волокон в воздухе. Среди них предпочтительно используют влажный способ изготовления бумаги по причине его превосходной производительности.
[0053] В настоящем изобретении, с целью улучшения свойства дренажа и газодиффузионной способности материала основы электрода, углеродные волокна можно смешивать с органическим волокном для того, чтобы получать лист бумаги. В качестве органического волокна можно использовать, например, полиэтиленовое волокно, винилоновое волокно, полиацеталевое волокно, сложнополиэфирное волокно, полиамидное волокно, вискозное волокно или ацетатное волокно.
[0054] Кроме того, в настоящем изобретении, с целью улучшения свойства сохранения формы и легкости обращения с листом бумаги, органический полимер можно вводить в качестве связующего. При этом в качестве органического полимера можно использовать, например, поливиниловый спирт, поливинилацетат, полиакрилонитрил или целлюлозу.
[0055] В настоящем изобретении, для того чтобы поддерживать изотропные в плоскости электропроводность и теплопроводность, лист бумаги предпочтительно выполнен в виде листа, в котором углеродные волокна случайно диспергированы в двухмерной плоскости.
[0056] Несмотря на то что на получаемое у листа бумаги распределение пор по размерам влияет содержание и дисперсионное состояние углеродного волокна, можно сформировать поры с размером примерно от 20 до 500 мкм.
[0057] В настоящем изобретении лист бумаги имеет удельную массу углеродного волокна в диапазоне предпочтительно от 10 до 60 г/м2, более предпочтительно от 20 до 50 г/м2. Когда удельная масса углеродного волокна составляет 10 г/м2 или более, материал основы электрода имеет превосходную механическую прочность, что является предпочтительным. Между тем, когда удельная масса углеродного волокна составляет 60 г/м2 или менее, материал основы электрода имеет превосходные газодиффузионную способность и свойство дренажа, что также предпочтительно. В случаях, когда наслаивают (ламинируют) множество листов бумаги, предпочтительно, чтобы удельная масса углеродного волокна после ламинирования находилась в описанном выше диапазоне.
[0058] При этом удельную массу углеродного волокна в материале основы электрода можно определять посредством выдерживания листа бумаги, вырезанного в виде квадрата со стороной 10 см, в атмосфере азота в электрической печи при 450°C в течение 15 минут и последующего деления массы остатка, полученного посредством удаления органического вещества, на площадь листа бумаги (0,1 м2).
<Пропитка композицией смолы>
[0059] В настоящем изобретении в качестве способа пропитывания содержащего углеродное волокно листа бумаги композицией смолы можно использовать, например, способ окунания листа бумаги в содержащий композицию смолы раствор, способ нанесения на лист бумаги содержащего композицию смолы раствора или способ ламинирования и переноса пленки, состоящей из композиции смолы, на лист бумаги. Среди них предпочтительно используют способ окунания листа бумаги в содержащий композицию смолы раствор по причине его превосходной производительности.
[0060] Композиция смолы, используемая в настоящем изобретении, предпочтительно представляет собой такую, которую карбонизируют посредством прокаливания для получения электропроводящего карбида. Термин «композиция смолы» относится к компоненту смолы, к которому при необходимости добавлен растворитель или тому подобное. Здесь термин «композиция смолы» относится к компоненту, который содержит смолу, такую как термоотверждающаяся смола и, при необходимости, добавку(и), такую(ие) как наполнитель на углеродной основе и поверхностно-активное вещество.
[0061] В настоящем изобретении, более конкретно, предпочтительно, чтобы выход при карбонизации компонента смолы, содержащегося в композиции смолы, составлял 40% по массе или более. Когда выход при карбонизации составляет 40% по массе или более, материал основы электрода приобретает превосходные механические свойства, электропроводность и теплопроводность, что предпочтительно.
[0062] В настоящем изобретении примеры смолы, составляющей компонент смолы, включают термоотверждающиеся смолы, такие как фенольные смолы, эпоксидные смолы, меламиновые смолы и фурановая смола. Среди них предпочтительно используют фенольную смолу по причине высокого выхода при ее карбонизации. Кроме того, в качестве добавки, при необходимости добавляемой в композицию смолы, может быть добавлен наполнитель на углеродной основе с целью улучшения механических свойств, электропроводности и теплопроводности материала основы электрода. Здесь, в качестве наполнителя на углеродной основе можно использовать, например, технический углерод, углеродные нанотрубки, углеродные нановолокна, молотые углеродные волокна или графит.
[0063] В качестве композиции смолы, используемой в настоящем изобретении, компонент смолы, полученный при описанном выше составе, можно использовать как есть, или же композиция смолы также может содержать, при необходимости, различные растворители с целью улучшения пропитки в лист бумаги. Здесь в качестве растворителя можно использовать, например, метанол, этанол или изопропиловый спирт.
[0064] Предпочтительно, чтобы используемая в настоящем изобретении композиция смолы находилась в жидкой форме при условиях 25°C и 0,1 МПа. Когда композиция смолы находится в жидкой форме, она обладает превосходным свойством пропитки в лист бумаги, так что материал основы электрода приобретает превосходные механические свойства, электропроводность и теплопроводность, что предпочтительно.
[0065] В настоящем изобретении компонент смолы пропитывается в лист бумаги в количестве предпочтительно от 30 до 400 частей по массе, более предпочтительно от 50 до 300 частей по массе, относительно 100 частей по массе углеродных волокон. Когда количество пропитавшегося компонента смолы составляет 30 частей по массе или более, материал основы электрода имеет превосходные механические свойства, электропроводность и теплопроводность, что предпочтительно. Между тем, когда количество пропитавшегося компонента смолы составляет 400 частей по массе или менее, материал основы электрода имеет превосходную газодиффузионную способность, что также предпочтительно.
<Ламинирование и отжиг>
[0066] В настоящем изобретении после формирования препрега, в котором содержащий углеродное волокно лист бумаги пропитан композицией смолы, но до карбонизации, полученный таким образом препрег можно ламинировать и/или отжигать.
[0067] В настоящем изобретении для того, чтобы позволить материалу основы электрода иметь предписанную толщину, можно ламинировать (наслаивать) множество таких препрегов. В этом случае можно ламинировать множество препрегов, которые имеют одинаковые свойства, или же можно ламинировать множество препрегов, которые имеют различные свойства. В частности, возможно ламинировать множество препрегов, которые различаются, например, в отношении среднего диаметра и средней длины углеродных волокон, удельной массы углеродного волокна в листе бумаги или количества пропитавшегося компонента смолы.
[0068] В настоящем изобретении для того, чтобы повысить вязкость композиции смолы или частично сшить композицию смолы, препрег можно подвергать отжигу. В качестве способа отжига можно использовать, например, способ дутья горячим воздухом на препрег, способ нагревания препрега посредством прокладывания его между горячими плитами пресса или способ нагревания препрега посредством прокладывания его между непрерывными лентами.
<Карбонизация>
[0069] В настоящем изобретении после пропитывания содержащего углеродное волокно листа бумаги композицией смолы, получившийся лист бумаги прокаливают в инертной атмосфере для осуществления карбонизации. Для такого прокаливания можно использовать нагревательную печь с периодической загрузкой или нагревательную печь непрерывного действия. Кроме того, инертную атмосферу можно получать, позволяя протекать в печи инертному газу, такому как газообразный азот или газообразный аргон.
[0070] В настоящем изобретении самая высокая температура при прокаливании находится в диапазоне предпочтительно от 1300 до 3000°C, более предпочтительно от 1700 до 3000°C, еще более предпочтительно от 1900 до 3000°C. Когда самая высокая температура составляет 1300°C или более, облегчается карбонизация компонента смолы, так что получаемый материал основы электрода приобретает превосходные электропроводность и теплопроводность, что предпочтительно. Между тем, когда самая высокая температура составляет 3000°C или менее, снижаются эксплуатационные расходы на работу нагревательной печи, что также предпочтительно.
[0071] В настоящем изобретении предпочтительно, чтобы скорость изменения температуры при прокаливании была в диапазоне от 80 до 5000°C/мин. Когда скорость изменения температуры составляет 80°C/мин или более, предпочтительно достигается превосходная производительность. Между тем, когда скорость изменения температуры составляет 5000°C/мин или менее, поскольку карбонизация компонента смолы протекает медленно и образуется плотная структура, получаемый материал основы электрода приобретает превосходные электропроводность и теплопроводность, что предпочтительно.
[0072] В настоящем изобретении содержащий углеродное волокно лист бумаги, который пропитан композицией смолы и затем карбонизирован, называется «прокаленной бумагой с углеродными волокнами».
<Водоотталкивающая обработка>
[0073] В настоящем изобретении для того, чтобы улучшить свойство дренажа, прокаленную бумагу с углеродными волокнами предпочтительно подвергают водоотталкивающей обработке. Водоотталкивающую обработку можно осуществлять посредством покрытия прокаленной бумаги с углеродными волокнами гидрофобной смолой и впоследствии отжига покрытой таким образом бумаги. Количество подлежащей нанесению гидрофобной смолы предпочтительно составляет от 1 до 50 частей по массе, более предпочтительно от 3 до 40 частей по массе, относительно 100 частей по массе прокаленной бумаги с углеродными волокнами. Когда количество нанесенной гидрофобной смолы составляет 1 часть по массе или более, получившийся материал основы электрода имеет превосходное свойство дренажа, что предпочтительно. Между тем, когда количество нанесенной гидрофобной смолы составляет 50 частей по массе или менее, получившийся материал основы электрода имеет превосходную электропроводность, что также предпочтительно.
[0074] Здесь отметим, что в настоящем изобретении прокаленная бумага с углеродными волокнами соответствует «материалу основы электрода». Как описано выше, прокаленную бумагу с углеродными волокнами подвергают водоотталкивающей обработке при необходимости, и в настоящем изобретении такая прошедшая водоотталкивающую обработку прокаленная бумага с углеродными волокнами также соответствует «материалу основы электрода» (не приходится и говорить, что прокаленная бумага с углеродными волокнами, которая не подвергнута водоотталкивающей обработке, также соответствует «материалу основы электрода»).
<Формирование микропористых областей [A] и [B]>
[0075] Микропористую область [A] формируют посредством покрытия одной стороны материала основы электрода углеродсодержащей жидкостью [A] для нанесения покрытия, которая представляет собой смесь гидрофобной смолы, используемой при вышеописанной водоотталкивающей обработке, и углеродистого порошка, а микропористую область [B] формируют посредством покрытия другой стороны материала основы электрода углеродсодержащей жидкостью [B] для нанесения покрытия, которая представляет собой смесь гидрофобной смолы, используемой при вышеописанной водоотталкивающей обработке, и углеродистого порошка. Углеродсодержащие жидкости [A] и [B] для нанесения покрытия могут относиться к одному и тому же типу или к различным типам.
[0076] С помощью этого в газодиффузионной среде в соответствии с настоящим изобретением микропористая область [A], материал основы электрода и микропористая область [B] располагаются в указанном порядке.
[0077] Углеродсодержащие жидкости [A] и [B] для нанесения покрытия могут содержать дисперсионную среду, такую как вода или органический растворитель, а также дисперсант, такой как поверхностно-активное вещество (ПАВ). В качестве дисперсионной среды вода является предпочтительной, а более предпочтительно, чтобы в качестве дисперсанта использовалось неионное ПАВ.
[0078] Покрытие этими углеродсодержащими жидкостями материала основы электрода можно осуществлять посредством использования различных имеющихся в продаже аппаратов для нанесения покрытия. В качестве способа нанесения покрытия можно использовать, например, трафаретную печать, ротационную трафаретную печать, распыление, металлографию, глубокую печать, нанесение покрытия головкой, нанесение покрытия с удалением излишков планкой или нанесение покрытия ракелем; вместе с тем, трафаретная печать (включая ротационную трафаретную печать) или глубокая печать является предпочтительной при нанесении рисунка, осуществляемом для формирования микропористой области [A]. То есть в настоящем изобретении предпочтительно, чтобы микропористая область [A] формировалась методом трафаретной печати или глубокой печати. Среди них предпочтительна трафаретная печать, поскольку она позволяет наносить на поверхность электрода большее количество углеродсодержащей жидкости [A], чем другие способы, и наносимое количество можно легко корректировать. Когда нанесение рисунка из углеродсодержащей жидкости [A] на материал основы электрода осуществляют посредством трафаретной печати, снабженный рисунком трафарет для трафаретной печати получают нанесением фоточувствительной смолы на печатную форму для трафаретной печати, отверждением частей, отличных от части желаемого рисунка, и последующим удалением неотвержденной смолы с части рисунка.
[0079] Среди способов трафаретной печати в качестве способа нанесения покрытия предпочтительна ротационная трафаретная печать, поскольку она позволяет непрерывно наносить углеродсодержащую жидкость [A] на материал основы электрода.
[0080] Сетку, апертуру, диаметр отверстий и толщину печатной формы для ротационной трафаретной печати выбирают соответствующим образом в соответствии с характеристикой вязкости используемой углеродсодержащей жидкости [A].
[0081] При ротационной трафаретной печати скорость печати предпочтительно составляет от 0,5 до 15 м/мин. За счет контроля скорость печати на 0,5 м/мин или выше улучшается производительность, так что можно снизить стоимость газодиффузионной среды. Кроме того, за счет контроля скорости печати на 15 м/мин или ниже улучшается точность печати.
[0082] Между тем, для покрытия углеродсодержащей жидкостью [B] предпочтительно используют нанесение покрытия головкой, поскольку наносимое количество можно точно задавать независимо от шероховатости поверхности материала основы электрода.
[0083] Описанные выше способы нанесения покрытия представлены только в иллюстративных целях, и способ нанесения покрытия не обязательно ограничен ими.
[0084] В качестве способа формирования микропористых областей [A] и [B] предпочтителен способ, в котором одну сторону материала основы электрода покрывают предписанной углеродсодержащей жидкостью для того, чтобы получить покрытый материал основы электрода, а затем нанесенную жидкость сушат при температуре от 80 до 120°C.
[0085] То есть предпочтительно, чтобы покрытый материал основы электрода помещался в сушильную печь, температуру которой установлена на 80-120°C, и сушился в течение 5-30 минут. Сушащий поток воздуха можно определять соответствующим образом; вместе с тем, быстрое высыхание не является желательным, поскольку оно вызывает образование микротрещин на поверхности. После высыхания получившийся покрытый материал основы электрода предпочтительно помещают в муфельную печь, обжиговую печь или высокотемпературную сушильную печь и нагревают при 300-380°C в течение 5-20 минут для того, чтобы расплавить гидрофобную смолу, тем самым формируя микропористые области [A] и [B] с использованием углеродистого порошка в качестве связующего.
<Мембранно-электродный блок>
[0086] Мембранно-электродный блок в соответствии с настоящим изобретением представляет собой мембранный блок, который содержит катализаторный слой на обеих сторонах электролитной мембраны и газодиффузионную среду на внешней стороне катализаторного слоя (на внешней стороне обоих катализаторных слоев), причем по меньшей мере одна из газодиффузионных сред представляет собой описанную выше газодиффузионную среду. На фиг. 15 показан пример строения мембранно-электродного блока в соответствии с настоящим изобретением. Таким образом, в настоящем изобретении мембранно-электродный блок может быть образован посредством связывания описанной выше газодиффузионной среды на по меньшей мере одной стороне мембраны из твердого полимерного электролита, которая имеет катализаторный слой на обеих сторонах. Кроме того, в мембранно-электродном блоке в соответствии с настоящим изобретением особенно предпочтительно, что обе газодиффузионные среды, расположенные на внешней стороне соответствующих катализаторных слов, представляют собой описанную выше газодиффузионную среду в соответствии с настоящим изобретением.
[0087] Кроме того, в мембранно-электродном блоке в соответствии с настоящим изобретением предпочтительно, чтобы микропористая область [B] располагалась на стороне катализаторного слоя, то есть мембранно-электродный блок выполнен так, что микропористая область [B] находится в контакте с катализаторным слоем. На фиг. 16 показан пример строения, в котором микропористая область [B] газодиффузионной среды находится в контакте с одним из катализаторных слоев.
[0088] Располагая микропористую область [B] с большой долей площади на стороне электролитной мембраны, возникновение обратной диффузии образующейся воды делают более вероятным, а за счет расположения микропористой области [A] с малой долей площади на стороне биполярной пластины дренаж из материала основы электрода не затруднен и поэтому может быть подавлено затопление. То есть, когда микропористую область [B] располагают на стороне биполярной пластины, дренаж из газодиффузионной среды уменьшается; поэтому предпочтительно, чтобы микропористая область [A] располагалась на стороне биполярной пластины. Кроме того, за счет расположения микропористой области [B] с большой долей площади микропористой области на стороне катализаторного слоя увеличивается площадь контакта между катализаторным слоем и газодиффузионной средой, так что может быть снижено контактное электрическое сопротивление.
[0089] Кроме того, в мембранно-электродном блоке в соответствии с настоящим изобретением предпочтительно, чтобы обе газодиффузионной среды, расположенные на внешней стороне соответствующих катализаторных слоев, представляли собой описанную выше газодиффузионную среду в соответствии с настоящим изобретением, а особенно предпочтительно, чтобы обе микропористые области [B], расположенные на соответствующих газодиффузионных средах, находились в контакте с соответствующими катализаторными слоями.
<Топливный элемент>
[0090] Топливный элемент в соответствии с настоящим изобретением содержит биполярную пластину на обеих сторонах описанного выше мембранно-электродного блока (на фиг. 16 показан пример строения топливного элемента в соответствии с настоящим изобретением). То есть топливный элемент простроен посредством расположения биполярной пластины на обеих сторонах описанного выше мембранно-электродного блока. Обычно, топливный элемент с полимерным электролитом выполняют посредством ламинирования множества таких мембранно-электродных блоков, которые прокладывают биполярными пластинами с обеих сторон через прокладку. Катализаторный слой состоит из слоя, содержащего твердый полимерный электролит и углеродный материал катализатора на углеродном носителе. В качестве катализатора обычно используют платину. В топливном элементе, в котором на анодную сторону подают содержащий монооксид углерода конвертированный газ, предпочтительно использовать платину и рутений в качестве катализаторов анодной стороны. В качестве твердого полимерного электролита предпочтительно использовать полимерный материал на основе перфторсульфоновой кислоты, имеющий высокие протонную проводимость, сопротивление окислению и термостойкость. Строения таких блока топливного элемента и топливного элемента сами по себе хорошо известны.
[0091] В топливном элементе в соответствии с настоящим изобретением предпочтительно, чтобы микропористая область [B] газодиффузионной среды была в контакте с катализаторным слоем.
ПРИМЕРЫ
[0092] Далее настоящее изобретение будет конкретно описано с помощью его примеров. Способы получения материалов основы электрода и газодиффузионных сред, которые используются в этих примерах, и способ оценки эксплуатационных характеристик топливного элемента описаны ниже.
<Приготовление материала основы электрода>
[0093] Углеродные волокна на полиакрилонитриловой основе «TORAYCA (зарегистрированный товарный знак)» T300 производства Toray Industries, Inc. (средний диаметр углеродного волокна: 7 мкм) разрезали при средней длине 12 мм и диспергировали в воде для того, чтобы непрерывно получать лист бумаги с помощью влажного способа изготовления бумаги. Кроме того, полученный таким образом лист бумаги покрывали 10%-ным по массе водным раствором поливинилового спирта в качестве связующего и затем сушили, получая лист бумаги с удельной массой углеродного волокна 15,5 г/м2. Количество нанесенного поливинилового спирта составляло 22 части по массе относительно 100 частей по массе листа бумаги.
[0094] В качестве термоотверждающейся смолы, наполнителя на углеродной основе и растворителя смешивали соответственно смолу, полученную смешиванием фенольной смолы резольного типа и фенольной смолы новолачного типа в массовом соотношении 1:1, пластинчатый графит (средний размер частицы: 5 мкм) и метанол в соотношении термоотверждающаяся смола/наполнитель на углеродной основе/растворитель = 10 частей по массе/5 частей по массе/85 частей по массе, и получившуюся смесь перемешивали в течение 1 минуты с использованием аппарата ультразвукового диспергирования, получив равномерно диспергированную композицию смолы.
[0095] Отрезали лист бумаги размером 15 см × 12,5 см и окунали его в алюминиевый лоток, наполненный полученной таким образом композицией смолы, тем самым пропитывая 130 частей по массе компонента смолы (термоотверждающаяся смола + наполнитель на углеродной основе) относительно 100 частей по массе углеродных волокон. Получившийся лист бумаги впоследствии сушили нагреванием при 100°C в течение 5 минут, приготовив препрег. Затем полученный таким образом препрег отжигали при 180°C в течение 5 минут, при этом сжимая обжимным прессом с плоскими плитами. При этом, прессуя препрег, пространство между верхней и нижней плитами пресса регулировали посредством расположения распорки в обжимном прессе так, что отожженный препрег имел толщину 130 мкм.
[0096] Отожженный таким образом препрег вводили в нагревательную печь с наивысшей температурой 2400°C, в которой поддерживали атмосферу газообразного азота, получив прокаленную бумагу с углеродными волокнами.
[0097] Затем 5 частей по массе смолы PTFE добавляли к 95 частям по массе полученной таким образом прокаленной бумаги с углеродными волокнами и сушили получившийся продукт нагреванием при 100°C в течение 5 минут, приготовив материал основы электрода толщиной 100 мкм.
<Формирование микропористых областей [A] и [B]>
[0098] Для того чтобы сформировать микропористую область [A], используя печатную форму для трафаретной печати, маскированную смолой за исключением части рисунка, на одной стороне (поверхности A) полученного таким образом материала основы электрода формировали участок углеродсодержащей жидкости в виде рисунка. Используемую здесь углеродсодержащую жидкость получали смешиванием ацетиленовой сажи («DENKA BLACK (зарегистрированный товарный знак)», производства Denki Kagaku Kogyo Kabushiki Kaisha) в качестве технического углерода, смолы PTFE («POLYFLON (зарегистрированный товарный знак)» D-1E, производства Daikin Industries, Ltd.), ПАВ («TRITON (зарегистрированный товарный знак)» X-100, производства Nacalai Tesque, Inc.) и очищенной воды в соотношении технический углерод/смола PTFE/ПАВ/очищенная вода = 7,7 части по массе/2,5 части по массе/14 частей по массе/75,8 частей по массе. Материал основы электрода, на котором сформировали участок углеродсодержащей жидкости в виде рисунка, нагревали при 120°C в течение 10 минут. Затем, для того чтобы сформировать микропористую область [B], используя устройство нанесения покрытия (устройство нанесения покрытия головкой), описанную выше углеродсодержащую жидкость наносили на другую сторону от поверхности (поверхности A), которая имеет участок углеродсодержащей жидкости в виде рисунка, и получившийся материал основы электрода нагревали при 120°C в течение 10 минут. Нагретый таким образом материал основы электрода дополнительно нагревали при 380°C в течение 10 минут, приготовив газодиффузионную среду с микропористой областью [A] на одной стороне и микропористой областью [B] на другой стороне.
[0099] Другими словами, поскольку микропористую область сформирована посредством покрывания материала основы электрода углеродсодержащей жидкостью и впоследствии нагревания покрытого таким образом материала основы электрода, углеродсодержащая жидкость была нанесена на одну сторону (поверхность A) материала основы электрода таким образом, чтобы получившаяся микропористая область [A] образовала желаемый рисунок. То есть углеродсодержащей жидкостью покрывали материал основы электрода с использованием такой печатной формы для трафаретной печати, что те части материала основы электрода, на которых микропористая область должна была быть сформирована, покрывали углеродсодержащей жидкостью, тогда как те части материала основы электрода, на которых микропористая область не должна была быть сформирована, не покрывали углеродсодержащей жидкостью. Более конкретно, печатную форму для трафаретной печати, частично покрытую (маскированную) смолой, использовали так, что углеродсодержащую жидкость не наносили на те части материала основы электрода, на которых не должна была быть сформирована микропористая область. После нанесения нанесенную таким образом углеродсодержащую жидкость нагревали. Впоследствии углеродсодержащую жидкость наносили на другую сторону (поверхность B) материала основы электрода (здесь отметим, что в случаях, когда в микропористой области [B] тоже формируют рисунок, можно использовать тот же способ, что и описанный выше способ, использованный для формирования микропористой области [A]). После этого получившийся материал основы электрода нагревали для того, чтобы получить газодиффузионную среду с микропористой областью [A] на одной стороне и микропористой областью [B] на другой стороне (поверхности B).
<Оценка эксплуатационных характеристик топливного элемента с полимерным электролитом>
[0100] Катализаторную пасту приготовили последовательным добавлением 1,00 г углеродного материала платинового катализатора на углеродном носителе (производства Tanaka Kikinzoku Kogyo K.K., количество содержащейся платины: 50% по массе), 1,00 г очищенной воды, 8,00 г раствора «NAFION (зарегистрированный товарный знак)» (производства Aldrich, «NAFION (зарегистрированный товарный знак)», 5,0% по массе) и 18,00 г изопропилового спирта (производства Nacalai Tesque, Inc.) в указанном порядке.
[0101] Затем ленту PTFE «NAFLON (зарегистрированный товарный знак)» «TOMBO (зарегистрированный товарный знак)» №9001 (производства Nichias Corporation), которую обрезали до размера 7 см × 7 см, покрывали полученной таким образом катализаторной пастой с использованием спрея и сушили при комнатной температуре для того, чтобы получать лист PTFE, снабженный катализаторным слоем с количеством платины 0,3 мг/см2. Затем мембрану из твердого полимерного электролита, «NAFION (зарегистрированный товарный знак)» NRE-211CS (производства DuPont), обрезали до размера 10 см × 10 см и прокладывали между двумя листами PTFE, снабженными катализаторными слоями. Получившееся прессовали в течение 5 минут с использованием обжимного пресса с плоскими плитами при давлении 5 МПа и температуре 130°C, тем самым перенося соответствующие катализаторные слои на мембрану из твердого полимерного электролита. После этого листы PTFE удаляли, приготовив снабженную катализаторными слоями мембрану из твердого полимерного электролита.
[0102] Затем полученную таким образом снабженную катализаторными слоями мембрану из твердого полимерного электролита прокладывали между двумя газодиффузионными средами, обрезанными до размера 7 см Ч 7 см, и получившееся прессовали в течение 5 минут с использованием обжимного пресса с плоскими плитами при давлении 3 МПа и температуре 130°C, тем самым приготовив мембранно-электродный блок. Здесь отметим, что каждую из газодиффузионных сред располагали так, что поверхность с микропористой областью [B] была в контакте с катализаторным слоем.
[0103] Полученный таким образом мембранно-электродный блок встраивали в ячейку оценочного блока для того, чтобы измерять напряжение при изменении плотности тока. При этом в качестве биполярной пластины использовали биполярную пластину змеевидного типа, имеющую один проточный канал с шириной канала 1,5 мм, глубиной канала 1,0 мм и шириной ребра 1,1 мм. Далее, оценку осуществляли с использованием водорода под давлением 210 кПа и воздуха под давлением 140 кПа, которые подавали на анодную сторону и катодную сторону соответственно. Здесь отметим, что водород и воздух увлажняли с использованием увлажняющего бака, температуру которого задавали равной 70°C, и что стехиометрические соотношения водорода и атмосферного кислорода задавали равными 80% и 67% соответственно.
[0104] Сначала, измеряли выходное напряжение при рабочей температуре 65°C и плотности тока 2,2 А/см2 и использовали измеренное значение в качестве показателя характеристики противозатопления (низкотемпературная эксплуатационная характеристика). Кроме того, подсчитывали число снижений выходного напряжения, когда ячейку оценочного блока поддерживали в течение 30 минут при рабочей температуре 65°C и плотности тока 2,2 А/см2, и полученное таким образом значение использовали в качестве показателя характеристики противозакупоривания. То есть подсчитывали число раз, когда выходное напряжение снижалось до 0,2 В или менее за период в 30 минут, и давали оценки C, B, A и S, когда подсчитанное число составляло 7 или более, 5 или 6, 3 или 4, и 2 или менее соответственно. Затем задавали плотность тока 1,2 А/см2 и, повторяя цикл из рабочей температуры 80°C, удержания рабочей температуры в течение 5 минут и последующего увеличения ее на 2°C в течение периода в 5 минут, измеряли выходное напряжение для того, чтобы определить верхнюю предельную температуру, при которой ячейка оценочного блока способна генерировать мощность, и полученное таким образом значение использовали в качестве показателя характеристики противовысыхания (высокотемпературная эксплуатационная характеристика).
(Пример 1)
[0105] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 1 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки (форма решетки представлена на фиг. 1), образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,7 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 66%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,35 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 91°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими. Кроме того, скорость нанесения углеродсодержащей жидкости на материал основы электрода для формирования микропористой области [A] можно было ускорить вплоть до 1 м/мин.
(Пример 2)
[0106] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 2 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,1 мм и с пропуском между линиями 1,8 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 10%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили хорошую характеристику противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 90°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 3)
[0107] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 3 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 2 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 4)
[0108] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 4 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 1,2 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 5)
[0109] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 5 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 6 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 9,3%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили хорошую характеристику противозакупоривания. Выходное напряжение составляло 0,39 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 91°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 6)
[0110] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 6 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,7 мм, и что микропористую область [B] получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,2 мм. Микропористые области [A] и [B] полученной таким образом газодиффузионной среды оказались при измерениях имеющими долю площади 66% и 92% соответственно. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,35 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 90°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 7)
[0111] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 7 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,7 мм, и что микропористую область [B] получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,2 мм. При получении мембранно-электродного блока полученную таким образом газодиффузионную среду располагали так, что поверхность с микропористой областью [A] была в контакте со стороной катализаторного слоя. Микропористые области [A] и [B] газодиффузионной среды оказались при измерениях имеющими долю площади 66% и 92% соответственно. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,33 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 90°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 1, характеристика противовысыхания была хорошей; однако характеристика противозатопления была слегка снижена по сравнению с примером 6.
(Пример 8)
[0112] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 8 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,1 мм и с пропуском между линиями 0,4 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили хорошую характеристику противозакупоривания. Выходное напряжение составляло 0,39 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 1, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 9)
[0113] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 9 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 3 мм и с пропуском между линиями 12 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили хорошую характеристику противозакупоривания. Выходное напряжение составляло 0,36 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 10)
[0114] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 10 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме полосок, образованный прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,9 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 11)
[0115] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 11 получали с использованием такой печатной формы для трафаретной печати, что она формировала островковый рисунок (форма представлена на фиг. 11), в котором островки имели длину и ширину по 0,5 мм и расстояние 0,33 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили, что характеристика противозакупоривания была слегка снижена. Выходное напряжение составляло 0,36 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 12)
[0116] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 12 получали с использованием такой печатной формы для трафаретной печати, что она формировала случайную форму, содержащую части, которые меньше чем ширина линии 0,1 мм (форма представлена на фиг. 10). Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили, что характеристика противозакупоривания была слегка снижена. Выходное напряжение составляло 0,35 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 91°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 2, несмотря на то что характеристика противозатопления была слегка снижена, характеристика противовысыхания была хорошей.
(Пример 13)
[0117] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 13 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме полосок, образованный прямыми линиями с шириной линии 0,1 мм и с пропуском между линиями 0,2 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 33%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили, что характеристика противозакупоривания была слегка снижена. Выходное напряжение составляло 0,36 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 14)
[0118] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 14 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме полосок, образованный прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 0,5 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 38%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 15)
[0119] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 15 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме полосок, образованный прямыми линиями с шириной линии 10 мм и с пропуском между линиями 18 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили, что характеристика противозакупоривания была слегка снижена. Выходное напряжение составляло 0,35 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 91°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 16)
[0120] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 16 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 2,0 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 24%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,39 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 2, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 17)
[0121] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 17 получали с использованием такой печатной формы для ротационной трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 2,0 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 24%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,39 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 3, обе характеристики противозатопления и противовысыхания были хорошими. Кроме того, скорость нанесения углеродсодержащей жидкости на материал основы электрода для формирования микропористой области [A] можно было ускорить вплоть до 5 м/мин.
(Пример 18)
[0122] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 18 получали с использованием такой печатной формы для ротационной трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 1,2 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 92°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 3, характеристика противозатопления, характеристика противовысыхания и скорость нанесения микропористой области [A] были хорошими. Кроме того, скорость нанесения углеродсодержащей жидкости на материал основы электрода для формирования микропористой области [A] можно было ускорить вплоть до 5 м/мин.
(Пример 19)
[0123] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 19 получали методом глубокой печати так, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,3 мм и с пропуском между линиями 1,2 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 36%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили хорошую характеристику противозакупоривания. Выходное напряжение составляло 0,36 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 91°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 3, обе характеристики противозатопления и противовысыхания были хорошими. Кроме того, скорость нанесения углеродсодержащей жидкости на материал основы электрода для формирования микропористой области [A] можно было ускорить вплоть до 2 м/мин.
(Пример 20)
[0124] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 20 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме полосок, образованный прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,9 мм, и что микропористую область [B] получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,2 мм. Микропористые области [A] и [B] полученной таким образом газодиффузионной среды оказались при измерениях имеющими долю площади 36% и 92% соответственно. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 90°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2) и, как показано в таблице 3, обе характеристики противозатопления и противовысыхания были хорошими.
(Пример 21)
[0125] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из примера 21 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме полосок, образованный прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,9 мм, и что микропористую область [B] получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,2 мм. При приготовлении мембранно-электродного блока полученную таким образом газодиффузионную среду располагали так, что поверхность с микропористой областью [A] была в контакте со стороной катализаторного слоя. Микропористые области [A] и [B] газодиффузионной среды оказались при измерениях имеющими долю площади 36% и 92% соответственно. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,33 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 89°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 1, характеристика противовысыхания была хорошей; однако характеристика противозатопления была слегка снижена по сравнению с примером 20.
[0126] Результаты оценки и т.п. из примеров сведены в таблицы 1-3.
[0127]
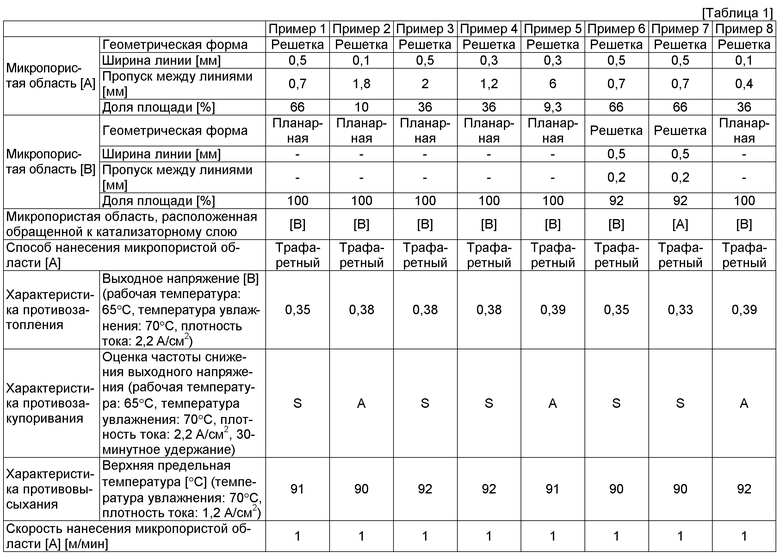
[0128]
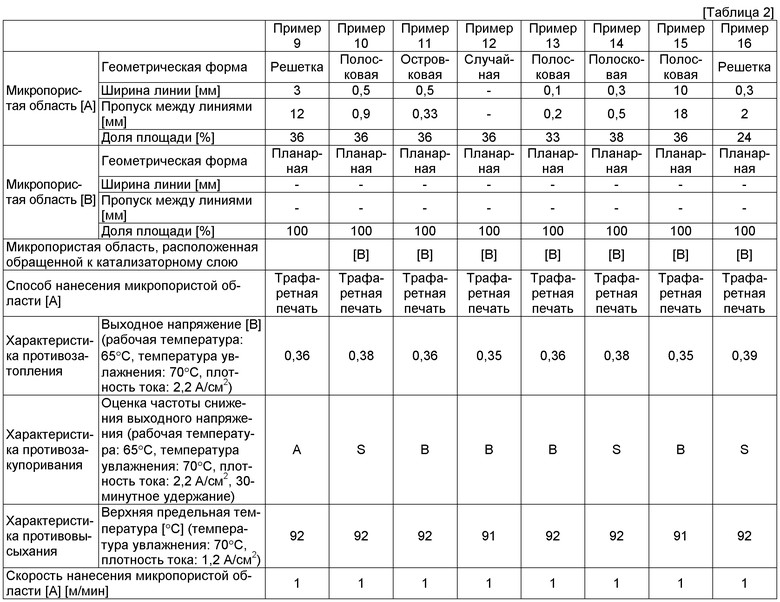
[0129]
(Сравнительный пример 1)
[0130] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что никакой микропористую область [A] не располагали на материале основы электрода из сравнительного примера 1. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили, что характеристика противозакупоривания сильно снизилась. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 88°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 4, характеристика противозатопления была хорошей; однако характеристика противовысыхания была снижена.
(Сравнительный пример 2)
[0131] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из сравнительного примера 2 получали в планарной форме с использованием устройства нанесения покрытия (устройство нанесения покрытия головкой). Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 100%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой выходное напряжение снять было нельзя (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура оказалась составляющей 89°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 4, характеристики противозатопления и противовысыхания были снижены. Причина плохой высокотемпературной эксплуатационной характеристики состояла в том, что доля площади микропористой области [A] была высока, так что газодиффузионная способность перпендикулярно поверхности газодиффузионной среды была низкой и топливо не могло в достаточной мере подаваться к катализатору. Кроме того, поскольку доля площади микропористой области [A] была высока, свойство дренажа было низким и поэтому вызывалось затопление внутри материала основы электрода, которое вело к снижению низкотемпературной эксплуатационной характеристики. Однако здесь отметим, что скорость нанесения углеродсодержащей жидкости на материал основы электрода для формирования микропористой области [A] можно было ускорить вплоть до 2 м/мин.
(Сравнительный пример 3)
[0132] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из сравнительного примера 3 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 0,5 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 75%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили чрезвычайно хорошие характеристики противозакупоривания. Выходное напряжение составляло 0,25 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 88°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 4, характеристики противозатопления и противовысыхания были снижены. Причина плохой высокотемпературной эксплуатационной характеристики заключается в том, что доля площади микропористой области [A] была высока, так что газодиффузионная способность перпендикулярно поверхности газодиффузионной среды была низкой и топливо не могло в достаточной мере подаваться к катализатору. Кроме того, поскольку доля площади микропористой области [A] была высокой, свойство дренажа было низким и поэтому вызывалось затопление внутри материала основы электрода, что вело к снижению низкотемпературной эксплуатационной характеристики.
(Сравнительный пример 4)
[0133] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из сравнительного примера 4 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 20 мм. Микропористая область [A] полученной таким образом газодиффузионной среды оказалась при измерениях имеющей долю площади 4,8%. В результате оценки эксплуатационных характеристик элемента с этой газодиффузионной средой обнаружили, что характеристика противозакупоривания сильно снизилась. Это обусловлено тем, что доля площади микропористой области [A] была мала и проточный канал не склонен удерживать жидкую воду. Выходное напряжение составляло 0,38 В (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура составляла 88°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 4, характеристика противозатопления была хорошей; однако характеристика противовысыхания была снижена.
(Сравнительный пример 5)
[0134] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что никакой микропористой области [A] не располагали на материале основы электрода из сравнительного примера 5 и что микропористую область [B] получали с использованием печатной формы для трафаретной печати, имеющей рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 2 мм. Доля площади микропористой области [B] полученной таким образом газодиффузионной среды составляла 36%. В результате оценки эксплуатационных характеристик элемента газодиффузионной среды выходное напряжение снять было нельзя (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура оказалась составляющей 85°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 4, характеристики противозатопления и противовысыхания были снижены. Причина плохой низкотемпературной эксплуатационной характеристики состояла в том, что доля площади микропористой области [B] была низкой, так что площадь контакта между микропористой областью [B] и катализаторным слоем была маленькой и поэтому контактное электрическое сопротивление было большим. Кроме того, причина плохой высокотемпературной эксплуатационной характеристики состояла в том, что из-за низкой доли площади микропористой области [B] водяной пар был склонен выходить на сторону биполярной пластины, и поэтому электролитная мембрана в значимой степени высыхала.
(Сравнительный пример 6)
[0135] Газодиффузионную среду получали аналогичным образом, как описано в разделах <Приготовление материала основы электрода> и <Формирование микропористых областей [A] и [B]>, за исключением того, что микропористую область [A] из сравнительного примера 6 получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 2 мм, и что микропористую область [B] тоже получали с использованием такой печатной формы для трафаретной печати, что она формировала рисунок в форме решетки, образованной прямыми линиями с шириной линии 0,5 мм и с пропуском между линиями 2 мм. Микропористые области [A] и [B] полученной таким образом газодиффузионной среды обе имели долю площади 36%, и в результате оценки эксплуатационных характеристик элемента с такой газодиффузионной средой выходное напряжение снять было нельзя (рабочая температура: 65°C, температура увлажнения: 70°C, плотность тока: 2,2 А/см2), а верхняя предельная температура оказалась составляющей 85°C (температура увлажнения: 70°C, плотность тока: 1,2 А/см2). Как показано в таблице 4, характеристики противозатопления и противовысыхания были снижены. Причина плохой низкотемпературной эксплуатационной характеристики заключалась в том, что доля площади микропористой области [B] была низкой, так что площадь контакта между микропористой областью [B] и катализаторным слоем была маленькой и поэтому контактное электрическое сопротивление было высоким. Кроме того, причина плохой высокотемпературной эксплуатационной характеристики заключалась в том, что из-за низкой доли площади микропористой области [B] водяной пар быть склонен выходить на сторону биполярной пластины, и поэтому электролитная мембрана в значимой степени высыхала.
[0136] Результаты оценки и т.п. сравнительных примеров сведены в таблицу 4.
Таблица 4
ОПИСАНИЕ ОБОЗНАЧЕНИЙ
[0138]
1: Материал основы электрода
2: Микропористая область [A]
3: Микропористая область [B]
4: Микропористая область
41: Микропористая область
5: Газодиффузионная среда
6: Электролитная мембрана
7: Катализаторный слой
8: Мембранно-электродный блок
9: Биполярная пластина
10: Топливный элемент
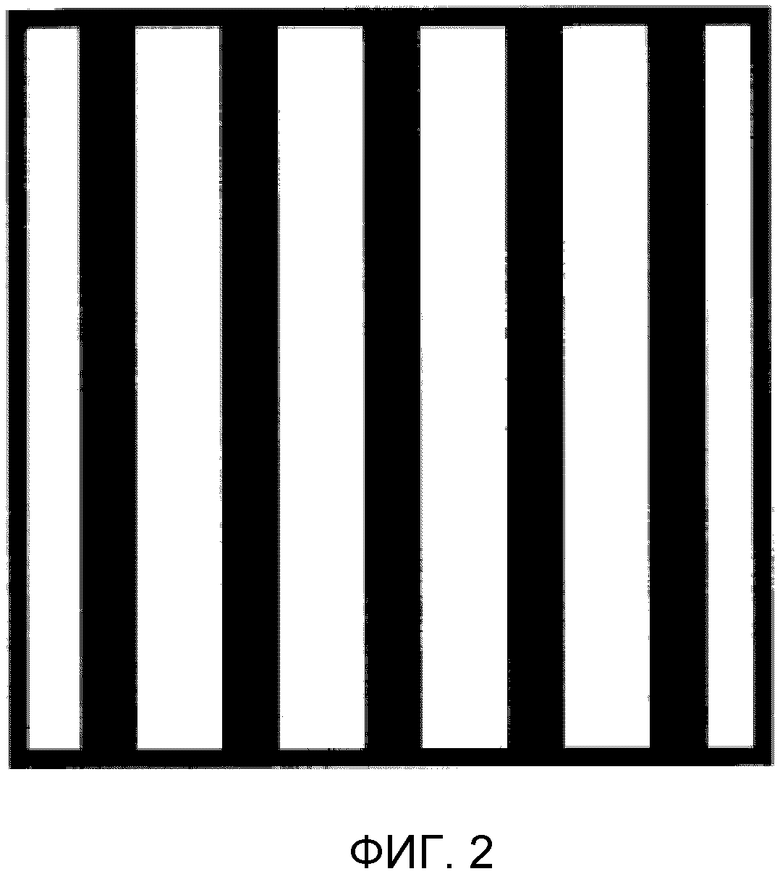
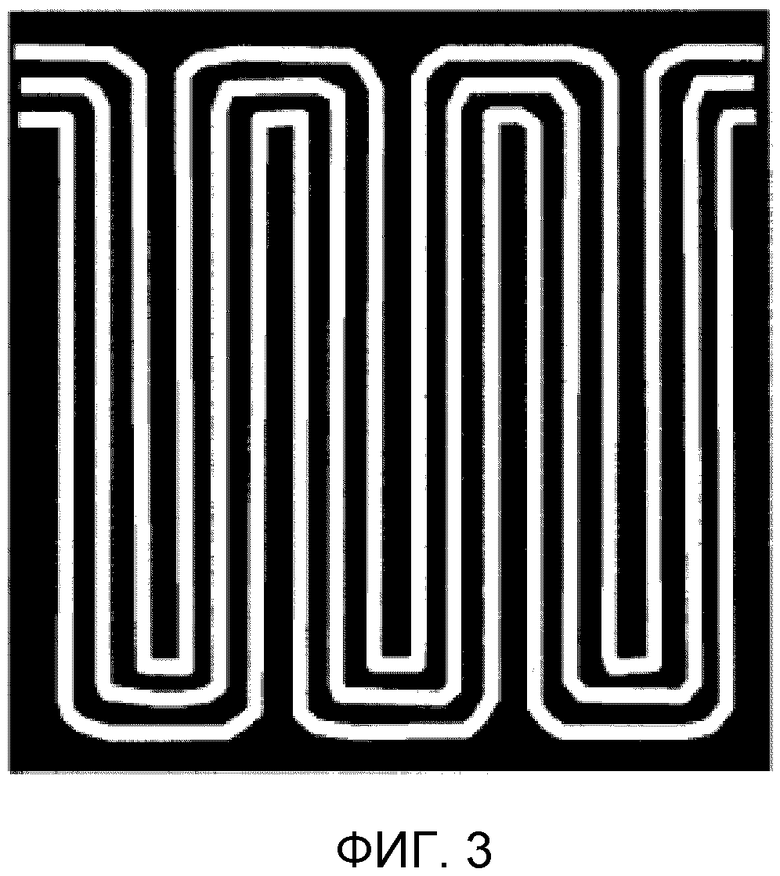
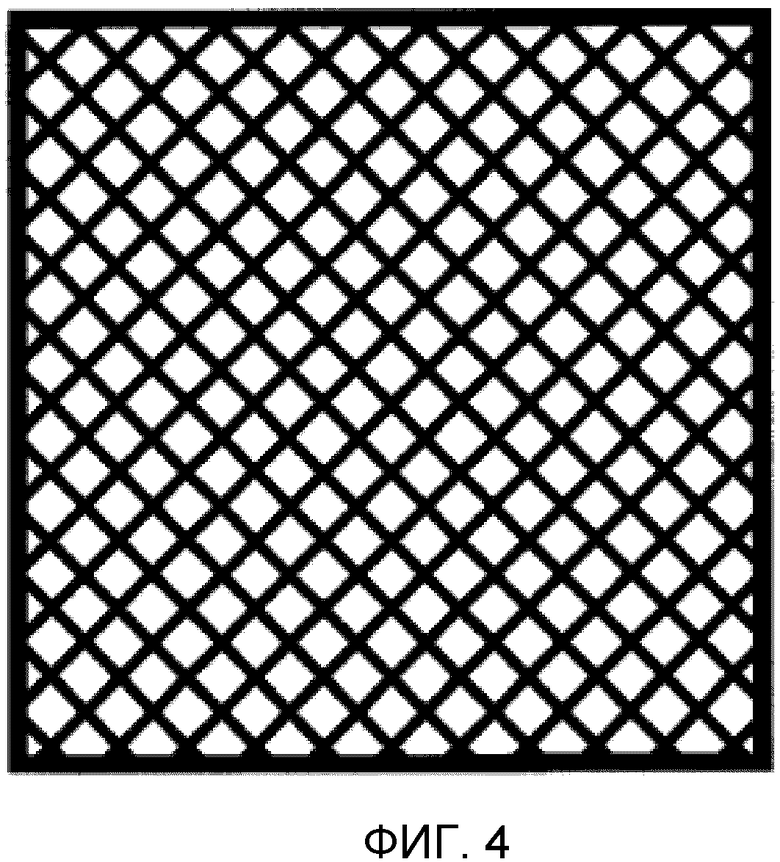
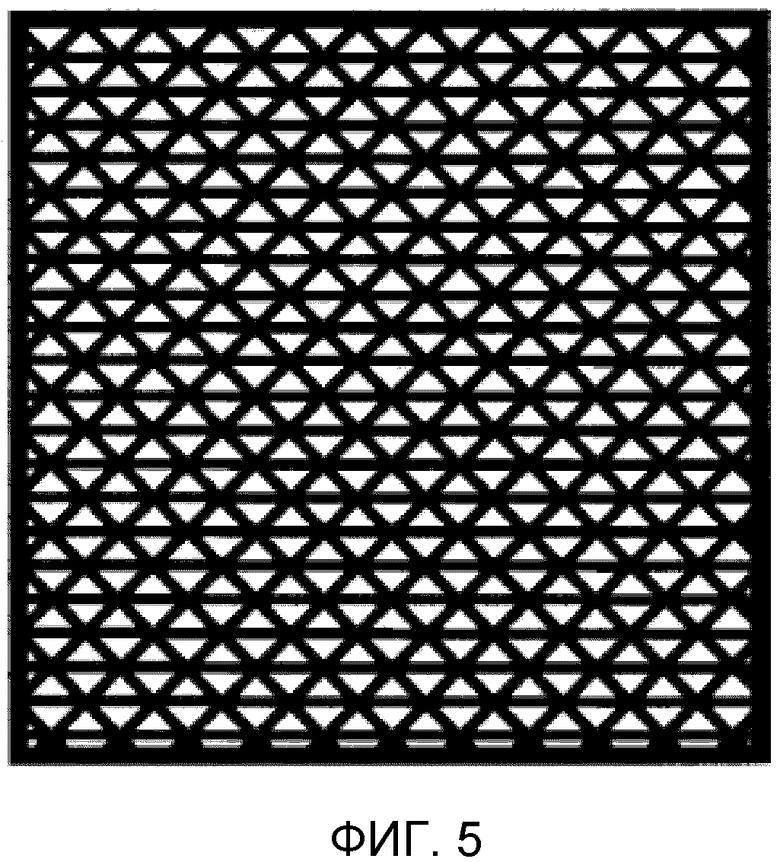
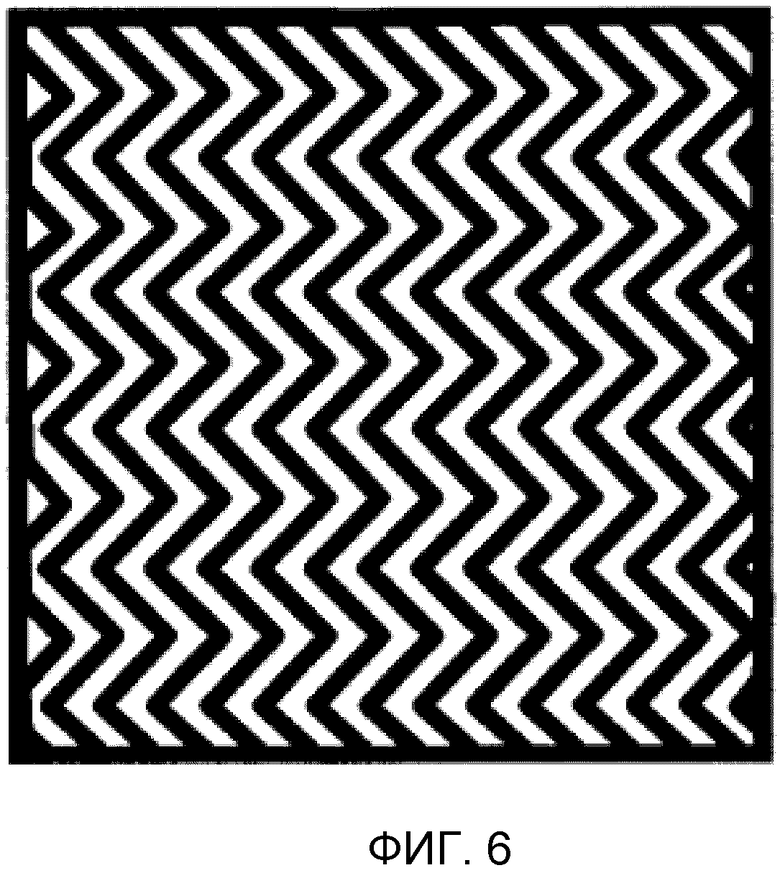
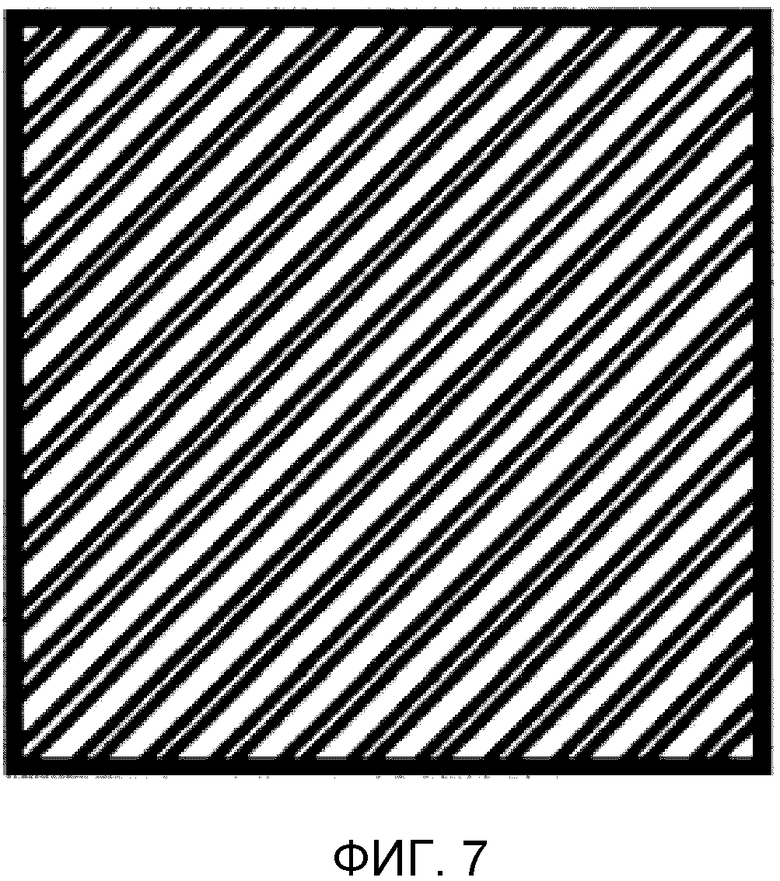
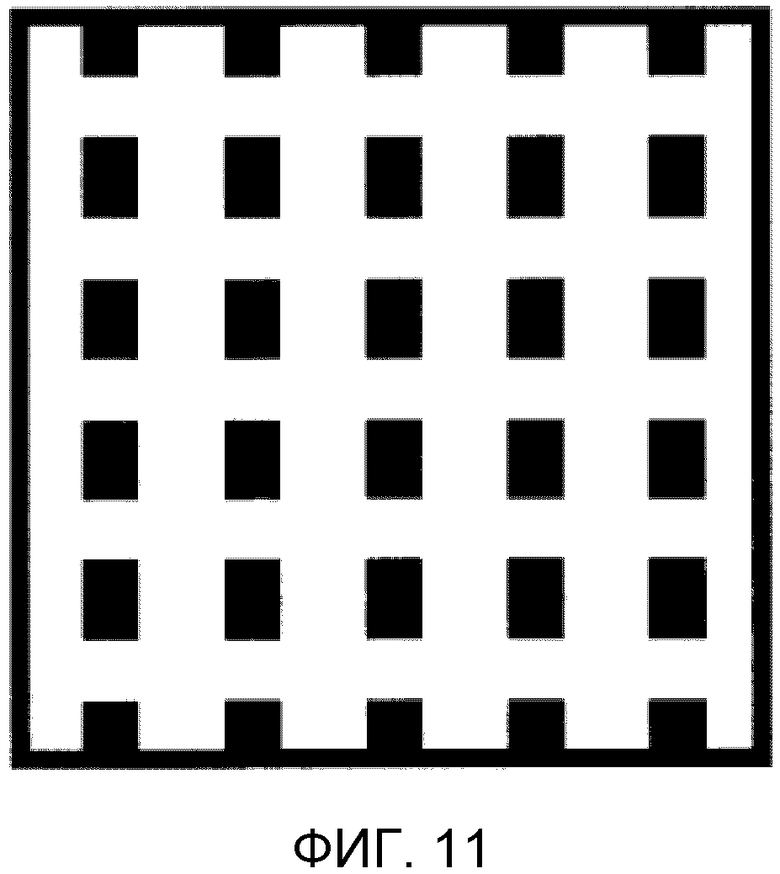
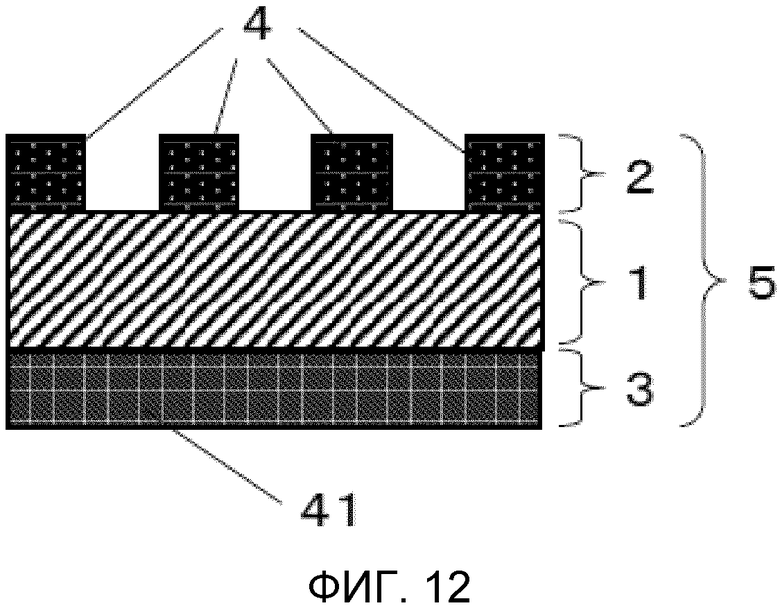
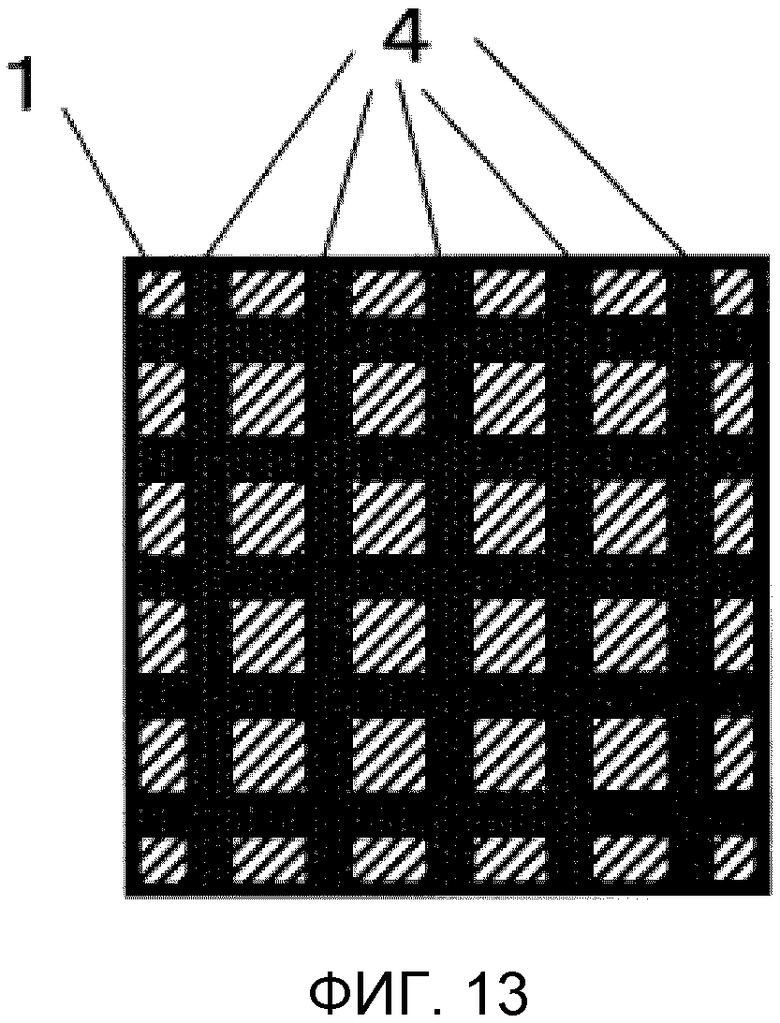
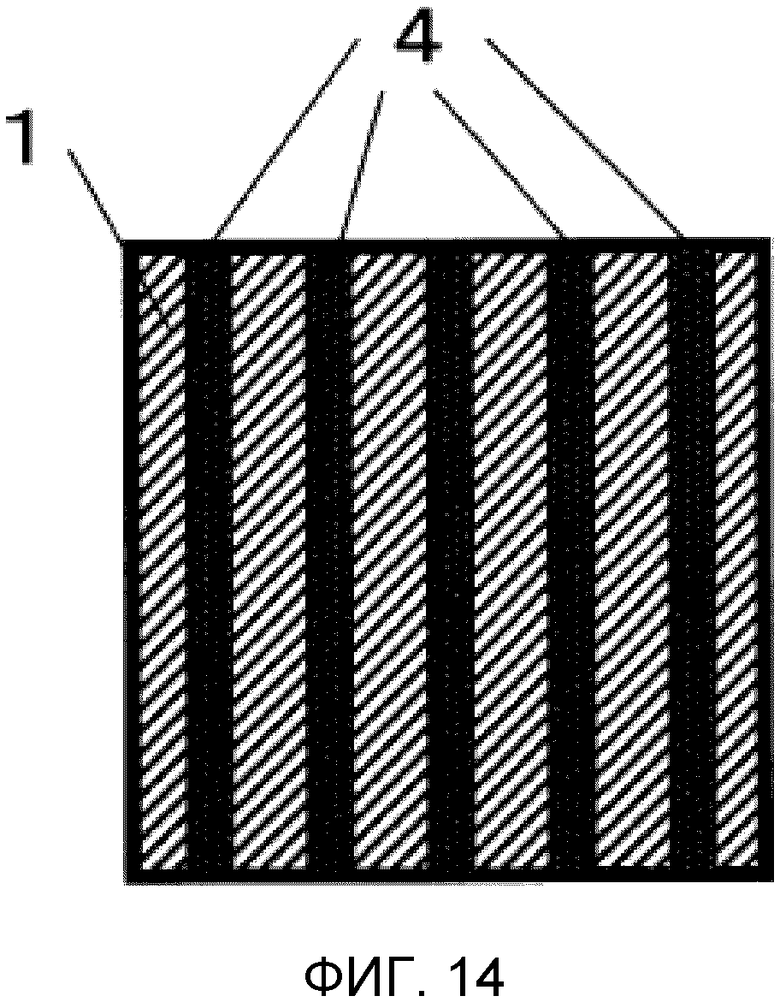
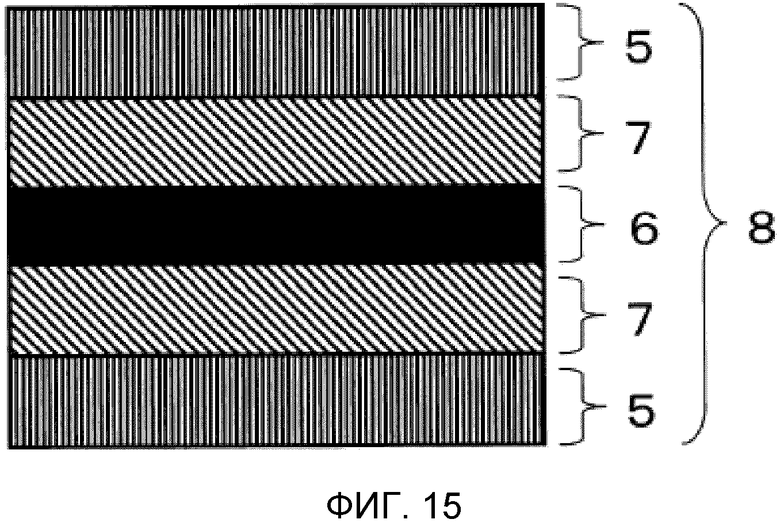
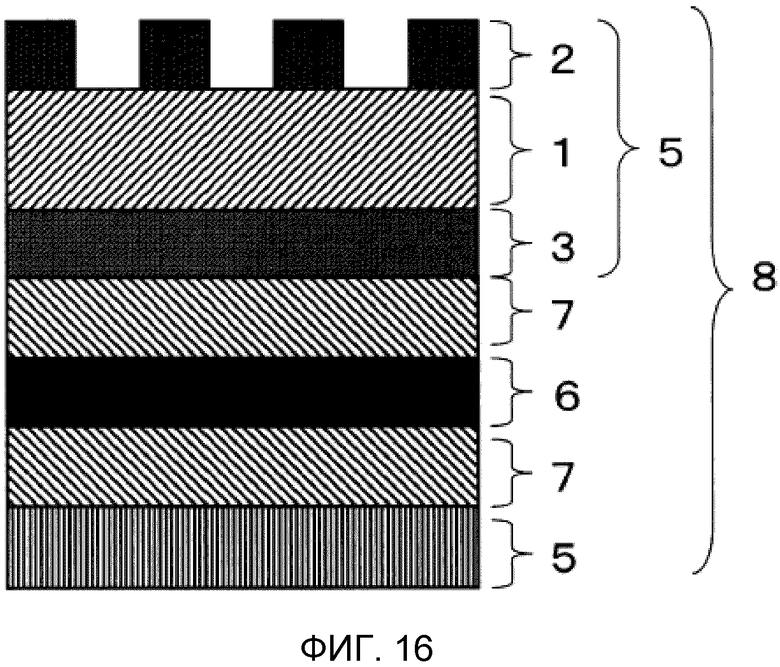
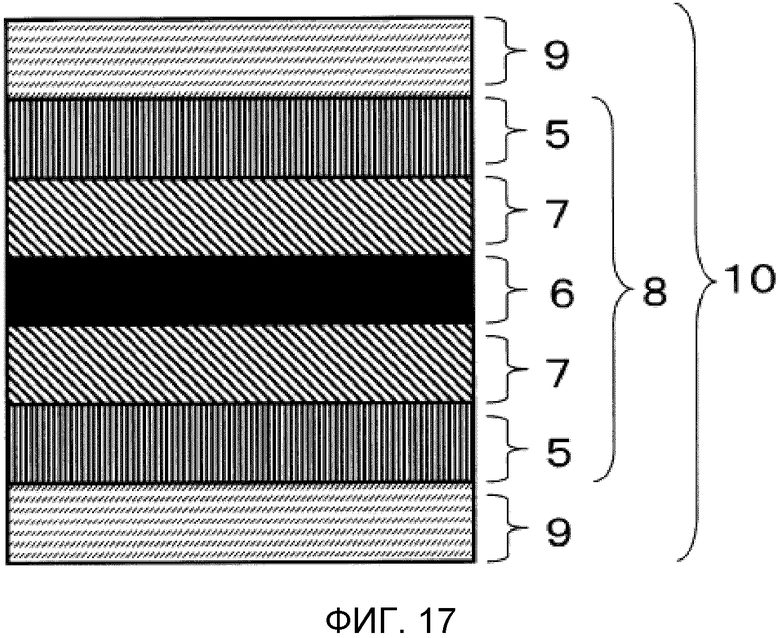
Изобретение предусматривает газодиффузионную среду для топливного элемента, которая имеет низкую воздухопроницаемость в плоскости и хорошее свойство дренажа и способна проявлять высокие эксплуатационные характеристики топливного элемента в широком температурном диапазоне от низких до высоких температур. Газодиффузионная среда для топливного элемента характеризуется тем, что содержит микропористую область [A], материал основы электрода и микропористую область [B], которые расположены в указанном порядке, при этом микропористая область [A] имеет долю площади в диапазоне от 5 до 70%, а микропористая область [B] имеет долю площади в диапазоне от 80 до 100%. 4 н. и 4 з.п. ф-лы, 17 ил., 4 табл., 6 пр.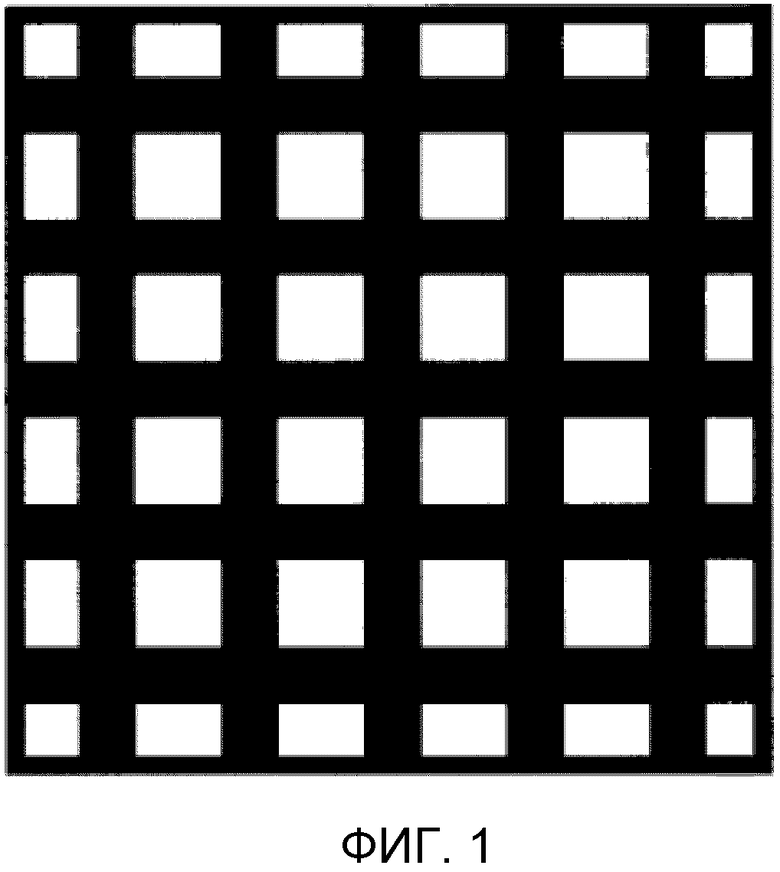
1. Газодиффузионная среда для топливного элемента, содержащая микропористую область [A], материал основы электрода и микропористую область [B], которые расположены в указанном порядке, при этом
упомянутая микропористая область [A] имеет долю площади в диапазоне от 5 до 70%; а
упомянутая микропористая область [B] имеет долю площади в диапазоне от 80 до 100%.
2. Газодиффузионная среда для топливного элемента по п. 1, при этом упомянутая микропористая область [A] образует рисунок.
3. Газодиффузионная среда для топливного элемента по п. 1, при этом упомянутая микропористая область [A] состоит из совокупности линейных микропористых областей, которые имеют среднюю ширину линии от 0,1 до 5 мм.
4. Газодиффузионная среда для топливного элемента по п. 1, при этом упомянутая микропористая область [A] выполнена в форме полосок или в форме решетки.
5. Способ получения газодиффузионной среды для топливного элемента по любому из пп. 1-4, при этом упомянутую микропористую область [A] формируют посредством трафаретной печати или глубокой печати.
6. Мембранно-электродный блок, содержащий катализаторный слой на обеих сторонах электролитной мембраны и газодиффузионную среду на внешней стороне упомянутых катализаторных слоев, при этом по меньшей мере одна из упомянутых газодиффузионных сред представляет собой газодиффузионную среду по любому из пп. 1-4.
7. Мембранно-электродный блок по п. 6, при этом упомянутая микропористая область [B] упомянутой газодиффузионной среды находится в контакте с упомянутым катализаторным слоем.
8. Топливный элемент, содержащий биполярную пластину на обеих сторонах мембранно-электродного блока по п. 7.
| JP 2008293937 A, 04.12.2008 | |||
| JP 2009080968 A, 16.04.2009 | |||
| US 2008299430 A1, 04.12.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННО-ЭЛЕКТРОДНОГО БЛОКА ТОПЛИВНОГО ЭЛЕМЕНТА | 2008 |
|
RU2382444C2 |
| ГАЗОДИФФУЗИОННЫЙ ЭЛЕКТРОД ДЛЯ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1994 |
|
RU2077094C1 |

