ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится, в целом, к экологически устойчивым способам и устройствам для изготовления контейнеров и упаковочных материалов и, в частности, к применению новых суспензий для использования в волокнистых изделиях вакуумной формовки для замены пластмасс.
УРОВЕНЬ ТЕХНИКИ
[0002] Загрязнение, вызванное одноразовыми пластиковыми контейнерами и упаковочными материалами, является эпидемическим явлением, наносящим ущерб глобальному ландшафту и угрожающим здоровью экосистем и различных форм жизни, которые их населяют. Мусор в виде кусочков упаковки из пенопласта и пенополистирола (expanded polystyrene, EPS), контейнеров для выноса (продуктов), бутылок, тонкопленочных пакетов и разлагающихся на свету пластиковых гранул вступает в контакт с водными путями и океанами.
[0003] По мере накопления океанского мусора он образует массивные участки высококонцентрированных пластиковых островков, расположенных в каждой из циркуляций наших океанов. Солнечный свет и волны принуждают плавающие пластмассы разбиваться на все меньшие частицы, но они никогда полностью не исчезают и не разлагаются. Один пластиковый микрошарик может быть в миллион раз более токсичным, чем вода вокруг него. Частицы пластика действуют как губки для переносимых водой загрязнителей, таких как пестициды. Рыбы, черепахи и даже киты питаются пластиковыми предметами, которые могут вызвать заболевания или убить их. Меньшие морские животные поглощают крошечные частицы пластика и передают их нам, когда мы едим морепродукты.
[0004] Экологически устойчивые решения для снижения загрязнения пластиками набирают обороты. Однако дальнейшее внедрение требует, чтобы эти решения были не только полезными для окружающей среды, но и конкурентоспособными с пластмассами, как с точки зрения характеристик, так и с точки зрения затрат. Настоящее изобретение включает замену пластмасс революционными технологиями в области формования волокна, не ухудшая характеристики продукции, в рамках структуры конкурентных затрат.
[0005] В кратком изложении истории вопроса, формованная целлюлозная пульпа (формованное волокно) использовалась с 1930–х годов для изготовления контейнеров, лотков и других упаковок, но в 1970–х годах после введения упаковки из пенопласта наблюдался спад. Целлюлозная пульпа может быть изготовлена из старой газетной бумаги, гофрированных коробок и других растительных волокон. В настоящее время упаковка из формованной целлюлозы широко используется для электроники, бытовых товаров, автомобильных деталей и изделий медицинского назначения, а также в качестве защитного устройства для кромок/углов или поддона для транспортировки электронных и других хрупких компонентов. Пресс–формы изготавливают путем механической обработки металлической оснастки в форме зеркального отображения готовой упаковки. Через оснастку просверливают отверстия, а затем к ее поверхности прикрепляют сетку. Через отверстия создается вакуум, в то время как сетка предотвращает засорение пульпой отверстий.
[0006] Два наиболее распространенных типа формованной целлюлозы подразделяют на тип 1 и тип 2. Тип 1 обычно используют для применения в области несущей нагрузку упаковки со стенками толщиной от 3/16 дюйма (4,7 мм) до 1/2 дюйма (12,7 мм). При производстве формованной целлюлозы типа 1, также известном как «сухое» производство, используют волокнистую суспензию, изготовленную из измельченной газетной бумаги, крафт–бумаги или других волокон, растворенных в воде. Пресс–форму, установленную на плите, окунают или погружают в суспензию, и к выпуклой, как правило, задней стороне подводят вакуум. Вакуум втягивает суспензию в пресс–форму с образованием формы упаковки. Когда пресс–форма все еще находится под вакуумом, ее удаляют из резервуара для суспензии, позволяя воде стечь из пульпы. Затем через оснастку продувают воздух, чтобы вытолкнуть отформованную волокнистую деталь. Деталь обычно укладывают на конвейер, который движется через сушильную печь.
[0007] Производство формованной целлюлозы типа 2, также известное как «влажное» производство», обычно используют для упаковок электронного оборудования, сотовых телефонов и предметов домашнего обихода с помощью контейнеров, которые имеют стенки толщиной от 0,02 дюйма (0,5 мм) до 0,06 дюйма (1,5 мм). Для формованной целлюлозы типа 2 используют тот же материал и выполняют тот же основной процесс, что и в производстве типа 1, до момента, когда вакуум втягивает суспензию в пресс–форму. После этого этапа литьевую пресс–форму стыкуют с волокнистой упаковкой, перемещают сформованную «влажную деталь» в горячий пресс, прессуют и сушат волокнистый материал для увеличения плотности и обеспечения гладкой наружной поверхности. См., например, http://www.stratasys.com/solutions/additive–manufacturing/tooling/molded–fiber; http://www.keiding/com/molded–fiber/manufacturing–process/; Публикация Европейского патента компании Grenidea Technologies PTE Ltd. № EP 1492926 B1, опубл. 11 апреля 2007 г. под названием «Improved Molded Fiber Manufacturing»; и http://afpackaging.com/thermoformed–fiber–molded–pulp/. Содержание всех указанных документов включено в настоящий документ посредством ссылки.
[0008] Волокнистые упаковочные изделия являются биодеградируемыми, компостируемыми и, в отличие от пластмасс, не мигрируют в океан. Однако известные в настоящее время технологии производства волокон не слишком подходят для использования в контейнерах для мяса и птицы, готовых продуктов питания, сельскохозяйственных продуктов, в пищевых контейнерах, подходящих для микроволновой печи, и крышках для контейнеров с напитками, таких как горячий кофе.
[0009] Таким образом, необходимы способы и устройства, которые преодолевают недостатки предшествующего уровня техники.
[0010] Различные элементы и характеристики также станут очевидными из последующего подробного описания и прилагаемой формулы изобретения, рассматриваемой вместе с прилагаемыми чертежами и данным разделом, характеризующим уровень техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0011] Различные варианты воплощения настоящего изобретения относятся к способам, химическому составу и устройствам для изготовления волокнистой упаковки и контейнерных изделий вакуумной формовки, включая, среди прочего: i) контейнеры для мяса, пищевых продуктов, плодоовощных продуктов и бытовых изделий, воплощающие новые геометрические элементы, способствующие конструктивной прочности; ii) контейнеры для мяса, пищевых продуктов, плодоовощных продуктов со встроенными и/или локальными влаго/парозащитными материалами; iii) вакуумную оснастку, модифицированную для перенаправления распылительных сопел, чтобы увеличить размеры вентиляционных отверстий в контейнерах для продуктов и продуктов садоводства; iv) контейнеры, подходящие для микроволновой/нагревательной печи, содержащие встроенные и/или локальные влагозащитные материалы, масло и/или парозащитные материалы, и/или удерживающие добавки для улучшения химического связывания; v) контейнеры для мяса, содержащие влаго/парозащитный материал, который сохраняет конструктивную прочность в течение длительного срока службы; vi) крышки для контейнеров с горячими напитками, содержащие влаго/парозащитный материал; и vii) вакуумную оснастку, модифицированную таким образом, что она содержит поршень для выталкивания крышек для напитков, имеющих отрицательный штамповочный уклон от пресс–формы.
[0012] Следует заметить, что различные изобретения, описанные в настоящем документе, хотя и проиллюстрированы в связи с обычными процессами вакуумной формовки на основе суспензии, не ограничиваются ими. Специалистам в данной области техники должно быть понятно, что описанные здесь изобретения могут предусматривать любые способы изготовления волокнистых изделий, включая методы 3D–печати.
[0013] Различные другие варианты воплощения, аспекты и признаки изобретения описаны более подробно ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0014] Иллюстративные варианты воплощения изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковыми номерами обозначены одинаковые элементы, и:
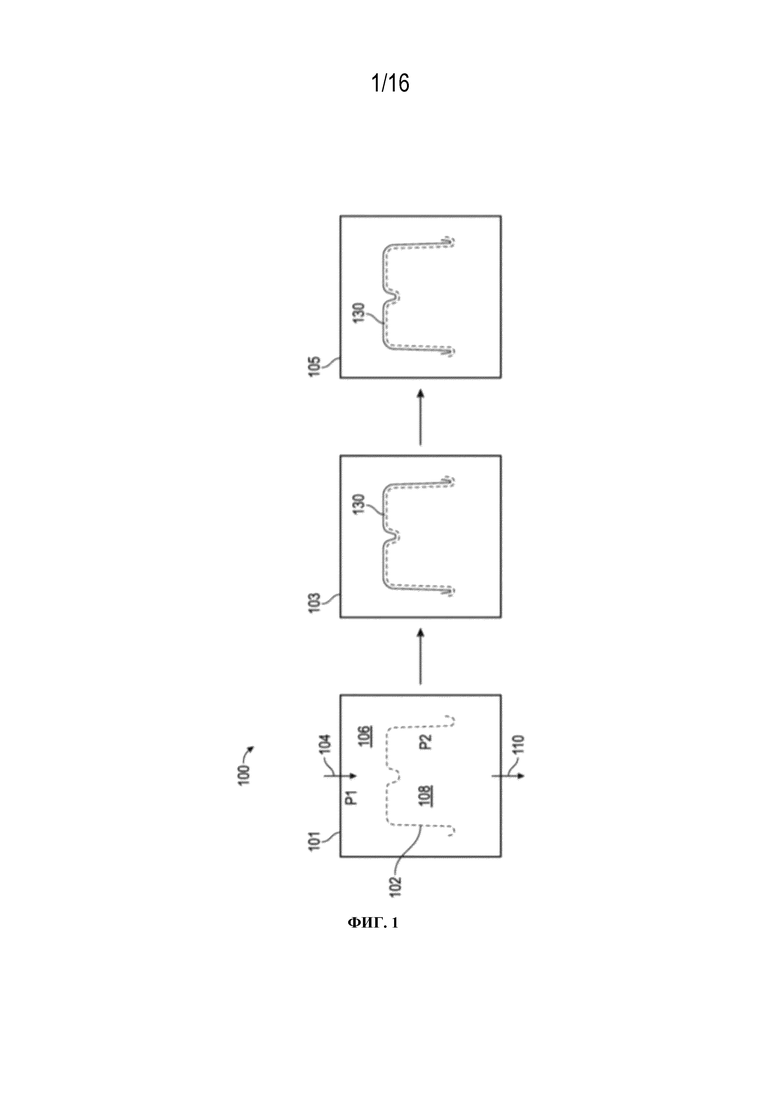
[0015] На фиг.1 представлена схема иллюстративного процесса вакуумной формовки с использованием волокнистой суспензии в соответствии с различными вариантами воплощения;
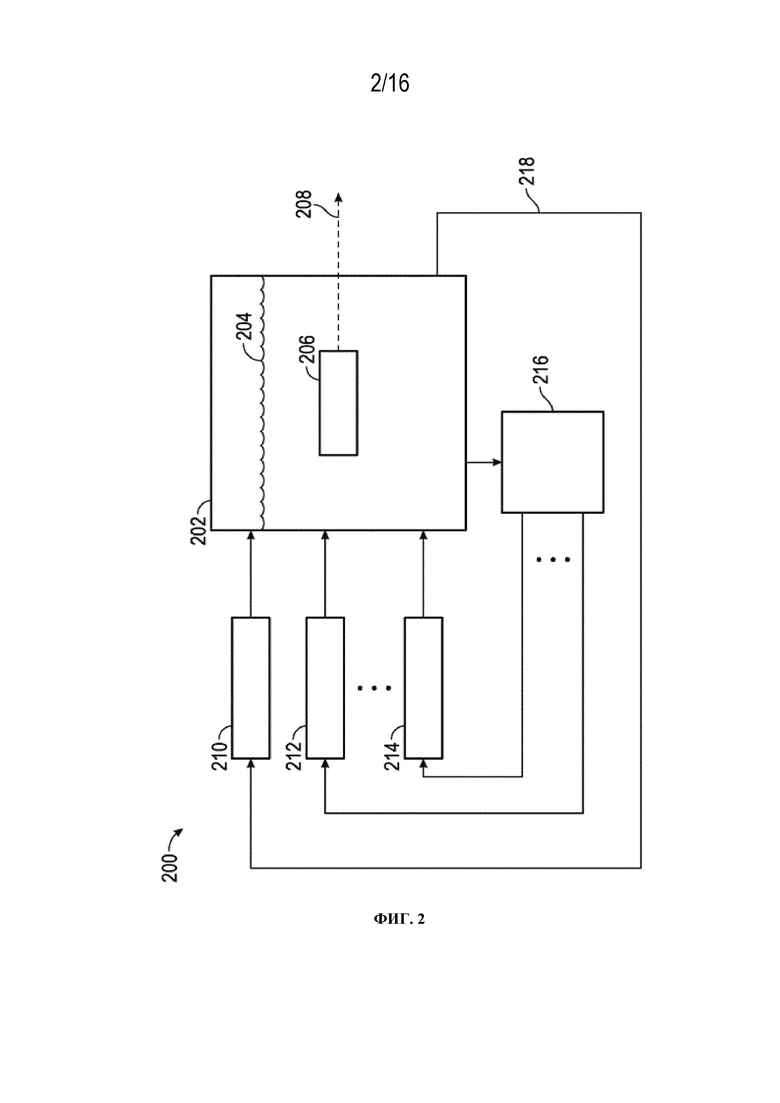
[0016] На фиг.2 представлена схема иллюстративной системы суспензии с замкнутым контуром для управления химическим составом суспензии в соответствии с различными вариантами воплощения;
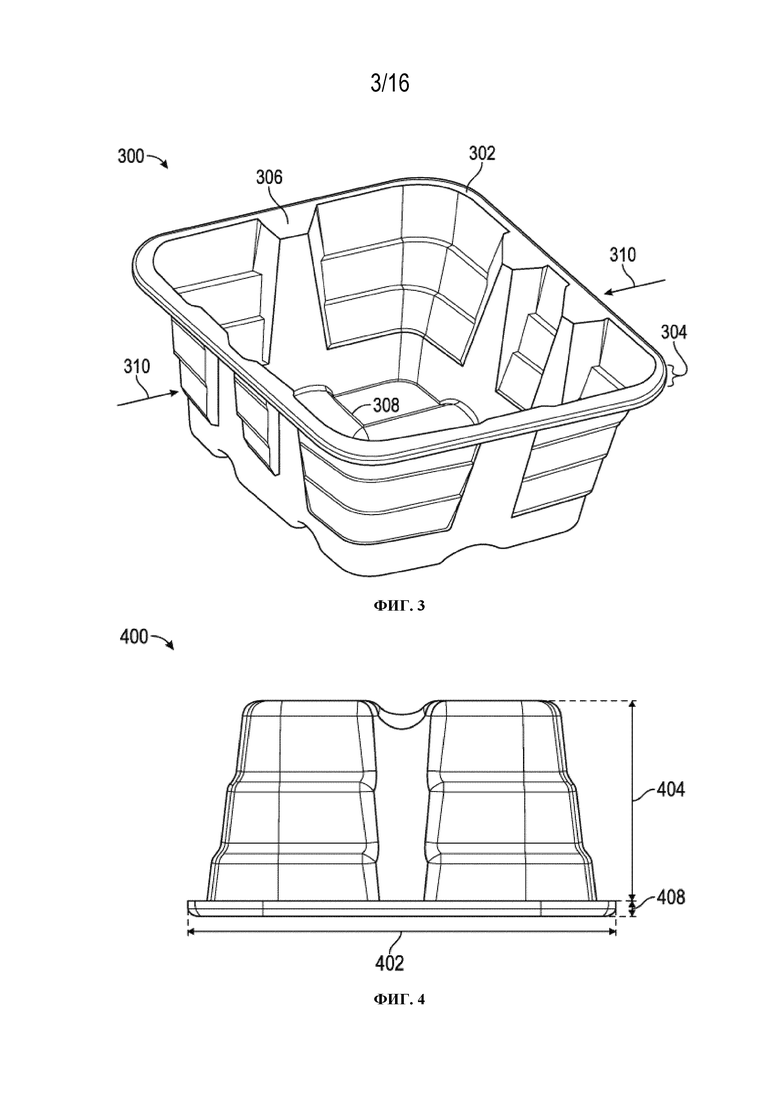
[0017] На фиг.3 представлен вид в перспективе иллюстративного продуктового контейнера, изображающий завальцованную кромку, консольный край и ребристые конструктивные элементы для повышения прочности обода, в соответствии с различными вариантами воплощения;
[0018] На фиг.4 представлен вид с торца контейнера, показанного на фиг.3, в соответствии с различными вариантами воплощения;
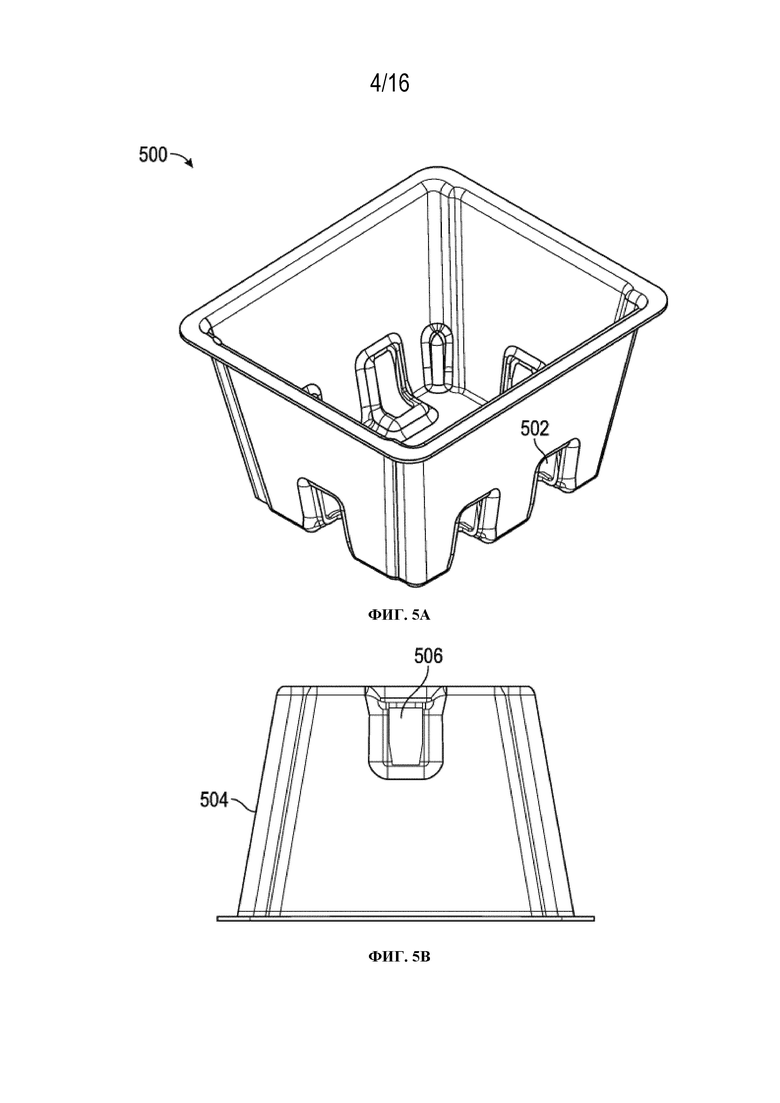
[0019] На фиг.5А представлен вид в перспективе иллюстративного продуктового контейнера, содержащего увеличенные вентиляционные отверстия, в соответствии с различными вариантами воплощения;
[0020] На фиг.5B представлен вид с торца контейнера, показанного на фиг.5A, в соответствии с различными вариантами воплощения;
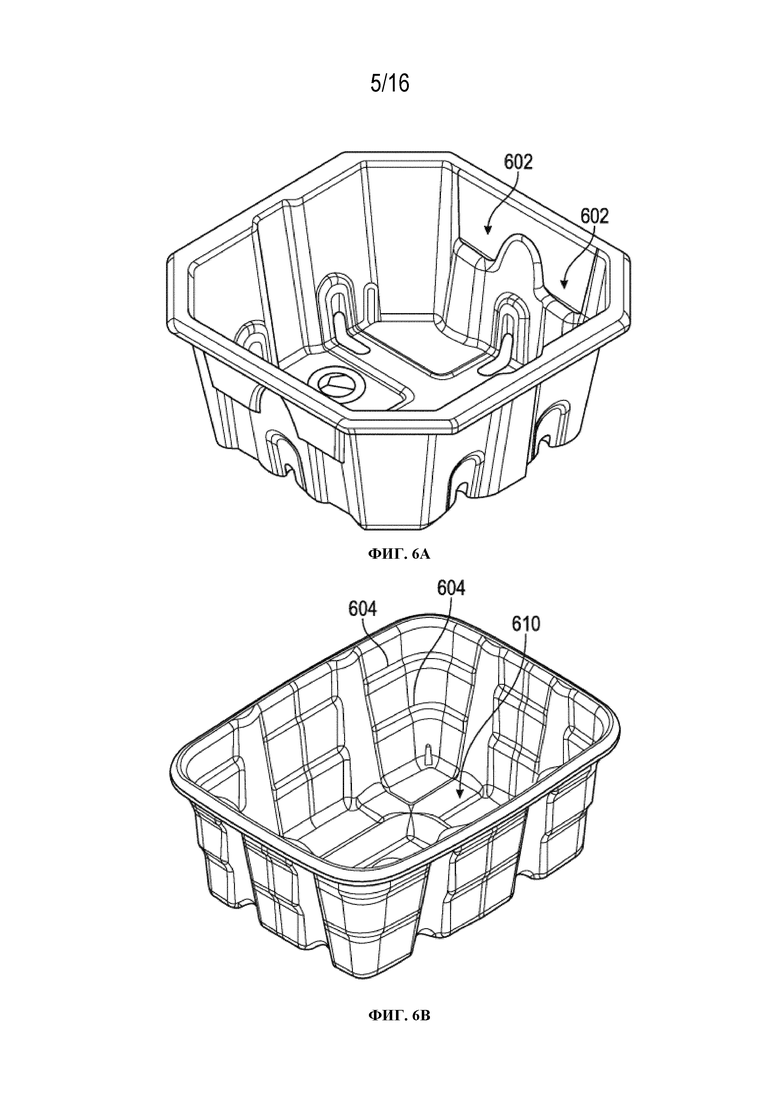
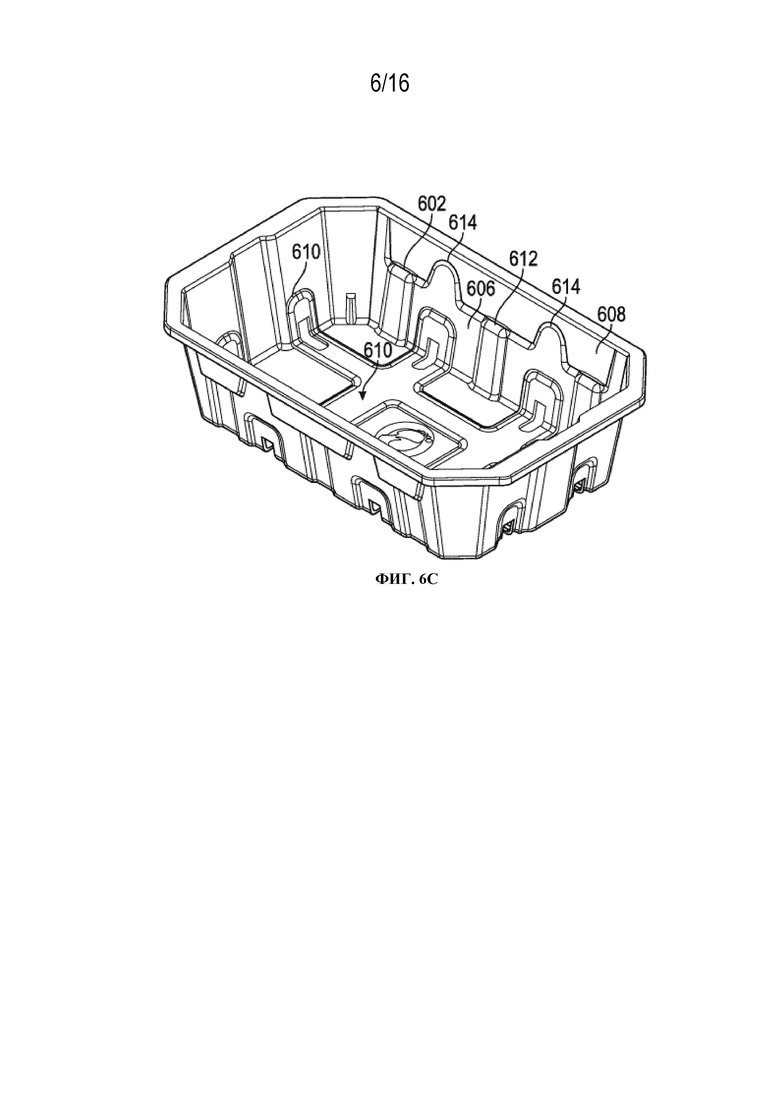
[0021] На фиг.6А–6С приведены альтернативные варианты воплощения пищевых контейнеров, иллюстрирующие различные элементы полки и ребра, в соответствии с различными вариантами воплощения;
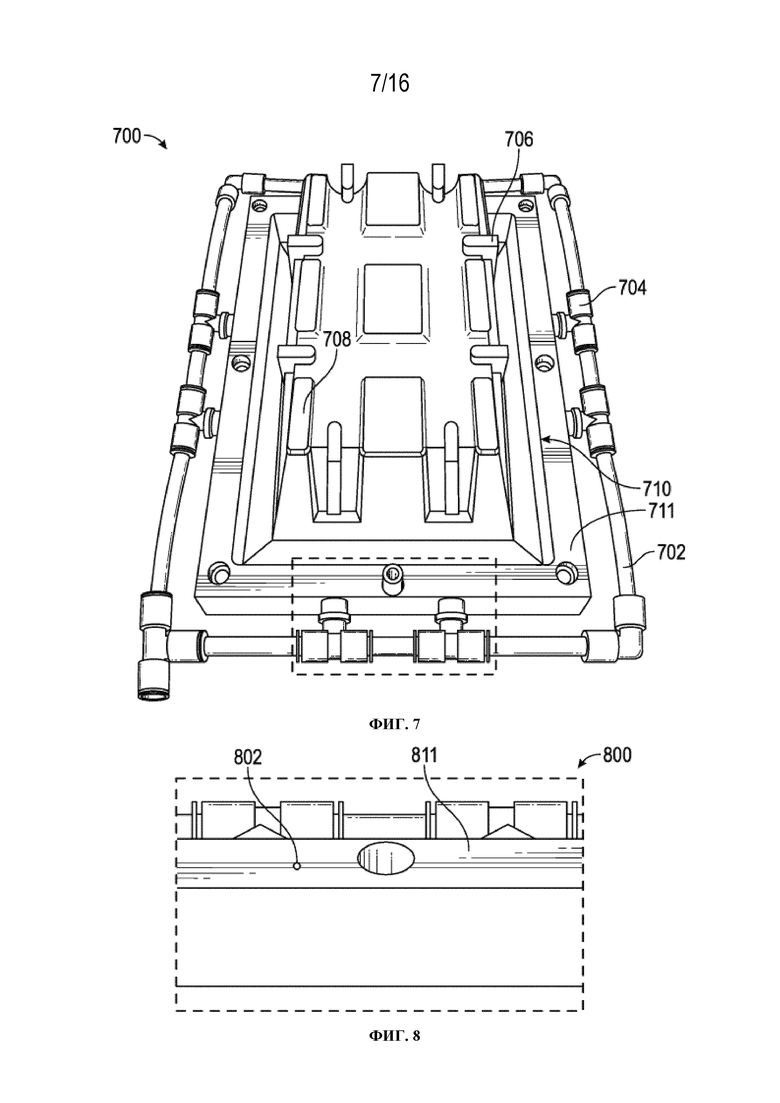
[0022] На фиг.7 приведен вид в перспективе иллюстративной оснастки для промывки, содержащей распылительные сопла, выполненные с возможностью вымывания пульпы из вставок вентиляционных отверстий, в соответствии с различными вариантами воплощения;
[0023] На фиг.8 представлен увеличенный вид распылительных сопел, показанных на фиг.7, в соответствии с различными вариантами воплощения;
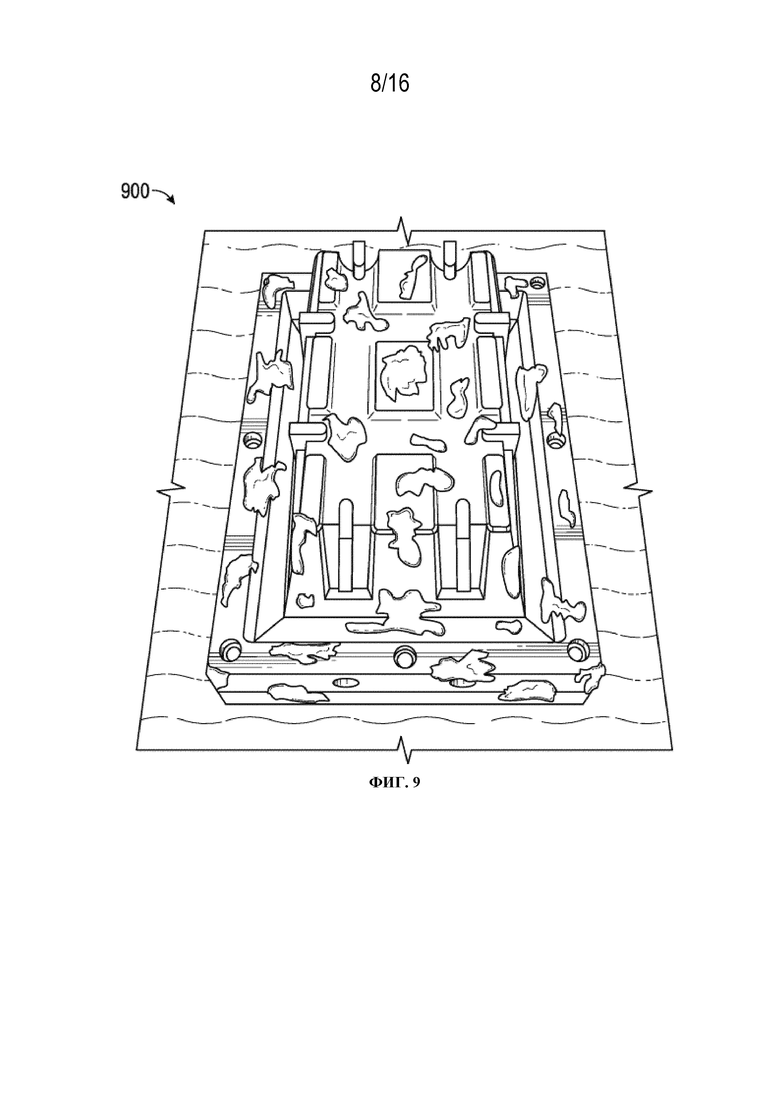
[0024] На фиг.9 приведен вид в перспективе избыточного волокна, предназначенного для удаления распылительными соплами, показанными на фиг.7 и 8, в соответствии с различными вариантами воплощения;
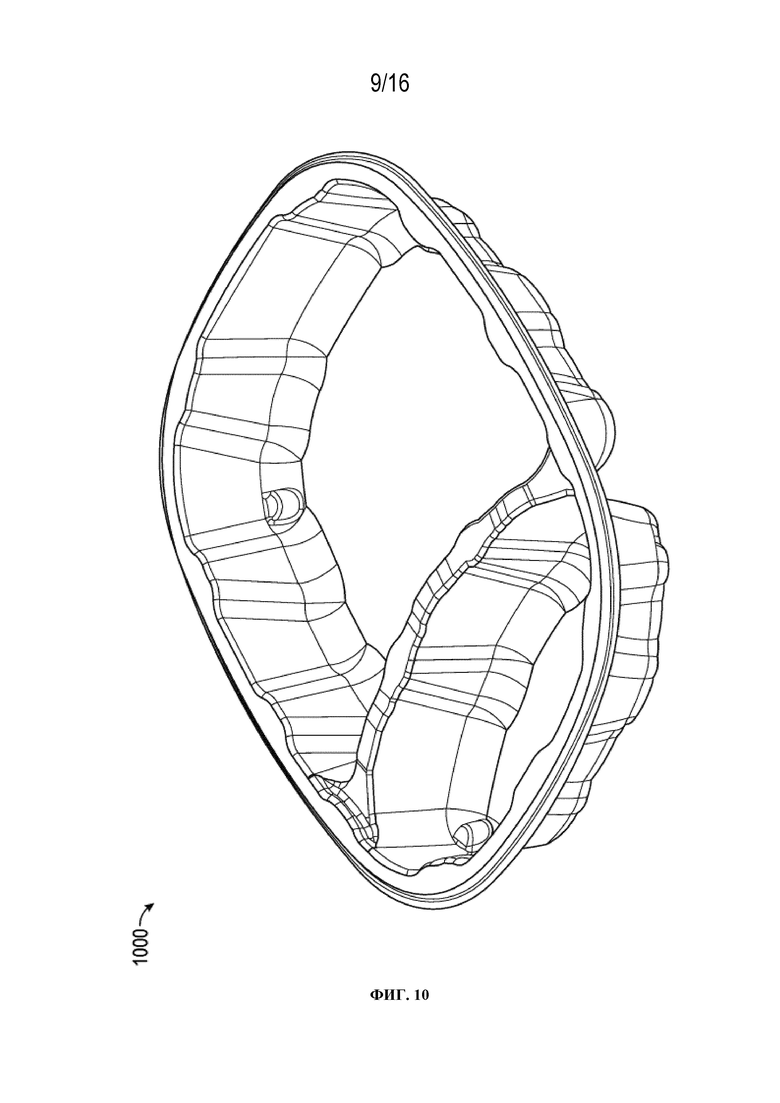
[0025] На фиг.10 представлен вид в перспективе иллюстративного пищевого контейнера для микроволновой печи в соответствии с различными вариантами воплощения;
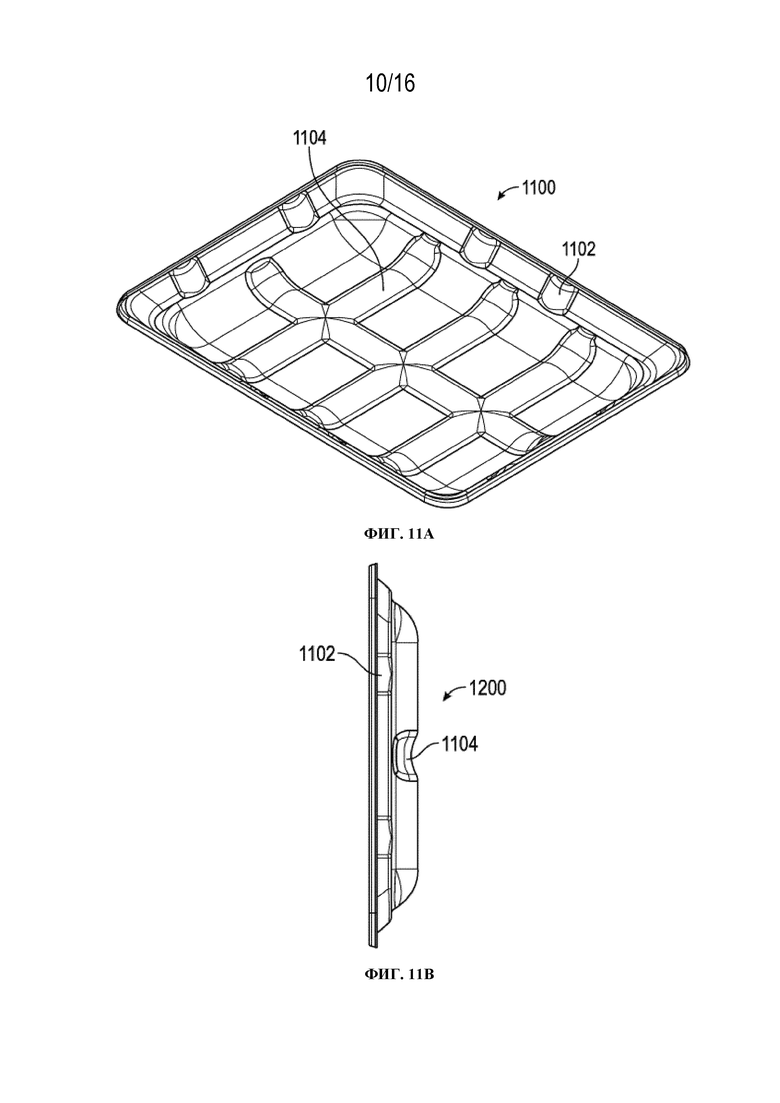
[0026] На фиг.11A представлен вид в перспективе иллюстративного контейнера для мяса в соответствии с различными вариантами воплощения;
[0027] На фиг.11B представлен вид с торца пищевого контейнера для микроволновой печи, показанного на фиг.11A, в соответствии с различными вариантами воплощения;
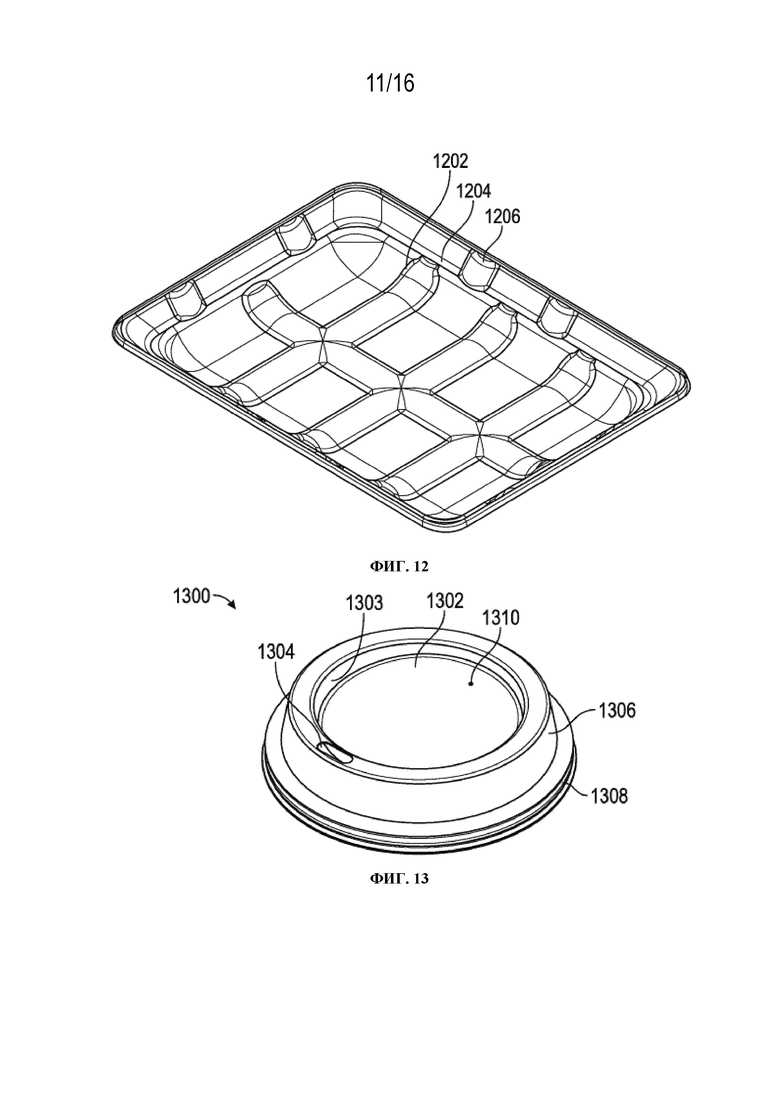
[0028] На фиг.12 представлен альтернативный вариант воплощения мелкого пищевого лотка, иллюстрирующий полку, имеющую смещенные ребра, в соответствии с различными вариантами воплощения;
[0029] На фиг.13 представлен вид в перспективе иллюстративной крышки контейнера для жидкости (например, супа или напитка, такого как кофе или газированная вода) в соответствии с различными вариантами воплощения;
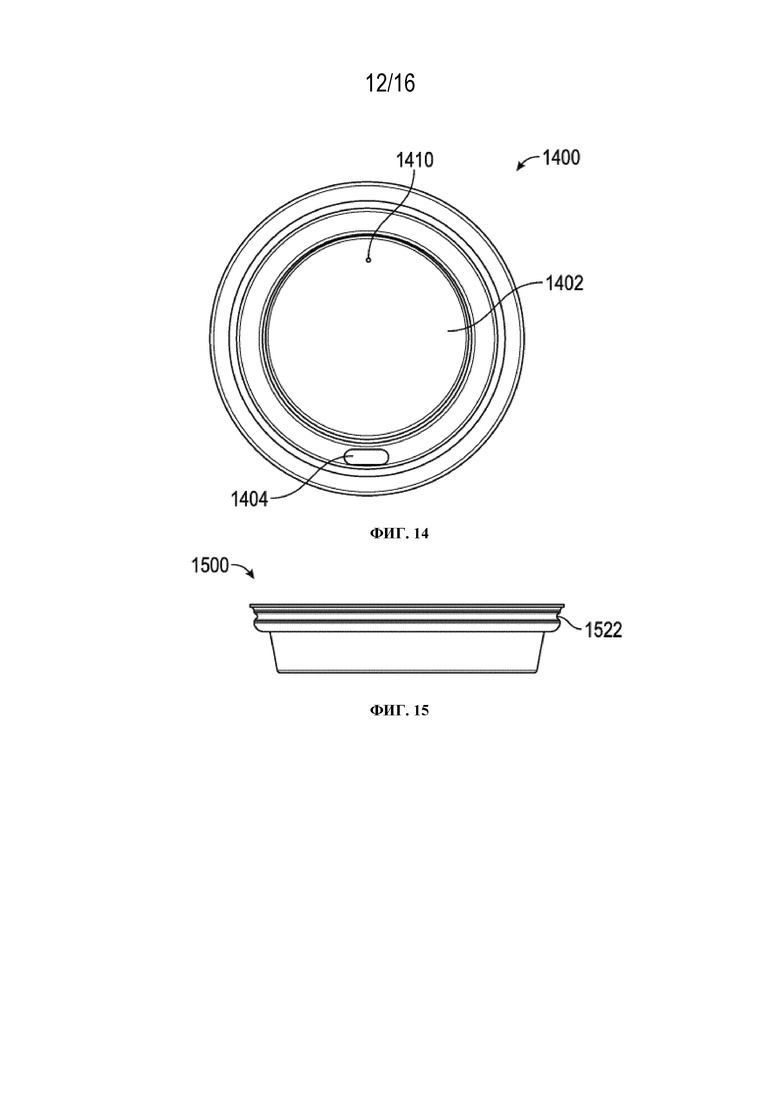
[0030] На фиг.14 представлен вид сверху крышки, показанной на фиг.13, в соответствии с различными вариантами воплощения;
[0031] На фиг.15 представлен вид сбоку крышки, показанной на фиг.13 и 14, в соответствии с различными вариантами воплощения;
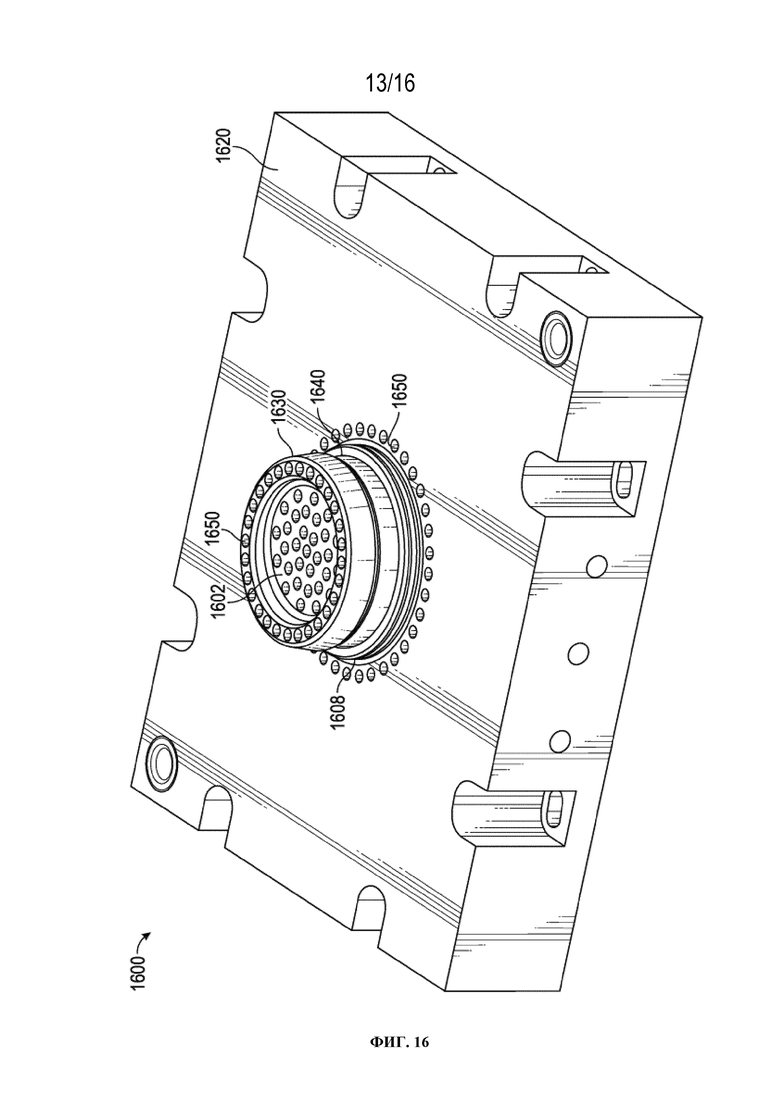
[0032] На фиг.16 представлен вид в перспективе иллюстративной пресс–формы для использования при изготовлении крышки, показанной на фиг.13–15, в соответствии с различными вариантами воплощения;
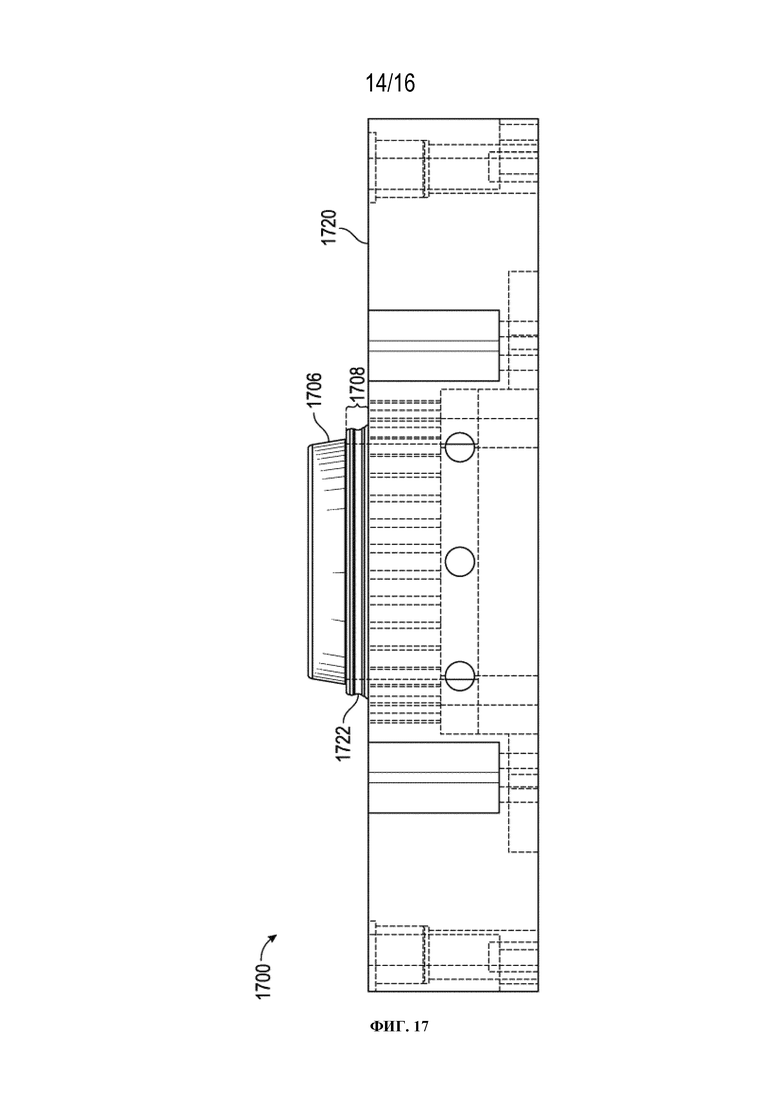
[0033] На фиг.17 представлен вид сбоку пресс–формы по фиг.16, показанной во втянутом положении, в соответствии с различными вариантами воплощения;
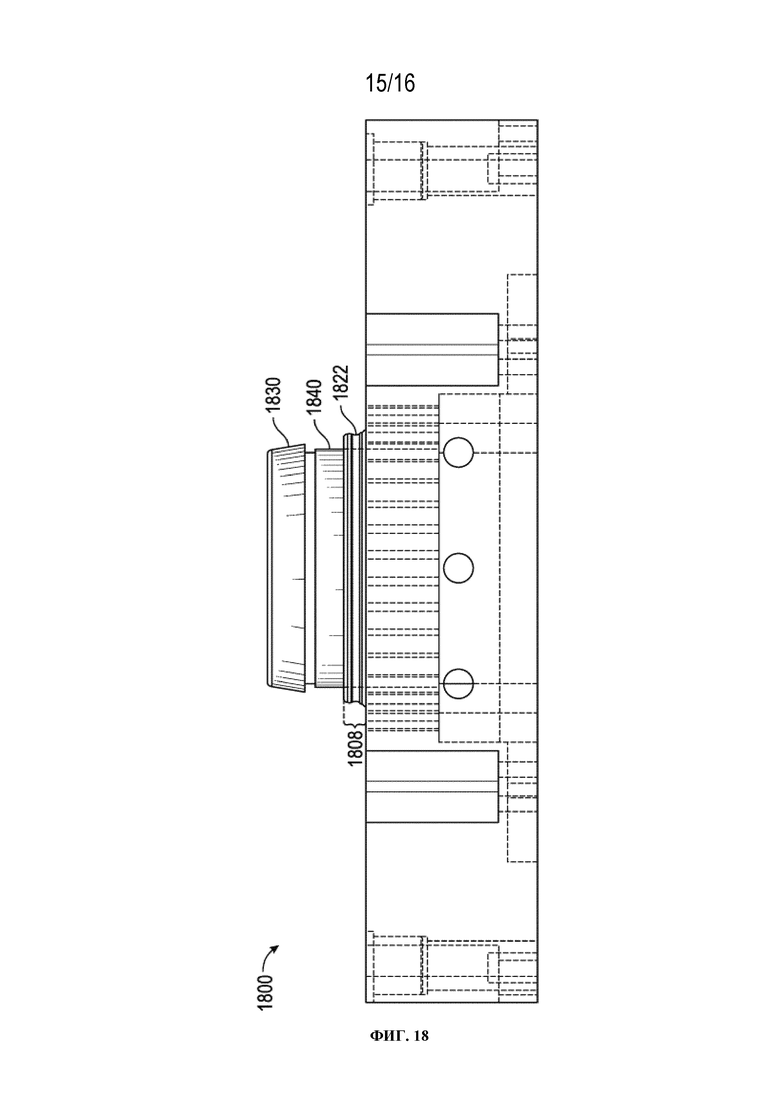
[0034] На фиг.18 представлен вид сбоку пресс–формы по фиг.17, показанной в выдвинутом положении, в соответствии с различными вариантами воплощения; и
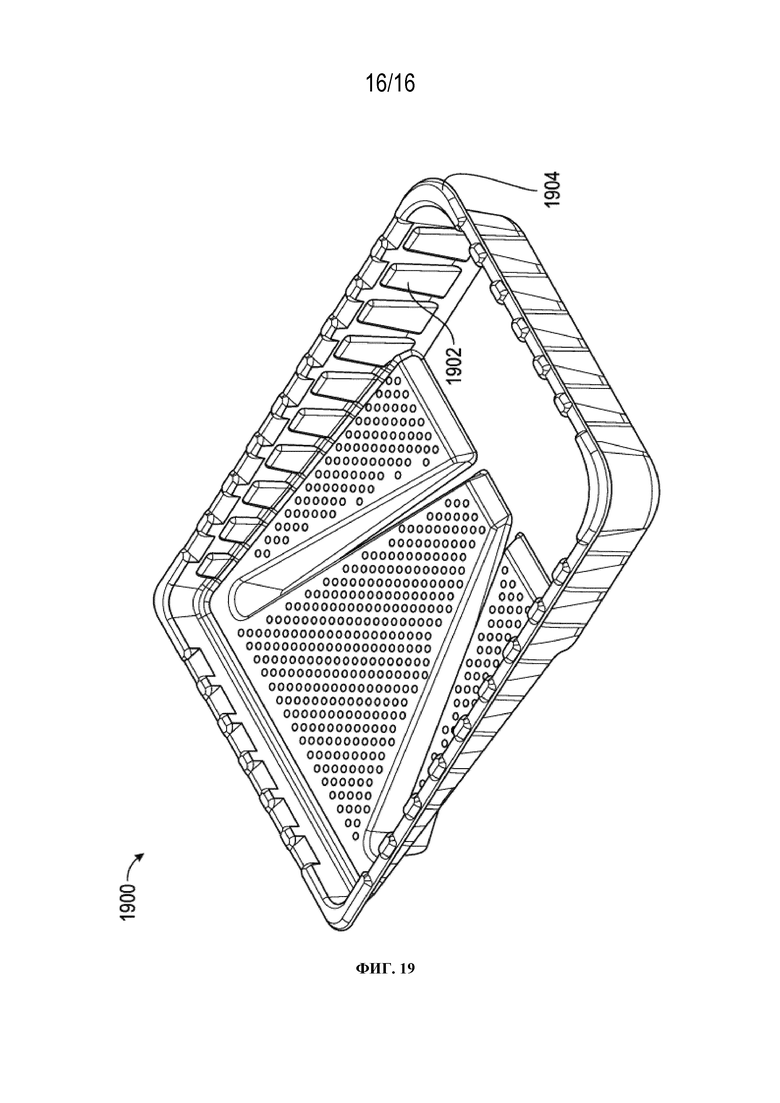
[0035] На фиг.19 представлен вид в перспективе контейнера для бытовых изделий (не пищевых) в соответствии с различными вариантами воплощения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0036] Следующее подробное описание изобретения является только иллюстративным по природе и не предназначено для ограничения изобретения или применения и использования настоящего изобретения. Кроме того нет намерения ограничиться какой–либо теорией, представленной в предшествующем уровне техники или в следующем подробном описании.
[0037] Различные варианты воплощения настоящего изобретения относятся к волокнистым изделиям или изделиям из целлюлозной пульпы для использования как в пищевой промышленности и в производстве напитков, так и в других областях. В качестве не имеющего ограничительного характера примера настоящее изобретение относится к конкретным химическим составам суспензий, выполненным с возможностью решения уникальных задач, стоящих перед пищевой промышленностью, включая маслозащитные, влагозащитные и парозащитные материалы, удерживающие добавки, отсутствие которых до сих пор не позволяло волокнистым изделиям вытеснять одноразовые пластиковые контейнеры и компоненты в пищевой промышленности. В настоящем изобретении дополнительно предложены волокнистые контейнеры, имеющие геометрические и конструктивные элементы для повышенной жесткости. Сочетание этих элементов с новыми химическими составами позволяет заменять волокнистыми изделиями пластиковые аналоги в широком спектре применений, таких как, например: замороженные, охлажденные и неохлажденные продукты питания; медицинское, фармацевтическое и биологическое применение; пищевые контейнеры для микроволновых печей; напитки; пищевые и не съедобные жидкости; вещества, которые выделяют воду, масло и/или водяной пар во время хранения, транспортировки и приготовления (например, приготовления пищи); применение в садоводстве, включая расходные материалы и ландшафтные/садово–огородные растения, цветы, травы, кустарники и деревья; устройства для хранения и распределения химикатов (например, поддоны для краски); продукты (включая продукты питания человека и животных, такие как фрукты и овощи); салаты; готовая пища; упаковка для мяса, птицы и рыбы; крышки; чашки; бутылки; направляющие и разделители для обработки и демонстрации вышеизложенного; кромочные и угловые детали для упаковки, хранения и доставки электроники, зеркал, предметов искусства и других хрупких компонентов; ковши; трубки; промышленные, автомобильные, морские, аэрокосмические и военные компоненты, такие как прокладки, распорки, уплотнения, подушки и т.п.; и связанные с этим пресс–формы, формы из проволочной сетки, составы, способы, процессы, химические формулы, оснастка, распределение суспензии, химический мониторинг, введение химикатов и связанные с ними системы, устройства, способы и технологии для изготовления вышеупомянутых компонентов.
[0038] Как показано на фиг.1, иллюстративная система и процесс 100 вакуумной формовки с использованием волокнистой суспензии включают в себя первый этап 101, на котором пресс–форма (не показана для ясности) в виде зеркального отражения изготавливаемого изделия заключена в тонкую проволочную сетку 102, совпадающую с контуром пресс–формы. Подачу 104 волокнистой суспензии 104 выполняют при давлении (P1) 106 (обычно при давлении окружающей среды). Благодаря поддержанию более низкого давления (P2) 108 внутри пресс–формы, суспензия втягивается через сетчатую форму, задерживающую частицы волокна с очертаниями пресс–формы, в то же время, удаляющую избыточную суспензию 110 для возврата обратно в систему.
[0039] Как показано на фиг.1, второй этап 103 включает в себя осаждение волокнистого слоя 130 на проволочной сетке с очертаниями пресс–формы. Когда слой 130 достигает желаемой толщины, пресс–форма поступает на третий этап 105 для влажного или сухого отверждения. В процессе влажного отверждения отформованную деталь переносят в нагретый пресс (не показан), и слой 130 прессуют и сушат до желаемой толщины, благодаря чему получают гладкую отделку наружной поверхности готовой детали. В процессе сухого отверждения нагретый воздух пропускают непосредственно через слой 130 для удаления из него влаги, что приводит к более текстурной отделке, почти как в обычной коробке для яиц.
[0040] В соответствии с различными вариантами воплощения процесс вакуумной формовки работает как система с замкнутым контуром, в которой неиспользованная суспензия возвращается обратно в ванну, где формуется изделие. Таким образом, некоторые из химических добавок (более подробно описанных ниже) абсорбируются в отдельных волокнах, а некоторые добавки остаются в водном растворе. В процессе вакуумной формовки только волокна (которые поглотили некоторые из добавок) задерживаются в пресс–форме, в то время как остальные добавки возвращаются обратно в резервуар. Следовательно, должны пополняться только добавки, поглощаемые формованной деталью, поскольку остальные добавки циркулируют в замкнутом контуре вместе с суспензией в растворе. Как описано ниже, система поддерживает установившийся химический состав в вакуумном резервуаре при заданных объемных соотношениях составляющих компонентов, входящих в суспензию.
[0041] Со ссылкой на фиг.2, показана система 200 с замкнутым контуром суспензии для управления химическим составом суспензии. В показанном иллюстративном варианте воплощения резервуар 202 заполняют волокнистой суспензией 204, имеющей конкретный необходимый химический состав, после чего вакуумную пресс–форму 206 погружают в ванну с суспензией для формования формованной детали. После того как формируемая деталь сформована до желаемой толщины, пресс–форму 206 удаляют для последующей обработки 208 (например, формования, нагревания, сушки, нанесения покрытия и т.п.).
[0042] В типичном процессе влажного прессования диапазон температур горячего прессования составляет около 150–250 градусов по Цельсию, а диапазон давления горячего прессования составляет около 140–170 кг/см2. Конечная плотность изделия должна составлять около 0,5–1,5 г/см3 и, наиболее предпочтительно, около 0,9–1,1 г/см3. Конечная толщина изделия составляет приблизительно 0,3–1,5 мм и, предпочтительно, приблизительно 0,5–0,8 мм.
[0043] С дальнейшей ссылкой на фиг.2, волокнистую суспензию, содержащую пульпу и воду, вводят в резервуар 202 на входе 210 для суспензии. В различных вариантах воплощения для измельчения волокна пульпы с созданием дополнительных участков связывания может быть использована дробилка. Один или более дополнительных компонентов или химических добавок могут подаваться на соответствующие входы 212–214. Суспензия может циркулировать с использованием трубопровода 218 с замкнутым контуром, с добавлением дополнительной целлюлозы и/или воды по мере необходимости. Чтобы поддерживать устойчивое равновесное состояние требуемых химических добавок, модуль 216 отбора проб выполнен с возможностью измерения или регулирования иным образом составляющих компонентов суспензии и динамического или периодического регулирования соответствующих уровней добавок путем управления соответствующими входами 212–214. Как правило, концентрация суспензии составляет около 0,1–1%, наиболее предпочтительно около 0,3–0,4%. В одном варианте воплощения различные химические составляющие поддерживают в заданном необходимом процентном отношении по объему; в качестве альтернативы, химический состав может поддерживаться на основе процентного соотношения по массе, или любого другого желаемого способа контроля.
[0044] Волокно целлюлозы, используемое на этапе 202, также может быть подвергнуто механическому измельчению для улучшения связывания волокна с волокном и улучшения связывания химических веществ с волокном. Таким образом, суспензия подвергается процессу размола, который изменяет садкость или степень размола волокнистых материалов. Размол физически модифицирует волокна для фибриллирования и делает их более гибкими для достижения лучшего связывания. Кроме того, процесс размола может увеличить прочность на разрыв и прочность на продавливание конечного продукта. В различных вариантах воплощения садкость связана с состоянием поверхности и набуханием волокон. Садкость (surface conditions fibers, csf, состояние поверхности волокон), соответствующим образом, находится в диапазоне 200–700, и предпочтительно, приблизительно 220–250 для многих процессов и изделий, описанных в настоящем документе.
[0045] Далее будут описаны химические формулы (иногда называемые здесь «химическими составами») и конфигурации изделий для различных волокнистых упаковок и контейнеров, а также способы их изготовления, со ссылкой на фиг.3–19.
ПРОДУКТОВЫЕ КОНТЕЙНЕРЫ
[0046] На фиг.3 приведен вид в перспективе иллюстративного продуктового контейнера 300 (например, для грибов) с изображением завальцованной кромки 302, консольного края 304 и различных конструктивных элементов, включая боковые панели, имеющие наружный изгиб, боковые ребра 306 и нижние ребра 308, для повышения прочности обода. В данном контексте термин «прочность обода» относится к измерению приложенного поперечного усилия вдоль противоположно направленных векторов 310 в зависимости от результирующего прогиба. Хотя начальная прочность обода контейнера в основном зависит от геометрии, причем прочность обода имеет тенденцию к ухудшению, когда контейнер поглощает влагу, выделяемую из его содержимого (например, грибов). Автор настоящего изобретения установил, что сочетание различных геометрических характеристик с химическим составом суспензии, оптимизированным для различных вариантов применения, может поддерживать прочность обода в течение продолжительного времени хранения. Таким образом, благодаря включению влагоотталкивающего материала в суспензию (и/или нанесению влагоотталкивающего поверхностного покрытия), прочность обода может поддерживаться в течение более длительного периода времени, даже если содержимое контейнера выделяет влагу.
[0047] На фиг.4 приведен вид с торца контейнера 400, в целом аналогичного контейнеру, показанному на фиг.3, и показан размер 402 по ширине, размер 404 по высоте, и длина 408 края в диапазоне 0,1–5 миллиметров и предпочтительно около 1,5 мм, причем в показанном варианте воплощения край проходит вниз; в альтернативном варианте край может проходить под косым или тупым углом относительно вертикальной плоскости. Размеры 402, 404 по ширине и высоте могут иметь какие–либо желаемые значения, например, в диапазоне 20–400 мм и предпочтительно приблизительно 60–200 мм.
[0048] Как кратко упомянуто выше, различные суспензии, используемые для контейнеров вакуумной формовки согласно настоящему изобретению, содержат базовую смесь волокон целлюлозы и воды с добавленными химическими компонентами для придания желаемых эксплуатационных характеристик, подобранных для каждого конкретного применения изделия. Базовое волокно может содержать по меньшей мере какой–либо один из следующих материалов или их комбинацию: мягкую древесину (softwood, SW), жмых, бамбук, старые гофрированные контейнеры (old corrugated containers, OCC) и газетную бумагу (newsprint, NP). В качестве альтернативы, базовое волокно может быть выбрано в соответствии со следующими источниками, полное содержание которых включено в настоящий документ посредством ссылки: «Lignocellulosic Fibers and Wood Handbook: Renewable Materials for Today's Environment», под редакцией Mohamed Naceur Belgacem и Antonio Pizzi (Авторские права 2016 г. принадлежат компании Scrivener Publishing, LLC), доступен по ссылке https://books.google.com/books?id=jTL8CwAAQBAJ&printsec=frontcover#v=onepage&q&f=false; «Efficient Use of Flourescent Whitening Agents and Shading Colorants in the Production of White Paper and Board» авторов Liisa Ohlsson и Robert Federe, опубликован 8 октября 2002 г. в еженедельнике African Pulp and Paper Week, доступен по ссылке http://www.tappsa.co.za/archive/APPW2002/Titie/Efficient use of fluorescent w/efficient use of fluorescent w.html; Cellulosic Pulps, Fibres and Materials: Cellucon '98 Proceedings, под редакцией J F Kennedy, G O Phillips, P A Williams, авторские права 200 принадлежат компании Woodhead Publishing Ltd., доступен по ссылке https://books.google.com/books?id–xO2iAgAAQBAJ&printsec=frontcover#v=onepage&q&f=false; и патент США № 5 169 497 A под названием "Application of Enzymes and Flocculants for Enhancing the Freeness of Paper Making Pulp" опубликован 8 декабря 1992 г.
[0049] Для продуктовых контейнеров вакуумной формовки, изготовленных с использованием влажного или сухого прессования, может быть использована волокнистая основа OCC и NP, где компонент OCC составляет от 50 до 100%, предпочтительно около 70% OCC и 30% NP, с добавленным влаго/водоотталкивающего вещества в диапазоне 1–10% по массе, предпочтительно приблизительно 1,5–4% по массе, и наиболее предпочтительно около 4% по массе. В предпочтительном варианте воплощения влаго/водозащитный материал может содержать димер алкилкетена (alkylketene dimer, AKD) (например, AKD 80) и/или длинноцепочечные дикетены, поставляемые FOBCHEM по ссылке http://www.fobchem.com/html.products/Alkyl–Keten–Dimer %EF %BC %88AKD–WAX %EF %89.html#.VozozvkrKUk; и Yanzhou Tiancheng Chemical Co., Ltd. по ссылке http://www.yztianchengchem.com/en/index.php?m=content&c=index&a=show&catid=38&id=124&gclid=CPbn65aUg8oCFRCOaQodoJUGRg.
[0050] Для придания определенных цветов формованным целлюлозным изделиям к целлюлозе можно добавлять катионный краситель или краситель, реагирующий с волокнами. Красители, реагирующие с волокнами, такие как Procion MX, связываются с волокном на молекулярном уровне, становясь химической частью ткани. Кроме того, добавление соли, кальцинированной соды и/или повышение температуры целлюлозы поможет дополнительно закрепить поглощенный краситель в ткани, чтобы предотвратить его утечку и увеличить насыщенность цвета.
[0051] Для повышения конструктивной прочности к суспензии может быть добавлен компонент крахмала, например, жидкие крахмалы, производимые промышленностью, как катионная добавка Topcat® L98, катионные добавки Hercobond и Topcat® L95 (поставляемые компанией Penford Products Co. г. Сидар–Рапидс, штат Айова). В качестве альтернативы, жидкий крахмал также может быть объединен с жидкими катионными крахмалами с низкой ценой, такими как те, которые поставляются в качестве катионной добавки Penbond® и катионной добавки PAF 9137 BR (также поставляемой компанией Penford Products Co. г. Сидар–Рапидс, штат Айова).
[0052] Для процессов сухого прессования добавка Topcat L95 может быть добавлена в процентах по массе в диапазоне 0,5–10%, предпочтительно приблизительно 1–7%, и особенно для изделий, в которых необходимо поддерживать прочность в среде с высокой влажностью, наиболее предпочтительно около 6,5%; в иных случаях, наиболее предпочтительно приблизительно 1,5–2,0%. Для процессов влажного прессования используют прочные в сухом состоянии добавки, такие как Topcat L95 или Hercobond, изготовленные из модифицированных полиаминов, которые образуют как водородные, так и ионные связи с волокнами и мелкими частицами. Прочные в сухом состоянии добавки помогают увеличить прочность в сухом состоянии, а также дренаж и удерживаемость, кроме того они эффективны для закрепления анионных, гидрофобных и клеящих веществ в волокнистых продуктах. Эти добавки могут быть введены в массовых процентах в диапазоне 0,5–10%, предпочтительно приблизительно 1–6% и наиболее предпочтительно около 3,5%. Кроме того, как влажные, так и сухие процессы могут выиграть от добавления прочных во влажном состоянии добавок, например растворов, составленных из полиамид–эпихлоргидриновой (polyamide–epichlorohydrin, PAE) смолы, такой как Kymene 577, или аналогичного компонента, поставляемого Ashland Specialty Chemical Products по ссылке http://www.ashland.com/products. В предпочтительном варианте воплощения изобретения Kymene 577 может добавляться в процентах по объему в диапазоне 0,5–10%, предпочтительно приблизительно 1–4% и наиболее предпочтительно приблизительно 2% или в равном количестве при дозировании прочных в сухом состоянии добавок. Kymene 577 относится к классу поликатионных материалов, содержащих в среднем две или более групп солей аминогрупп и/или групп четвертичного аммония на молекулу. Такие аминогруппы имеют тенденцию присоединять протоны в кислых растворах с образованием катионных частиц. Другие примеры поликатионных материалов включают полимеры, полученные в результате модификации с помощью эпихлоргидрина аминосодержащих полиамидов, таких как полученные из конденсации адипиновой кислоты и диметилентриамина, поставляемых как Hercosett 57 компанией Hercules и Catalyst 3774 – компанией Ciba–Geigy.
[0053] В некоторых вариантах применения для упаковки желательно, чтобы воздух проходил сквозь контейнер, например, чтобы способствовать созреванию или избегать порчи содержимого (например, помидоров). Однако обычная вакуумная оснастка обычно вымывает избыточное количество волокна из пресс–формы с помощью направленной вниз струи воды, тем самым ограничивая размер образующихся вентиляционных отверстий в готовом изделии. Автор настоящего изобретения установил, что перенаправление струи способствует большему удалению волокна во время цикла промывания, создавая большее вентиляционное отверстие в готовом изделии для данной конфигурации пресс–формы.
[0054] Более конкретно, на фиг.5А представлен вид в перспективе иллюстративного продуктового контейнера 500, содержащего увеличенные разгрузочные отверстия 502. На фиг.5B представлен вид с торца контейнера 504, иллюстрирующий увеличенные вентиляционные отверстия 506. В данном контексте термин «расширенные вентиляционные отверстия» относится к отверстиям, выполненным с использованием модифицированной оснастки, показанной на фиг.9–7, описанной ниже.
[0055] Как показано на фиг.6А–6С, для повышения структурной жесткости/целостности пищевых контейнеров могут быть использованы различные комбинации геометрических элементов. В качестве не имеющего ограничительного характера примера, одна или более горизонтально расположенных полок 602, 604 могут быть расположены между верхней областью и нижней областью боковой стенки. Для боковых стенок, содержащих одну полку, полка может быть расположена на расстоянии 30–50% от высоты стенки от верха лотка, и предпочтительно около 35%. Полка может быть создана путем вдавливания боковой панели и/или изменения угла штамповочного уклона. Например, в варианте воплощения, показанном на фиг.6C, нижняя область 606 имеет угол штамповочного уклона в диапазоне приблизительно 4–6° (и предпочтительно около 5°), в то время как верхняя область 608 имеет угол штамповочного уклона в диапазоне приблизительно6–8° (и предпочтительно около 7°).
[0056] Как показано на фиг.6А–6С, различные конфигурации 610 ребер могут быть расположены вдоль дна и вверх по боковым панелям пищевых контейнеров. Ребра могут быть выполнены с возможностью окончания у полки, над полкой (например, в верхней области боковой стенки, например, на 25% расстояния вниз от верхней кромки), под полкой (например, в нижней области боковой стенки, например, на 25% расстояния вниз от полки) или у верхней кромки боковой стенки. Как показано на фиг.6C, ребра 612 могут проходить от дна контейнера вверх и заканчиваться у полки, после чего последующие ребра 614 могут быть смещены относительно ребер 612 и проходить вверх от полки. Ребра могут заканчиваться в виде круглой, квадратной или другой желаемой геометрической формы или конфигурации.
ОСНАСТКА С ВЕНТИЛЯЦИОННЫМИ ОТВЕРСТИЯМИ
[0057] На фиг.7 показана система 700 направленной очистки водой, содержащая множество перенаправляемых распылительных сопел 704, выполненных с возможностью вымывания избыточной пульпы из вставок 706 вентиляционных отверстий. Более конкретно, пресс–форма (не показана) покрыта проволочной сеткой 708, причем пресс–форма содержит вставки, которые соответствуют вентиляционным отверстиям в готовом изделии. Подающий трубопровод 702 подает воду для промывки в коллектор 711, содержащий множество распылительных сопел, каждое из которых выполнено с возможностью направления промывочной воды для удаления избытка волокна вблизи вставок.
[0058] С краткой ссылкой на фиг.8, вид 800 крупным планом секции коллектора 811 изображает распылительное сопло 802, выполненное с возможностью направления промывочной воды в место вблизи соответствующей вставки 706. Таким образом, удаляется большая часть остаточных волокон, окружающих вставки, в результате чего образуются увеличенные вентиляционные отверстия в готовом изделии по сравнению с известными в настоящее время системами, которые просто ополаскивают пресс–форму водой, распыляемой сверху. Важно заметить, что увеличенные вентиляционные отверстия могут быть выполнены без необходимости регулировки нижележащей пресс–формы или вставок.
[0059] Как показано на фиг.9, избыточное волокно 900, предназначенное для удаления улучшенными распылительными соплами согласно настоящему изобретению, обеспечивает увеличенные вентиляционные отверстия с использованием существующих пресс–форм и известных в настоящее время вставок.
КОНТЕЙНЕРЫ, ПОДХОДЯЩИЕ ДЛЯ МИКРОВОЛНОВЫХ ПЕЧЕЙ
[0060] Опираясь на данные, полученные в результате разработки вышеупомянутых продуктовых контейнеров, автор настоящего изобретения установил, что контейнеры из формованного волокна можно сделать пригодными в качестве одноразовых пищевых контейнеров, подходящих для использования в микроволновых, конвекционных и обычных печах, путем оптимизации химического состава суспензии. В частности, химический состав суспензии должен преимущественно учитывать один или более из следующих трех показателей эффективности: i) влагозащита; ii) маслозащита; и iii) парозащита (конденсат), чтобы избежать образования конденсата при размещении горячего контейнера на поверхности, имеющей более низкую температуру, чем контейнер. В этом контексте степень, с которой водяной пар проникает в контейнер, связана с пористостью контейнера, снижение которой является целью настоящего изобретения. То есть даже если контейнер фактически непроницаем для масла и воды, он, тем не менее, может ухудшить впечатление пользователя в случае, когда водяной пар проникает в контейнер, особенно если водяной пар конденсируется на холодной поверхности, оставляя после себя кольцо влаги. Автор настоящего изобретения также установил, что проблема конденсата является явно выраженной в вариантах применения на основе волокон, поскольку водяной пар обычно не проникает через пластиковую изоляцию.
[0061] Соответственно, для контейнеров, подходящих для микроволновых печей, в настоящем изобретении предложена волокнистая или целлюлозная суспензия, включающая влагозащитный материал, маслозащитный материал и парозащитный материал, и необязательную удерживающую добавку. В одном варианте воплощения может быть использована волокнистая основа из мягкой древесины (SW)/жмыха в соотношении приблизительно 10–90%, и предпочтительно около 7:3. В качестве влагозащитного материала может быть использован AKD в диапазоне приблизительно 0,5–10%, предпочтительно приблизительно 1,5–4%, и наиболее предпочтительно около 3,5%. Маслозащитный материал, отталкивающий смазку и масло, обычно является водной эмульсией фторсодержащих соединений фторуглеродной смолы или других фторсодержащих полимеров, таких как UNIDYNE TG 8111 или UNIDYNE TG–8731 поставляемых Daikin или World of Chemicals по ссылке http://www.worldofchemicals.com/chemicals/chemical–properties/unidyne–tg–8111.html. Маслозащитный компонент суспензии (или местное покрытие) может содержать в процентах по массе в диапазоне 0,5–10%, предпочтительно приблизительно 1–4% и наиболее предпочтительно около 2,5%. В качестве удерживающей добавки может быть использовано органическое соединение, такое как Nalco 7527, поставляемое Nalco Company, г. Нейпервилл, 111. Может использоваться в диапазоне 0,1–1% по объему и предпочтительно около 0,3%. Наконец, для упрочнения готового изделия может быть использована прочная в сухом состоянии добавка, такая как неорганическая соль (например, Hercobond 6950, поставляемая по ссылке http://solenis.com/en/mdustries/tissue– towel/'innovations/hercobond–dry–strength–additives/; см. также http://www.sfm.state.or.us/CR2K_SubDB/MSDS/HERCOBOND_6950.PDF), в диапазоне 0,5–10% по весу, предпочтительно приблизительно 1,5–5%, и наиболее предпочтительно около 4%.
[0062] Как указано, на эффективность парозащиты непосредственно влияет пористость волокнистого лотка. Уменьшение пористости волокнистого лотка и, следовательно, улучшение парозащиты может быть достигнуто при использовании по меньшей мере двух способов. Одним из них является повышение степени размола материала лотка путем измельчения волокон. Вторым способом является местное напыление с использованием, например, Daikin S2066, который является длинноцепочечным фторсодержащим полимером на водной основе. Покрытие распылением может быть осуществлено с использованием в диапазоне приблизительно 0,1–3% по массе, предпочтительно приблизительно 0,2–1,5% и наиболее предпочтительно около 1%.
[0063] Как показано на фиг.10, иллюстративный пищевой контейнер 1000 для микроволновой печи образует два отделения; альтернативно, контейнер может иметь любую желаемую форму (например, форму круглой чаши, эллиптическую, прямоугольную форму и т.п.). Как указано выше, различные водо–, масло– и парозащитные добавки могут быть смешаны с суспензией, нанесены местно в виде спрея на покрытие или и то, и другое.
КОНТЕЙНЕРЫ ДЛЯ МЯСА
[0064] Известные в настоящее время лотки для мяса, используемые для показа домашней птицы, говядины, свинины и морепродуктов в продуктовых магазинах, обычно изготавливают из материалов на основе пластика, таких как полистирол и пенопласт, главным образом, благодаря их превосходным влагозащитным свойствам. Автор настоящего изобретения установил, что варианты вышеупомянутых химикатов, используемых в контейнерах для микроволновых печей, могут быть приспособлены для использования в лотках для мяса, особенно, в отношении влагозащиты (маслозащита и защита пор обычно не так важны в лотке для мяса, как в контейнере для микроволновой печи).
[0065] Соответственно, для контейнеров для мяса в настоящем изобретении предложена волокнистая или целлюлозная суспензия, включающая влагозащитный материал и необязательно маслозащитный материал. В одном варианте воплощения может быть использована волокнистая основа из мягкой древесины (SW)/жмыха и/или бамбука/жмыха в соотношении приблизительно 10–90%, и предпочтительно около 7:3. В качестве влаго/водозащитного материала может быть использован AKD в диапазоне приблизительно 0,5–10%, предпочтительно приблизительно 1–4% и наиболее предпочтительно около 4%. В качестве маслозащитного материала может быть использована эмульсия на водной основе, такая как UNIDYNE TG 8111 или UNIDYNE TG–8731. Маслозащитный компонент суспензии (или местное покрытие) может составлять в процентах по массе в диапазоне 0,5–10%, предпочтительно приблизительно 1–4% и наиболее предпочтительно около 1,5%. Наконец, для упрочнения готового изделия может быть использована прочная в сухом состоянии добавка, такая как Hercobond 6950, в диапазоне 0,5–10% по массе, предпочтительно приблизительно 1,5–4%, и наиболее предпочтительно около 4%.
[0066] Как описано выше в связи с продуктовыми контейнерами, химический состав суспензии может сочетаться с конструктивными элементами для обеспечения длительной жесткости с течением времени за счет предотвращения проникновения влаги/воды в лоток.
[0067] На фиг.11А представлен вид в перспективе иллюстративного контейнера для мяса 1100, а на фиг.11B представлен вид с торца контейнера для мяса, показанного на фиг.11A, содержащего ребра 1102 боковой стенки и нижние ребра 1104.
[0068] На фиг.12 приведен вид в перспективе иллюстративного мелкого контейнера 1200 для мяса, содержащего ребро 1202, проходящее вдоль дна и вверх вдоль боковой стенки, заканчивающееся у полки 1204. Второе ребро 1206, смещенное относительно первого ребра 1202, проходит вверх от полки.
КРЫШКИ ДЛЯ НАПИТКОВ
[0069] Несмотря на то, что бумажные стаканчики на основе волокна и целлюлозы широко известны, индустрии напитков все еще требуется экологически устойчивое решение для волокнистых крышек. Существенное препятствие для широкого использования волокнистых крышек заключается в возможности введения нулевого или отрицательного штамповочного уклона в конструкцию крышки, таким образом, чтобы ее можно было легко извлечь из пресс–формы. Кроме того, химический состав волокон должен быть приспособлен для обеспечения надлежащей влаго/водозащищенности, чтобы не допускать снижения жесткости крышки при наличии жидкости. Способы, химические составы и оснастка, предлагаемые в настоящем изобретении, решают обе эти проблемы таким способом, который до сих пор не рассматривался в предшествующем уровне техники.
[0070] В частности, химический состав крышек аналогичен составу мясных лотков и чаш для микроволновых печей, описанных выше. В частности, для крышек контейнеров для напитков в настоящем изобретении предложена волокнистая или целлюлозная суспензия, включающая водо/влагозащитный материал и необязательную удерживающую добавку. В одном варианте воплощения может быть использована волокнистая основа из мягкой древесины (SW)/жмыха и/или бамбука/жмыха в соотношении приблизительно 10–90%, и предпочтительно около 7:3. В качестве влаго/водозащитного материала может быть использован AKD в диапазоне приблизительно 0,5–10%, предпочтительно примерно от 1 до 4% и наиболее предпочтительно около 4%. Жесткость может быть повышена с помощью Hercobond 6950 в диапазоне 0,5–10% по массе, предпочтительно приблизительно 1–4%, и наиболее предпочтительно около 2% или, альтернативно, в таком же количестве, что и прочные в сухом состоянии добавки, используемые в системе. Kymene также может быть добавлен в диапазоне 0,5–10%, предпочтительно приблизительно 1–4%, и наиболее предпочтительно около 3%. В различных вариантах воплощения Hercobond и/или Kymene (или функционально аналогичные добавки) могут быть добавлены к суспензии перед добавлением AKD.
[0071] Как показано на фиг.13, иллюстративная крышка 1300 содержит наклонную платформу 1302, окруженную удерживающей стенкой 1303, выполненной с возможностью подталкивания жидкости, которая покидает внутреннюю часть контейнера, к отверстию 1304 для питья. На платформе 1302 может быть расположено небольшое вентиляционное отверстие 1310. Обод 1306 образует объемное пространство между верхней частью чашки (не показана) и платформой 1302, а стопорное кольцо 1308 выполнено с возможностью надежного запирания вокруг верхней части чашки. На фиг.14 приведен вид сверху крышки, показанной на фиг.13, содержащей вентиляционное отверстие 1410 платформы 1402 и отверстие 1404 для питья, для сравнения.
[0072] На фиг.15 приведен вид сбоку крышки 1500, на котором показан отрицательный уклон 1522, связанный со стопорным кольцом. Традиционно считается, что изделия вакуумной формовки не могут иметь элементов с нулевым или отрицательным штамповочным уклоном, потому что обычная оснастка вакуумной пресс–формы не позволяет удалять готовую деталь из оснастки, поскольку элемент с отрицательным штамповочным уклоном может «запирать» деталь в оснастке, почти так же, как готовая деталь «запирается» на сопряженном компоненте (в данном случае на чашке с напитком). Для преодоления этого недостатка, в настоящем изобретении предложена вакуумная оснастка, которая удаляет крышку из пресс–формы, несмотря на наличие элемента с нулевым или отрицательным штамповочным уклоном, как более подробно описано ниже со ссылкой на фиг.13–18.
ОСНАСТКА ДЛЯ КРЫШКИ
[0073] Оснастка для изготовления волокнистой крышки, имеющей нулевой или отрицательный штамповочный уклон, содержит выдвижной поршень, имеющий форму, которая обычно соответствует зеркальному отражению крышки, и выполненный с возможностью выдвижения, чтобы высвобождать готовую крышку из той части пресс–формы, в которой заблокирована крышка.
[0074] Со ссылкой на фиг.16 представлен вид в перспективе иллюстративной пресс–формы для использования при изготовлении крышки, показанной на фиг.13–15, в соответствии с различными вариантами воплощения. Более конкретно, узел 1600 пресс–формы содержит блок 1620 пресс–формы, поддерживающий часть 1608 стопорного кольца пресс–формы (соответствует стопорному кольцу 1308, показанному на фиг.13), узел выдвижного поршня, содержащий часть 1630 обода, имеющую наклонную платформу 1602 (соответствующую наклонной платформе 1302, показанной на фиг.13), и часть 1640 штока. Во время работы крышка подвергается вакуумной формовке в ванне суспензии (не показано) и затем переносится в горячий пресс, показанный на фиг.16. Охватывающая часть оснастки для крышки затем прессует влажную крышку вакуумной формовки, используя нагрев и давление.
[0075] На фиг.17 представлен вид сбоку пресс–формы по фиг.16, показанной во втянутом положении. В частности, часть 1706 обода поршня примыкает к части 1708 стопорного кольца блока 1720 пресс–формы, когда поршень находится во втянутом положении, показанном на фиг.17. Когда крышка формуется прессованием, часть 1522 с отрицательным штамповочным уклоном крышки (см. фиг.15) блокируется вокруг соответствующей части 1722 с отрицательным штамповочным уклоном части 1708 стопорного кольца пресс–формы. Чтобы удалить готовую деталь из пресс–формы, поршень выдвигается вверх, принуждая стопорное кольцо крышки мгновенно расширяться и высвобождаться из пресс–формы.
[0076] На фиг.18 показан поршень в выдвинутом положении. В частности, шток 1840 отжимает часть 1830 обода от части 1808 стопорного кольца, высвобождая крышку из элемента 1822 с отрицательным штамповочным уклоном пресс–формы. В одном варианте воплощения поршень выдвигается с помощью пневматики, и ему обеспечено втягивание под воздействием собственного веса после выпуска воздуха высокого давления.
КОНТЕЙНЕРЫ ДЛЯ БЫТОВЫХ ИЗДЕЛИЙ И ТРАНСПОРТИРОВАНИЯ
[0077] На фиг.19 представлен вид в перспективе контейнера 1900 для бытовых (непищевых) изделий, содержащего ребра 1902 боковой стенки и кромку 1904 по периметру в соответствии с различными вариантами воплощения. В зависимости от природы содержащегося материала, любой из вышеупомянутых химикатов или их комбинация может быть использована в конструкции контейнера. Например, если содержащаяся жидкость включает водный компонент, может быть использован подходящий влаго/водозащитный материал; если же содержащийся материал включает масляный компонент, может быть использован подходящий маслозащитный материал, и т.п.
[0078] Хотя настоящее изобретение было описано в контексте вышеупомянутых вариантов воплощения, следует понимать, что изобретение не ограничено таким образом. Например, различные геометрические элементы и химические составы могут быть отрегулированы для приспособления к дополнительным вариантам применения на основе идей настоящего изобретения.
[0079] Соответственно предложен способ изготовления продуктового контейнера. Способ включает: формирование проволочной сетки поверх пресс–формы, образующей зеркальное отражение продуктового контейнера; погружение проволочной сетки в ванну с волокнистой суспензией; создание вакуума через проволочную сетку для осаждения частиц волокна на поверхности проволочной сетки; и удаление проволочной сетки из ванны с суспензией; при этом суспензия содержит влаго/водозащитный компонент в диапазоне 1,5–4% по массе.
[0080] В одном варианте воплощения суспензия содержит влагозащитный компонент около 4%.
[0081] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD).
[0082] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD) 80.
[0083] В одном варианте воплощения суспензия содержит волокнистую основу OCC/NP при соотношении в диапазоне 0,5/9,5.
[0084] В одном варианте воплощения суспензия дополнительно содержит прочный в сухом состоянии компонент в диапазоне 1–7% по массе.
[0085] В одном варианте воплощения компонент крахмала содержит катионный жидкий крахмал.
[0086] В одном варианте воплощения суспензия дополнительно содержит прочный во влажном состоянии компонент, такой как Kymene (например, Kymene 577) в диапазоне 1–4% по массе.
[0087] В одном варианте воплощения пресс–форма содержит завальцованную кромку, включающую вертикально опускающийся край.
[0088] В одном варианте воплощения влаго/водозащитный материал содержит AKD около 4%, где AKD может быть добавлен к целлюлозной суспензии в виде разбавленного раствора (например, 1:10 AKD:вода); причем суспензия содержит катионный жидкий крахмальный компонент в диапазоне 1–7%; и пресс–форма содержит завальцованную кромку, включающую вертикально опускающийся край, по меньшей мере одно нижнее ребро и по меньшей мере одно ребро боковой стенки.
[0089] Предложен также продуктовый контейнер, изготовленный в соответствии с вышеупомянутыми способами.
[0090] В узле вакуумной пресс–формы такого типа, который содержит проволочную сетку, окружающую пресс–форму, имеющую по существу вертикальную вставку, выполненную с возможностью обеспечения вентиляционного отверстия в готовом контейнере, предусмотрен узел направленной промывки. Узел направленной промывки содержит: канал подачи воды; коллектор, соединенный с каналом подачи воды; и распылительное сопло, соединенное с коллектором и выполненное с возможностью направления распыленной воды на вставку вдоль вектора, имеющего горизонтальную компоненту.
[0091] В одном варианте воплощения пресс–форма содержит множество по существу вертикальных вставок, а узел направленной промывки дополнительно содержит множество распылительных сопел, каждое из которых выполнено с возможностью направления распыленной воды на соответствующие вставки вдоль соответствующих векторов, каждый из которых имеет горизонтальную компоненту.
[0092] Также предложен способ изготовления пищевого контейнера с нулевой или почти нулевой пористостью. Этот способ включает в себя операцию влажного прессования в качестве первого этапа, за которой следует операция нанесения дополнительного поверхностного покрытия для нанесения тонкого слоя длинноцепочечных фторсодержащих полимеров на водной основе, таких как Daikin S 2066, в диапазоне приблизительно 0,5–6% по массе, предпочтительно приблизительно 1–5%, и наиболее предпочтительно около 4%.
[0093] Также предложен способ изготовления пищевого контейнера, подходящего для микроволновой и/или нагревательной печи. Способ включает: формирование проволочной сетки поверх пресс–формы, образующей зеркальное отражение пищевого контейнера, подходящего для микроволновой печи; погружение проволочной сетки в ванну с волокнистой суспензией; создание вакуума через проволочную сетку для осаждения частиц волокна на поверхности проволочной сетки; и удаление проволочной сетки из ванны с суспензией; при этом суспензия содержит влагозащитный компонент в диапазоне 0,5–10% по массе, маслозащитный материал в диапазоне 0,5–10% по массе и удерживающую добавку в диапазоне 0,05–5% по массе.
[0094] В одном варианте воплощения влаго/водозащитный компонент находится в диапазоне приблизительно 1,5–4%, маслозащитный материал находится в диапазоне приблизительно 1–4%, а удерживающая добавка находится в диапазоне приблизительно 0,1–0,5%.
[0095] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD).
[0096] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD) 79.
[0097] В одном варианте воплощения суспензия содержит волокнистую основу из SW/жмыха при соотношении в диапазоне 0,5/9,5.
[0098] В одном варианте воплощения суспензия дополнительно содержит компонент для придания жесткости в диапазоне 1–5% по массе.
[0099] В одном варианте воплощения компонент для придания жесткости содержит сухую неорганическую соль.
[00100] В одном варианте воплощения маслозащитный материал содержит эмульсию на водной основе.
[00101] В одном варианте воплощения маслозащитный материал содержит TG 8111.
[00102] В одном варианте воплощения удерживающая добавка содержит органическое соединение.
[00103] В одном варианте воплощения удерживающая добавка содержит Nalco 7527.
[00104] В одном варианте воплощения влаго/водозащитный материал содержит AKD около 4%; суспензия содержит жмых и сухую неорганическую соль; маслозащитный материал содержит эмульсию на водной основе; и парозащитный материал содержит органическое соединение.
[00105] Предложен также контейнер для микроволновой печи, изготовленный в соответствии с вышеупомянутыми способами.
[00106] Предложен способ изготовления лотков для мяса, причем способ включает: формирование проволочной сетки поверх пресс–формы, образующей зеркальное отражение контейнера для мяса; погружение проволочной сетки в ванну с волокнистой суспензией; создание вакуума через проволочную сетку для осаждения частиц волокна на поверхности проволочной сетки; и удаление проволочной сетки из ванны с суспензией; при этом суспензия содержит водо/влагозащитный компонент в диапазоне 0,5–10% по массе и маслозащитный материал в диапазоне 0,5–10% по массе.
[00107] В одном варианте воплощения влаго/водозащитный компонент находится в диапазоне приблизительно 1–4%, а маслозащитный материал находится в диапазоне приблизительно 1–4%.
[00108] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD).
[00109] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD) 79.
[00110] В одном варианте воплощения суспензия содержит волокнистую основу из SW/жмыха при соотношении в диапазоне 1/9.
[00111] В одном варианте воплощения суспензия содержит компонент для придания жесткости в диапазоне т 1,5–4% по массе.
[00112] В одном варианте воплощения компонент для придания жесткости содержит сухую неорганическую соль.
[00113] В одном варианте воплощения маслозащитный материал содержит эмульсию на водной основе.
[00114] В одном варианте воплощения маслозащитный материал содержит TG 8111 около 1,5% по массе; причем TG8111 может быть добавлен к целлюлозной суспензии в виде разбавленного раствора (например, 1:5, TG8111:вода).
[00115] В одном варианте воплощения влаго/водозащитный материал содержит AKD около 4%; суспензия содержит жмых и сухую неорганическую соль; маслозащитный материал содержит эмульсию на водной основе.
[00116] Предложен также контейнер для мяса, изготовленный в соответствии с вышеупомянутыми способами.
[00117] В одном варианте воплощения лоток для мяса содержит по меньшей мере одно ребро боковой стенки и по меньшей мере одно нижнее ребро.
[00118] Также предложен способ изготовления крышки для контейнера для напитков. Способ включает: формирование проволочной сетки поверх пресс–формы, образующей зеркальное отражение крышки; погружение проволочной сетки в ванну с волокнистой суспензией; создание вакуума через проволочную сетку для осаждения частиц волокна на поверхности проволочной сетки; и удаление проволочной сетки из ванны с суспензией; при этом суспензия содержит влаго/водозащитный компонент в диапазоне 0,5–10% по массе, компонент для придания жесткости в диапазоне 1–4% по массе и поликатионный компонент в диапазоне приблизительно 1–4%.
[00119] В одном варианте воплощения влаго/водозащитный компонент находится в диапазоне приблизительно 1–4%, а маслозащитный материал находится в диапазоне приблизительно 1–4%.
[00120] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD).
[00121] В одном варианте воплощения влагозащитный компонент включает димер алкилтена (alkyltene dimer, AKD) 80.
[00122] В одном варианте воплощения суспензия содержит волокнистую основу из SW/жмыха при соотношении в диапазоне 1/9.
[00123] В одном варианте воплощения суспензия дополнительно содержит компонент для придания жесткости в диапазоне 1–4% по массе.
[00124] В одном варианте воплощения компонент для придания жесткости содержит сухую неорганическую соль.
[00125] В одном варианте воплощения влаго/водозащитный материал содержит AKD около 4%; суспензия содержит жмых и сухую неорганическую соль; и суспензия содержит поликатионный материал в диапазоне приблизительно 1–4% по массе.
[00126] Предложена также крышка, изготовленная в соответствии с вышеупомянутыми способами.
[00127] В одном варианте воплощения крышка дополнительно содержит стопорное кольцо, имеющее неположительный штамповочный уклон.
[00128] Также предложена вакуумная оснастка для изготовления волокнистой крышки для напитка, имеющая обод и стопорное кольцо, содержащее отрицательный штамповочный уклон. Оснастка содержит: блок пресс–формы, поддерживающий часть стопорного кольца пресс–формы, соответствующую стопорному кольцу крышки; узел выдвижного поршня, содержащий часть обода пресс–формы, соответствующую ободу крышки, и шток поршня; и пневматический исполнительный механизм, выполненный с возможностью выдвижения штока поршня, чтобы тем самым удалить стопорное кольцо крышки из части стопорного кольца пресс–формы.
[00129] В одном варианте воплощения вакуумная оснастка дополнительно содержит проволочную сетку, окружающую с возможностью удаления часть обода пресс–формы и часть стопорного кольца пресс–формы.
[00130] Используемый в данном документе термин «иллюстративный» означает «служащий в качестве примера, отдельного случая или иллюстрации». Какой–либо вариант реализации, описанный в данном документе как «иллюстративный», не обязательно должен рассматриваться как предпочтительный или выгодный по сравнению с другими вариантами реализации, и при этом он не должен рассматриваться как модель, которая должна буквально повторяться.
[00131] Хотя вышеприведенное подробное описание предоставит специалистам в данной области техники удобный план действий для реализации различных вариантов воплощения изобретения, следует понимать, что конкретные варианты воплощения, описанные выше, являются только примерами, и не должны использоваться для ограничения объема, применимости или конфигурации изобретения любым способом. Напротив, в функции и схемы описанных элементов могут быть внесены различные изменения, не выходя за пределы объема изобретения.
Суспензия используется в вакуумной формовке волокнистого пищевого контейнера для микроволновой печи. Суспензия содержит водную смесь целлюлозы, содержащую волокна, размолотые из по меньшей мере одного из старых гофрированных контейнеров (OCC) и газетной бумаги (NP), влагозащитный компонент в диапазоне 0,5–10% по массе суспензии, маслозащитный компонент в диапазоне 0,5–10% по массе суспензии, который отличается от влагозащитного компонента, и компонент для придания жесткости в диапазоне 1–5% по массе суспензии. Группа изобретений обеспечивает получение упаковки для использования в пищевой промышленности для упаковки, например мяса и в производстве напитков. 7 н.п. ф-лы, 23 ил.
1. Суспензия, используемая в вакуумной формовке волокнистого пищевого контейнера для микроволновой печи, при этом суспензия содержит:
водную смесь целлюлозы, содержащую волокна, размолотые из по меньшей мере одного из старых гофрированных контейнеров (OCC) и газетной бумаги (NP);
влагозащитный компонент в диапазоне 0,5–10% по массе суспензии;
маслозащитный компонент в диапазоне 0,5–10% по массе суспензии, причем маслозащитный компонент отличается от влагозащитного компонента; и
компонент для придания жесткости в диапазоне 1–5% по массе суспензии.
2. Волокнистая суспензия, используемая в вакуумной формовке пищевых лотков для микроволновой печи, при этом суспензия содержит:
смесь целлюлозы, включающую по меньшей мере одно из старых гофрированных контейнеров (OCC) и газетной бумаги (NP);
влагозащитный компонент, содержащий димер алкилкетена (AKD);
маслозащитный компонент, содержащий водную эмульсию фторсодержащих соединений; и
компонент для придания жесткости, содержащий жидкий крахмал.
3. Способ изготовления лотка для мяса, включающий:
обеспечение волокнистой суспензионной смеси, включающей по меньшей мере одно из старых гофрированных контейнеров (OCC) и газетной бумаги (NP), причем суспензионная смесь дополнительно включает: i) влагозащитный компонент; ii) маслозащитный компонент, который отличается от влагозащитного компонента; и iii) компонент крахмальной добавки, содержащих жидкий крахмал;
обеспечение проволочной сетчатой формы в форме лотка для мяса;
погружение проволочной сетчатой формы в суспензионную смесь;
создание вакуума через сетчатую форму для осаждения частиц волокна на поверхности проволочной сетки; и
удаление пресс-формы и прикрепленных волокнистых частиц из суспензионной смеси, и последующую сушку волокнистых частиц для получения лотка для мяса.
4. Способ смешивания суспензии для использования в вакуумной формовке лотка для пищевого продукта, включающий:
обеспечение волокнистой суспензионной смеси, включающей по меньшей мере одно из старых гофрированных контейнеров (OCC) и газетной бумаги (NP);
добавление влагозащитного компонента в диапазоне около 1–4% по массе к суспензионной смеси; и
добавление маслозащитного компонента в диапазоне около 1,5% по массе к суспензионной смеси, причем влагозащитный компонент отличается от маслозащитного компонента.
5. Способ вакуумной формовки волокнистого лотка для пищевого продукта, включающий:
обеспечение суспензии, имеющей волокнистую основу, содержащую по меньшей мере одно из старых гофрированных контейнеров (OCC) и газетной бумаги (NP);
добавление влагозащитного компонента и маслозащитного компонента к суспензии, причем влагозащитный компонент отличается от маслозащитного компонента;
погружение проволочной сетчатой формы в форме лотка для пищевого продукта в суспензию и создание вакуума через форму для формирования лотка для пищевого продукта; и
удаление лотка для пищевого продукта из суспензии и сушку лотка для пищевого продукта.
6. Способ изготовления пищевого контейнера для микроволновой печи, включающий:
приготовление волокнистой суспензионной смеси, включающей: i) влагозащитный компонент, содержащий димер алкилкетена (AKD); ii) маслозащитный компонент, содержащий водную эмульсию фторсодержащих соединений, содержащую по меньшей мере одно из фторуглеродной смолы и фторсодержащего полимера; и iii) компонент для придания жесткости, содержащий жидкий крахмал в диапазоне 1–5% по массе;
формирование проволочной сетки поверх пресс–формы, образующей зеркальное отражение пищевого контейнера для микроволновой печи;
погружение проволочной сетки в волокнистую суспензионную смесь;
создание вакуума через проволочную сетку для осаждения частиц волокна на поверхности проволочной сетки;
удаление проволочной сетки, содержащей осажденные частицы волокна в форме пищевого контейнера для микроволновой печи из суспензионной смеси;
по меньшей мере частичную сушку пищевого контейнера для микроволновой печи; и
нанесение парозащитного материала на поверхность по меньшей мере частично высушенного пищевого контейнера для микроволновой печи, причем парозащитный материал отличается от маслозащитного компонента.
7. Способ изготовления пищевого контейнера для микроволновой печи, включающий:
приготовление волокнистой суспензионной смеси, включающей: i) влагозащитный компонент в диапазоне около 1,5–4% по массе; ii) маслозащитный компонент в диапазоне около 1–4% по массе; и iii) удерживающую добавку в диапазоне около 0,1–0,5% по массе;
погружение проволочной сетчатой формы в волокнистую суспензионную смесь;
создание вакуума через проволочную сетчатую форму для осаждения частиц волокна на поверхности проволочной сетки;
последующую сушку и удаление пищевого контейнера из формы, и покрытие по меньшей мере одной из внутренней и наружной поверхностей пищевого контейнера парозащитным материалом, который отличается от маслозащитного компонента.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 4214948 A, 29.07 | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Устройство для непрерывного прессования | 1989 |
|
SU1690882A1 |
| Способ получения фторсодержащих сополимеров | 1981 |
|
SU1155161A3 |

