Изобретение относится к лазерной сварке и может быть использовано для изготовления изделий в авиакосмической и автомобильной промышленности.
Сплавы на базе орторомбического алюминида титана Ti2AlNb являются одними из наиболее перспективных жаропрочных сплавов для авиакосмической и автомобильной промышленности благодаря высоким удельным прочностным характеристикам, сопротивлению ползучести, стойкости к окислению, низкой плотности, что позволяет использовать данные материалы при температурах до 750°С. Получение качественных сварных соединений сплавов на основе Ti2AlNb возможно лазерной сваркой из-за ее высокой точности, эффективности, производительности, гибкости и достаточно локального влияния на микроструктуру основного металла.
Известен способ лазерной сварки разнородных материалов, алюминида титана Ti2AlNb и титанового сплава «Welding method for Ti2AlNb-based intermetallic compound and dissimilar titanium alloy» (патент Китая № CN104625411(A), B23K 26/323, B23K 26/348, опубликован 15.12.2014). Способ включает несколько этапов, а именно подготовительный, где осуществляется очистка и полировка свариваемых заготовок, закрепление заготовок в приспособление. Затем задаются геометрические параметры, параметры лазерной и TIG сварки. На последнем этапе осуществляют процесс сварки. Лазер действует на одну сторону основного материала с высокой температурой плавления, а электрическая дуга TIG действует на другую сторону основного материала с низкой температурой плавления. По сравнению с лазерной сваркой снижается подвод тепла при сварке, сокращается время удерживания Ti2AlNb на пиковом значении при высокой температуре, следовательно, снижается хрупкость при высокой температуре. При использовании электрической дуги TIG улучшается тепловой цикл сварки. Источники тепла, а именно лазер и электрическая дуга TIG, расположены перпендикулярно направлению сварки, благодаря чему точность позиционирования сварного соединения во время ЛС значительно снижается, а технологичность процесса сварки улучшается. Предложены следующие параметры сварки: для лазера Fpos = ±3 мм, мощность 0,5-1,0 кВт, для TIG сварочный ток I = 50-500 A, угол наклона 10-45°, скорость сварки V = 0,05-0,5 м/мин, расход газа 5-10 л/мин.
Недостатками известного способа являются использование двух способов сварки из-за чего требуется дополнительное оборудование и более длительная наладка, в результате чего у данного способа низкая производительность.
Известен «Способ гибридной лазерной/дуговой сварки и использующий его способ изготовления сварного изделия» (RU №2608937, B23K 26/348, B23K 31/02, B21C 37/08, опубликован 26.01.2017), способ сварки нержавеющей стали, титана или титанового сплава, который заключается в том, что лазерное излучение и дуговой разряд направляют по одной линии сварки таким образом, что за лазерным лучом следует электрическая дуга TIG. Фокусная точка лазерного луча для ЛС занимает положение над подлежащем сварке изделием. Лазерный луч расфокусируют до диаметра лазерного луча, направленного на подлежащее сварке изделие, не менее чем 1 мм. Интервал между положением лазерного излучения при лазерной сварке и положением дугового разряда при дуговой сварке TIG составляет от 3 до 7 мм.
Недостатками известного способа являются использование двух способов сварки из-за чего требуется дополнительное оборудование и широкая зона термического влияния. В случае сложной конфигурации сварного соединения необходимо постоянное изменение траектории электрической дуги TIG.
Известен способ лазерной сварки разнородных материалов Ti2AlNb и TA15 «Laser welding method for TA15/Ti2AlNb dissimilar material» (патент Китая № CN105397292(A), B23K 26/0622, B23K 26/12, B23K 26/21, B23K 26/60, опубликован 20.06.2017). Способ ЛС заключается в следующем: осуществляют обработку титанового сплава ТА15 и алюминида титана Ti2AlNb с использованием кислоты с последующими промывкой, просушкой и удалением различных загрязнений, таких как поверхностная оксидная пленка и масляная грязь. Перед сваркой обеспечивают зазор между титановым сплавом ТА15 и Ti2AlNb менее 0,05 мм. Затем осуществляют ЛС с использованием твердотельного лазера Nd: YGA в импульсном режиме, а защиту передней и задней поверхностей сварного шва обеспечивают за счет использования аргона, чистота которого составляет 99,99%. В процессе ЛС применяют лазерный луч с непрерывно затухающей пилообразной мощностью. Сварку осуществляли по следующим режимам: Fpos = 0 мм, расход защитного газа 15-20 л/мин (дополнительно 4-6 л/мин), базовая мощность 0,8-1,0 кВт, мощность пика 1,4-1,8 кВт, скорость сварки V = 1,0-1,4 м/мин. Достигнуты следующие механические свойства сварного соединения: σB= 970 МПа, δ = 4,7%.
Недостатками известного способа является низкая производительность, связанная с использованием импульсного режима, а также пониженные характеристики механических свойств сварного соединения.
Известен способ лазерной сварки алюминида титана Ti2AlNb «Double beam pulse laser welding method for Ti2A1Nb-based intermetallic compound» (патент Китая № CN104384718(A), B23K 26/06, B23K 26/0622, B23K 26/12, B23K 26/24, B23K26/60, опубликован 25.11.2014). Перед сваркой счищают поверхностный оксидный слой, грязь и другие примеси на заготовках из Ti2AlNb, обеспечивая зазор менее 0,15 мм. Затем для сварки используют твердотельный лазер, а лазер настраивают на двойной луч, проходящий через переднюю и заднюю части, а выходной сигнал лазерной формы настраивается на прямоугольную импульсную волну. В процессе ЛС для обеспечения защиты поверхностей сварного шва с двух сторон используют аргон высокой чистоты (99,99%). ЛС осуществляют без присадочного материала. Предложенный режим сварки: Fpos = 0 мм, расход газа 15-20 л/мин (дополнительно 2-5 л/мин), базовая мощность 0,5-1,0 кВт, мощность пика 1,0-3,2 кВт, скорость сварки V = 1,0-1,5 м/мин.
Недостатками известного способа являются использование импульсного источника нагрева, что не обеспечивает высокую производительность процесса сварки, а использование двойного луча лазера уменьшает общую глубину проплавления.
Известен способ лазерной сварки Ti2AlNb «Method for improving weld seam laser welding performance of Ti2AlNb-based alloy» (патент Китая № CN109967876(A), B23K 26/24, B23K 26/32, B23K 26/70, B23K 31/12, опубликован 06.07.2019). Для улучшения характеристик сварного шва при лазерной сварке сплава на основе Ti2AlNb в данном способе осуществляют следующие этапы: подготовка основного материала, проводятся кислотно-травильные операции и последующая подготовка порошка для сварки. Затем порошок выдувают в расплавленную ванну в процессе ЛС. Согласно способу улучшения характеристик сварного шва при лазерной сварке сплава на основе Ti2AlNb порошок, который не полностью расплавляется, используют в качестве частиц для зародышеобразования, чтобы способствовать гетерогенному зарождению зерен во время кристаллизации расплавленной ванны, размер зерен кристаллов при этом уменьшается, происходит изменение морфологии зерен сварного шва из столбчатых в равноосные кристаллы и улучшается пластичность сварного шва. Дополнительное содержание молибдена в Ti2AlNb изменяет состав сплава сварного шва, благодаря чему реализуется эффект твердорастворного упрочнения. Предложенный режим ЛС: мощность 1,5 кВт, расход защитного газа 10 л/мин (дополнительно 5 л/мин), скорость сварки V = 0.3 м/мин, подача порошка 4,6 г/мин.
Недостатками известного способа являются необходимость использования дорогостоящего порошка и требуются дополнительные операции, связанные с подготовкой порошка перед сваркой. Сложность обеспечения равномерности попадания порошка в сварочную ванну, управления внешней формой сварного шва и предотвращения разбрызгивания расплава в процессе продувки, что резко снижает производительность процесса.
Наиболее близким к заявляемому изобретению по совокупности существенных признаков является способ лазерной сварки Ti2AlNb «Laser welding method for Ti2AlNb intermetallic compound» (патент Китая № CN104400225(A), B23K 26/14, B23K 26/24, B23K 26/323, B23K 26/60 опубликован 11.03.2015). Способ заключается в следующем: с поверхности удаляют оксидные пленки, масляные пятна и другие вещества с поверхности пластины Ti2AlNb. Сварку осуществляют с использованием лазера Nd: YAG (иттрий-алюминиевый гранат с неодимовым покрытием). Применяют импульсную лазерную сварку, а импульсный сигнал лазера представляет собой прямоугольную волну. Защиту сварного соединения в процессе сварки осуществляют с использованием высокочистого аргона (для защиты передней и задней сторон сварного шва). В процессе ЛС используют зигзагообразные волны при затухании колебаний. Получают сварной шов с хорошим качеством поверхности, без дефектов и превосходными всесторонними механическими характеристиками (по требованиям GJB1718A-2005 сварной шов I класса). Предложенный режим ЛС: Fpos = 0 мм, расход защитного газа 15-20 л/мин (дополнительно 4-6 л/мин), базовая мощность 0,6-1,0 кВт, мощность пика 1,2-2,5 кВт, скорость сварки V = 1,2-1,5 м/мин.
Недостатками известного способа, принятого за прототип, является низкая производительность из-за использования импульсного режима и низкая прочность и пластичность сварного шва относительно основного металла.
Технической задачей изобретения являются повышение производительности и качества сварного соединения, а именно обеспечение высокого уровня прочности и пластичности сварного соединения и его равнопрочности, предотвращение образования трещин в сечении сварного шва, поверхностного оксидного слоя и других дефектов, расширение использования орторомбического алюминида титана Ti2AlNb и сварных соединений на его основе в авиакосмической и автомобильной промышленности.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: способом для получения неразъемного соединения, является лазерная сварка, расстояние расфокусировки лазера 0 мм, свариваемым материалом является орторомбический алюминид титана Ti2AlNb, толщина свариваемых заготовок 2 мм, сварка без использования присадки, проводят подготовку стыкового соединения перед сваркой, а именно очистку от оксидных пленок, органики и других примесей.
Поставленная задача получения неразъемных соединений орторомбического алюминида титана Ti2AlNb с глобулярной структурой была решена за счет того, что в известном способе лазерной сварки, включающем очистку свариваемых кромок от грязи и окислов, использование импульсного лазерного источника базовой мощностью 0,6-1,0 кВт и с мощностью в пике 1,2-2,5 кВт, скорость процесса сварки 1,2-1,5 м/мин, расстояние расфокусировки лазера 0 мм и расход защитного газа 10 л/мин (дополнительно 5 л/мин), согласно заявляемому изобретению предварительно используют горячекатаные пластины с глобулярной структурой, применяют постоянный лазерный источник нагрева с мощностью 2,5-3,0 кВт, для предотвращения образования трещин в сечении сварного шва, осуществляют предварительный подогрев до 400±10°С в камере с контролируемой атмосферой (аргон 4.6 или качеством выше с расходом газа 40 л/мин) при помощи керамических накладок, скорость сварки составляет 3-5 м/мин, после сварки проводят старение при температуре 800±10°С в течение 5-6 часов.
Признаки заявляемого технического решения, отличительные от прототипа:
- лазерную сварку проводят на горячекатаных заготовках Ti2AlNb с глобулярной структурой, что при сварке обеспечивает большую равнопрочность сварного соединения из-за более близкой твердости сварного шва к твердости основного материала;
- плавление свариваемого стыка осуществляется лазерным лучом постоянного действия мощностью 2,5-3,0 кВт для толщины свариваемых заготовок 2 мм. Достижение технического результата обеспечивается за счет того, что благодаря использованию иттербиевого волоконного лазера с максимальной мощностью 8,0 кВт можно повысить производительность процесса сварки. Диапазон режима лазерной сварки Ti2AlNb по мощности ориентирован для толщины стенки 2 мм, при мощности выше 3,0 кВт можно получить прожог, а при мощности ниже 2,5 кВт наблюдается непровар.
- температура предварительного подогрева 400±10°С обеспечивает отсутствие трещин в сечении сварного шва. При температуре ниже 400°С возникают холодные трещины. При температуре выше 400°С увеличиваются время нагрева, энергозатраты, снижается производительность процесса сварки. Возможно также возникновение окисленного слоя на поверхности сварного соединения после сварки, увеличивается зона термического влияния, снижение механических свойств и качества сварного соединения в целом.
- скорость сварки составляет 3-5 м/мин. Повышенная скорость сварки обеспечивает минимальную зону термического влияния и обеспечивает повышенную производительность. При скорости сварки выше 5 м/мин возникают внешние дефекты в виде подрезов.
- расход аргона 4.6 или качеством выше составляет 40 л/мин и обеспечивает контролируемую атмосферу в камере с надлежащим уровнем защиты.
- старение сварного соединения при температуре 800±10°С в течение 5-6 часов. Температура старения обеспечивает снятие остаточных напряжений в сварном соединении без существенного разупрочнения сварного соединения, что сопровождается повышением твердости сварного шва из-за образования игольчатых кристаллов О-фазы в зернах β-фазы. Увеличение температуры старения может привести к снижению прочности сварного соединения, а уменьшение – к меньшей релаксации сварочных напряжений и пониженной пластичности. Время старения достаточно для прогрева сварного соединения и релаксации сварочных напряжений.
Отличительные признаки изобретения в совокупности с известными позволяют значительно повысить производительность процесса сварки, обеспечить высокие механические свойства и равнопрочность сварного соединения (88% от основного металла).
Предлагаемый способ поясняется рисунками, представленными на фиг. 1:
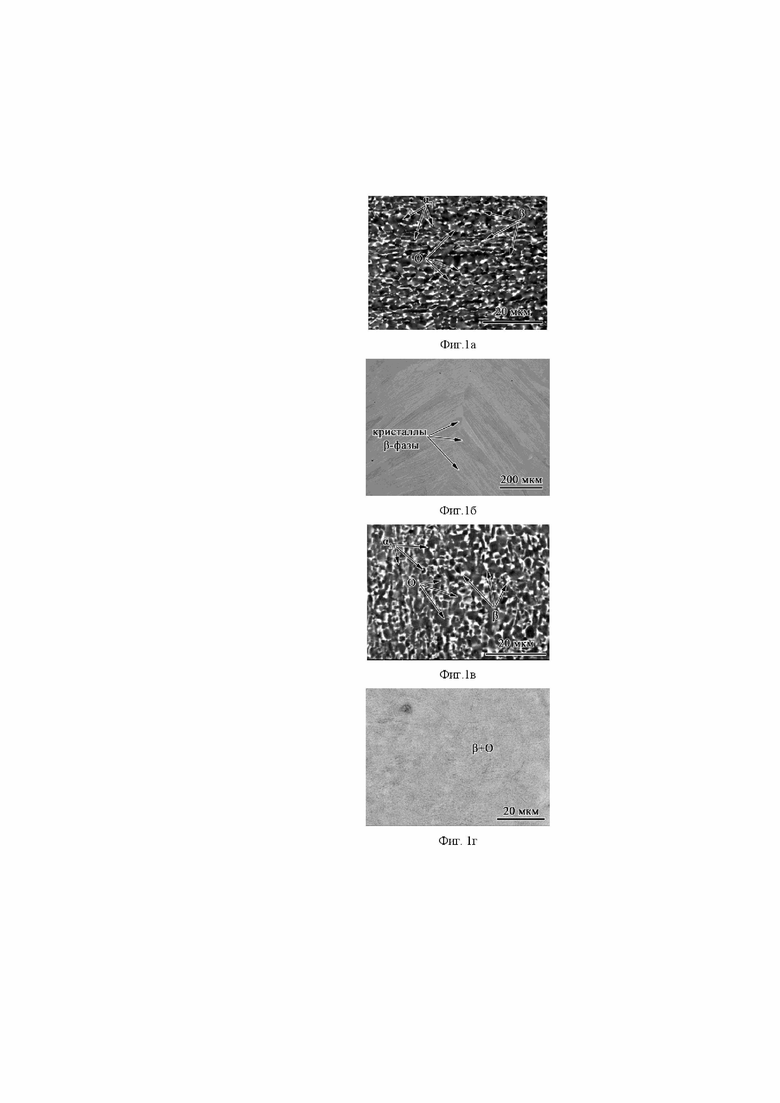
На фиг.1 приведены изображения микроструктуры горячекатаного листа из сплава ВТИ-4 (Ti-23Al-23Nb-1,4V-0,8Zr-0,4Mo-0,4Si, ат.%) на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой после лазерной сварки с подогревом 400°С и старения при температуре 800°С в течение 6 часов:
1а – исходная микроструктура листа;
1б – микроструктура сварного шва непосредственно после сварки;
1в - микроструктура листа после старения при температуре 800°С;
1г - микроструктура сварного шва после старения при температуре 800°С.
Способ лазерной сварки сплавов на основе орторомбического алюминида титана Ti2AlNb осуществляется следующим образом.
С целью получения более дисперсной структуры и повышенной прочности сварного шва для проведения сварки использовали горячекатаный лист толщиной 2 мм из сплава ВТИ-4 на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой (глобулярные О- и α2-фазы с прослойками β-фазы) в состоянии поставки (Фиг 1, а), что, как показали предварительные исследования, обеспечивает более дисперсную структуру сварного шва и большую равнопрочность сварного соединения. Для предотвращения попадания примесей в сварной шов проводили подготовку поверхности кромок свариваемых частей механической зачисткой от оксидной пленки и последующим обезжириванием поверхности.
Пластины для лазерной сварки (ЛС) имели следующие геометрические параметры: длину 22 мм, ширину 15 мм и толщину 2 мм. Сварку двух пластин осуществляли в стык без разделки кромок и присадочных материалов. ЛС проводили с предварительным нагревом до 400°С, температуру предварительного подогрева контролировали при помощи термопары. Подогрев осуществляли с помощью керамических накладок.
ЛС осуществляли с использованием иттриевого волоконного лазера с мощностью 8,0 кВт в камере с контролируемой защитный атмосферой (зашитый газ аргон 4.6, скорость подачи аргона составляла 40 л/мин). Оптимальными режимами ЛС в эксперименте являются мощность лазера 2,5-3,0 кВт, скорость сварки 3-5 м/мин, с расстоянием расфокусировки лазера 0,0 мм.
С целью снятия остаточных напряжений и дополнительного упрочнения сварного шва, после ЛС проводили старение сварного соединения при температуре 800°С в течение 6 часов в защитной атмосфере. Время старения включает в себя время прогрева сварного соединения и время старения.
Механические свойства и структуру сварных соединений, полученных по заявленному способу, определяли следующим образом. Временное сопротивление (σв), предел текучести (σ0,2) и относительное удлинение (δ) определяли на плоских образцах по методике в соответствии с ГОСТ 1497-84. Испытания на одноосное растяжение проводили на универсальной испытательной машине Instron 5882 при комнатной температуре со скоростью нагружения 0,001 с-1. Изображения микроструктуры были получены на растровом электронном микроскопе Nova NanoSEM 450 с использованием детектора обратно-рассеянных электронов (BSE) при ускоряющем напряжении 30 кВ. Микротвёрдость образцов измеряли в поперечном сечении по ГОСТ 6507-2007 на микротвердомере Виккерса 402MVD с нагрузкой 0,2 кг (HV 0,2) и временем индентирования 10 сек.
Структура сварного шва непосредственно после сварки состоит из столбчатых кристаллов β-фазы, имеющих дендритное строение, которые ориентированы по направлению к центру шва (Фиг 1, б). Зона термического влияния отделена от сварного шва линией сплавления и состоит из глобулярных кристаллов β-фазы. В сварном шве и зоне термического влияния сохраняется структура β-фазы вследствие высокой скорости охлаждения расплава в процессе ЛС. В зоне термического влияния структура постепенно переходит к исходной структуре свариваемого материала. После старения при 800°С не обнаружено существенных изменений в структуре основного материала (Фиг. 1в). Однако, внутри зерен β-фазы в зоне сварного шва формируются дисперсные игольчатые кристаллы O-фазы (Фиг. 1г).
Результаты испытаний механических свойств приведены в таблице 1. ЛС горячекатаных листов из сплава ВТИ-4 с глобулярной структурой при комнатной температуре (без подогрева) приводит к образованию трещин в сварном шве из-за возникающих в процессе сварки напряжений. Однако уровень характеристик прочности и пластичности свободных от трещин участков сварного соединения находится на достаточно хорошем уровне. Использование предварительного подогрева 400°С и 800°С исключает образование трещин в сварном соединении. Помимо этого, сварное соединение после ЛС с подогревом 400 и 800°С обладает высоким уровнем прочности - 93 и 100% от σв исходного состояния, соответственно. При этом после ЛС с подогревом наблюдается существенное снижение характеристик пластичности до 2,4 (подогрев 400°С) и до 0,1% (подогрев 800°С). Проведение старения сварного соединения, полученного по режиму «ЛС с подогревом 400°С», при температуре 800°С в течение 6 часов приводит к небольшому снижению характеристик прочности (не более чем на 10%) и повышению уровня пластичности более чем в 2 раза (до δ=5,8%). Данный эффект обусловлен снятием остаточных напряжений в сварном соединении. С другой стороны, старение по аналогичному режиму сварного соединения, полученного по режиму «ЛС с подогревом 800°С», не привело к восстановлению пластичности при сохранении высокого уровня прочности.
Следует отметить, что разрушение при испытаниях на одноосное растяжение происходит по основному материалу, а не по сварному шву. Исследование твердости сварного соединения непосредственно после ЛС с подогревом 400°С показало, что твердость сварного шва составляет 380±10 HV0,2, что несколько превышает твердость основного материала равную 320±15 HV0,2. Последующее старение приводит к повышению твердости сварного шва до 430±10 HV0,2 из-за образования тонких игольчатых кристаллов О-фазы внутри зерен β-фазы, а твердость основного материала при этом сохраняется на прежнем уровне – 315±15 HV0,2.
Механические свойства сварных соединений толщиной 2 мм из сплавов на основе Ti2AlNb, полученные различными способами представлены в таблице 1.
Таблица 1
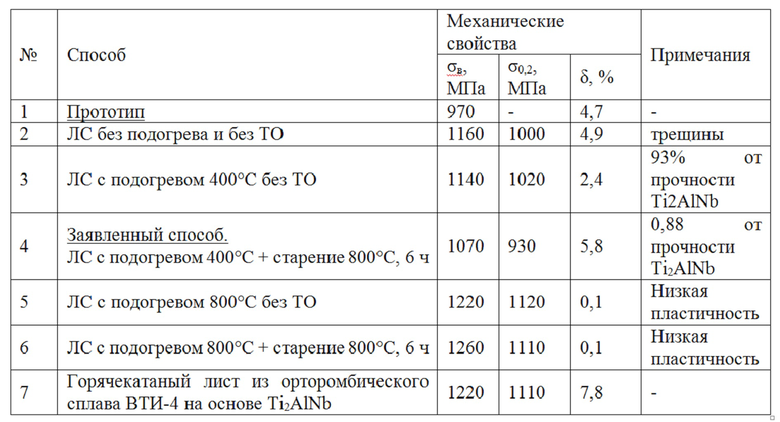
Таким образом, уровень механических свойств (σв и δ) сварного соединения, полученного по заявляемому способу (см. п. 4 табл. 1), превышает свойства сварного соединения из прототипа (см. п. 1 табл. 1). Наряду с этим обеспечивается равнопрочность сварного соединения на уровне 88% от исходного материала (см. п. 7 табл. 1).
Преимущества заявленного способа относительно прототипа заключаются в том, что заявленный способ позволяет:
- повысить скорость лазерной сварки в 3,3 раза, что позволяет увеличить производительность процесса;
- обеспечить равнопрочность сварного соединения на уровне 88% от основного металла Ti2AlNb;
- повысить предел прочности (σв) и относительное удлинение (δ) с обеспечением предела текучести на высоком уровне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лопаток газотурбинных двигателей из сплава на основе алюминида Ti2AlNb | 2022 |
|
RU2801383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ИНТЕРМЕТАЛЛИДНЫХ ОРТОСПЛАВОВ НА ОСНОВЕ ТИТАНА | 2011 |
|
RU2465973C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНОЙ/ДУГОВОЙ СВАРКИ И ИСПОЛЬЗУЮЩИЙ ЕГО СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ИЗДЕЛИЯ | 2011 |
|
RU2608937C2 |
| СПОСОБ СОЕДИНЕНИЯ СПЛАВА FeCrAl СО СПЛАВОМ FeNiCr C ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОГО МЕТАЛЛА СВАРКОЙ | 2016 |
|
RU2716723C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОДА ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДА ТИТАНА | 2014 |
|
RU2562552C1 |
| Способ изготовления лопаток газотурбинных двигателей из деформированных заготовок сплава на основе орторомбического алюминида титана | 2022 |
|
RU2790704C1 |
| Способ получения порошков из интерметаллидных титановых сплавов на основе TiAlNb (Варианты) | 2020 |
|
RU2758372C1 |
| Способ изготовления лопаток газотурбинных двигателей из деформированных заготовок сплава на основе орторомбического алюминида титана | 2022 |
|
RU2790711C1 |
| Способ изготовления лопаток газотурбинных двигателей из интерметаллидного сплава на основе орторомбического алюминида титана | 2022 |
|
RU2800270C1 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
Изобретение относится к способу получения неразъемных соединений заготовок для конструкций из сплава на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой и может быть использовано для изготовления изделий в авиакосмической и автомобильной промышленности. Способ включает использование для сварки горячекатаных заготовок из сплавов на основе Ti2AlNb с глобулярной структурой. Осуществляют подготовку кромок под сварку, сборку их встык, предварительный подогрев до температуры 400±10°С в камере с контролируемой атмосферой. Сварку выполняют плавлением лазерным лучом постоянного действия без присадочного материала со скоростью сварки 3-5 м/мин. После сварки осуществляют термическую обработку сварного соединения в течение 5-6 ч при температуре 800±10°С. Технический результат состоит в обеспечении высокой прочности и пластичности сварного соединения, в получении сварного шва без внешних и внутренних дефектов, высокую производительность процесса сварки. 4 ил., 1 табл.
Способ получения неразъемных соединений заготовок для конструкций из сплава на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой, включающий подготовку стыкового соединения под сварку путем зачистки от оксидных пленок, органических соединений и примесей и сварку плавлением в защитном газе свариваемого стыка лазерным лучом без использования присадочного материала с расстоянием расфокусировки лазера 0 мм, отличающийся тем, что для сварки используют горячекатаные заготовки из сплава на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой, при этом осуществляют предварительный подогрев до температуры 400±10°С в камере с контролируемой атмосферой с расходом защитного газа 40 л/мин, а сварку выполняют со скоростью сварки 3-5 м/мин, в качестве источника нагрева используют лазерный луч постоянного действия мощностью 2,5-3 кВт, а затем полученное сварное соединение подвергают старению при температуре 800±10°С в течение 5-6 часов.
| CN 104400225 B, 25.09.2018 | |||
| CN 104439704 A, 25.03.2015 | |||
| CN 105397292 B, 20.06.2017 | |||
| CN 104400225 A, 11.03.2015 | |||
| Пенообразователь для поризации жаростойких масс | 1985 |
|
SU1301823A1 |
| Способ обработки листа из титанового сплава | 2018 |
|
RU2701974C1 |

