Изобретение относится к области обработки металлов и сплавов давлением, а именно к технологии обработки давлением интерметаллидных сплавов на основе орторомбического алюминида титана и может быть использовано в аэрокосмической промышленности для получения из этих материалов деталей газотурбинных двигателей с регламентированной структурой и заданными механическими свойствами.
На данный момент известно несколько способов обработки интерметаллидных сплавов на основе орторомбического алюминида титана методами горячей деформации.
Известен способ проведения горячей деформации сплава на основе орторомбического алюминида титана Ti-11,4Al-1,31Zr-0,7V-39,9Nb-0,85Mo-0,14Si-0,065C масс. %) с целью получения прутковых заготовок [Патент РФ № RU 2 644 830 C2 от 26.06.2017 «Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто – фазой»] включающий нагрев и предварительную деформацию слитка с получением заготовки, промежуточную и окончательную деформацию заготовки и заключительную термообработку, отличающийся тем, что промежуточную деформацию заготовки осуществляют от 2 до 5 осадок со степенью 25-40%, совмещенных с прессованием со степенью 55-70%, при этом нагрев заготовки перед первой из промежуточных деформаций проводят ступенчато до температуры Тпп+(100-200)°С, где Тпп температура β↔α2 превращения с выдержкой 2-3 часа, а каждую последующую из промежуточных деформаций проводят при температуре на 50-100°С ниже предыдущей с выдержкой на 0,5-1 час меньше, чем на предыдущей, а последнюю из промежуточных деформаций проводят при температуре Тпп-(20-50)°С, причем окончательную деформацию заготовки осуществляют со степенью не более 30% при Тпп-(80-120)°С. После деформации заготовку подвергали двухступенчатой термической обработке: 1. нагрев до Т=900°C выдержка 2,5 часа с последующим охлаждением на воздухе до комнатной температуры; 2. нагрев до Т=850°C выдержка 12 часов с последующим охлаждением на воздухе до комнатной температуры. Механические характеристики при T=20°C: σ0,2=1040 МПа; σВ=1110 МПа; δ=7,0 %; ψ=7,5%; при T=650°C: σ0,2=860 МПа; σВ=890 МПа; δ=13,0 %; ψ=25,0%. Недостатком данного способа являются высокие температуры деформации, приводящие к значительным энергозатратам и трудоемкости процесса, а также низкая прочность после термической обработки.
Известен способ проведения горячей деформации сплава на основе орторомбического алюминида титана для получения поковок [Патент РФ № RU 2 520 924 С1 от 27.06.2014 «Способ изготовления поковок дисков из сплава алюминия титана на основе орто – фазы»], заключающийся в многостадийной деформации слитка с подогревами выше, а затем и ниже температуры полиморфного превращения (Тпп) и последующей термической обработке. Кроме того, слиток подвергается предварительной высокотемпературной газостатической обработке выше температуры Тпп. Механические характеристики при T=20°C: σВ~1200 МПа; δ=6-7 %; при T=650°C: σВ~1000 МПа; δ=9-12 %. Недостатком данного способа являются высокие температуры деформации на начальных этапах, что приводит к повышению требований к штамповым материалам и дополнительным затратам на нагрев до более высоких температур.
Известен способ проведения горячей деформации сплава на основе орторомбического алюминида титана ВИТ1 [Патент РФ № RU 2 761 398 C1 от 08.12.2021 «Способ обработки прутков из орто-сплавов титана для получения лопаток компрессора газотурбинного двигателя» с целью повышения механических характеристик, который включает нагрев прутка до 1100°С, плющение со степенью деформации не менее 0,5, повторный нагрев до 1100°С и выдавливание заготовки в закрытом штампе с формированием поковки с замком и пером лопатки. Затем поковку нагревали до 1100°С, подвергали сначала черновой, а затем чистовой штамповке лопаток. После низкого отжига были получены следующие свойства при температуре 20°С: предел прочности σв =1230 МПа; относительное удлинение δ=20,5% и относительное сужение ψ=46,3%. Недостатком данного способа является высокая температура ковки и последующей штамповки, что существенно повышает требования к штамповым материалам и удорожает производство. Кроме того, отсутствуют данные о жаропрочных характеристиках полученного состояния, что не позволяет в полной мере оценить разработанный способ.
Задачей изобретения является обеспечение высокого комплекса механических характеристик заготовок лопаток газотурбинных двигателей из сплава на основе орторомбического алюминида титана, сочетающих в себе высокую прочность и жаропрочность при достаточном уровне низкотемпературной пластичности.
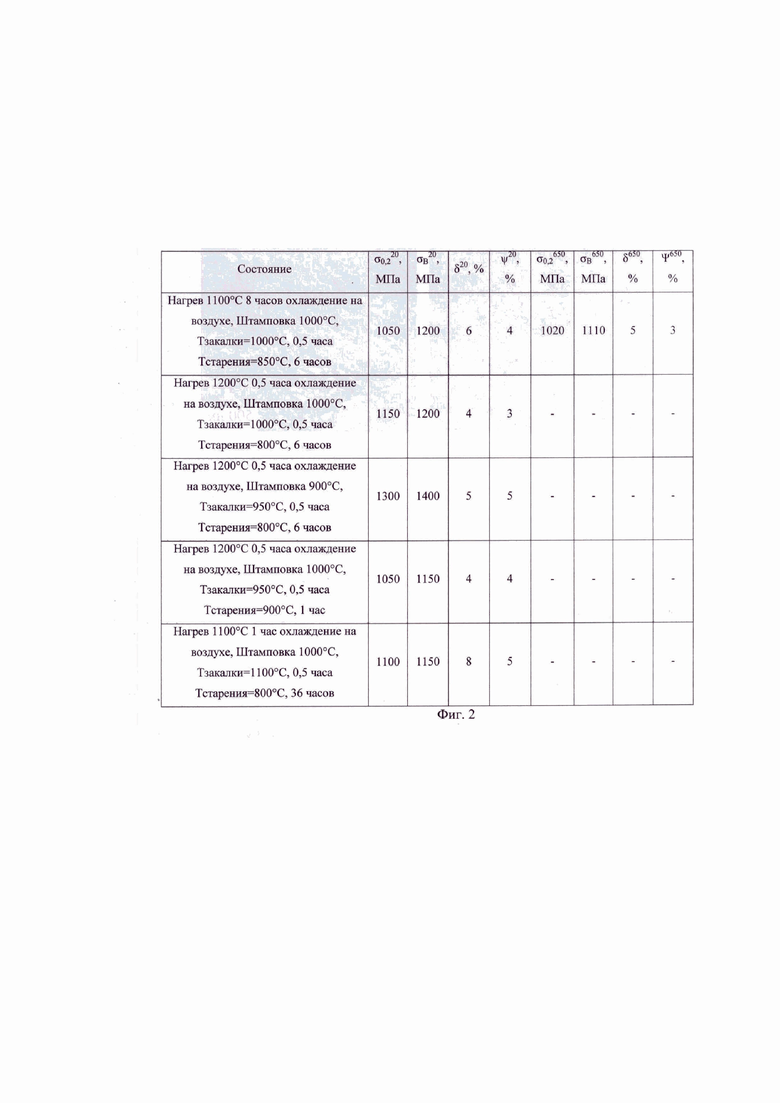
Технический результат – высокие механические свойства заготовок лопаток газотурбинных двигателей из сплава на основе орторомбического алюминида титана за счет использования предложенного режима изометрической штамповки с последующей термической обработкой: σ 0,220 =1050-1150 МПа; σВ20 =1150-1400 МПа; δ20 =4-6 %; ψ20 =3-4%; σ0,2650 =1020 МПа; σВ650 =1110 МПа; δ650 =5 %; ψ650 =3%;
Интерметаллидные сплавы на основе орторомбического алюминида титана обладают такими свойствами как высокая термическая стабильность, высокие удельные прочностные характеристики при достаточном уровне пластичности. Сочетание таких характеристик позволяет применять их в газотурбинных двигателях в качестве деталей с рабочей температурой до 650°С. Однако, сдерживающим фактором для применения данных сплавов является сложность обеспечения баланса между прочностью, пластичностью и вязкостью разрушения при комнатной и рабочей температуре. В данных сплавах в ходе кристаллизации формируются крупные зерна размером до нескольких миллиметров, что затрудняет пластическую деформацию и не позволяет реализовать весь потенциал материала. Хотя в ходе горячей прокатки микроструктура существенно измельчается, однако из-за узкого температурного интервала процесса не удается получить требуемую для обеспечения высокого комплекса свойств структуру. Термическая обработка также не дает возможности в полной мере улучшить механические свойства. Решением данной проблемы может быть применение сочетания изотермической штамповки и термической обработки, что позволяет помимо получения конечной формы изделия сформировать требуемую структуру в заготовках лопаток из интерметаллидных сплавов на основе орторомбического алюминида титана.
Технический результат достигается тем, что сплав на основе орторомбического алюминида титана ВИТ1 подвергают деформационно-термической обработке горячекатаных заготовок. Температуру β↔α2 превращения (далее Тпп) определяют с помощью дифференциально сканирующей калориметрии. Заготовки подвергают предварительному нагреву до температуры выше Тпп на 0 - 100°С с выдержкой не менее 0,5 часа. Изотермическую штамповку заготовок лопаток проводят при температуре ниже Тпп на 50-200°С со степенью деформации от 50%. После чего заготовки подвергают двухстадийной термической обработке:
- закалка с температуры ниже Тпп на 50-200°С, выдержка от 0,5 часа, охлаждают на воздухе;
- старение при температуре ниже Тпп на 200-300°С, выдержка от 1 до 36 часов, охлаждают с печью.
Отличительной особенностью является.
Новизна и изобретательский уровень предложенного изобретения заключается в применении операции предварительной термической обработки деформированных заготовок сплава на основе орторомбического алюминида титана перед штамповкой, и проведении изотермической штамповки заготовок лопаток при температуре существенно ниже Тпп, где Тпп температура β↔α2 превращения. Такой подход позволяет получить более благоприятную для дальнейшей деформации рекристаллизованную структуру деформированных заготовок перед штамповкой, что в свою очередь обеспечивает высокий комплекс механических характеристик как при комнатной, так и при рабочих температурах сплава ВИТ1.
Изобретение охарактеризовано на следующих изображениях.
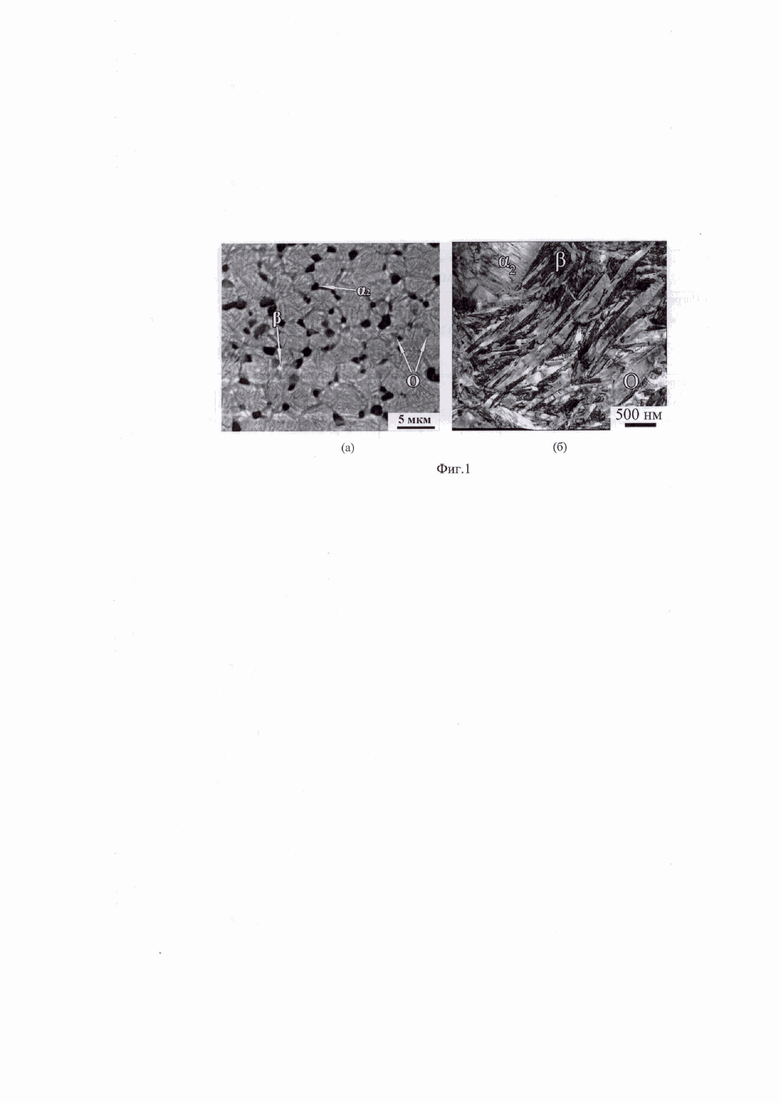
Фигура 1 – Микроструктура заготовки сплава ВИТ1 после деформационно-термической и термической обработки по режиму: отжиг T=1200°С, выдержка 0,5 часа охлаждение на воздухе; изотермическая штамповка при T=1000°С со степенью деформации 50%, нагрев до T=1000°С, выдержка 0,5 часа закалка на воздухе; старение при T=850°С, выдержка 6 часов (а - сканирующая электронная микроскопия, б - просвечивающая электронная микроскопия).
Фигура 2 – Таблица «Механические свойства сплава ВИТ1 после изотермической штамповки и термической обработки»
Возможность осуществления изобретения поясняется примерами технологического процесса изотермической штамповки заготовок лопаток из сплава на основе орторомбического алюминида титана ВИТ1. Механические испытания полученных сплавов проводили с использованием следующих установок: универсальная электромеханическая испытательная машина Instron 5882.
Пример 1.
Проведена деформационно-термическая обработка горячекатаных заготовок сплава ВИТ1 на основе орторомбического алюминида титана ВИТ1. Перед деформацией заготовки нагревали до T=1100°С и выдерживали 8 часов с последующим охлаждением на воздухе. Заготовки подвергали изотермической штамповке при 1000°С со степенью деформации 50%. После чего заготовки подвергали термической обработке: закалка при 1000°С, выдержка 0,5 часа, охлаждение на воздухе; старение при 850°С, выдержка 6 часов. Результаты механических испытаний представлены в таблице на фигуре 2.
Пример 2.
Проведена деформационно-термическая обработка горячекатаных заготовок сплава ВИТ1 на основе орторомбического алюминида титана ВИТ1. Перед деформацией заготовки нагревали до T=1200°С и выдерживали 0,5 часа с последующим охлаждением на воздухе. Заготовки подвергали изотермической штамповке при 1000°С со степенью деформации 50%. После чего заготовки подвергали термической обработке: закалка при 1000°С, выдержка 0,5 часа, охлаждение на воздухе; старение при 800°С, выдержка 6 часов. Полученная микроструктура заготовки представлена на фигуре 1. Результаты механических испытаний представлены в таблице на фигуре 2.
Пример 3.
Проведена деформационно-термическая обработка горячекатаных заготовок сплава ВИТ1 на основе орторомбического алюминида титана ВИТ1. Перед деформацией заготовки нагревали до T=1200°С и выдерживали 0,5 часа с последующим охлаждением на воздухе. Заготовки подвергали изотермической штамповке при 900°С со степенью деформации 50%. После чего заготовки подвергали термической обработке: закалка 950°С, выдержка 0,5 часа, охлаждение на воздухе; старение при 800°С, выдержка 6 часов. Результаты механических испытаний представлены в таблице на фигуре 2.
Пример 4.
Проведена деформационно-термическая обработка горячекатаных заготовок сплава ВИТ1 на основе орторомбического алюминида титана ВИТ1. Перед деформацией заготовки нагревали до T=1200°С и выдерживали 0,5 часа с последующим охлаждением на воздухе. Заготовки подвергали изотермической штамповке при 1000°С со степенью деформации 50%. После чего заготовки подвергали термической обработке: закалка при 950°С, выдержка 0,5 часа, охлаждение на воздухе; старение при 900°С, выдержка 1 час. Результаты механических испытаний представлены в таблице на фигуре 2.
Пример 5.
Проведена деформационно-термическая обработка горячекатаных заготовок сплава ВИТ1 на основе орторомбического алюминида титана ВИТ1. Перед деформацией заготовки нагревали до T=1100°С и выдерживали 1 час с последующим охлаждением на воздухе. Заготовки подвергали изотермической штамповке при 1000°С со степенью деформации 50%. После чего заготовки подвергались термической обработке: нагрев до 1100°С, выдержка 1 час, закалка на воздухе; старение при 800°С, выдержка 36 часов. Результаты механических испытаний представлены в таблице на фигуре 2.
Приведенные примеры подтверждают достижение заявленного технического результата изобретения, заключающегося в том, что предложенные режимы термической и деформационно-термической обработок, обеспечивают высокие механические свойства сплава на основе орторомбического алюминида титана ВИТ1 σ0,220 =1050-1150 МПа; σВ20 =1150-1400 МПа; δ20 =4-6 %; ψ20 =3-4%; σ0,2650 =1020 МПа; σВ650 =1110 МПа; δ650 =5 %; ψ650 =3%;
Таким образом задача изобретения решается с применением предложенного способа изотермической штамповки и двухстадийной термической обработке на примере сплава ВИТ1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лопаток газотурбинных двигателей из деформированных заготовок сплава на основе орторомбического алюминида титана | 2022 |
|
RU2790704C1 |
| Способ изготовления лопаток газотурбинных двигателей из интерметаллидного сплава на основе орторомбического алюминида титана | 2022 |
|
RU2800270C1 |
| Способ изготовления лопаток газотурбинных двигателей из сплава на основе алюминида Ti2AlNb | 2022 |
|
RU2801383C1 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ОРТО-СПЛАВОВ ТИТАНА ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2761398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА С ОРТО-ФАЗОЙ | 2022 |
|
RU2807232C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| ИНТЕРМЕТАЛЛИДНЫЙ СПЛАВ НА ОСНОВЕ γ-TiAl ФАЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ НИЗКОГО ДАВЛЕНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ ИЗ ИНТЕРМЕТАЛЛИДНОГО СПЛАВА НА ОСНОВЕ γ-TiAl ФАЗЫ | 2021 |
|
RU2777775C1 |
Изобретение относится к технологии обработки давлением интерметаллидных сплавов на основе орторомбического алюминида титана и может быть использовано в аэрокосмической промышленности для получения из этих материалов деталей газотурбинных двигателей с регламентированной структурой и заданными механическими свойствами. Способ деформационно-термической обработки заготовок лопаток газотурбинных двигателей из сплава на основе орторомбического алюминида титана включает штамповку заготовок лопаток при температуре ниже температуры превращения (Тпп). Перед штамповкой заготовки лопаток предварительно нагревают до температуры выше температуры Тпп от более 0 до 100°С, выдерживают не менее 0,5 часа, штамповку заготовок лопаток проводят со степенью деформации не менее 50% при температуре ниже температуры Тпп на 50-200°С, после чего осуществляют термическую обработку, включающую две ступени, на первой из которой проводят закалку при температуре ниже температуры Тпп на 50-150°С с выдержкой не менее 0,5 часа, а на второй - старение при температуре ниже температуры Тпп на 200-300°С с выдержкой от 1 до 36 часов. Обеспечивается высокий комплекс механических характеристик как при комнатной, так и при рабочих температурах сплава. 2 ил., 5 пр.
Способ деформационно-термической обработки заготовок лопаток газотурбинных двигателей из сплава на основе орторомбического алюминида титана, включающий штамповку заготовок лопаток при температуре ниже температуры превращения (Тпп), отличающийся тем, что перед штамповкой заготовки лопаток предварительно нагревают до температуры выше температуры Тпп от более 0 до 100°С, выдерживают не менее 0,5 часа, штамповку заготовок лопаток проводят со степенью деформации не менее 50% при температуре ниже температуры Тпп на 50-200°С, после чего осуществляют термическую обработку, включающую две ступени, на первой из которой проводят закалку при температуре ниже температуры Тпп на 50-150°С с выдержкой не менее 0,5 часа, а на второй - старение при температуре ниже температуры Тпп на 200-300°С с выдержкой от 1 до 36 часов.
| СПОСОБ ОБРАБОТКИ ПРУТКОВ ИЗ ОРТО-СПЛАВОВ ТИТАНА ДЛЯ ПОЛУЧЕНИЯ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2021 |
|
RU2761398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| Способ получения многослойного защитного покрытия лопаток турбомашин из титановых сплавов | 2017 |
|
RU2667191C1 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| US 20170081751 A1, 23.03.2017. | |||

