Изобретение относится к области аддитивного производства и предназначено для послойного спекания изделий сложной пространственной конфигурации из мелкодисперсного порошка на основе теплостойких, биосовместимых и др. полимерных материалов с использованием лазерного излучения по данным трехмерной компьютерной модели.
Известно устройство послойного получения изделий из порошкообразного материала компании PhenixSystems (патент США 7789037, опубл. 07.09.2010 г.).
Недостатками данного устройства являются:
- отсутствие возможности изготовления изделий из пластиковых порошковых материалов;
- отсутствие возможности автоматизированного регулирования угла наклона устройства нанесения слоев порошка.
Другим устройством, известным из уровня техники, является установка для изготовления деталей методом послойного синтеза (патент РФ на изобретение №2487779, опубл. 20.07.2013 г.).
Недостатками данного устройства являются:
- отсутствие возможности изготовления изделий из пластиковых порошковых материалов;
- отсутствие возможности автоматизированного регулирования угла наклона устройства нанесения слоев порошка;
- отсутствие возможности подогрева рабочей зоны до температуры более 300 С°.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранное в качестве прототипа установка EOS Р800 (https://www.eos.info/systems_solutions/plastic/systems_equipment/eosint_p_800, найдено в Интернет 17.09.2019). Установка EOS Р800 (далее установка) изготовлена фирмой ElectroOpticalSystems (Германия) и имеет возможность изготавливать изделия из высокотемпературных полимеров методом селективного лазерного спекания (далее СЛС). Установка состоит из следующих основных элементов:
- силовая рама;
- лазерно-оптический узел;
- герметичная камера;
- плита нанесения слоев порошка;
- стол;
- бункер изготовления;
- пирометр;
- система нагрева нанесенного слоя порошка;
- нож;
- механизм перемещения ножа
- бункеры сбора порошка;
- бункеры подачи порошка.
Герметичная камера ограничена снизу плитой нанесения слоев порошка вместе со столом, который в свою очередь перемещается внутри бункера изготовления, а также внутри герметичной камеры установлен пирометр и система нагрева нанесенного слоя порошка. Входящий в установку нож с механизм перемещения ножа, предназначен для нанесения слоев порошка на стол и сброс излишков порошка в бункеры сбора порошка. При нанесении слоев порошка угол наклона ножа регулируется оператором в ручном режиме перед началом изготовления изделия. Подача порошка в нож осуществляется дозированно из бункеров подачи порошка. Послойное спекание наносимых слоев порошка осуществляется лазерно-оптическим узлом. Все перечисленные элементы установки расположены на силовой раме.
Недостатком известного устройства, в том числе технической проблемой является отсутствие возможности автоматизированного регулирования угла наклона ножа, производящего нанесение слоев порошка, что усложняет изготовление изделий.
В основу заявленного изобретения был положен технический результат - снижение трудоемкости и повышение надежности процесса СЛС с расширением номенклатуры обрабатываемых порошков за счет возможности автоматизированного регулирования степени перекоса ножа, производящего нанесение слоев порошка, на основе анализа суммарного нагрева наносимых слоев порошка перед обработкой лазерным излучением.
Технический результат достигается тем, что устройство для селективного лазерного спекания изделий из порошковых полимерных материалов, содержащее силовую раму, размещенные на ней с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формования изделия лазерно-оптический узел,средство нанесения порошкообразного материала в виде установленного с возможностью горизонтального возвратно-поступательного перемещения и формования слоя изделия ножа, бункеры изготовления, сбора и подачи порошка, размещенную над ними герметичную камеру с расположенной в последней системой нагрева порошка, образующие герметичное замкнутое пространство, снабжено системой автоматизированного регулирования угла наклона ножа, состоящей из кассеты, устанавливаемой в жесткий сварной корпус на три опорные точки, выполненные, соответственно, одна в виде цилиндра в пазу, другая в виде призмы и шара, а третья в виде дополнительного шара, обеспечивающего регулировку данной точки опоры.
Изобретение поясняется графическими изображениями.
На фиг. 1 - фото устройства с открытыми дверьми.
На фиг. 2 - общий вид устройства (внешние панели показаны условно прозрачными)
На фиг. 3 - продольный разрез в аксонометрии устройства.
На фиг. 4 - ортогональный поперечный разрез устройства
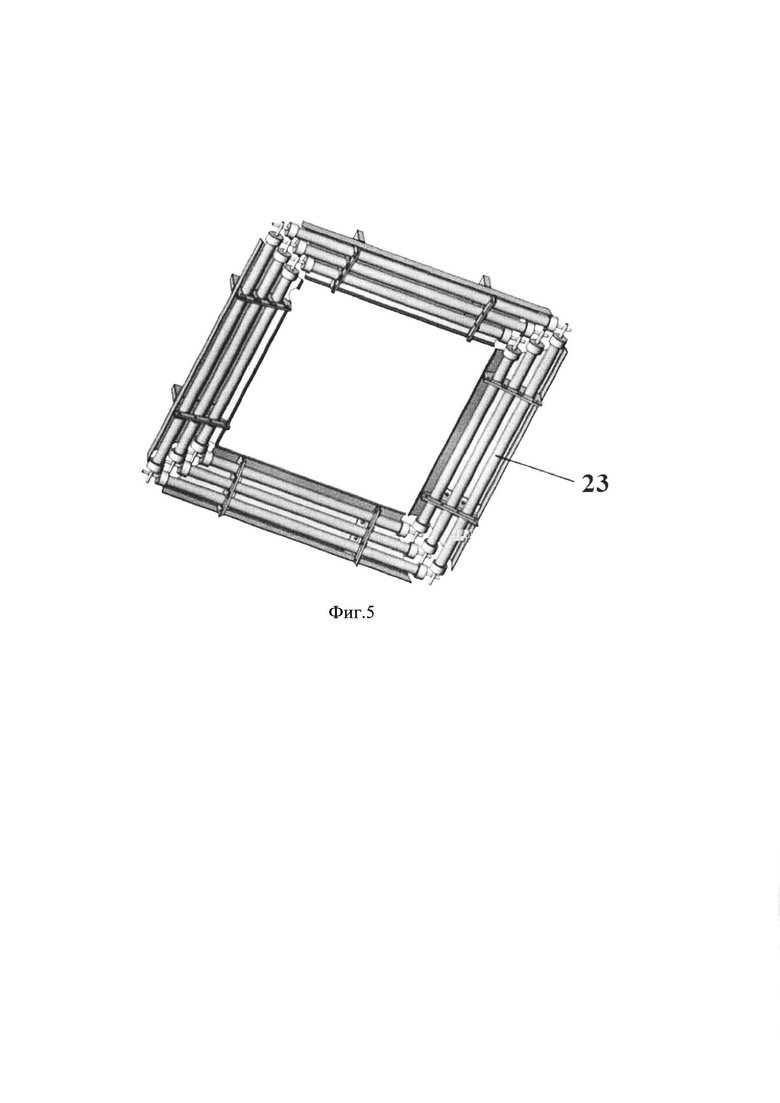
На фиг. 5 - система нагрева нанесенного слоя порошка устройства.
На фиг. 6 - нож 3 устройства.
На фиг. 7 - жесткий сварной корпус 12 ножа 3.
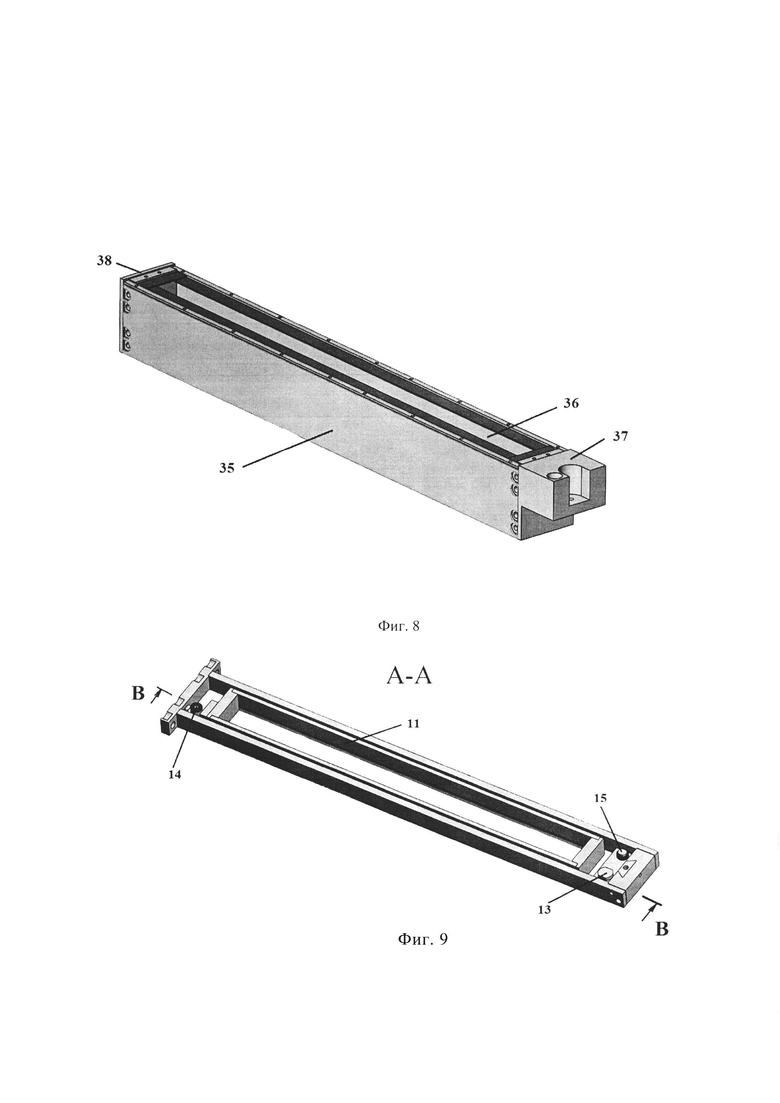
На фиг. 8 - кассета 29 из ножа 3.
На фиг. 9 - горизонтальное сечение А-А с фиг. 6.
На фиг. 10 - поперечное сечение Б-Б с фиг. 6.
На фиг. 11 - продольное сечение В-В с фиг. 9.
На фиг. 12 - поперечное сечение Г-Г фиг. 11.
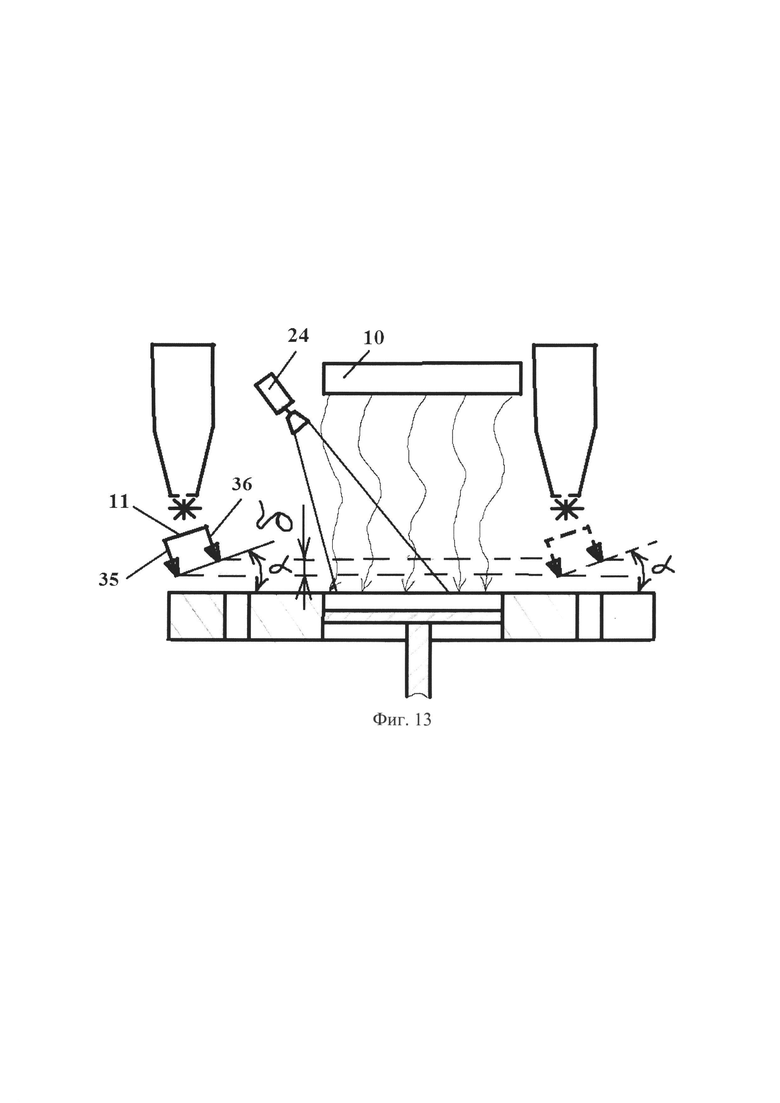
На фиг. 13 - схема работы устройства.
Устройство для селективного лазерного спекания изделий из порошковых полимерных материалов, содержащее силовую раму 1, размещенные на ней с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формования изделия лазерно-оптический узел 2, средство нанесения порошкообразного материала в виде установленного с возможностью горизонтального возвратно-поступательного перемещения и формования слоя изделия ножа 3, бункеры изготовления 4, сбора и подачи порошка 5, 6, 7, 8, размещенную над ними герметичную камеру 9 с расположенной в последней системой нагрева порошка 10, образующие герметичное замкнутое пространство, снабжено системой автоматизированного регулирования угла наклона ножа, состоящей из кассеты 11, устанавливаемой в жесткий сварной корпус 12 на три опорные точки, выполненные, соответственно, одна в виде цилиндра в пазу 13, другая в виде призмы и шара 14, а третья в виде дополнительного шара 15, обеспечивающего регулировку данной точки опоры.
Механизм вертикального перемещения стола 16 (фиг. 3, фиг. 4), через жесткий Г-образный кронштейн 17 и штангу 18, осуществляет высокоточное вертикальное перемещение стола 19.
Механизм горизонтального перемещения ножа 20 через жесткий кронштейн 21 (фиг. 4) совершает горизонтальное перемещение ножа 3 (фиг. 3, фиг. 4). Механизм горизонтального перемещения ножа 20 в совокупности с ножом 3 предназначены для нанесения и разравнивания первого слоя порошка в самом начале работы на столе 19, а также для нанесения и разравнивания последующих слоев порошка при дальнейшей работе на ранее нанесенные слои порошка.
Спекание наносимых слоев порошка осуществляется лазерно-оптическим узлом 2. Лазерно-оптический узел 2 генерирует лазерный луч с необходимыми для спекания характеристиками и обеспечивает его позиционирование в любую точку рабочей зоны лазера 22.
Герметичная камера 9 в совокупности с бункером изготовления 4, столом 19, левым бункером сбора порошка 7 (фиг. 3), правым бункером сбора порошка 8, левым бункером подачи порошка 5, правым бункер подачи порошка 6 - образуют замкнутое пространство, внутри которого создается защитная атмосфера из аргона или азота, для защиты спекаемого порошка от окисления.
В верхней части герметичной камеры 9 (фиг. 3, фиг. 4) установлена система нагрева нанесенного слоя порошка 10. Система нагрева нанесенного слоя порошка 10 основана на кварцевых галогенных нагревателях 23 (фиг. 5), спираль которых при пиковом нагреве может достигать температуры 2600°С. Кварцевые галогенные нагреватели 23 расположены по замкнутому контуру. Система нагрева нанесенного слоя порошка 10 при помощи излучения может нагревать нанесенный слой порошка до температуры 450°С.
Бункер изготовления 4 (фиг. 3, фиг. 4) в совместно со столом 19 образует замкнутую область для послойного изготовления изделия, которое формируется в данной области вместе с неподверженным лазерному излучению порошком. Стенки бункера изготовления 4 имеют возможность подогрева для поддержания необходимых тепловых режимов для опускаемых вниз после спекания слоев порошка, которые в свою очередь состоят из обработанных лазерным излучением и не обработанных лазерным излучением зон. Это необходимо для исключения коробления изделия в процессе послойного изготовления и последующем его остывании до комнатной температуры в объеме неспеченного порошка. При изготовлении изделия внутри бункера изготовления 4 вертикально перемещается стол 19. Между наружным контуром стола 19 и внутренними стенками бункера изготовления 4 расположены герметичные прокладки.
Пирометр 24 (фиг. 4), установленный снаружи герметичной камеры 9, через свой герметичный стакан отслеживает температуру нагрева наносимых слоев порошка и через систему управления и при необходимости вводит коррекции в систему нагрева нанесенного слоя порошка 10.
Бункер изготовления 4 (фиг. 3, фиг. 4) в процессе изготовления поджимается к герметичной камере 9 при помощи устройство поджима бункера изготовления 25. После изготовления и остывания изделия устройство поджима бункера изготовления 25 имеет возможность опускаться вниз вместе с бункером изготовления 4, что в свою очередь позволяет извлекать из устройства весь бункер изготовления 4 со столом 19 и изготовленным изделием в объеме неспеченного порошка. Далее изделие извлекают из бункера изготовления 4 и очищают от порошка вне устройства.
Левый бункер подачи порошка 5 (фиг. 3) осуществляет подачу порций порошка в нож 3, в момент, когда механизм горизонтального перемещения ножа 20 перемещает нож 3 под левый бункер подачи порошка 5. Левый бункер подачи порошка 5 является герметичным и через герметичные силиконовые уплотнения с помощью левого устройства поджима левого бункера подачи порошка 26 прижимается к наружной стенке герметичной камеры 9. Таким образом, образуется герметичный контур, внутри которого подается порциями порошок. Аналогичным образом устроены и взаимодействуют правый бункер подачи порошка 6 и устройство поджима правого бункера подачи порошка 27.
При необходимости левый бункер подачи порошка 5 и правый бункер подачи порошка 6 могут удаляться из устройства для заправки порошком.
Левый бункер сбора порошка 7 осуществляет сбор излишков порошка при нанесении слоев порошка. Левый бункер сбора порошка 7 является герметичным и через герметичные силиконовые уплотнения с помощью левого устройства поджима бункера сбора порошка 28 прижимается к нижней части герметичной камеры 9. Таким образом образуется герметичный контур, внутри которого собираются излишки порошка. Аналогичным образом устроены и взаимодействуют правый бункер сбора порошка 8 и правое устройство поджима бункера сбора порошка 29.
При необходимости очистки левый бункер сбора порошка 7 и правый бункер сбора порошка 8 могут удаляться для очистки.
Силовая рама 1 (фиг. 3, фиг. 4). является основным базирующим узлом для всех основных узлов устройства.
Пневмогазовая система 30 (фиг. 3) осуществляет создание защитной атмосферы (азотной или аргонной) в зоне изготовления детали, а также функционирование контуров воздушного и газового охлаждения, необходимых для защиты высокоточных механических узлов, оптических приборов, электрических разъемов и проводов. Пневмогазовая система 30 смонтирована на силовой раме 1.
Шкаф с электроавтоматикой 31 осуществляет в программном режиме через общую систему управления устройством функционирование всех электроприборов и систем как в отдельности, так и всего устройства в целом. Шкаф с электроавтоматикой 31 смонтирован на силовой раме 1.
Нож 3 (фиг. 6) в свою очередь состоит из следующих основных узлов и деталей:
- жесткий сварного корпуса 12 (фиг. 6, фиг. 7, фиг. 10);
- гнутого кожуха 32 (фиг. 6);
- кассеты 11 (фиг. 6, фиг. 8, фиг. 9);
- точка опоры в виде цилиндра в пазу 13 (фиг. 9, фиг. 10, фиг. 11);
- точка опоры в виде призмы и шара 14 (фиг. 9, фиг. 11, фиг. 12);
- регулируемая точка опоры в виде шара 15 (фиг. 9, фиг. 10).
Жесткий сварной корпус 12 (фиг. 7) представляет из себя сборно-сварную конструкцию из пластин металла.
Сверху жесткого сварного корпуса 12 (фиг. 6) накладывается гнутый кожух 32. Благодаря гнутому кожуху 32 подаваемый сверху порошок ссыпается внутрь кассеты 11 (фиг. 6, фиг. 8), состоящей из левого лезвия 35 (фиг. 8), правого лезвия 36, передней детали кассеты 37 и задней детали кассеты 38 (фиг. 8, фиг. 10).
Кассета 11 является жесткой конструкцией и устанавливается в жесткий сварной корпус 12 (фиг. 6) на три специальные опорные точки: точка опоры в виде цилиндра в пазу 13 (фиг. 9, фиг. 10, фиг. 11), точка опоры в виде призмы и шара 14 (фиг. 9, фиг. 11, фиг. 12), регулируемая точка опоры в виде шара 15 (фиг. 9, фиг. 10).
Регулируемая точка опоры в виде шара 15 состоит из актуатора 33 (фиг. 10), вал которого связан с винтом 34, который в свою очередь опирается на шарик 15. Актуатор 33 имеет связь с общей системой управления и является электрическим цилиндром, т.е. устройством способным точно перемещать свой вал в осевом направлении, за счет чего реализуется точное вертикальное перемещение винта 34 (на фиг. 10 обозначено П1). Реализация точного вертикального перемещения винта 34, опертого на шарик 15, во взаимодействии с точкой опоры в виде цилиндра в пазу 13 (фиг. 9, фиг. 10, фиг. 11) и точкой опоры в виде призмы и шара 14 (фиг. 9, фиг. 11, фиг. 12) позволяют точно реализовать ограниченное вращение (покачивание) кассеты 11 (на фиг. 10 обозначено В1) относительно жесткой сварного корпуса 12. Таким образом, управляя актуатором 33 можно точно регулировать угол α наклона кассеты 11 (фиг. 13). От теплового воздействия актуатор 33 (фиг. 10) защищает кожух актуатора 39.
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания работает следующим образом.
В системе автоматического проектирования (САПР) создают трехмерную компьютерную 3D-модель изделия и разбивают ее на поперечные сечения, которые служат основой для послойного изготовления детали. Устройство после предварительных подготовительных операций представлено в следующем виде: (фиг. 3, фиг. 4):
- чистый и пустой бункер изготовления 4 при помощи устройства поджима бункера изготовления 25 поджат герметично снизу к герметичной камере 9;
- наполненные пластиковым порошком левый бункер подачи порошка 5 и правый бункер подачи порошка 6 при помощи устройства поджима левого бункера подачи порошка 26 и устройства поджима правого бункера подачи порошка 27 соответственно прижимаются герметично к герметичной камере 9;
- левый бункер сбора порошка 7 и правый бункер сбора порошка 8 при помощи устройства поджима левого бункера сбора порошка 28 и устройства поджима правого бункера сбора порошка 29 соответственно прижимаются герметично снизу герметичной камере 9.
Начинается работа устройства. Запускается работа пневмогазовой системы 30, реализующей защитные газовые и воздушные охлаждающие контуры.
При помощи системы нагрева нанесенного слоя порошка 10 и нагревателей, встроенных в стенки бункера изготовления 4, стол 19 разогревается до рабочей температуры до 400°С (в зависимости от типа порошка). Достигается необходимая чистота защитного газа (азот или аргон, или др.). Устройство выдерживается в течение двух часов для равномерного нагрева всех его элементов и выравнивания всех тепловых процессов с целью исключения их термического искажения при работе. Далее происходит многократное повторение определенной последовательности действий, а именно:
A) Механизм вертикального перемещения стола 16 при помощи Г-образного кронштейна 17 и штанги 18 осуществляет высокоточное вертикальное перемещение стола 19. Стол 19 опускается на толщину наносимого первого слоя порошка (обычно ~100 мкм).
Б) Механизм горизонтального перемещения ножа 20 через кронштейн 21 перемещает нож 3 в крайнее левое положение под левый бункер подачи порошка 5.
B) Левый бункер подачи порошка 5 дозирует с запасом необходимую порцию порошка в нож 3 в кассету 11 (фиг. 13) между левым лезвием 35 и правым лезвием 36, закрепленными на передней детали кассеты 37 и задней детали кассеты 38 (фиг. 8).
Г) Нож 3 (фиг. 3, фиг. 4) перемещается в крайнее правое положение по ходу движения нанося и разравнивая на столе 19 первый слой порошка, а также сбрасывая излишки порошка в правый бункер сбора порошка 8 (фиг. 13, б).
Д) При помощи системы нагрева нанесенного слоя порошка 10 проводится подогрев нанесенного первого слоя порошка до необходимой температуры до 400°С (в зависимости от типа порошка). Процесс нагрева нанесенного первого слоя порошка до 400°С системой нагрева нанесенного слоя порошка 10 контролируется пирометром 24.
Е) Стол 19 опускается на толщину второго наносимого слоя порошка (обычно ~100 мкм).
Ж) Механизма горизонтального перемещения ножа 20 через кронштейн 21 перемещает нож 3 в крайнее правое положение под правый бункер подачи порошка 6.
З) Правый бункер подачи порошка 6 дозирует с запасом необходимую порцию порошка в нож 3 в кассету 11 между левым лезвием 35 и правым лезвием 36, закрепленными на передней детали кассеты 37 и задней детали кассеты 38.
И) Нож 3 перемещается в крайнее левое положение и по аналогии наносит второй слой порошка поверх первого слоя на рабочем столе 19, сбрасывая излишки порошка в левый бункер сбора порошка 7.
К) При помощи системы нагрева нанесенного слоя порошка 10 проводится подогрев нанесенного второго слоя порошка до необходимой температуры до 400°С (в зависимости от типа порошка). Процесс нагрева нанесенного второго слоя порошка до 400°С системой нагрева нанесенного слоя порошка 10 контролируется пирометром 24.
Повторение последовательности действий по пунктам А-К осуществляется для пятидесяти слоев, при этом система нагрева нанесенного слоя порошка 10 и нагреватели, встроенные в стенки бункера изготовления 4 поддерживают постоянную температуру всего объема порошка до 400°С (в зависимости от типа порошка). Нанесение пятидесяти первичных слоев порошка без обработки лазерным излучением необходимо для равномерного прогрева устройства с порошком, а также для определения степени перекоса кассеты 11, определяемой углом α (фиг. 13). Кассета 11 всегда имеет перекос. При нанесении слоя порошка из крайнего левого положения толщина наносимого слоя определяется углом α и слой наносится левым лезвием 35. При нанесении слоя порошка из крайнего правого положения (на фиг. 13 показано пунктиром) толщина наносимого слоя определяется также углом α, но сам слой наносится правым лезвием 36. Таким образом, разность толщин для наносимого слоя из крайнего левого положения и крайнего правого положения составит δ мкм. Система нагрева нанесенного слоя порошка 10 в случае правильной настройки сообщает одинаковое количество тепла каждому нанесенному слою порошка, а пирометр 24 фиксирует отличающиеся значения нагрева для слоев порошка, нанесенных из крайнего левого положения и слоев порошка, нанесенных из крайнего правого положения из-за разности толщин слоев δ. Сумма значений нагревов (интегральный нагрев) для 25 слоев порошка, нанесенных из крайнего левого положения, будет отличаться от суммы значений нагревов для 25 слоев порошка, нанесенных из крайнего правого положения из-за разницы толщин слоев на величину δ. На основании суммарной (интегральной) разницы нагревов для слоев порошка, нанесенных из крайнего левого и крайнего правого положений вычисляется степень перекоса кассеты 11 (левого лезвия 35 относительно правого лезвия 36) характеризующаяся углом α. В случае, если отношение суммы значений нагревов для 25 слоев порошка, нанесенных из крайнего левого положения, к сумме значений нагревов для 25 слоев порошка, нанесенных из крайнего правого положения, превышает 20%, проводится коррекцию перекоса кассеты 11. Для коррекции перекоса кассеты 11 общая система управления устройством посылает команды на актуатор 33, который через винт 34 проводит корректирующий поворот кассеты 11 (фиг. 10). Все это возможно благодаря тому, что кассета 11 (фиг. 6) установлена в ноже 3 на точку опоры в виде цилиндра в пазу 13 (фиг. 9, фиг. 10, фиг. 11), точку опоры в виде призмы и шара 14 (фиг. 9, фиг. 11, фиг. 12), регулируемую точку опоры в виде шара 15 (фиг. 9, фиг. 10).
Поверх пятидесяти разогретых слоев порошка наносится пятьдесят первый слой порошка. Проводится подогрев пятьдесят первого слоя порошка до температуры стеклования до 400°С (в зависимости от типа порошка) при помощи системы нагрева нанесенного слоя порошка 12 (фиг. 3). При помощи лазерно-оптического узла 2 проводится спекание лазерным лучом порошка в отдельных зонах нанесенного слоя в зависимости от формы изготавливаемого изделия. Далее наносится новый слой порошка и процесс повторяется до полного изготовления изделия. Контроль нагрева каждого нанесенного слоя порошка осуществляется пирометром 24, а по результату накопленной информации для каждых 50 слоев в случае необходимости проводится коррекция перекоса кассеты 11 на протяжении всего процесса изготовления изделия.
После окончания построения всего изделия оно очень медленно, вместе с объемом неспеченного порошка, в который оно погружено (скорость охлаждения порядка 7°С в час), остывает в устройстве при помощи программного управления нагревателями, встроенными в стенки бункера изготовления 4. После полного остывания изделия вместе с неспеченным порошком бункер изготовления 4 удаляется из устройства и перемещается в станцию очистки, где изделие подвергается освобождению и очистке от неспеченного порошка
При этом всю последовательность технологических процессов осуществляют в автоматическом режиме в технологически регламентированных условиях посредством специальных программно-аппаратных средств благодаря шкафу с электроавтоматикой 31 через общую систему управления устройством.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - создание сложнопрофильных, высокопрочных, теплостойких, биосовместимых и др. изделий из семейства полимерных материалов методом селективного лазерного спекания.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для послойного спекания деталей сложной пространственной конфигурации из мелкодисперсного порошка с использованием лазерного излучения по данным трехмерной компьютерной модели;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания | 2018 |
|
RU2710822C1 |
| Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания | 2018 |
|
RU2710821C1 |
| Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания | 2019 |
|
RU2710823C1 |
| Устройство для селективного лазерного спекания изделий из порошковых полимерных материалов | 2021 |
|
RU2773558C1 |
| Устройство для селективного лазерного спекания изделий из мелкодисперсного полимерного порошка | 2022 |
|
RU2801703C1 |
| Устройство для селективного лазерного спекания изделий | 2022 |
|
RU2797802C1 |
| Устройство для получения изделий методом селективного лазерного плавления | 2022 |
|
RU2795149C1 |
| Устройство для получения изделий методом селективного лазерного плавления | 2022 |
|
RU2805686C1 |
| Устройство для получения изделий из порошковых материалов | 2023 |
|
RU2825246C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЕЛЕКТИВНЫМ ЛАЗЕРНЫМ ПЛАВЛЕНИЕМ | 2022 |
|
RU2801360C1 |








Изобретение относится к области аддитивного производства и предназначено для послойного спекания изделий сложной пространственной конфигурации из мелкодисперсного порошка на основе полимерных материалов с использованием лазерного излучения по данным трехмерной компьютерной модели. Устройство содержит силовую раму, размещенные на ней с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формования изделия лазерно-оптический узел, средство нанесения порошкообразного материала в виде установленного с возможностью горизонтального возвратно-поступательного перемещения и формования слоя изделия ножа, бункеры изготовления, сбора и подачи порошка, размещенную над ними герметичную камеру с расположенной в последней системой нагрева порошка, образующие герметичное замкнутое пространство. Причем устройство снабжено системой автоматизированного регулирования угла наклона ножа, состоящей из кассеты, устанавливаемой в жесткий сварной корпус на три опорные точки, выполненные соответственно одна в виде цилиндра в пазу, другая в виде призмы и шара, а третья в виде дополнительного шара, обеспечивающего регулировку данной точки опоры. Техническим результатом является снижение трудоемкости и повышение надежности процесса селективного лазерного спекания с расширением номенклатуры обрабатываемых порошков. 13 ил.
Устройство для селективного лазерного спекания изделий из порошковых полимерных материалов, содержащее силовую раму, размещенные на ней с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формования изделия лазерно-оптический узел, средство нанесения порошкообразного материала в виде установленного с возможностью горизонтального возвратно-поступательного перемещения и формования слоя изделия ножа, бункеры изготовления, сбора и подачи порошка, размещенную над ними герметичную камеру с расположенной в последней системой нагрева порошка, образующие герметичное замкнутое пространство, отличающееся тем, что оно снабжено системой автоматизированного регулирования угла наклона ножа, состоящей из кассеты, устанавливаемой в жесткий сварной корпус на три опорные точки, выполненные соответственно одна в виде цилиндра в пазу, другая в виде призмы и шара, а третья в виде дополнительного шара, обеспечивающего регулировку данной точки опоры.
| WO 2008036071 A1, 27.03.2008 | |||
| WO 2018200628 A1, 01.11.2018 | |||
| УСТРОЙСТВА И СПОСОБЫ СВЯЗИ С ПОДГОТОВКОЙ ЛУЧЕФОРМИРОВАНИЯ | 2017 |
|
RU2709827C1 |
| СПОСОБ УКЛАДКИ БЕТОНА | 0 |
|
SU184284A1 |

