Изобретение относится к области контроля и регулирования производственного процесса и может быть использовано в различных отраслях промышленности.
Известна автоматизированная система беспроводного управления технологическими процессами (патент РФ №2712478, МПК G05B 19/418, опубл. 29.01.2020, Бюл. №4), которая содержит коммуникационно-управляющий модуль и исполнительные модули, соединенные беспроводной радиочастотной сетью ZigBee, рабочий элемент и датчик внешних событий. Один исполнительный модуль подключен к рабочему элементу, другой к датчику внешних событий. Коммуникационно-управляющий модуль содержит микроконтроллер с энергонезависимой памятью. Микроконтроллер соединен с микросхемой интерфейса универсального асинхронного приемопередатчика, с приемопередатчиком ZigBee, с входами/выходами GSM/GPRS модема, с индикаторами подключения внешнего питания, состояния радиочастотной сети ZigBee и состояния GSM/GPRS сети, с микросхемой электронных часов реального времени, с микросхемой преобразователя логических сигналов в уровни сигналов RS-485. Каждый исполнительный модуль содержит микроконтроллер, соединенный с микросхемой интерфейса универсального асинхронного приемопередатчика. Микроконтроллер исполнительного модуля соединен с приемопередатчиком ZigBee, с индикатором внешнего питания и индикатором сети ZigBee и содержит клеммную колодку для подключения датчика внешних событий, а также выходы с широтно-импульсной модуляцией, соединенные с датчиками.
Система управления по патенту РФ №2712478 обеспечивает повышение пропускной способности автоматизированной системы управления.
Недостатком данной системы является регистрация технологических сбоев в работе или изменений режима работы автоматизированной системы. Контроль качества производимой продукции данной системой не предусмотрен. Кроме того данная система не позволяет формировать информационные данные для принятия управленческих решений.
Наиболее близким к предлагаемому способу является способ контроля производственного процесса по патенту РФ №2053535 (МПК G05B 13/00). В данном способе формируют импульсный сигнал частоты F1, пропорциональной задаваемым физическим величинам параметров производственного процесса, и импульсный сигнал частоты F2, пропорциональной физическим величинам измеряемых параметров изделия производственного процесса, сравнивают частоты этих сигналов и, в случае их неравенства, формируют сигнал ошибки, преобразуют сигнал ошибки в пропорциональный ему по величине сигнал управления физической величины параметра изделия производства и воздействуют им на изменение этой физической величины параметра изделия производства так, чтобы сигнал ошибки уменьшался до момента установления заданной импульсным сигналом частоты F1 физической величины параметра изделия производственного процесса.
Суть способа контроля производственного процесса по патенту РФ №2053535 заключается в том, что задают периоды верхней и нижней границ допуска в двух независимых каналах и в случае соответствия изделия нормам по границам допусков Fв и Fн формируют сигнал "норма", а в случае несоответствия - "брак".
Данный способ позволяет осуществлять контроль производственного процесса в пределах допустимых отклонений.
Недостатком данного способа является предварительная установка допустимых отклонений на основании теоретических расчетов. Данный способ предназначен для автоматизированных систем регулирования с обратной связью. Режимы технологии обработки деталей представляют сложные управляющие программы стоек ЧПУ и частота. F1 не может быть заранее задана.
Данный способ неприменим для сложных технологических процессов обработки деталей, так как параметры могут изменятся динамически в широких пределах и не возможно установить импульсный сигнал частоты F1 пропорционально физическим величинам производственного процесса.
Задача (технический результат) предлагаемого изобретения заключается в расширении арсенала средств для контроля производственного процесса.
Поставленная задача решается тем, что способ контроля производственного процесса включает формирование эталонного электронного профиля изделия, изготовление изделия, формирование электронного профиля изготавливаемого изделия, сравнение его с эталонным электронным профилем и формирование сигнала отклонения в случае неравенства электронных профилей. Согласно предлагаемому изобретению для формирования эталонного электронного профиля по технологической карте изготавливают серию изделий и непрерывно записывают электронный профиль оборудования, выбирают из серии изделий качественные и по соответствующим данным изделиям электронным профилям оборудования определяют среднестатистический электронный профиль оборудования или электронный профиль наиболее качественного изделия, который устанавливают в качестве эталонного. Далее изготавливают изделия, записывают соответствующие им электронные профили оборудования и сравнивают их с эталонным профилем, при отклонении электронного профиля оборудования от эталонного более, чем на величину допустимого отклонения, формируют сигнал об отклонении выше допустимого. В процессе изготовления изделий осуществляют мониторинг среднестатистического электронного профиля оборудования, соответствующего изделиям с отклонением от эталонного профиля менее, чем на величину допустимого отклонения, и при необходимости устанавливают его в качестве эталонного профиля.
Формирование эталонного электронного профиля оборудования по среднестатистическим данным или по выбранному образцу, уже изготовленных изделий позволяет исключить избыточную детализацию контроля производственного процесса при сохранении уровня качества изготавливаемых изделий. Мониторинг среднестатистического электронного профиля оборудования, соответствующего качественным изделиям, и его установка в качестве эталонного профиля обеспечивает возможность дальнейшей оптимизации точности производственного процесса. Предлагаемая совокупность существенных признаков обеспечивает простоту и естественность задания эталонных профилей из выделенного определенного профиля обрабатываемого изделия в контролируемых условиях, или формирования на основе статистического обобщения из определяемого множества обрабатываемых профилей. Это позволяет, не погружаясь в детали технологического процесса, а сразу и быстро включить контроль отклонений технологических процессов, и уже при выявлении отклонений разбираться в причинах. При этом в разы снижается операционная трудоемкость мониторинга технологии обработки изделий.
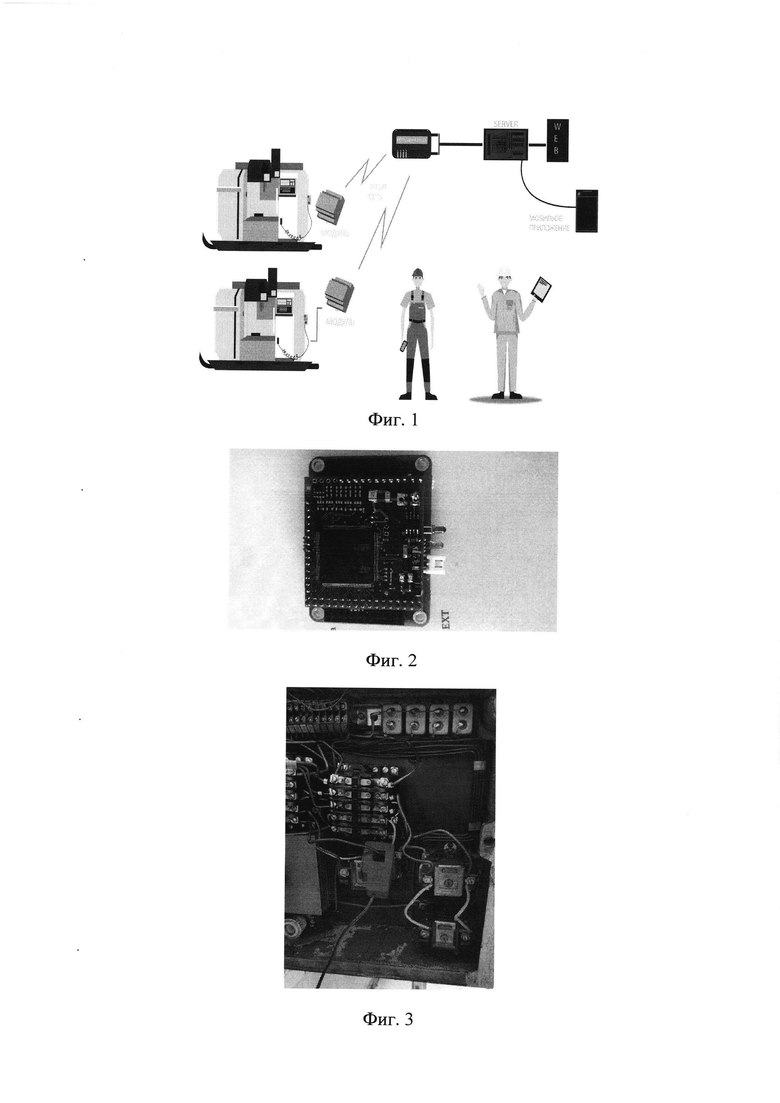
Предлагаемое изобретение поясняется фигурами, где на фиг. 1 схематически представлена система мониторинга для реализации заявляемого способа; на фиг. 2 - используемый в экспериментальной системе мониторинга вибро-акустический датчик; на фиг. 3 - токовый датчик, установленный на оборудовании.
Предлагаемый способ осуществляют следующим образом.
По технологической карте изготавливают серию изделий и непрерывно записывают электронный профиль оборудования.
Электронный профиль технологического процесса состоит из дискретного набора данных, отражающих характерные особенности технологического процесса и развернутых во времени от начала процесса до его завершения. Состав набора определяется типом используемых датчиков, для токовых - это профиль потребляемых мощностей для каждой координаты, измеряемый в заданный интервал времени, для вибро-акустического датчика это набор нескольких спектров, измеряемых через определенные интервалы.
С помощью токовых датчиков записывают амплитуду сигнала. С помощью вибро-акустических датчиков, как в слышимом диапазоне, так и за его пределами, записывают вибрации оборудования во всех режимах с формированием вибрационного низкочастотного спектра, т.е. формируют звуковой и вибрационный «слепок».
Совокупный набор (электрический и акустический) данных позволяет однозначно идентифицировать проистекающий процесс, его индивидуальные особенности, и использовать для анализа отклонений техпроцессов, т.е выявление нарушений.
Выбирают из серии изделий качественные и по соответствующим данным изделиям электронным профилям оборудования определяют среднестатистический электронный профиль оборудования, который устанавливают в качестве эталонного.
Задают пределы допустимого отклонения на основании анализа электронных профилей и физических параметров ранее изготовленной серии изделий. Формирование допустимых критериев отклонений от эталонного профиля осуществляют анализируя обработанные изделия, их соответствие требованиям приемки. Отмечая соответствующие профили как годные можно выявить границы допустимости отклонений, все, что выходит за эту границу, будет помечаться как отклонения от эталонного технологического процесса.
Далее изготавливают изделия, записывают соответствующие им электронные профили оборудования и сравнивают их с эталонным профилем. При отклонении электронного профиля оборудования от эталонного более, чем на величину допустимого отклонения, формируют сигнал об отклонении выше допустимого.
В процессе изготовления изделий осуществляют мониторинг среднестатистического электронного профиля оборудования, соответствующего изделиям с отклонением от эталонного профиля менее, чем на величину допустимого отклонения, и могут устанавливать его в качестве эталонного профиля. Пределы допустимого отклонения в процессе изготовления деталей также могут изменяться. Причины корректировки эталонного профиля зависят от внешних факторов, это может быть износ или замена инструмента, смена партии заготовки и много других внутренних причин, ответственные специалисты (как правило, это технологи) могут отслеживать дрейфы профилей и принимать меры по их корректировке, включить новый набор профилей в корректировку эталонного. По мере накопления данных система может быть обучена для самостоятельного принятия решения по корректировке эталонного профиля.
В предлагаемом способе контроля нет автоматизированного контура обратной связи для регулирования технологических процессов. Но данный способ обеспечивает сбор данных об отклонениях от технологии, что позволяют анализировать причины таких отклонений и оперативно формировать управленческие решения для их устранения.
Реализация заявляемого способа не требует сложного оборудования, проста и доступна.
Промышленная применимость заявляемого способа подтверждена производственными испытаниями.
Система мониторинга устанавливалась на производственное оборудование, подключались датчики, модули передачи данных на основе Mesh сети, шлюз для приемки данных по радиоканалу и передачи на сервер. Для сбора данных могут использоваться любые облачные сервисы поддерживающие IoT (Yandex IoT Core или подобные), База данных PostgreSQL для хранения данных. Для обработки данных и моделирования использовался пакет Anaconda Data scientist platform. Были проанализированы профили несколько серий обрабатываемых деталей. Точность совпадения профилей была в пределах 96-98%, были отдельные случаи 99%, и были выявлены случаи явного отклонения от технологических процессов.
Таким образом, данный метод позволяет определять соответствие технологического процесса обрабатываемых изделий с высокой достоверностью и выявить нарушения технологических процессов. Это позволит непрерывно осуществлять контроль техпроцессов в реальном времени и включать оповещение в случае отклонений. Использование такой системы позволит повысить эффективность производства, качества продукции, и главное выстроить эффективные производственные процессы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ ДАННЫХ, СВЯЗАННЫХ С ПРОИЗВОДСТВОМ И РЕАЛИЗАЦИЕЙ ПРОДУКЦИИ, И СООТВЕТСТВУЮЩАЯ СИСТЕМА | 2019 |
|
RU2706183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ МНОГОСЛОЙНОЙ ДЕТАЛИ | 2007 |
|
RU2344935C1 |
| СПОСОБ ТЕРМОЭЛЕКТРИЧЕСКОГО КОНТРОЛЯ ПАЯНОГО СОЕДИНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2347232C2 |
| Устройство для контроля и учета продукции при формовании абразивного инструмента | 1979 |
|
SU877589A1 |
| Способ испытаний авиационного газотурбинного двигателя | 2019 |
|
RU2746378C1 |
| Способ отверждения термореактивных полимерных порошковых покрытий | 2016 |
|
RU2640771C2 |
| СПОСОБ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ ОБОРУДОВАНИЯ ЛОКОМОТИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2626168C2 |
| ПЕРЕДВИЖНАЯ ЛАБОРАТОРИЯ МОНИТОРИНГА ОКРУЖАЮЩЕЙ СРЕДЫ | 2014 |
|
RU2547742C1 |
| Устройство автоматического превентивного выявления повреждения электроустановки | 2020 |
|
RU2775055C2 |
| СПОСОБ МОНИТОРИНГА БЕЗОПАСНОСТИ АВТОМАТИЗИРОВАННЫХ СИСТЕМ | 2007 |
|
RU2355024C2 |
Изобретение относится к области контроля и регулирования производственного процесса. Технический результат заключается в расширении арсенала технических средств для контроля производственного процесса. Технический результат достигается за счет того, что для формирования эталонного электронного профиля по технологической карте изготавливают серию изделий и непрерывно записывают электронный профиль оборудования, выбирают из серии деталей качественные детали и по соответствующим данным деталям электронным профилям оборудования определяют среднестатистический электронный профиль оборудования или электронный профиль наиболее качественного изделия, который устанавливают в качестве эталонного, задают пределы допустимого отклонения на основании анализа электронных профилей и физических параметров ранее изготовленной серии изделий, далее изготавливают детали, записывают соответствующие им электронные профили оборудования и сравнивают их с эталонным профилем, при отклонении электронного профиля оборудования от эталонного более чем на величину допустимого отклонения формируют сигнал об отклонении выше допустимого, в процессе изготовления деталей осуществляют мониторинг среднестатистического электронного профиля оборудования, соответствующего деталям с отклонением от эталонного профиля менее чем на величину допустимого отклонения, и при необходимости устанавливают его в качестве эталонного профиля. 3 ил.
Способ контроля производственного процесса, включающий формирование эталонного электронного профиля изделия, изготовление изделия, формирование электронного профиля изготавливаемого изделия, сравнение его с эталонным электронным профилем и формирование сигнала отклонения в случае неравенства электронных профилей, отличающийся тем, что для формирования эталонного электронного профиля по технологической карте изготавливают серию изделий и непрерывно записывают электронный профиль оборудования, выбирают из серии деталей качественные детали и по соответствующим данным деталям электронным профилям оборудования определяют среднестатистический электронный профиль оборудования или электронный профиль наиболее качественного изделия, который устанавливают в качестве эталонного, задают пределы допустимого отклонения на основании анализа электронных профилей и физических параметров ранее изготовленной серии изделий, далее изготавливают детали, записывают соответствующие им электронные профили оборудования и сравнивают их с эталонным профилем, при отклонении электронного профиля оборудования от эталонного более чем на величину допустимого отклонения формируют сигнал об отклонении выше допустимого, в процессе изготовления деталей осуществляют мониторинг среднестатистического электронного профиля оборудования, соответствующего деталям с отклонением от эталонного профиля менее чем на величину допустимого отклонения, и при необходимости устанавливают его в качестве эталонного профиля.
| RU 2053535 C1, 27.01.1996 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННЫМИ ПРОЦЕССАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2648794C2 |
| Металлическая арочная податливая крепь | 1949 |
|
SU90588A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

