ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Объект настоящего изобретения относится к инструментам для фрезерования, имеющим тангенциально установленные пластины для фрезерования, выполненные из цементированного карбида. Более конкретно, он относится к тангенциальным пластинам для фрезерования, которые включают в себя зажимное отверстие.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[002] Обычный процесс изготовления пластины для фрезерования включает в себя уплотнение карбидного порошка, смешанного со связующим веществом, с последующим спеканием, которое обычно приводит к уменьшению объема уплотненной смеси или корпуса. Уплотненные корпусы, которые включают в себя отверстие, могут включать в себя области или объемы, смежные отверстию, которые являются более плотными, чем другие. Одна проблема, которая может возникнуть во время спекания, заключается в том, что эти более плотные области менее подвержены потере объема по сравнению с областями с меньшей плотностью. Это может приводить к нежелательному и/или непредсказуемому искажению внешних поверхностей, которые смежны этим плотным областями. Например, в опорных поверхностях пластины (которые обычно должны быть точными и однородными) искажение (например, выпуклость) может возникать в средней части поверхности, которая обычно находится ближе всего к отверстию.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[003] В соответствии с первым аспектом объекта настоящего изобретения обеспечена двухсторонняя и индексируемая треугольная тангенциальная пластина для фрезерования, содержащая две противоположные треугольные главные поверхности и периферийную поверхность, продолжающуюся между ними,
пластина для фрезерования дополнительно содержит среднюю плоскость (M), расположенную посередине между главными поверхностями, и зажимное отверстие пластины, выходящее непосредственно на главные поверхности и имеющее центральную ось (H) отверстия,
периферийная поверхность содержит только три идентичные удлиненные боковые поверхности, каждая боковая поверхность содержит только два режущих участка, два задних участка и две идентичные удлиненные вспомогательные опорные поверхности, расположенные на противоположных сторонах средней плоскости (M), каждая из которых непрерывно продолжается между соответствующим режущим участком и задним участком, каждый режущий участок содержит:
главную режущую кромку, образованную на пересечении боковой поверхности и главной поверхности, вспомогательную режущую кромку, образованную на пересечении боковой поверхности и смежной боковой поверхности, и
угловую режущую кромку, продолжающуюся между главной и вспомогательной режущими кромками, причем
в сечении по первой воображаемой плоскости (P1), которая перпендикулярна оси (H) отверстия, каждая вспомогательная опорная поверхность вогнуто изогнута; и
на каждой боковой поверхности вспомогательные опорные поверхности сходятся наружу от зажимного отверстия пластины.
[004] В соответствии со вторым аспектом объекта настоящего изобретения дополнительно обеспечена двухсторонняя и индексируемая тангенциальная пластина для фрезерования, содержащая две противоположные треугольные главные поверхности и периферийную поверхность, продолжающуюся между ними,
пластина для фрезерования дополнительно содержит среднюю плоскость (M), расположенную посередине между главными поверхностями, и зажимное отверстие пластины, выходящее непосредственно на главные поверхности и имеющее центральную ось (H) отверстия,
периферийная поверхность содержит только три идентичные удлиненные боковые поверхности, каждая боковая поверхность содержит только два диагонально противоположных режущих участка и две удлиненные вспомогательные опорные поверхности, расположенные на противоположных сторонах средней плоскости (M), причем
каждая вспомогательная опорная поверхность является цилиндрической и имеет первый радиус (R1); и причем на виде сверху каждой главной поверхности между режущими кромками вписана окружность (C1), имеющая второй радиус (R2); и пластина для фрезерования имеет коэффициент кривизны C=(R1/R2), который больше 7.
[005] Любой из следующих признаков, либо по отдельности, либо в сочетании, может быть применен к любому из вышеприведенных аспектов объекта изобретения:
[006] В каждой боковой поверхности все режущие кромки подняты полностью над вспомогательными опорными поверхностями.
[007] Каждый задний участок содержит промежуточную заднюю поверхность, угловую заднюю поверхность и вспомогательную заднюю поверхность, которая продолжается между ними.
[008] Каждые две смежные вспомогательные опорные поверхности сходятся в неплоском непрерывном продольном гребне, который продолжается вдоль средней плоскости (M).
[009] В каждой боковой поверхности все режущие кромки подняты над гребнем от зажимного отверстия пластины.
[0010] Гребень выполнен выпуклым наружу в сечении по второй воображаемой плоскости (P2), которая содержит ось (H) отверстия.
[0011] Гребень выполнен вогнутым наружу в сечении по средней плоскости (M).
[0012] В сечении каждой боковой поверхности по второй воображаемой плоскости (P2), которая содержит ось (H) отверстия, вспомогательные опорные поверхности видны как прямые линии.
[0013] Каждая главная режущая кромка продолжается менее чем на всю длину стороны треугольника главной поверхности и образована на пересечении между каждой боковой поверхностью и главной поверхностью.
[0014] Каждая главная поверхность содержит плоскую главную опорную поверхность и три удлиненные главные задние поверхности, каждая из которых продолжается вдоль стороны треугольника между соответствующей главной режущей кромкой и главной опорной поверхностью.
[0015] Пластина для фрезерования имеет вращательную симметрию на 120° вокруг оси (H) отверстия пластины.
[0016] Вспомогательные опорные поверхности расположены в цилиндре, который имеет первый радиус (R1).
[0017] Первый радиус (R1) находится в диапазоне от 50 до 110 миллиметров.
[0018] На виде сверху каждой главной поверхности между главными режущими кромками вписана окружность (C1), имеющая второй радиус (R2); и причем пластина для фрезерования имеет коэффициент кривизны C=(R1/R2), который больше 7.
[0019] На каждой боковой поверхности вспомогательная опорная поверхность является наибольшей поверхностью.
[0020] Пластина для фрезерования лишена наклонной кромки.
[0021] Угловая режущая кромка, вспомогательная режущая кромка и вспомогательная T-фаска, которая продолжается от нее, расположены в общей плоскости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0022] Для лучшего понимания объекта настоящего изобретения, и, чтобы показать, как он может быть выполнен на практике, ниже выполнена ссылка на сопровождающие чертежи, на которых:
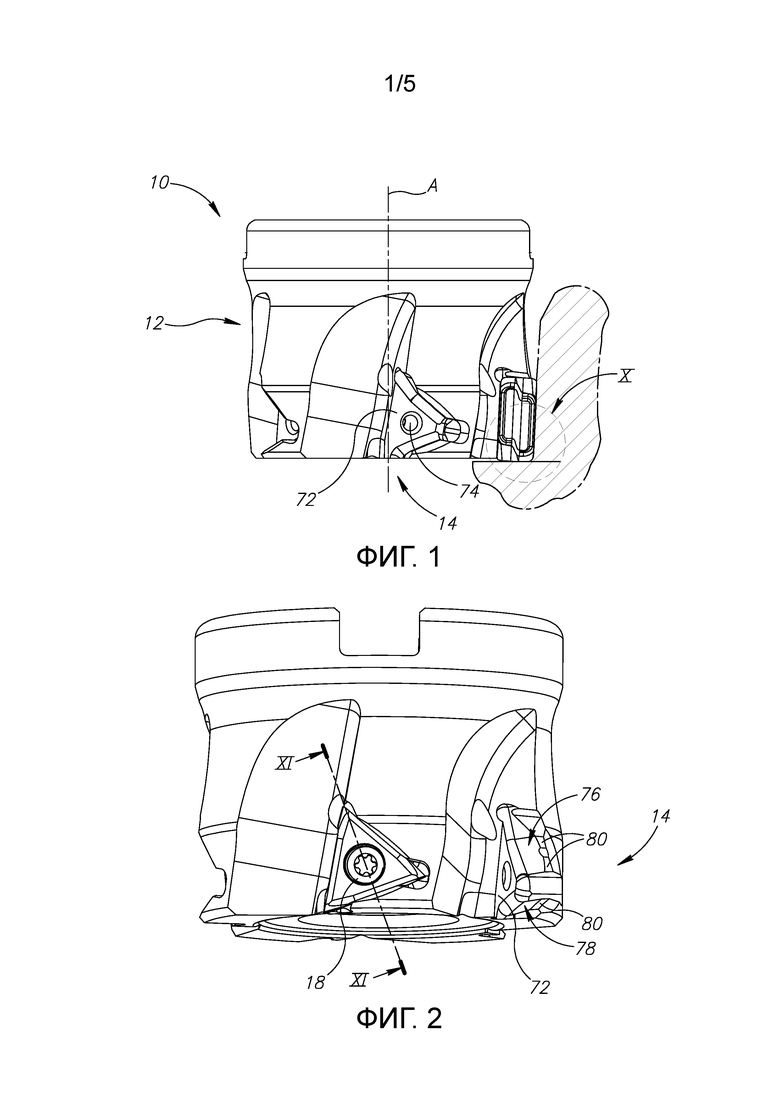
Фиг. 1 представляет собой вид сбоку инструмента для фрезерования в рабочем положении, показывающий пластину для фрезерования, зажатую в гнезде и обрабатывающую заготовку;
Фиг. 2 представляет собой вид в изометрии инструмента для фрезерования, показанного на Фиг. 1;
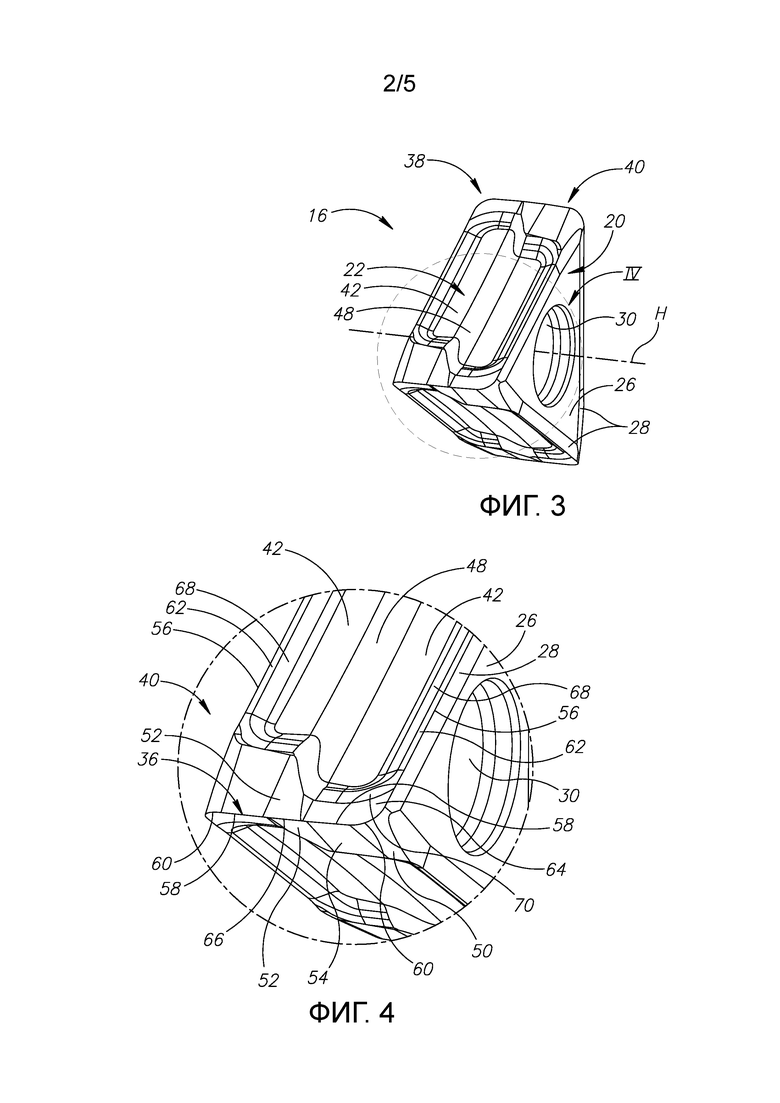
Фиг. 3 представляет собой вид в изометрии пластины для фрезерования, показанной на Фиг. 1;
Фиг. 4 представляет собой увеличенный вид отмеченной области IV, показанной на Фиг. 3;
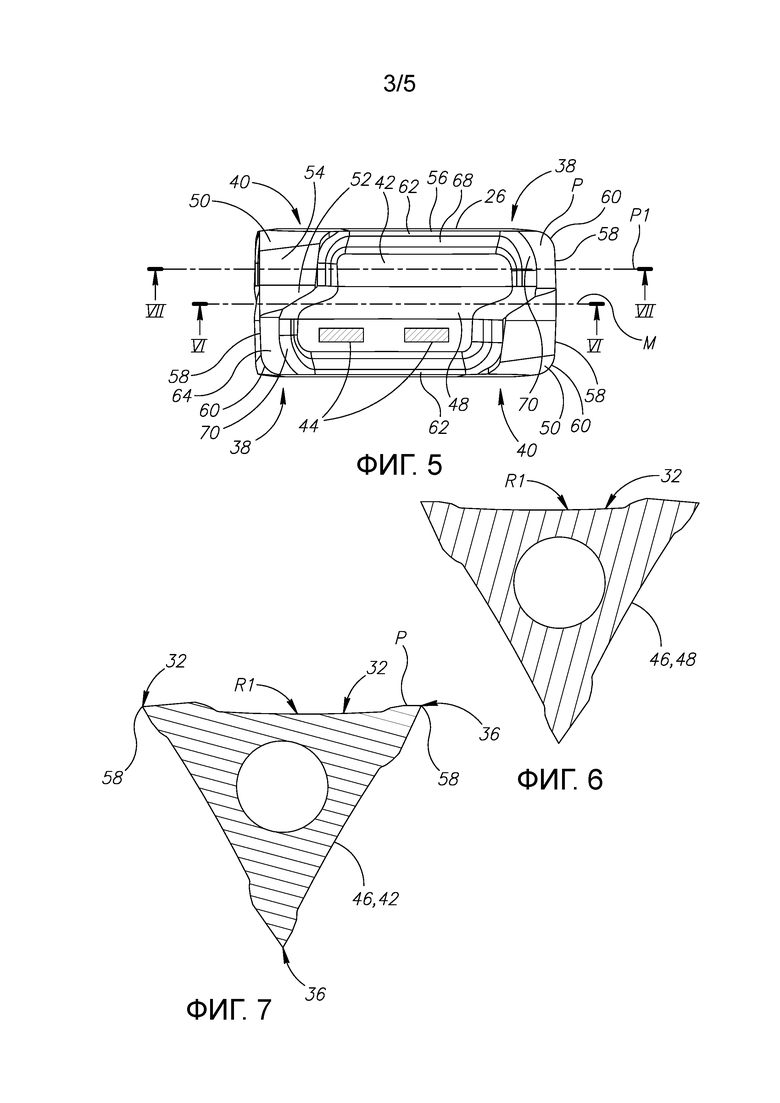
Фиг. 5 представляет собой вид сверху боковой поверхности пластины для фрезерования;
Фиг. 6 представляет собой вид в сечении пластины для фрезерования по линии VI, показанной на Фиг. 5;
Фиг. 7 представляет собой вид в сечении пластины для фрезерования по линии VII, показанной на Фиг. 5;
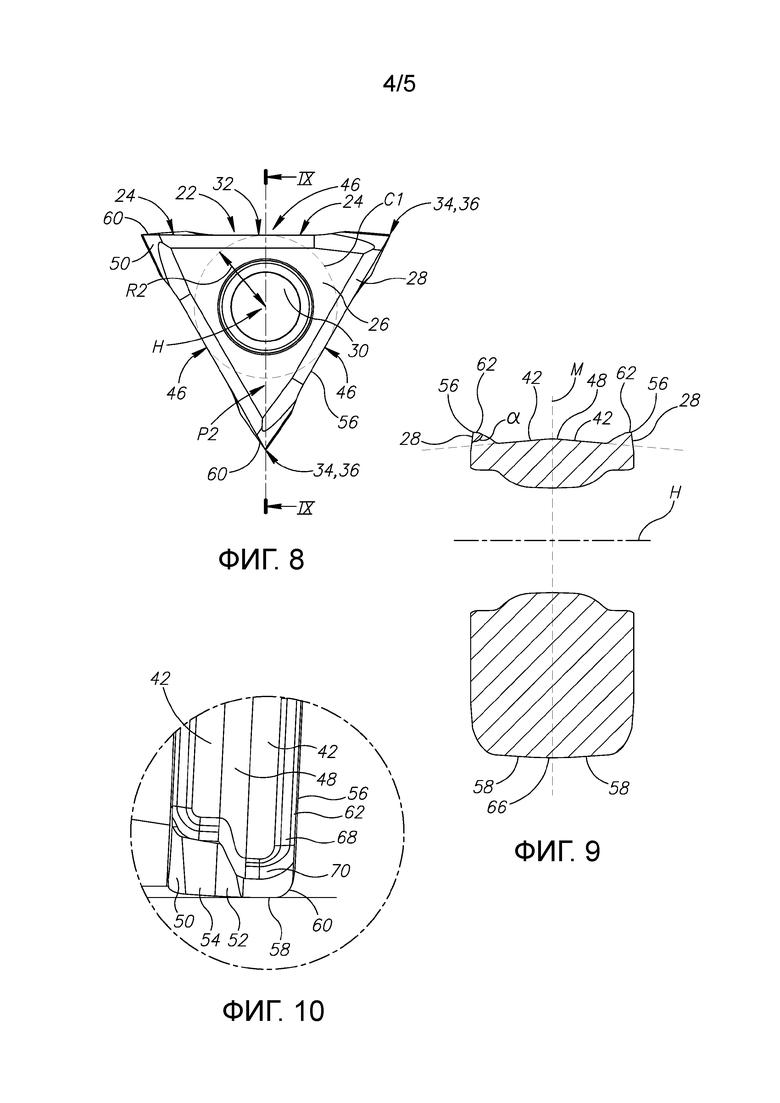
Фиг. 8 представляет собой вид сверху главной поверхности пластины для фрезерования;
Фиг. 9 представляет собой вид в сечении по линии IX, показанной на Фиг. 8;
Фиг. 10 представляет собой увеличенный вид отмеченной области X, показанной на Фиг. 1; и
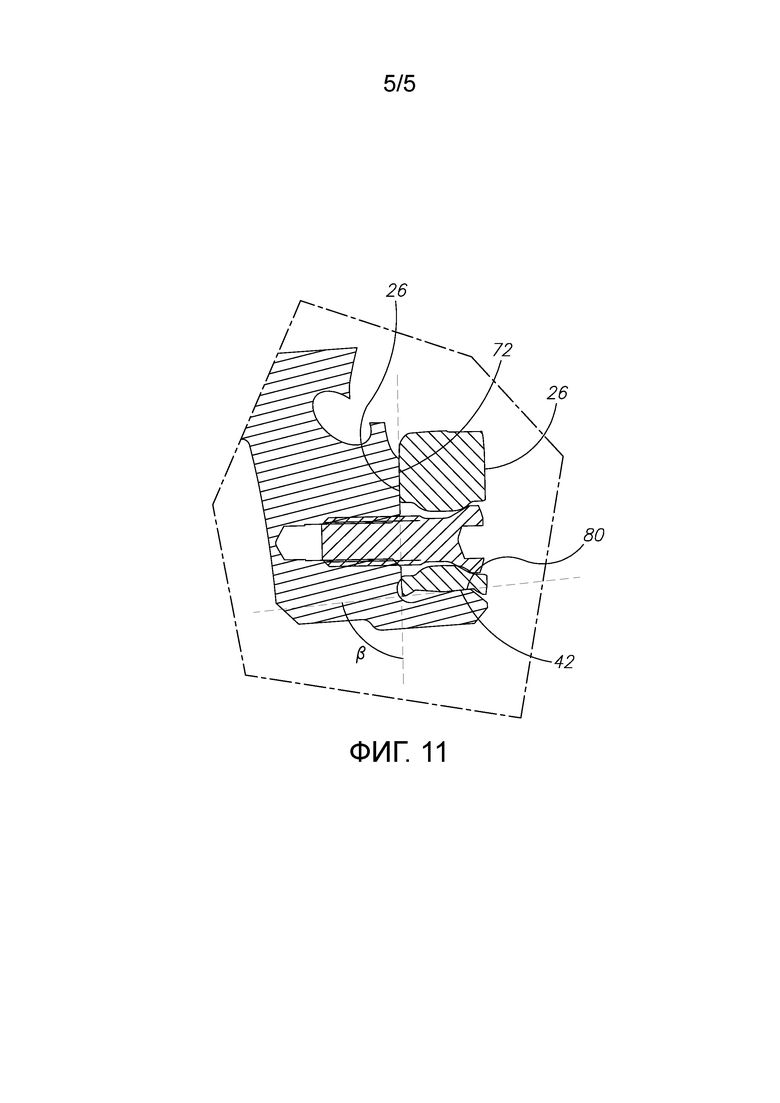
Фиг. 11 представляет собой вид в сечении по линии XI, показанной на Фиг. 2.
[0023] При рассмотрении соответствующие ссылочные позиции могут повторяться на Фигурах для обозначения соответствующих или подобных элементов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0024] В нижеследующем описании будут описаны различные аспекты объекта настоящего изобретения. В целях пояснения определенные конфигурации и детали изложены достаточно подробно для обеспечения полного понимания объекта настоящего изобретения. Однако специалисту в данной области техники будет также очевидно, что объект настоящего изобретения может быть осуществлен на практике без определенных конфигураций и деталей, представленных в данном документе.
[0025] Далее будет сделана ссылка на Фиг. 1 и 2. Инструмент 10 для фрезерования имеет корпус 12 инструмента, который вращается вокруг оси A вращения и включает в себя тангенциально ориентированные гнезда 14. Инструмент 10 для фрезерования включает в себя тангенциальные пластины 16 для фрезерования, которые удерживаются или зажимаются в гнездах 14 с помощью зажимного элемента 18. В настоящем примере зажимной элемент 18 представляет собой винт.
[0026] Пластина 16 для фрезерования обычно выполнена из чрезвычайно твердого и износостойкого материала, такого как цементированный карбид, либо посредством прессования в форме, либо посредством литьевого формования и спекания карбидных порошков в связующем веществе. Цементированный карбид может представлять собой, например, карбид вольфрама. Пластина 16 для фрезерования может иметь покрытие или не иметь покрытия.
[0027] Обратим внимание на Фиг. 3, 8 и 9. Пластина 16 для фрезерования является двухсторонней и индексируемой. Каждая пластина 16 для фрезерования включает в себя две противоположные главные поверхности 20, которые определяют направление ширины между ними. Периферийная поверхность 22 продолжается между главными поверхностями 20.
[0028] Главные поверхности 20 идентичны и имеют треугольную форму. Каждая главная поверхность 20 имеет главную кромку 24, расположенную по центру главную опорную поверхность 26 и три главные задние поверхности 28. Главная кромка 24 может не быть непрерывной в том смысле, что на виде сверху главной поверхности 20 главная кромка 24 изображена в виде ее контура. Каждая из главных задних поверхностей 28 продолжается между главной опорной поверхностью 26 и главной кромкой 24. Другими словами, каждая главная задняя поверхность 28 продолжается между главной опорной поверхностью 26 и соответствующей стороной треугольника главной поверхности 20. Главные опорные поверхности 26 параллельны друг другу и средней плоскости M, расположенной посередине между ними.
[0029] Пластина 16 для фрезерования включает в себя сквозное зажимное отверстие 30 пластины, которое выходит непосредственно и исключительно на главные опорные поверхности 26. Зажимное отверстие 30 пластины имеет центральную ось H отверстия пластины, которая перпендикулярна средней плоскости M. Пластина 16 для фрезерования имеет вращательную симметрию на 120° вокруг оси H отверстия пластины.
[0030] В проекции вдоль направления оси H отверстия пластины по меньшей мере 90% площади одной главной поверхности 20 перекрывает другую главную поверхность 20. Другими словами, пластина 16 для фрезерования не имеет закрученной конструкции, известной в уровне техники. Такая не закрученная геометрия относительно более надежна и проще/дешевле в производстве по сравнению с другими тангенциальными пластинами с закрученной геометрией (которые обычно имеют более сложную периферийную геометрию), что может приводить к длительному сроку службы пластины. Более того, не закрученная геометрия обеспечивает больше места для лучшего схода стружки по сравнению с пластинами с закрученной геометрией, которые имеют пересекающиеся или не перекрывающиеся поверхности, которые могут мешать сходу стружки.
[0031] Обратим внимание на Фиг. 4-10. Периферийная поверхность 22 включает в себя только три идентичные удлиненные боковые поверхности 32. Каждые две боковые поверхности 32 сходятся в остром углу 34, который включает в себя периферийную угловую кромку 36. Периферийная угловая кромка 36 является непрерывной и продолжается между двумя главными кромками 24. Периферийная угловая кромка 36 лишена наклонной кромки.
[0032] Каждая боковая поверхность 32 имеет форму параллелограмма на ее виде сверху. Каждая боковая поверхность 32 включает в себя два диагонально противоположных режущих участка 38 и два диагонально противоположных задних участка 40. Каждый режущий участок 38 одной боковой поверхности 32 сходится с задним участком 40 смежной боковой поверхности 32 на периферийной угловой кромке 36. Каждая боковая поверхность 32 дополнительно включает в себя только две удлиненные, неплоские, вспомогательные опорные поверхности 42. На каждой боковой поверхности 32 вспомогательная опорная поверхность 42 представляет собой наибольшую поверхность.
[0033] Две вспомогательные опорные поверхности 42 каждой боковой поверхности 32 расположены на противоположных сторонах средней плоскости M. Каждая вспомогательная опорная поверхность 42 непрерывно продолжается между режущим участком 38 и задним участком 40, расположенными на одной и той же стороне средней плоскости M на одной и той же боковой поверхности. Режущий участок 38 и задний участок 40 подняты наружу над вспомогательной опорной поверхностью 42. Иными словами, каждая вспомогательная опорная поверхность 42 расположена по направлению внутрь в полном объеме ниже соответствующего режущего участка 38 и заднего участка 40.
[0034] Вспомогательные опорные поверхности 42 вогнуто изогнуты. Согласно настоящему варианту выполнения вспомогательные опорные поверхности 42 расположены на воображаемой цилиндрической поверхности. Согласно настоящему варианту выполнения в сечении (Фиг. 9) каждой боковой поверхности 32 по второй воображаемой плоскости P2, которая содержит ось (H) отверстия, вспомогательные опорные поверхности 42 видны как прямые линии. Воображаемая цилиндрическая поверхность имеет первый радиус R1, который находится в диапазоне от 50 до 110 миллиметров и предпочтительно от 60 до 100 миллиметров. Эти диапазоны зависят от размера пластины, т.е. нижний диапазон соответствует более мелким пластинам. В каждой главной поверхности 20 окружность C1, центрированная относительно оси H отверстия и имеющая второй радиус R2, вписана в и ограничена главной кромкой 24 или сторонами треугольника главной поверхности 20. Каждая вспомогательная опорная поверхность 42 имеет коэффициент кривизны C=R1/R2, который определяется между первым и вторым радиусами R1, R2. Коэффициент C кривизны больше 7.
[0035] Преимущество наличия этого диапазона коэффициентов кривизны заключается в относительно большом первом радиусе R1 вспомогательной опорной поверхности 42, что позволяет сочетать как улучшенное/плавное образование стружки, так и максимизацию площади вспомогательной опорной поверхности 42 на боковой поверхности 32. Когда пластина для фрезерования зажата в гнезде 14, чтобы исключить избыточное опирание, иногда возникает необходимость образования двух вспомогательных опорных подповерхностей 44 на каждой вспомогательной опорной поверхности 42. Дополнительное преимущество указанной кривизны заключается в упрощении направления опорных усилий от середины вспомогательной опорной поверхности 42. Другими словами, кривизна упрощает различие и разделение двух противоположных вспомогательных опорных подповерхностей 44 на каждой вспомогательной опорной поверхности 42.
[0036] Еще одно преимущество указанной кривизны вспомогательных опорных поверхностей 42 заключается в том, что она может значительно уменьшать или исключать искажение поверхностей при спекании. Например, искажение может развиться в средней части 46 каждой боковой поверхности 32, которая является самой тонкой частью пластины, если смотреть на виде сверху каждой главной поверхности 20.
[0037] Более того, каждые две смежные вспомогательные опорные поверхности 42 сходятся наружу в направлении от оси H отверстия. Эта ориентация смежных вспомогательных опорных поверхностей 42, (т.е. конструкция типа «ласточкин хвост», как она иногда называется в области техники) образуется для достижения более стабильного жесткого опирания при удержании пластины 16 для фрезерования в гнезде 14 и для уменьшения опосредованных усилий при обработке на зажимной конструкции (например, зажимном элементе 18). Новое сочетание ориентации/конструкции типа «ласточкин хвост» с вогнуто изогнутыми вспомогательными опорными поверхностями 42 образует более эффективную многоцелевую боковую поверхность 32.
[0038] Вспомогательные опорные поверхности 42 сходятся в неплоском непрерывном продольном гребне 48, который продолжается вдоль средней плоскости M. Гребень 48 выполнен выпуклым наружу в поперечном сечении по второй воображаемой плоскости P2, которая содержит ось H отверстия пластины (см. Фиг. 9). Более того, гребень 48 выполнен вогнутым наружу в поперечном сечении по средней плоскости M, которая перпендикулярна оси H отверстия (см. Фиг. 6). Гребень 48 поднят над вспомогательными опорными поверхностями 42 в сторону от зажимного отверстия 30 пластины. Задний участок 40 и режущий участок 38 подняты над гребнем 48. Это является преимуществом, поскольку стружка имеет больше места для схода - мимо гребня 48. Более того, по направлению к середине гребня 48 за счет его вогнутого изгиба стружка имеет еще больше места для схода по сравнению областями, удаленными от него.
[0039] Каждый задний участок 40 включает в себя угловую заднюю поверхность 50, промежуточную заднюю поверхность 52 и вспомогательную заднюю поверхность 54, которая продолжается между ними.
[0040] Каждый режущий участок 38 включает в себя главную режущую кромку 56, вспомогательную режущую кромку 58 и выпуклую угловую режущую кромку 60, которая продолжается между ними. Каждый режущий участок 38 дополнительно включает в себя главную и вспомогательную Т-фаски 62, 64 и главную и вспомогательную передние поверхности 68, 70.
[0041] Каждая главная режущая кромка 56 образована на соответствующей главной кромке 24 на пересечении между главной задней поверхностью 28 и главной T-фаской 62. Главная режущая кромка 56 продолжается непрерывно только между угловой режущей кромкой 60 и смежным задним участком 40.
[0042] Вспомогательная режущая кромка 58 образована на периферийной угловой кромке 36 на пересечении между вспомогательной задней поверхностью 54 и вспомогательной T-фаской 64. Каждая вспомогательная режущая кромка 58 продолжается менее чем на 50% угловой кромки 36.
[0043] Каждая периферийная угловая кромка 36 включает в себя две вспомогательные режущие кромки 58 и выпуклую переходную кромку 66, которая продолжается между ними. Переходная кромка 66 образована на пересечении между смежными промежуточными задними поверхностями 52. Переходная кромка 66 поднята над вспомогательными режущими кромками 58, т.е. разнесена дальше от зажимного отверстия пластины, чем вспомогательные режущие кромки 58. Переходная кромка 66 не является режущей кромкой, а также не выполнена с возможностью функционирования в качестве нее. Другими словами, переходная кромка 66 удалена от заготовки во время обработки.
[0044] Согласно настоящему примеру главная T-фаска 62 продолжается внутрь от главной режущей кромки 56 по направлению к зажимному отверстию 30 пластины и средней плоскости M и образует острый угол α кромки с главной задней поверхностью 28. Главная передняя поверхность 68 продолжается от главной T-фаски 62 дальше внутрь по направлению к зажимному отверстию 30 пластины и средней плоскости M. Главная передняя поверхность 68 соединяется со вспомогательной опорной поверхностью 42 того же режущего участка 38.
[0045] Каждая вспомогательная T-фаска 64 продолжается между вспомогательной передней поверхностью 70 и вспомогательной режущей кромкой 58. Вспомогательная передняя поверхность 70 продолжается внутрь по направлению к смежной вспомогательной опорной поверхности 42 и соединяется с главной T-фаской 62 и связанной.
[0046] Угловая режущая кромка 60, вспомогательная режущая кромка 58 и вспомогательная T-фаска 64 все расположены в общей плоскости P. Главная режущая кромка 56 не расположена в общей плоскости с угловой и вспомогательной режущими кромками 58 и расположена под или внутрь относительно общей плоскости P.
[0047] Обратим внимание на Фиг. 1 и 2. Каждое гнездо 14 имеет базовую опорную поверхность 72 и зажимное отверстие 74 гнезда, которое выходит на него. В настоящем примере зажимное отверстие 74 гнезда включает в себя внутреннюю резьбу. Согласно настоящему варианту выполнения базовая опорная поверхность 72 по существу параллельна оси А вращения, придавая пластине 16 для фрезерования ее тангенциальную ориентацию. Гнездо 14 имеет верхнюю и нижнюю стенки 76, 78, которые продолжаются в поперечном направлении от базовой опорной поверхности 72. Каждая из верхней или нижней стенок 76, 78 включает в себя по меньшей мере одну опорную поверхность 80 стенки, которая образует острый опорный угол β с базовой поверхностью и соответствует ориентации типа «ласточкин хвост» вспомогательных опорных поверхностей 42. Опорные поверхности 80 стенки имеют выпуклую наружу изогнутую форму, которая соответствует изогнутой форме вспомогательных опорных поверхностей 42. Изогнутая форма опорных поверхностей 80 стенки может улучшать вклинивание пластины 16 для фрезерования в гнезде. Другими словами, пластина 16 для фрезерования более стабильно и прочно зажимается в гнезде по сравнению с прямыми опорными поверхностями.
[0048] В соединенном положении пластина 16 для фрезерования расположена в гнезде 14. Одна главная опорная поверхность 26 опирается на базовую опорную поверхность 72. Вспомогательная опорная поверхность 42 одной боковой поверхности 32 опирается на опорную поверхность гнезда верхней стенки 76. Вспомогательная опорная поверхность 42 смежной боковой поверхности 32 опирается на опорную поверхность 80 стенки нижней стенки 78. Винт 18 проходит через зажимное отверстие 30 пластины и ввинчивается в зажимное отверстие 74 гнезда. Зажимное отверстие 74 гнезда и зажимное отверстие 30 пластины являются эксцентричными так, что поворот винта перемещает пластину 16 для фрезерования в направлении между верхней и нижней стенками 76, 78. Вышеупомянутая конструкция типа «ласточкин хвост» создает опосредованные усилия (в направлении, параллельном оси H отверстия пластины), которые прижимают пластину 16 для фрезерования к базовой опорной поверхности 72.
Группа изобретений относится к инструментам для фрезерования с двухсторонними индексируемыми тангенциальными пластинами. Каждая пластина содержит две главные поверхности и периферийную поверхность, которая продолжается между ними. Пластина имеет среднюю плоскость, расположенную посередине между главными поверхностями, и зажимное отверстие с центральной осью. Периферийная поверхность включает в себя три боковые поверхности, каждая из которых содержит только два режущих участка, два задних участка и две вспомогательные опорные поверхности, расположенные на противоположных сторонах указанной средней плоскости, каждая из которых непрерывно продолжается между соответствующим режущим участком и задним участком. Каждый режущий участок включает в себя главную режущую кромку, вспомогательную режущую кромку и угловую режущую кромку. В сечении по первой воображаемой плоскости, перпендикулярной оси отверстия, каждая вспомогательная опорная поверхность вогнуто изогнута, и на каждой боковой поверхности вспомогательные опорные поверхности сходятся наружу. Обеспечивается эффективное удаление материала и надежный зажим пластины в гнезде инструмента. 2 н. и 18 з.п. ф-лы, 11 ил.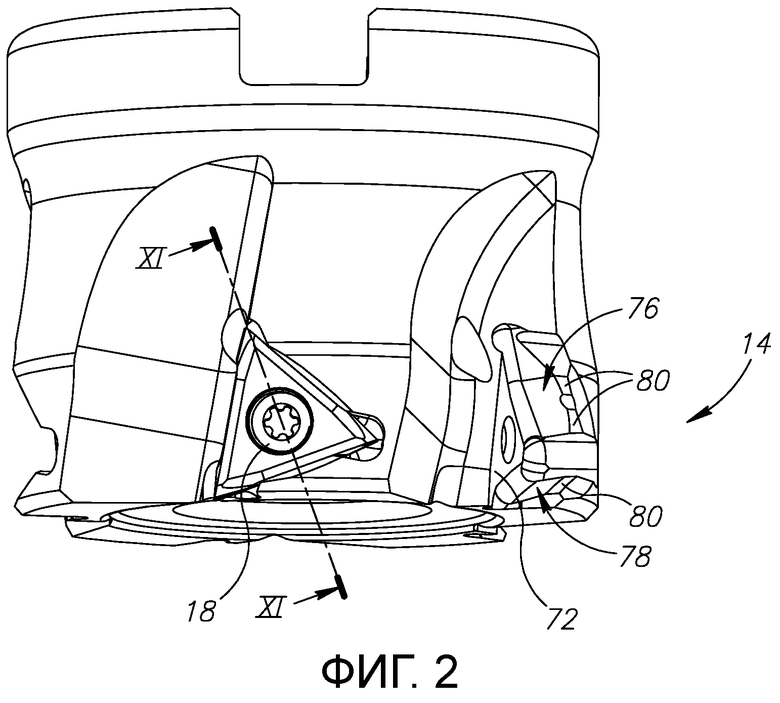
1. Двухсторонняя и индексируемая треугольная тангенциальная пластина (16) для фрезерования, содержащая две противоположные треугольные главные поверхности (20) и периферийную поверхность (22), продолжающуюся между ними, при этом
указанная пластина (16) для фрезерования дополнительно содержит среднюю плоскость (M), расположенную посередине между главными поверхностями (20), и зажимное отверстие (30) пластины, выходящее непосредственно на главные поверхности (20) и имеющее центральную ось (H) отверстия,
периферийная поверхность (22) содержит только три идентичные удлиненные боковые поверхности (32),
каждая боковая поверхность (32) содержит только два режущих участка (38), два задних участка (40) и две идентичные удлиненные вспомогательные опорные поверхности (42), расположенные на противоположных сторонах средней плоскости (M), каждая из которых непрерывно продолжается между соответствующим режущим участком (38) и задним участком (40), причем
каждый режущий участок (38) содержит
главную режущую кромку (56), образованную на пересечении боковой поверхности (32) и главной поверхности (20),
вспомогательную режущую кромку (58), образованную на пересечении боковой поверхности (32) и смежной боковой поверхности (32), и
угловую режущую кромку (60), продолжающуюся между главной и вспомогательной режущими кромками (56, 58),
причем
в сечении по первой воображаемой плоскости (P1), которая перпендикулярна оси (H) отверстия, каждая вспомогательная опорная поверхность (42) вогнуто изогнута, и
на каждой боковой поверхности (32) вспомогательные опорные поверхности (42) сходятся наружу от зажимного отверстия (30) пластины.
2. Пластина (16) для фрезерования по п. 1, в которой в каждой боковой поверхности (32) все режущие кромки (56, 58, 60) подняты полностью над вспомогательными опорными поверхностями (42).
3. Пластина (16) для фрезерования по п. 1, в которой каждый задний участок (40) содержит промежуточную заднюю поверхность (52), угловую заднюю поверхность (50) и вспомогательную заднюю поверхность (54), которая продолжается между ними.
4. Пластина (16) для фрезерования по п. 1, в которой каждые две смежные вспомогательные опорные поверхности (42) сходятся в неплоском непрерывном продольном гребне (48), который продолжается вдоль средней плоскости (M).
5. Пластина (16) для фрезерования по п. 4, в которой в каждой боковой поверхности (32) все режущие кромки (56, 58, 60) подняты над гребнем (48) от зажимного отверстия (30) пластины.
6. Пластина (16) для фрезерования по п. 4, в которой гребень (48) выполнен выпуклым наружу в сечении по второй воображаемой плоскости (P2), которая содержит ось (H) отверстия.
7. Пластина (16) для фрезерования по п. 4, в которой гребень (48) выполнен вогнутым наружу в сечении по средней плоскости (M).
8. Пластина (16) для фрезерования по п. 1, в которой в сечении каждой боковой поверхности (32) по второй воображаемой плоскости (P2), которая содержит ось (H) отверстия, вспомогательные опорные поверхности (42) видны как прямые линии.
9. Пластина (16) для фрезерования по п. 1, в которой каждая главная режущая кромка (56) продолжается менее чем на всю длину стороны треугольника соответствующей главной поверхности (20).
10. Пластина (16) для фрезерования по п. 1, в которой каждая главная поверхность (20) содержит
плоскую главную опорную поверхность (26) и
три удлиненные главные задние поверхности (28), каждая из которых продолжается вдоль стороны треугольника между соответствующей главной режущей кромкой (56) и главной опорной поверхностью (26).
11. Пластина (16) для фрезерования по п. 1, которая имеет вращательную симметрию на 120° вокруг оси (H) отверстия пластины.
12. Пластина (16) для фрезерования по п. 1, в которой вспомогательные опорные поверхности (42) расположены на воображаемой цилиндрической поверхности, имеющей первый радиус (R1).
13. Пластина (16) для фрезерования по п. 12, в которой первый радиус (R1) находится в диапазоне от 50 до 110 мм.
14. Пластина (16) для фрезерования по п. 12, в которой
на виде сверху каждой главной поверхности (20) между главными режущими кромками (56) вписана окружность (C1), центрированная относительно оси (H) отверстия и имеющая второй радиус (R2), при этом
пластина (16) для фрезерования имеет коэффициент кривизны C=(R1/R2), который больше 7.
15. Пластина (16) для фрезерования по п. 1, в которой на каждой боковой поверхности (32) вспомогательная опорная поверхность (42) является наибольшей поверхностью.
16. Пластина (16) для фрезерования по п. 1, в которой выполнена вспомогательная T-фаска (64), которая продолжается от угловой режущей кромки (60) и вспомогательной режущей кромки (58), при этом
вспомогательная T-фаска (64), угловая режущая кромка (60) и вспомогательная режущая кромка (58) расположены в общей плоскости (P).
17. Инструмент (10) для фрезерования, содержащий
корпус (12) инструмента с множеством гнезд (14) и
пластину (16) для фрезерования по любому из пп. 1-16, удерживаемую в каждом из указанного множества гнезд посредством зажимного элемента (18).
18. Инструмент (10) для фрезерования по п. 17, в котором каждое гнездо (14) содержит
базовую опорную поверхность (72),
зажимное отверстие (74) гнезда, которое выходит на базовую опорную поверхность (72), и
верхнюю и нижнюю стенки (76, 78), которые продолжаются в поперечном направлении к базовой опорной поверхности.
19. Инструмент (10) для фрезерования по п. 18, в котором каждая из верхней и нижней стенок (76, 78) включает в себя по меньшей мере одну опорную поверхность (80) стенки, которая выпукло изогнута наружу.
20. Инструмент (10) для фрезерования по п. 18, в котором в зажатом положении
одна главная опорная поверхность (26) опирается на базовую опорную поверхность (72), и
две вспомогательные опорные поверхности (42), принадлежащие разным боковым поверхностям (32), но расположенные на одной и той же стороне средней плоскости (M), опираются на соответствующие опорные поверхности (80) стенки.
| US 2014348599 A1, 27.11.2014 | |||
| РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2537642C1 |
| ПОВОРОТНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2007 |
|
RU2438832C2 |
| WO 2007149035 A1, 27.12.2007. | |||

