Данное изобретение относится к используемой с обеих сторон режущей вставке для фрезерных инструментов, в частности, фрезы для фрезерования углов, и к фрезерному инструменту.
Известно, что для механической обработки, в частности для обработки металлических заготовок используют фрезерные инструменты, в которых одна или более взаимозаменяемых режущих вставок расположены с выравниванием в радиальном или тангенциальном направлении на опорном корпусе фрезерного инструмента. Опорный корпус обычно выполнен из труднообрабатываемого материала, такого как инструментальная сталь, в то время как режущие вставки изготовлены из твердого и износостойкого материала, в типичном случае, из твердого металла, металлокерамики или керамики, при этом они относятся к расходуемым изделиям, которые требуют замены через более или менее регулярные промежутки времени вследствие износа. С точки зрения экономической целесообразности режущие вставки выполняют в виде так называемых индексируемых режущих вставок, содержащих несколько одинаково выполненных режущих кромок. За счет изменения относительного выравнивания режущих вставок с опорным корпусом фрезерного инструмента указанные режущие кромки могут быть последовательно перемещены в рабочее положение, в котором они выполняют механическую обработку. В этом случае соответственно нерабочие режущие кромки не входят в соединение с обрабатываемой заготовкой, при этом они последовательно могут быть перемещены в рабочее положение обработки, например, после износа ранее используемых рабочих режущих кромок. Для эффективного использования режущей вставки были сделаны попытки получить по возможности большее количество режущих кромок с возможностью их последовательного использования на одной режущей вставке.
Наряду с односторонними режущими вставками, в которых последовательно используемые режущие кромки расположены лишь на одной рабочей поверхности преимущественно режущих вставок в виде пластин, все большее применение находят используемые с обеих сторон режущие вставки, в которых режущие кромки расположены на двух противолежащих рабочих поверхностях. Двусторонние режущие вставки имеют преимущество над односторонними режущими вставками, поскольку после изнашивания режущих кромок на одной стороне вставки могут быть перевернуты так, что количество суммарно доступных режущих кромок удваивается по сравнению с односторонними режущими вставками. Однако при двусторонних режущих вставках с увеличением количества режущих кромок на одной режущей вставке становится труднее обеспечить защиту нерабочих режущих вставок от износа или от повреждения во время механической обработки и выполнить необходимые задние углы режущих кромок в каждом индексируемом положении при повороте фрезерного инструмента.
Известны фрезерные инструменты, содержащие как главные режущие кромки или главные кромки, режущие по периферии, так и вторичные или зачистные режущие кромки, которые расположены на торцевой поверхности фрезерного инструмента. Когда режущая вставка установлена во фрезерном инструменте, зачистная режущая кромка или зачистная кромка обычно расположена по существу перпендикулярно оси вращения фрезерного инструмента, при этом она зачищает поверхность. Однако зачистные режущие кромки обычно проходят с небольшим наклоном к оси вращения, например до 1°, а не точно перпендикулярно к ней. В случае фрез, предназначенных для фрезерования углов в 90° или заплечиков, главная режущая кромка и сопрягаемая с ней зачистная режущая кромка, соединенная с ней режущим углом, расположены так, что во время механической обработки они создают угол по меньшей мере по существу в 90°, при этом радиус перехода определяется радиусом кривизны режущего угла.
Для того чтобы во время работы избежать изнашивания пассивной режущей кромки, являющейся задней относительно вращения, известно о расположении режущей вставки во фрезерном инструменте с наклоном, как с передним наклоном в осевом направлении для защиты режущей кромки, расположенной за зачистной режущей кромкой, входящей в соединение с заготовкой, так и с наклоном в радиальном направлении для защиты режущей кромки, расположенной за главной режущей кромкой, входящей в соединение с заготовкой.
Следует отметить, что в данной области техники термины такие как, например, задний угол, передний угол и т.д., могут быть определены, с одной стороны, «номинально», что касается режущей вставки, а, с другой стороны, (иначе) также «эффективно», что касается узла в сборе режущей вставки на фрезерном инструменте относительно заготовки. В нижеследующем описании указанные термины в основном в каждом случае используются «номинально» без соответствующего добавления, упомянутого в явно выраженной форме. Получающиеся в результате «эффективные» углы определяются «номинальными» углами в сочетании с радиальным и осевым расположением режущей вставки в опорном корпусе фрезерного инструмента.
Следует дополнительно отметить, что термины «верхняя поверхность» и «нижняя поверхность» служат исключительно с целью упрощения описания, при и этом их не следует толковать, как ограничительные. Следовательно, в зависимости от ориентации крепежа во фрезерном инструменте нижняя поверхность режущей вставки может быть расположена над верхней поверхностью и, наоборот, верхняя поверхность может быть расположена под нижней поверхностью.
Целью данного изобретения является создание усовершенствованной режущей вставки, используемой во фрезерном инструменте, в частности, во фрезе для фрезерования углов, а также усовершенствованного фрезерного инструмента, посредством которого могут быть отфрезерованы заплечики по существу с углами в 90° надежным и эффективным способом в заготовке, которая должна быть механически обработана, при этом в процессе работы может быть получена высококачественная поверхность обрабатываемой заготовки.
Используемая с обеих сторон режущая вставка содержит базовый корпус в виде пластины с верхней поверхностью и нижней поверхностью, причем базовый корпус имеет по существу четырехугольную базовую форму на виде сверху на верхнюю поверхность, при этом верхняя поверхность и нижняя поверхность соединены периферийной боковой поверхностью. Первая режущая кромка, проходящая по меньшей мере в участках вдоль периферии базового корпуса, выполнена на переходе от верхней поверхности к периферийной боковой поверхности, и вторая режущая кромка, проходящая по меньшей мере в участках вдоль периферии базового корпуса, также выполнена на переходе от нижней поверхности к периферийной боковой поверхности. Режущая вставка имеет четырехкратную поворотную симметрию относительно оси симметрии. Отсчетная плоскость, разделяющая режущую вставку на две виртуальные половины, проходит перпендикулярно оси симметрии. Первая и вторая режущие кромки содержат по четыре участка, которые могут быть индексируемыми, т.е. они могут быть перемещены последовательно в рабочее положение. Один участок каждой режущей кромки содержит главную кромку и зачистную кромку, соединенные вместе сопрягаемым с ними закругленным режущим углом. Следовательно, первая и вторая режущие кромки содержат расположенные с чередованием главные кромки и зачистные кромки, причем расположение с чередованием прерывается у углов режущими углами. В каждом случае главная кромка и зачистная кромка, присоединенная к главной кромке режущим углом, находятся в рабочем положении, тогда как остальные главные кромки и зачистные кромки являются нерабочими при указанной индексации. Главная кромка в каждом случае имеет сопряженную с ней предпочтительно плоскую главную заднюю поверхность, непосредственно примыкающую к главной кромке на периферийной боковой поверхности. Зачистная кромка в каждом случае имеет сопряженную с ней предпочтительно плоскую зачистную заднюю поверхность, непосредственно примыкающую к зачистной кромке на периферийной боковой поверхности. В соответствии с данным изобретением первая и вторая режущие кромки в каждом случае около режущих углов находятся на наибольшем расстоянии от воображаемой отсчетной плоскости, разделяющей режущую вставку на две половины. Следовательно, расстояние между каждой главной кромкой и отсчетной плоскостью (за исключением, когда это применимо, области, непосредственно примыкающей к режущему углу) всегда меньше, чем наибольшее расстояние между режущими углами и отсчетной плоскостью по всей протяженности главной кромки. Аналогично, расстояние между каждой зачистной кромкой и отсчетной плоскостью всегда меньше, чем наибольшее расстояние между режущими углами и отсчетной плоскостью по всей протяженности зачистной кромки. Режущая вставка по данному изобретению дополнительно характеризуется тем, что внешний угол, имеющийся между главной задней поверхностью и отсчетной плоскостью, отличается от внешнего угла, имеющегося между зачистной задней поверхностью и отсчетной плоскостью, при этом внешний угол между главной задней поверхностью и отсчетной плоскостью превышает внешний угол между зачистной задней поверхностью и отсчетной плоскостью. Соответствующие внешние углы могут варьироваться вдоль протяженности главной или зачистной кромок. В местоположениях главной и зачистной кромок, соответствующих друг другу и находящихся на одном и том же расстоянии от соответствующего сопряженного с ними режущего угла, внешний угол около главной кромки всегда выбран так, что он превышает внешний угол зачистной кромки.
В результате выполнения режущей вставки по данному изобретению можно в обрабатываемой заготовке получить фрезерованием, в частности, углы в 90° с высоким качеством поверхности. Предпочтительно режущую вставку по данному изобретению выполняют в базовой форме, в так называемой форме S-образной пластины (квадратной, четырехугольной формы). Режущая вставка является используемой с обеих сторон, при этом на режущую кромку приходится четыре участка режущей кромки, которые могут использоваться независимо друг от друга. Таким образом, имеются в целом восемь отдельных используемых главных кромок и сопрягаемых восемь зачистных кромок с обеспечением тем самым эффективного использования режущей вставки. Восемь режущих углов, расположенных между соответствующими главными и зачистными кромками, выполнены приподнятыми относительно отсчетной плоскости.
Отходящие от рабочего режущего угла, расположенного в процессе работы между рабочей главной кромкой, входящей в соединение с обрабатываемым материалом, и рабочей зачистной кромкой, входящей в соединение с обрабатываемым материалом, соответствующие главные кромки проходят вплоть до смежной нерабочей зачистной кромки предпочтительно с монотонным убыванием, т.е. отходящая от режущего угла главная кромка приближается к отсчетной плоскости по всей ее протяженности или по всему ее прохождению не более чем в области, параллельные отсчетной плоскости. Преимущество такого решения заключается в том, что даже когда режущая вставка находится в соответствующем наклонном осевом отрицательном положении во фрезерном инструменте в сборе, главная кромка имеет положительный эффективный осевой угол по всей ее длине, при этом вся длина главной кромки может использоваться для мягкой и эффективной механической обработки. В то же самое время режущая кромка, расположенная в направлении вращения за зачистной кромкой, которая входит в соединение с заготовкой, защищена в результате осевого отрицательного наклонного положения режущей вставки в собранном состоянии.
В предпочтительном варианте выполнения главные кромки переходят с выравниванием в смежные зачистные кромки, сопрягаемые с другим участком режущей кромки. Следовательно, соответствующие зачистные кромки проходят от смежной главной кромки, сопрягаемой с другим участком режущей кромки, вплоть до сопрягаемого режущего угла, предпочтительно с монотонным убыванием. Отходящая от смежной главной кромки зачистная кромка приближается к отсчетной плоскости в направлении режущего угла по всей ее протяженности или по всему ее прохождению не более чем в областях, параллельных плоскости. Область главной кромки, соединенная с режущим углом, находится на большем расстоянии от отсчетной плоскости, чем область зачистной кромки, соединенная с режущим углом. Следовательно, режущий угол убывает больше в направлении зачистной кромки, чем в направлении главной кромки настолько, насколько режущий угол полностью убывает в направлении зачистной кромки. Поскольку режущая вставка закреплена на несущем корпусе фрезерного инструмента в радиально наклонном положении в сборе, то в результате нерабочая режущая кромка, расположенная за рабочей главной кромкой в направлении вращения, защищена от изнашивания. Различный наклон задних поверхностей около главной кромки и около зачистной кромки, т.е. наклон главной задней поверхности и зачистной задней поверхности, дает возможность обеспечить требуемый независимый наклон в осевом и радиальном направлениях.
В предпочтительном варианте выполнения первая или вторая режущие кромки выполнены в виде законченной кромки, т.е. главная и зачистная кромки расположены с чередованием с прерыванием режущими углами, при этом смежные главная и зачистная кромки, не объединенные с одним и тем же участком режущей кромки, в каждом случае непосредственно соединены вместе. Таким образом, смежные главная и зачистная кромки, объединенные с различными участками режущей кромки, непосредственно примыкают друг к другу. Однако концы смежных главной и зачистной кромок, сопрягаемые с различным участкам режущей кромки, также могут не примыкать непосредственно друг к другу. Преимущество режущей вставки с завершенной кромкой заключается в том, что может эффективно использоваться вся длина периферии режущей вставки. Предпочтительно примыкающие главная и зачистная кромки, сопрягаемые с различными участками режущей кромки, образуют тупой внутренний угол, в частности в диапазоне 170°-менее 180°. В результате указанного решения нерабочая главная кромка, примыкающая к рабочей зачистной кромке в периферийном направлении режущей вставки, может быть лучше защищена от изнашивания.
В преимущественном варианте выполнения главная кромка и зачистная кромка, примыкающие к одному и тому же режущему углу, на виде сверху на верхнюю поверхность режущей вставки, образуют внутренний угол приблизительно в диапазоне 85°-95°, предпочтительно в диапазоне 90°-92°. В результате, когда режущая вставка расположена на опорном корпусе фрезерного инструмента в соответствующем осевом и радиальном наклонном положении в сборе, можно получить фрезерованием весьма точные заплечики с углами 90° в обрабатываемой заготовке, в то время как нерабочие главная и зачистная кромки надежно защищены.
Каждая периферийная боковая поверхность режущей вставки по данному изобретению содержит главные задние поверхности, непосредственно примыкающие к главным кромкам, а также зачистные задние поверхности, непосредственно примыкающие, соответственно, к зачистным кромкам. Внешние углы, расположенные между главными задними поверхностями и отсчетной плоскостью, отличаются от внешних углов, расположенных между зачистными задними поверхностями и отсчетной плоскостью, при этом первые углы превышают последние.
В соответствии с предпочтительным вариантом выполнения зачистные задние поверхности приближаются к оси симметрии по мере увеличения расстояния от сопрягаемой с ней зачистной кромки. Другими словами, режущая вставка в этом случае имеет положительный номинальный зачистной задний угол. Таким образом, зачистные задние поверхности могут проходить, например, вплоть до области около отсчетной плоскости, где они сходятся с соответствующей зачистной задней поверхностью зачистной кромки, расположенной на противоположной стороне режущей вставки. Предпочтительно зачистные задние поверхности выполнены в виде плоских поверхностей.
Внешний угол между главной задней поверхностью и отсчетной плоскостью в каждом случае превышает внешний угол между зачистной задней поверхностью и отсчетной плоскостью.
В предпочтительном варианте выполнения главная задняя поверхность образует вешний угол относительно отсчетной плоскости, поэтому главные задние поверхности отходят в сторону по мере увеличения расстояния между сопрягаемой главной кромкой и осью симметрии. Внешний угол, образованный между соответствующей главной задней поверхностью и отсчетной плоскостью, предпочтительно в результате превышает 90°. Другими словами, режущая вставка в этом случае имеет отрицательный номинальный главный задний угол. Предпочтительно главные задние поверхности также выполнены в виде плоских поверхностей.
В предпочтительном варианте выполнения, в котором как главные задние поверхности, так и зачистные задние поверхности выполнены в виде плоских поверхностей, периферийная боковая поверхность имеет сегментированную структуру, в которой главные задние поверхности и зачистные задние поверхности пересекаются. Вследствие большего внешнего угла относительно отсчетной плоскости по сравнению с зачистными задними поверхностями, главные задние поверхности, в типичном случае, проходят по меньшей поверхностной площади. В этом случае главные задние поверхности могут быть выполнены, в частности, в виде скошенных граней на зачистных задних поверхностях.
На виде сверху на верхнюю поверхность режущей вставки, в предпочтительном варианте выполнения, внешний контур первой режущей кромки не выровнен с внешним контуром второй режущей кромки. Предпочтительно на виде сверху вдоль оси симметрии режущие углы первой режущей кромки не выровнены с режущими углами второй режущей кромки, расположенной сзади. На таком виде сверху на верхнюю поверхность режущей вставки режущие углы второй режущей кромки могут быть расположены относительно режущих углов первой режущей кромки, в частности, с поворотом на угол, больший чем 0°-5° при повороте вокруг оси симметрии. Отсутствие выравнивания между внешним контуром обеих режущих кромок или поворот режущих углов в сочетании с наклонным положением в осевом и радиальном направлениях режущей вставки в сборе делает возможной даже лучшую защиту от повреждений нерабочих режущих кромок, расположенных на противоположной стороне от главной и зачистной режущих кромок, входящих в соединение с заготовкой.
На виде сверху на соотнесенную зачистную заднюю поверхность соответствующая зачистная кромка может быть выполнена выпуклой по меньшей мере в некоторых областях. Такое решение, очевидно, улучшает качество поверхности, зачищаемой зачистной кромкой, на механически обрабатываемой заготовке, по сравнению с решением, в котором зачистная кромка проходит, например, прямолинейно.
В соответствии с одним вариантом выполнения верхняя поверхность и нижняя поверхность, примыкающие к соответствующей режущей кромке, выполнены с передними поверхностями, приближающимися к отсчетной плоскости по мере увеличения расстояния от соответствующей режущей кромки. Предпочтительно верхняя поверхность и нижняя поверхность могут быть выполнены со стружкоотводящей структурой, улучшающей стружкообразование.
Предпочтительно длина главных кромок больше в четыре раза, в частности, больше чем в пять раз длины зачистных кромок.
Преимущественно режущая вставка имеет соосное с осью симметрии сквозное отверстие, проходящее между верхней поверхностью и нижней поверхностью режущей вставки и служащее для размещения крепежного средства, такого как, например, винт, посредством которого режущую вставку прикрепляют известным способом к несущему корпусу фрезерного инструмента, предпочтительно с расположением в радиальном направлении.
Под расположением в радиальном направлении понимается расположение, при котором верхняя поверхность или нижняя поверхность режущей вставки направлена вперед в окружном направлении вращающегося фрезерного инструмента. В противоположность этому при расположении в тангенциальном направлении, узкая сторона (боковая поверхность) режущей вставки направлена вперед в направлении вращения вращающегося фрезерного инструмента. Следовательно, при расположением в радиальном направлении режущие усилия, создаваемые во время механической обработки, преимущественно перпендикулярны, а не параллельны отсчетной плоскости режущего инструмента, как это происходит в случае тангенциального расположения. Радиально расположенная режущая вставка также называется радиально режущей вставкой.
Фрезерный инструмент с несущим корпусом и по меньшей мере с одной ранее упомянутой режущей вставкой также является частью данного изобретения, при этом режущая вставка закреплена в радиальном расположении на опорном корпусе фрезерного инструмента. Режущая вставка расположена на фрезерном инструменте так, что рабочая зачистная кромка, входящая в соединение с заготовкой, выровнена по существу перпендикулярно оси вращения фрезерного инструмента, причем такое по существу радиальное выравнивание также включает небольшой наклон в направлении оси вращения на угол, вплоть до 1°. Главная кромка, примыкающая к зачистной кромке, расположенная радиально снаружи относительно оси вращения и выполненная на передней режущей кромке в направлении вращения, образует рабочую главную кромку, входящую в соединение с механически обрабатываемой заготовкой.
Ниже приведено более подробное объяснение данного изобретения с помощью чертежей, на которых
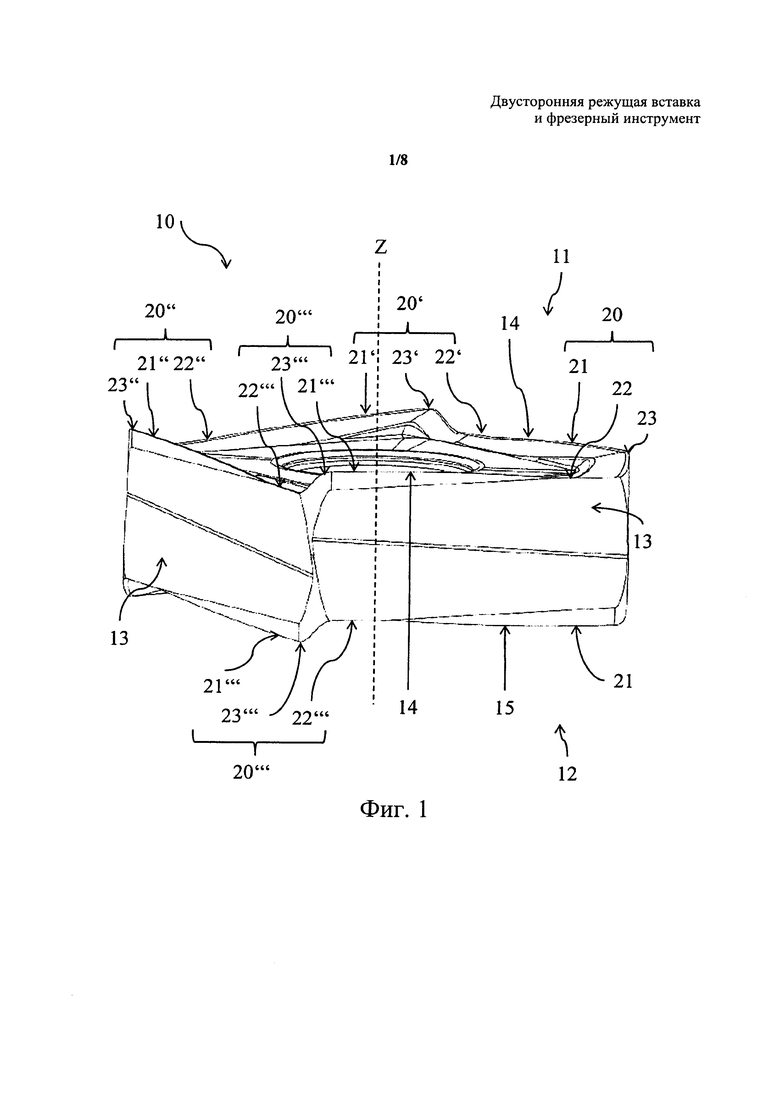
фиг. 1 показывает вид в аксонометрии двусторонней режущей вставки в соответствии с одним вариантом выполнения,
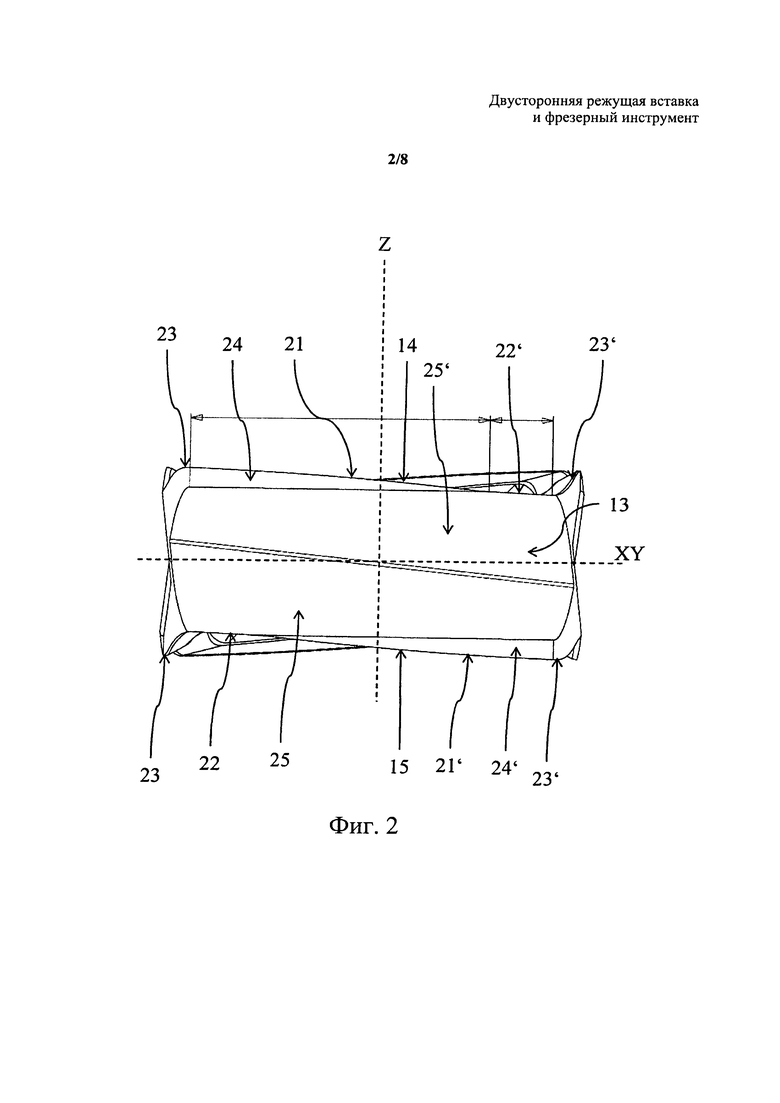
фиг. 2 показывает вид сбоку режущей вставки, изображенной на фиг. 1, в направлении, перпендикулярном оси симметрии и по существу перпендикулярном боковой поверхности,
фиг. 3 показывает вид сверху на режущую вставку, изображенную на фиг. 1, вдоль оси симметрии,
фиг. 4 показывает вид в разрезе в направлении A-A, показанном на фиг. 3,
фиг. 5 показывает частичный вид в разрезе в направлении B-B, показанном на фиг. 3,
фиг. 6 показывает частичный вид в разрезе в направлении C-C, показанном на фиг. 3,
фиг. 7 показывает увеличенный вид отдельных фрагментов вида сверху на режущую вставку, изображенную на фиг. 3,
фиг. 8 показывает вид в аксонометрии опорного корпуса фрезерного инструмента с закрепленными на нем режущими вставками,
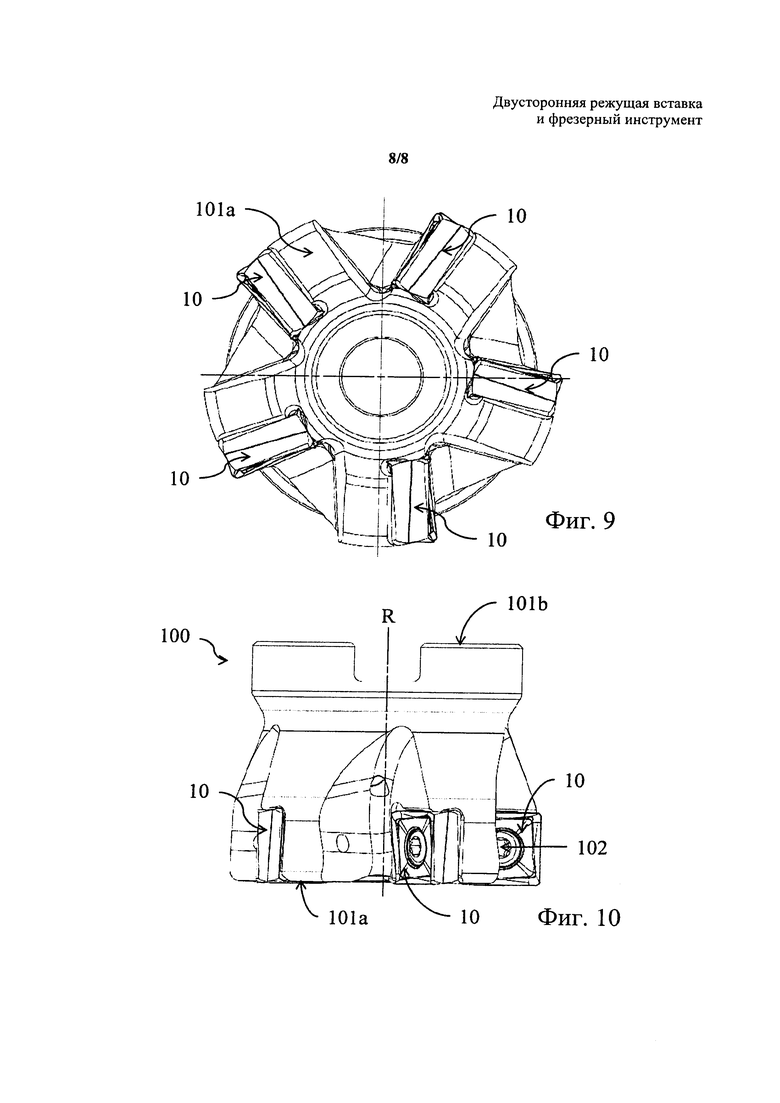
фиг. 9 показывает вид сверху на торцевую поверхность фрезерного инструмента, изображенного на фиг. 8, и
фиг. 10 показывает вид сбоку фрезерного инструмента, изображенного на фиг. 8.
Двусторонняя режущая вставка (10) выполнена в виде индексируемой вставки так называемого S-типа (с квадратной, четырехугольной формой) и имеет верхнюю поверхность (11), нижнюю поверхность (12) и периферийную боковую поверхность (13), образующую боковую поверхность базового корпуса. На виде сверху на верхнюю поверхность режущей вставки базовый корпус режущей вставки имеет по существу четырехугольную базовую форму. Первая режущая кромка (14) выполнена у перехода или пересечения между верхней поверхностью (11) и боковой поверхностью (13), а вторая режущая кромка (15) выполнена у перехода между нижней поверхностью (12) и боковой поверхностью (13). Режущая вставка (10) имеет четырехкратную поворотную симметрию относительно оси (Z) симметрии, проходящей перпендикулярно (воображаемой) отсчетной плоскости (XY), разделяющей режущую вставку (10) на идентичные верхнюю половину и нижнюю половину. Как можно видеть на фиг. 7 (см. фрагмент A), внешний контур режущих углов первой режущей кромки (14) относительно оси (Z) симметрии повернуты на первый угол (α) относительно внешнего контура режущих углов второй режущей кромки (15) так, что на виде сверху на верхнюю поверхность (10) центр режущего угла первой режущей кромки (14) в каждом случае не выровнен с центром режущего угла второй режущей кромки (15), расположенного сзади. В показанном иллюстративном варианте выполнения угол (α) приблизительно равен 2°. Отверстие (16), проходящее насквозь через режущую вставку от верхней поверхности (11) к нижней поверхности (12), выполнено для размещения крепежного винта для закрепления режущей вставки (10) на опорном корпусе фрезерного инструмента и является концентрическим относительно оси (Z) симметрии. Контактная поверхность (17), проходящая параллельно отсчетной плоскости (XY) и служащая в качестве контактной поверхности, когда режущая вставка (10) закреплена на опорном корпусе фрезерного инструмента, выполнена как на верхней поверхности (11), так и на нижней поверхности (12) с примыканием к отверстию (16).
Первая режущая кромка (14) и вторая режущая кромка (15) содержат по четыре идентично выполненных участка (20, 20', 20ʺ, 20ʺ') режущих кромок, используемых независимо друг от друга. В этом случае каждый из участков режущих кромок содержит главную кромку (21, 21', 21ʺ, 21ʺ') и зачистную кромку (22, 22', 22ʺ, 22ʺ'), соединенные вместе или переходящие одна в другую посредством соответствующего закругленного режущего угла (23, 23', 23ʺ, 23ʺ'). Вследствие четырехкратной поворотной симметрии режущей вставки нижеследующее описание в основном ограничивается одной режущей кромкой и одним участком режущей кромки. Когда соответствующий участок режущей кромки находится в работе, то главную кромку (21), зачистную кромку (22) и соответствующий режущий угол (23) участка (20) режущей кромки используют одновременно для механической обработки материала. Главные кромки и зачистные кромки расположены с чередованием вдоль соответствующей режущей кромки (14) или (15) с прерыванием у углов режущими углами (23) и непосредственно примыкают друг к другу или переходят одна в другую. Следовательно, две режущие кромки (14, 15) выполнены в виде завершенных кромок. Главные кромки являются более длинными, чем зачистные кромки, при этом их длина превышает длину зачистных кромок в 4-5 раз. На виде сверху вдоль оси (Z) симметрии главные кромки (21') и зачистные кромки (22), являющиеся смежными вдоль боковой линии и в каждом случае связанные с различными участками режущих кромок, образуют внутренний тупой угол (β), например, в диапазоне примерно 178° и менее 180°, как можно видеть на фиг. 7. На виде сверху вдоль оси (Z) симметрии главная кромка (21) и зачистная кромка (22), примыкающие к одному и тому же режущему углу (23), образуют в каждом случае внутренний угол (γ) приблизительно в диапазоне 90°-92°, предпочтительно более 90°.
Как можно видеть, например, на фиг. 2, первая и вторая режущие кромки (14, 15) в каждом случае находятся на наибольшем расстоянии от воображаемой отсчетной плоскости (XY) около режущих углов. Отходящая от рабочего режущего угла (23) главная кромка (21), сопрягаемая с режущим углом (23), и зачистная кромка (22'), присоединенная к нему в виде его удлинения и сопрягаемая с другим участком режущей кромки, приближается к отсчетной плоскости (XY) с монотонным убыванием по мере увеличения расстоянии от режущего угла. Область главной кромки (21), присоединяющая режущий угол (23), следовательно, находится на большем расстоянии от отсчетной плоскости (XY), чем область зачистной кромки (22), присоединяющая другую сторону режущего угла (23).
Главная кромка (21) в каждом случае имеет сопрягаемую с ней плоскую главную заднюю поверхность (24), непосредственно примыкающую к главной кромке в периферийной боковой поверхности (13). Зачистная кромка (22) в каждом случае имеет сопрягаемую с ней плоскую зачистную заднюю поверхность (25), непосредственно примыкающую к зачистной кромке в периферийной боковой поверхности (13). Как можно видеть, в частности, на фиг. 1 и фиг. 2, главная задняя поверхность (24) выполнена в виде скошенной грани плоскости зачистной задней поверхности (25') смежной зачистной кромки (22') примыкающего участка (20') режущей кромки.
Протяженность задних поверхностей в зоне главных кромок и в зоне зачистных кромок можно видеть на фиг. 5 и 6, на которых в каждом случае показан разрез через режущую вставку около главной кромки (фиг. 6) или около зачистной кромки (фиг. 5), при этом местоположение разреза выбрано так, что обе области в разрезе находятся приблизительно на одном том же расстоянии от противолежащих смежных режущих углов.
Зачистные задние поверхности (25) проходят так, что они приближаются к оси (Z) симметрии по мере увеличения расстояния от соответствующей зачистной кромки (22), т.е. измеренные относительно отсчетной плоскости в плоскости разреза, перпендикулярно отсчетной плоскости (XY) и по существу перпендикулярно режущей кромке, они образуют острый внешний угол (σ) относительно отсчетной плоскости. В иллюстративном варианте выполнения внешний угол (σ) равен приблизительно 83°. Следовательно, зачистная задняя поверхность (25) в иллюстративном варианте выполнения проходит под номинальным зачистным задним углом (90° - σ), равным приблизительно 7°.
Главные задние поверхности (24) проходят так, что они отходят в сторону от оси (Z) симметрии по мере увеличения расстояния от соотнесенной главной кромки (21), т.е. они проходят в каждом случае под тупым внешним углом (ρ), измеренным относительно отсчетной плоскости (XY). В иллюстративном варианте выполнения внешний угол (ρ) приблизительно равен 91°. Следовательно, главная задняя поверхность (24) в иллюстративном варианте выполнения содержит номинальный главный задний угол (90° - ρ), равный приблизительно - 1°, т.е. отрицательный номинальный главный задний угол.
Если измерить внешние углы (ρ) в области главных кромок относительно отсчетной плоскости режущей вставки, то они превышают внешние углы (σ) в области зачистных кромок. Другими словами, номинальные главные задние углы меньше, чем номинальные зачистные задние углы.
Поскольку главная задняя поверхность и зачистная задняя поверхность расположены с различным наклоном относительно отсчетной плоскости и обе выполнены в виде плоских поверхностей, то периферийная боковая поверхность имеет сегментированную структуру, где главная задняя поверхность сужается к концу главной кромки и проходит по меньшей поверхностной площади. Зачистная задняя поверхность проходит вплоть до области поблизости от отсчетной плоскости (XY), где она сходится с зачистной задней поверхностью, соотнесенной с зачистной кромкой, расположенной на противоположной стороне режущей вставки.
Как можно видеть на фиг. 1 или 3, верхняя поверхность или нижняя поверхность, примыкающая к соответствующей режущей кромке, имеет передние поверхности (26), которые по мере увеличения расстояния от соответствующей режущей кромки приближается к контактной поверхности (17), проходящей параллельно отсчетной плоскости и служащей в качестве опорной поверхности для закрепления режущей вставки, и переходит в указанную контактную поверхность. Контактная поверхность (17) не должна быть выполнена в виде плоской поверхности. Предпочтительно верхняя поверхность и нижняя поверхность могут быть выполнены в каждом случае со стружкоотводящими структурами, улучшающими стружкообразование. Дугообразная выемка, создающая минимальное расстояние между верхней поверхностью и отсчетной плоскостью (XY) и переходящая в контактную поверхность (17), выполнена в передних поверхностях (26), прежде всего в области зачистных кромок, при одновременном образовании приподнятого выступа в направлении оси (Z) симметрии. Глубина (измеренная в направлении вдоль оси симметрии) и ширина (измеренная в направлении, параллельном отсчетной плоскости) указанного нижнего уровня передней поверхности является наибольшей в центральной области зачистных кромок.
Фиг. 8-10 показывают фрезерный инструмент, содержащий опорный корпус (100) и несколько закрепленных на корпусе режущих вставок (10). Хотя данные чертежи показывают опорный корпус с пятью режущими вставками, однако, естественно, также является возможным выполнение опорного корпуса с меньшим количеством (по меньшей мере одной, предпочтительно двумя) или большим количеством режущих вставок. Опорный корпус (100) имеет ось (R) вращения, относительно которой он совершает вращение при работе. В области торцевой поверхности (101а) опорного корпуса установлены несколько режущих вставок (10) с радиальным выравниванием посредством винтовых соединений (102). Опорный корпус соответственно выполнен с возможностью присоединения его вторым торцом (101b) к обрабатывающему станку, в частности к фрезерному станку. Рабочие зачистные кромки, входящие в соединение с заготовкой в процессе работы, выровнены по существу перпендикулярно к оси (R) вращения опорного корпуса и расположены на передней режущей кромке в направлении вращения. Главная кромка, примыкающая к зачистной кромке, находящаяся радиально снаружи относительно оси вращения и расположенная на передней режущей кромке в направлении вращения, образует рабочую главную кромку, входящую во взаимодействие с обрабатываемой заготовкой. Каждая режущая вставка (10) наклонена как в радиальном направлении, так и в осевом направлении для защиты нерабочих режущих кромок от повреждения.
С помощью предложенного фрезерного инструмента материал заготовки может быть удален с приданием формы заплечиков, в частности фрезерованием могут быть получены заплечики с углами, равными 90°. В результате соответствующей разработки режущих вставок сводится к минимуму волнистость поверхности обрабатываемой заготовки и достигается высокое качество обрабатываемой поверхности заготовки.





Группа изобретений относится к резанию материалов и может быть использована при фрезеровании углов в заготовках. Двухсторонняя режущая вставка содержит верхнюю, нижнюю и периферийную боковую поверхности. Первая и вторая режущие кромки выполнены на переходах от верхней и нижней поверхностей к периферийной боковой поверхности. Относительно оси симметрии режущая вставка имеет четырехкратную поворотную симметрию и отсчетную плоскость, проходящую перпендикулярно оси симметрии. Первая и вторая режущие кромки содержат по четыре участка, каждый из которых содержит главную кромку и зачистную кромку, которые соединены, расположены на наибольшем удалении от отсчетной плоскости в области режущих углов. На каждой периферийной боковой поверхности выполнены главные задние поверхности и зачистные задние поверхности, примыкающие к соответствующим главной кромке и зачистной кромке. Внешние углы, образованные между главными задними поверхностями и отсчетной плоскостью, выполнены большими внешних углов, образованных между зачистными задними поверхностями и отсчетной плоскостью. Обеспечивается качественная обработка угловых поверхностей заготовки. 2 н. и 10 з.п. ф-лы, 10 ил.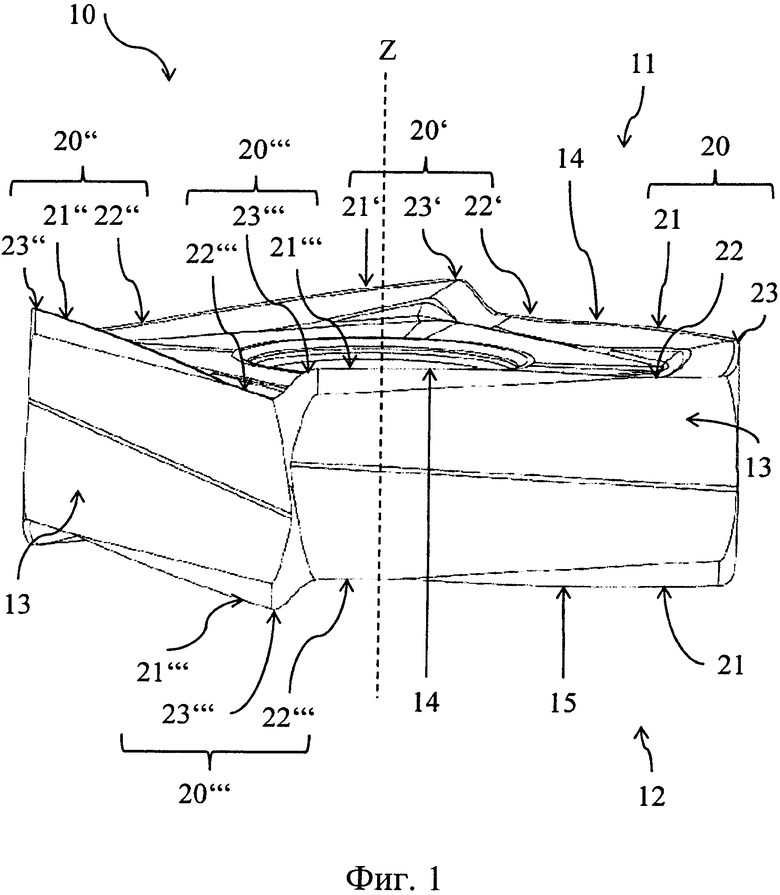
1. Двусторонняя режущая вставка (10) для фрезерного инструмента, предназначенного для фрезерования углов, содержащая
верхнюю поверхность (11),
нижнюю поверхность (12),
периферийную боковую поверхность (13),
первую режущую кромку (14), выполненную на переходе от верхней поверхности (11) к периферийной боковой поверхности (13),
вторую режущую кромку (15), выполненную на переходе от нижней поверхности (12) к периферийной боковой поверхности (13),
ось (Z) симметрии, относительно которой режущая вставка (10) имеет четырехкратную поворотную симметрию, и
отсчетную плоскость (XY), проходящую перпендикулярно оси (Z) симметрии и разделяющую режущую вставку (10) на две половины,
при этом первая режущая кромка (14) и вторая режущая кромка (15) содержат по четыре участка (20, 20', 20ʺ, 20ʺ'), а один участок (20, 20', 20ʺ, 20ʺ') каждой режущей кромки содержит главную кромку (21, 21', 21ʺ, 21ʺ') и зачистную кромку (22, 22', 22ʺ, 22ʺ'), которые соединены посредством сопрягаемого с ними закругленного режущего угла (23, 23', 23ʺ, 23ʺ'),
причем каждая из первой и второй режущих кромок (14, 15) в области режущих углов (23, 23', 23ʺ, 23ʺ') расположены на наибольшем расстоянии от отсчетной плоскости (XY),
на каждой периферийной боковой поверхности (13) выполнена главная задняя поверхность (24, 24', 24ʺ, 24ʺ'), примыкающая к соответствующей главной кромке (21, 21', 21ʺ, 21ʺ'),
а на каждой периферийной боковой поверхности (13) выполнена зачистная задняя поверхность (25, 25', 25ʺ, 25ʺ'), примыкающая к соответствующей зачистной кромке (22, 22', 22ʺ, 22ʺ'),
при этом внешние углы (ρ), образованные между главными задними поверхностями (24, 24', 24ʺ, 24ʺ') и отсчетной плоскостью (XY), превышают внешние углы (σ), образованные между зачистными задними поверхностями (25, 25', 25ʺ, 25ʺ') и отсчетной плоскостью (XY).
2. Режущая вставка по п. 1, отличающаяся тем, что она (10) имеет четырехугольную базовую форму на виде сверху на верхнюю поверхность.
3. Режущая вставка по п. 1 или 2, отличающаяся тем, что на виде сверху на верхнюю поверхность (11) внешний контур первой ржущей кромки (14) не выровнен с внешним контуром второй режущей кромки (15).
4. Режущая вставка по одному из пп. 1-3, отличающаяся тем, что на виде сверху на верхнюю поверхность (11) режущие углы первой режущей кромки (14) не выровнены с режущими углами второй режущей кромки (15).
5. Режущая вставка по одному из пп. 1-4, отличающаяся тем, что главные задние поверхности (24, 24', 24ʺ, 24ʺ') выполнены в виде плоских поверхностей.
6. Режущая вставка по одному из пп. 1-5, отличающаяся тем, что главная режущая кромка (21) и смежная зачистная кромка (22), соединенные общим режущим углом (23), образуют угол (γ), превышающий 90° на виде сверху на верхнюю поверхность.
7. Режущая вставка по одному из пп. 1-6, отличающаяся тем, что длина главных кромок (21, 21', 21ʺ, 21ʺ') в четыре раза больше длины зачистных кромок (22, 22', 22ʺ, 22ʺ').
8. Режущая вставка по одному из пп. 1-7, отличающаяся тем, что внешние углы (ρ), образованные между главными задними поверхностями (24, 24', 24ʺ, 24ʺ') и отсчетной плоскостью (XY), составляют 90° или более.
9. Режущая вставка по одному из пп. 1-8, отличающаяся тем, что внешние углы (σ), образованные между зачистными задними поверхностями (25, 25', 25ʺ, 25ʺ') и отсчетной плоскостью (XY), составляют меньше 90°.
10. Режущая вставка по одному из пп. 1-9, отличающаяся тем, что она (10) выполнена в виде радиальной режущей вставки.
11. Фрезерный инструмент для фрезерования углов, содержащий опорный корпус (100), на котором закреплена по меньшей мере одна режущая вставка (10), отличающийся тем, что на опорном корпусе (100) с расположением в радиальном направлении закреплена по меньшей мере одна режущая вставка (10), выполненная по одному из пп.1-10.
12. Фрезерный инструмент по п. 11, отличающийся тем, что по меньшей мере одна режущая вставка (10) выполнена с рабочей главной кромкой (21), которая выровнена вдоль цилиндрической поверхности, соосной с осью (R) вращения фрезерного инструмента.
| US 2010239379 A1, 23.09.2010 | |||
| Режущая пластина | 1975 |
|
SU676148A3 |
| СВАРНОЙ ТОПЛИВНИК С ОХЛАЖДЕНИЕМ ГОРЛОВИНЫ И ПОДОГРЕВОМ ВОЗДУХА ДЛЯ ГАЗОГЕНЕРАТОРОВ | 1949 |
|
SU85383A1 |
| JPH 07237025 A, 12.09.1995. | |||

