Изобретение относится к новому устройству и способу транспортирования и формирования групп плоских изделий, в том числе плоских кондитерских изделий, таких как печенье, на конвейере по пути транспортирования для их последующей групповой упаковки.
Устройство предназначено для объединения в пакет первоначально сформированных с помощью устройства подачи и перемещаемых конвейером к узлу упаковки с помощью толкателей групп изделий.
Изделия предварительно формируются устройством подачи в виде отдельных горизонтально ориентированных стопок, состоящих из нескольких единиц.
В зависимости от количества изделий, которые должны быть упакованы в один пакет, заявляемое устройство позволяет объединить необходимое количество перемещаемых стопок в одну.
Под «плоскими» кондитерскими изделиями понимается выпечка, равномерной плоской формы, такая как печенье, крекеры, галеты, способная укладываться и находиться в стопке.
Уровень техники.
В настоящее время, исходя из уровня техники, существуют и применяются в промышленном производстве различные типы устройств для группировки плоских изделий, в том числе кондитерских выпечных изделий, отличающихся конструктивными особенностями, в зависимости от: вида изделия или продукта, способа продвижения продукта, тары фасовки.
Заявитель, после изучения данной области техники, не обладает знанием о существовании в настоящее время аналогичных заявляемому устройств для группировки плоских изделий, в том числе печенья, подобным способом, который осуществляется в заявляемом устройстве.
Однако существуют близкие транспортные устройства с аналогичной функцией группирования, содержащие основные конструктивные элементы -конвейер и толкатели для перемещения групп изделий по пути транспортировки.
Во время конвейерной транспортировки различных изделий к узлу формирования упаковки иногда необходимо объединять данный ряд для образования групповой упаковки.
Объединенные изделия также могут быть обернуты в пленку, упакованы в бумажную или картонную обертку, или с помощью других средств сохраняться в виде отдельной упаковки.
Кроме того, что касается изготовления одноразовых упаковок для пищевых продуктов, часто необходимо, особенно в отношении упаковок небольшого размера, объединять их в блочные упаковки.
Близкими по некоторым отдельным техническим решениям, а также способам осуществления группировки изделий к заявляемому могут рассматриваться следующие известные устройства:
По патенту ЕР 3 699 098, раскрыто Подающее устройство для формирования групп продуктов, состоящих из множества отдельных плоских выпеченных изделий, таких как печенье, и подачи групп продуктов в упаковочную машину, при этом подающее устройство включает транспортирующее устройство, содержащее транспортирующее средство с несколькими толкателями, при этом толкатели выполнены с возможностью перемещения групп продуктов по пути транспортировки конвейерного устройства от начального положения до конечного положения пути транспортировки к упаковочной машине, а также для перемещения групп продуктов из конечного положения пути транспортировки к конвейерной цепи упаковочной машины, при этом группы продуктов формируются по меньшей мере в одну группу продуктов, состоящую из множества отдельных плоских выпеченных изделий во время движения по пути транспортировки, при этом подающее устройство дополнительно снабжено вспомогательной подвесной рамой, которая может перемещаться вместе с толкателями, и по меньшей мере один толкатель, который может перемещаться независимо от вспомогательной рамы, при этом вспомогательная подвесная рама предназначена для удержания плоских выпеченных изделий в группе продуктов в заданной ориентации во время транспортировки по пути транспортировки независимо от толкателей.
Представленное устройство является слишком усложненным, громоздким, переоснащенным рабочими узлами и элементами, по сравнению с заявляемым устройством, при схожем функционале. Необходима дополнительная рама для удержания выпечных изделий в группе в заданной ориентации, каждый толкатель приводится в действие отдельно с точки зрения скорости и положения, транспортировки укладчики или роботы (предпочтительно дельта-роботы) помещают отдельные продукты во вспомогательную раму. Вспомогательная рама может быть устроена так, чтобы каждый продукт удерживался в желаемой ориентации отдельно или в группах.
Подающий узел по международной заявке WO 2015/144532 содержит направляющую часть и несколько толкателей, расположенных таким образом, чтобы толкать компоненты по некоторому пути, определенному этой направляющей частью, для вывода их из подающего узла, при этом направляющая часть устроена таким образом, чтобы разделять на отдельные потоки или объединять два отдельных потока компонентов в единый выходной поток. Направляющая часть содержит поворачивающуюся секцию, выполненную с возможностью вращения компонентов, которые толкатели перемещают через поворачивающуюся секцию, противоположно расположенные канавки по форме перемещаемых компонентов. Способы подачи компонентов в последующий рабочий узел содержат этапы, на которых перемещают компоненты по пути, образованному направляющей частью, для вывода их в последующий аппарат, и разделяют компоненты на отдельные потоки в соответствии с их ориентацией или объединяют два отдельных потока компонентов в единый выходной поток.
Транспортная система по международной заявке WO 2008/037336 для транспортировки следующих друг за другом в направлении транспортировки системы транспортных единиц содержит отделители, выполненные с возможностью воздействия на транспортные единицы и движения в направлении транспортировки, по меньшей мере, с одним приводным элементом, отличающаяся тем, что отделители выполнены с возможностью перевода из активного состояния в неактивное состояние, а именно для регулирования шагового расстояния между ними во время воздействия на транспортные единицы; отличающаяся тем, что отделители выполнены с возможностью, по меньшей мере, временного кинематического соединения, по меньшей мере, с одним приводным элементом, а именно для регулирования шагового расстояния между ними во время воздействия на транспортные единицы. Шаговое расстояние возможно регулировать вручную.
Недостатки известных устройств заключаются в усложненной, переоснащенной рабочими элементами конструкции и из-за этого низкой производительности.
Указанные недостатки имеют существенное значение при практическом промышленном производстве и применении устройств, в связи с повышенными условиями производительности и обслуживания оборудования.
Таким образом, имеется промышленная необходимость в более простом и оптимальном по количеству и сложности выполнения рабочих узлов устройстве и способе его работы, в котором преодолены вышеприведенные проблемы с усложненной технической конструкцией устройств и производительностью.
Задачей, на решение которой направлено заявленное изобретение, является создание автоматического устройства для транспортирования и объединения групп плоских изделий небольшого размера, в том числе плоских кондитерских выпечных изделий и способа его работы, позволяющего достичь следующих технических результатов:
- оптимизация и простота конструкции устройства (оптимальное количество и простое техническое исполнение рабочих узлов);
- универсальность в отношении количества группируемых изделий;
- непрерывность процесса транспортирования при формировании групп изделий;
- увеличение производительности;
- возможность комплектации с различными промышленными производственными линиями.
Раскрытие изобретения
Устройство и способ транспортирования и формирования на конвейере групп плоских изделий, в том числе кондитерских выпечных изделий, таких как печенье, предлагаемые настоящим изобретением, предназначены для того, чтобы полностью автоматически и непрерывно выполнять указанный процесс по пути транспортирования для их подачи в упаковочный узел или машину для последующей групповой упаковки.
Процесс функционирования устройства контролируется и настраивается электронно-программным пультом с панелью управления.
Простота и оптимизация конструкции устройства обеспечивается за счет малого количества функциональных узлов и их не сложного исполнения.
Устройство содержит конвейер и толкатели (в произвольном количестве). Конвейер размещен на раме.
Конвейер содержит цепь, привод, направляющую, опорную пластину. Цепь приводится в действие приводом.
Направляющая выполнена П-образной формы коробчатого типа с выступающими по форме цепи элементами. Состоит их двух соединенных половин, предпочтительно выполненных из цельнофрезированного материала, образующих П-образный полузакрытый контур, для предотвращения смещения цепи вдоль плоскости транспортировки.
Пластина выполнена удлиненной формы, соразмерно длине формируемой упаковки, расположена с противоположной от направляющей стороны цепи на участке формирования упаковки. Предназначена для удержания толкателя в вертикальном положении на участке формирования упаковки.
Толкатели установлены на цепи конвейера.
Каждый толкатель содержит - корпус толкателя, посредством которого устанавливается на цепь.
Корпус содержит основание, шпиндель для фиксации толкателя в корпусе основания, ось для фиксации основания на цепи, опорный элемент в виде подшипника (опорный подшипник).
Краткое описание чертежей
Изобретение поясняется чертежами, где:
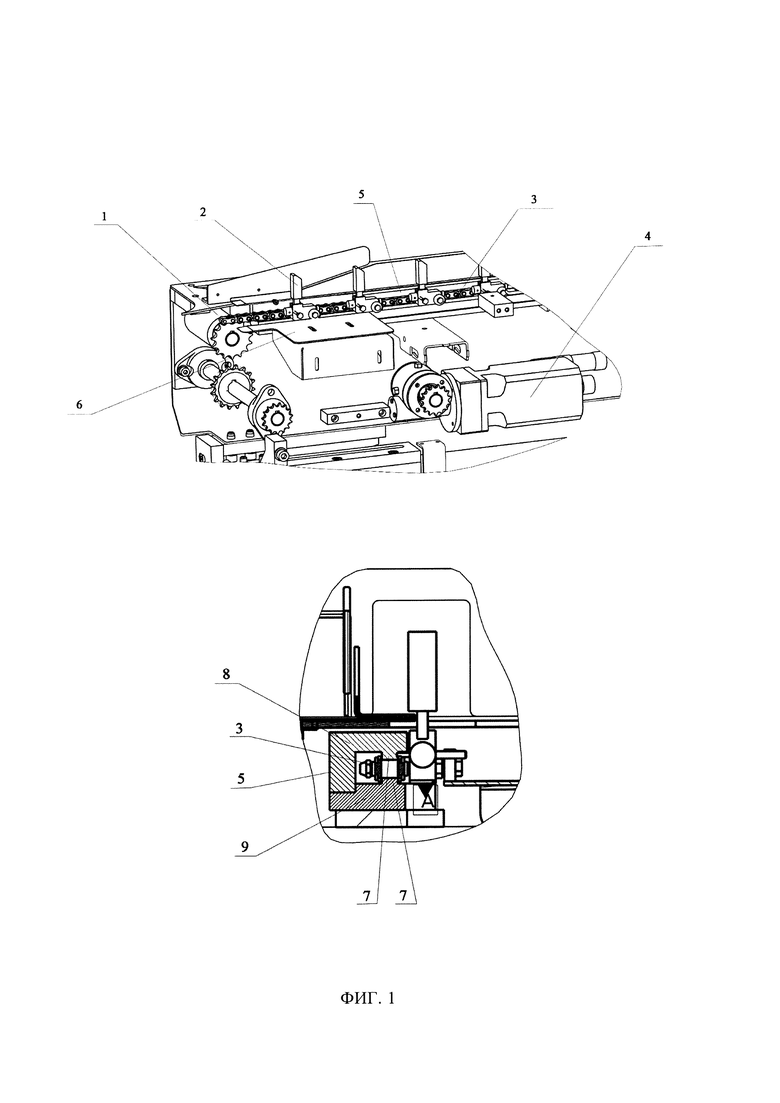
на Фиг. 1 показан общий вид устройства, устройство в сечении;
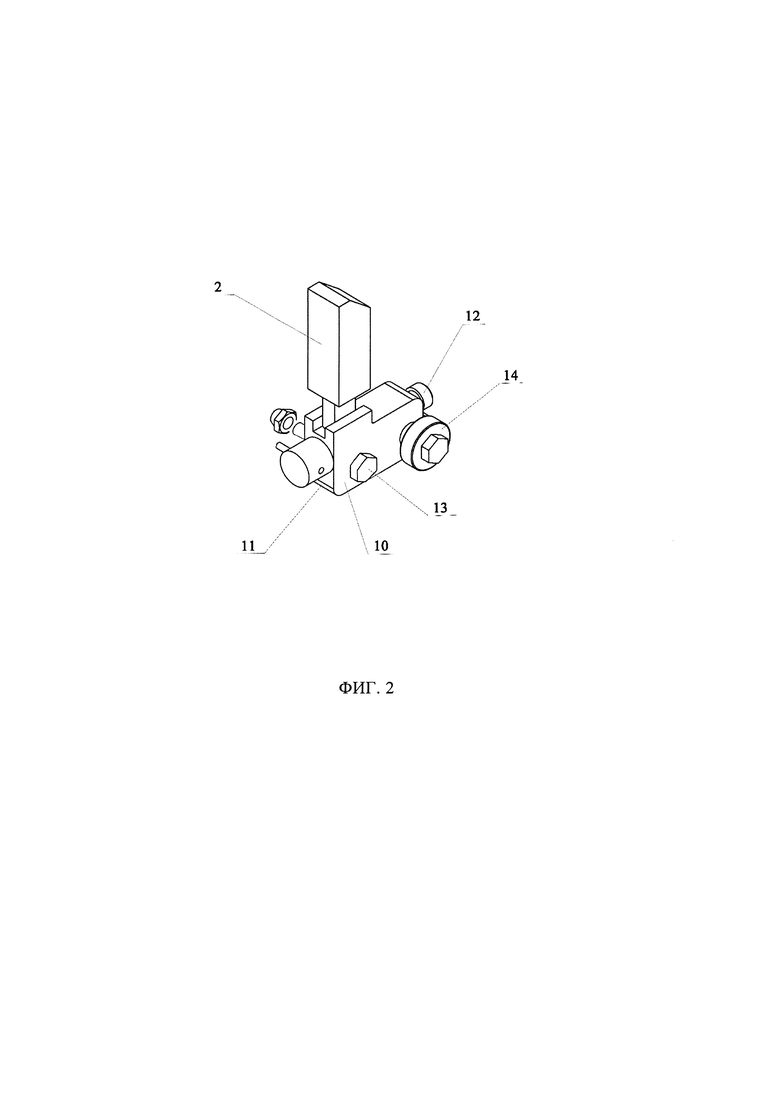
на Фиг. 2 показан толкатель.
Осуществление изобретения
Согласно рисункам устройство содержит конвейер 1 и толкатели 2.
Конвейер 1 содержит цепь 3, привод 4, направляющую 5, опорную пластину 6. Направляющая 5 выполнена П-образной формы коробчатого типа с выступающими по форме цепи 3 элементами 7, состоящей из двух половин 8, 9.
Толкатель 2 содержит - корпус толкателя 10, посредством которого устанавливается на цепь 3.
Корпус 10 содержит основание 11, шпиндель 12 для фиксации толкателя 2 в корпусе 10, ось 13 для фиксации корпуса 10 на цепи 3, опорный элемент 14, предпочтительно выполненный в виде подшипника (далее по тексту - подшипник).
Особенность устройства состоит в том, что толкатели 2 установлены на цепи 3 конвейера 1 посредством оси фиксации 13 через определенное выбранное расстояние. Ось 13 дает возможность вращения толкателя 2 вокруг оси 13. При движении цепи 3, толкатель 2 движется, опираясь основанием 11 на направляющую 5 и остается в вертикальном положении, не опрокидываясь назад, и перемещает/передвигает группу изделий, в том числе печенья, по пути транспортировки. Наличие направляющей 5, в качестве опоры для основания 11 толкателя 2, не дает толкателю 2 провернуться на оси 13 и опрокинуться вниз.
На участке формирования упаковки направляющая 5 выполнена измененной формы, опорная часть направляющей 5 для основания 11 корпуса 10 толкателя 2 отсутствует, таким образом, что толкатель 2 не может опереться на нее основанием 11 и толкатель 2 беспрепятственно опрокидывается вниз. Опрокидываясь вниз толкатель 2 выводится таким образом из активного состояния в неактивное.
Группа изделий, оставшаяся без толкателя 2, подхватывается следующей группой и объединяется с ней. Таким образом могут быть объединены несколько групп изделий, при условии выведения подряд нескольких толкателей 2 из вертикального положения в неактивное.
Для сохранения толкателя 2 в активном состоянии, на корпусе 10 выбранных с определенной периодичностью толкателей 2, могут быть установлены опорные элементы 14 в виде подшипников, препятствующие опрокидыванию толкателя 2 на участке формирования пленки.
С противоположной стороны цепи 3 от направляющей 5 установлена опорная пластина 6, таким образом, что опорный подшипник 14 опирается на пластину 6 и не опрокидывается, т.е. остается в вертикальном положении.
Установка подшипников 14 на выбранных толкателях 2, позволяет определить количество толкателей 2, в зависимости от количества групп изделий, которые нужно объединить.
На участке формирования пленки образуется объединенная группа изделий, состоящая из оставшихся без толкателей 2 и подхваченных последующим толкателем 2 групп изделий.
Благодаря такой возможности реализуется универсальность устройства и способа в отношении количества группируемых изделий.
Упаковочный узел машины упаковывает группу изделий и отводящий конвейер отводит готовую упаковку от машины.
Таким образом, непрерывно при транспортировании на конвейере плоских изделий, происходит формирование групп изделий по пути транспортирования, путем их перемещения с помощью толкателей и объединения, посредством выведения на участке формирования упаковки части толкателей без опорного элемента в виде подшипника из активного состояния, путем их опрокидывания при изменении формы направляющей. Оставшиеся без толкателя группы изделий подхватываются и объединяются с последующими группами, перемещаемыми толкателями с опорным элементом. Такой способ является простым и функциональным, позволяет совместить процессы транспортирования и группипрования изделий.
Устройство для транспортирования состоит из цепного конвейера с установленными на цепи толкателями. Отличительными признаками устройства являются наличие направляющей П-образной формы коробчатого типа с выступающими по форме цепи элементами, состоящей из двух соединенных половин, с измененной формой на участке формирования упаковки, наличие опорной плиты удлиненной формы, соразмерной длине упаковки, совместно с отличающими составными особенностями конструкции толкателей.
Заявляемое техническое решение устройства и способа транспортирования и формирования на конвейере по пути транспортирования групп плоских изделий, в том числе кондитерских изделий, таких, как печенье, является новым и устраняет недостатки в технических решениях устройств, имеющихся на сегодняшний день и, кроме того, является простым и удобным, производительным и универсальным для непрерывного применения в производстве. Конструкция устройства проста и понятна, а способ работы устройства уникален и прост.
Устройство может быть легко собрано и разобрано для его дезинфицирующей обработки и легко изготовлено в условиях серийного промышленного производства.
Устройство транспортирования и формирования групп плоских изделий на конвейере содержит конвейер и толкатели. Конвейер содержит цепь, привод, направляющую и опорную пластину на участке формирования упаковки. Направляющая выполнена П-образной формой коробчатого типа из двух соединенных половин с выступающими внутрь элементами по форме цепи, причем на участке формирования упаковки направляющая имеет измененную форму. Опорная пластина выполнена удлиненной соразмерно длине упаковки. Каждый толкатель имеет корпус, содержащий основание, шпиндель для фиксации толкателя в корпусе, ось для фиксации корпуса на цепи, при этом корпус толкателя может дополнительно содержать опорный элемент для опоры на пластину на участке формирования упаковки. Перемещение с помощью толкателей и объединение изделий достигается путем выведения части толкателей из активного состояния опрокидыванием при изменении формы направляющей на участке формирования упаковки и подхватывания оставшихся без толкателей групп изделий последующими группами, перемещаемыми активными толкателями с опорным элементом, при наличии опорной пластины на участке формирования упаковки. Упрощается устройство, увеличивается его производительность. 2 н. и 5 з.п. ф-лы, 2 ил.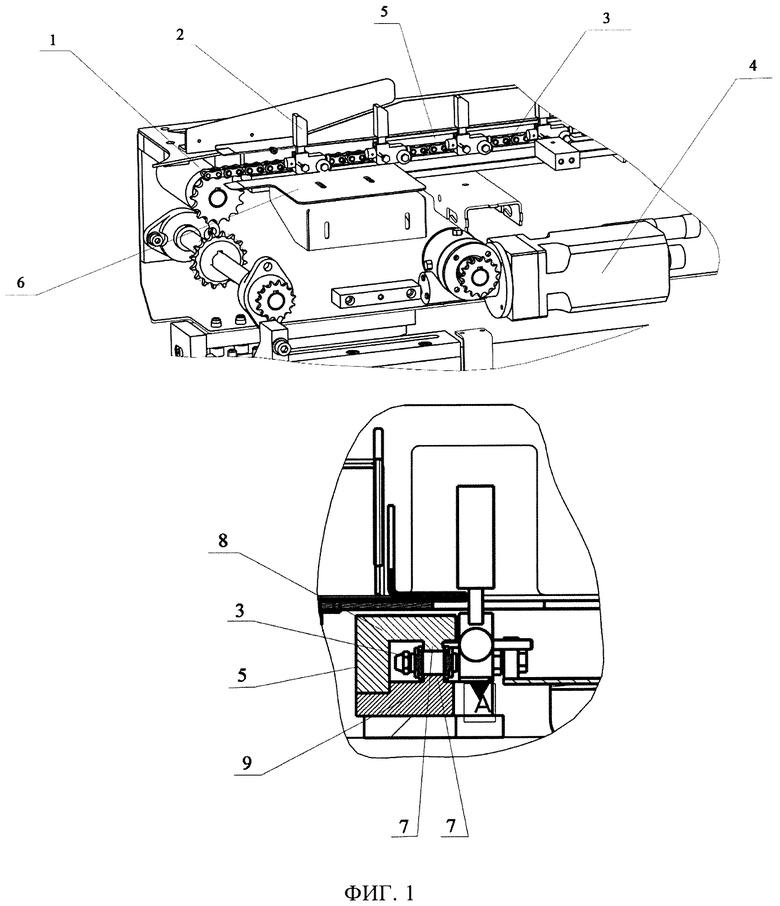
1. Устройство транспортирования и формирования групп плоских изделий на конвейере, характеризующееся тем, что содержит конвейер и толкатели, конвейер содержит цепь, привод, направляющую, отличающееся тем, что конвейер дополнительно содержит опорную пластину на участке формирования упаковки, при этом направляющая выполнена П-образной формы коробчатого типа из двух соединенных половин с выступающими внутрь элементами по форме цепи, причем на участке формирования упаковки направляющая имеет измененную форму, пластина выполнена удлиненной соразмерно длине упаковки, каждый толкатель имеет корпус, содержащий основание, шпиндель для фиксации толкателя в корпусе, ось для фиксации корпуса на цепи, при этом корпус толкателя может дополнительно содержать опорный элемент для опоры на пластину на участке формирования упаковки.
2. Устройство по п. 1, отличающееся тем, что толкатели установлены на цепи конвейера.
3. Устройство по п. 1, отличающееся тем, что количество толкателей может произвольно варьироваться.
4. Устройство по п. 1, отличающееся тем, что опорный элемент выполнен в виде подшипника.
5. Устройство по п. 1, отличающееся тем, что толкатели предпочтительно выполнены из пластика.
6. Устройство по п. 1, отличающееся тем, что опорная пластина установлена с противоположной от направляющей стороны цепи.
7. Способ транспортирования и формирования групп плоских изделий на конвейере по пути транспортирования посредством их перемещения с помощью толкателей и объединения путем выведения части толкателей из активного состояния опрокидыванием при изменении формы направляющей на участке формирования упаковки и подхватывания оставшихся без толкателей групп изделий последующими группами, перемещаемыми активными толкателями с опорным элементом, при наличии опорной пластины на участке формирования упаковки.
| УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ УПАКОВОК ВДОЛЬ ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ | 2007 |
|
RU2445243C2 |
| US 7543424 B2, 09.06.2009 | |||
| ТРАНСПОРТНАЯ СИСТЕМА | 2007 |
|
RU2410319C2 |

