Настоящее изобретение относится к способу изготовления горячештампованной стальной детали с использование лазерной сварки, и к полученной таким образом горячештампованной стальной детали, сваренной с помощью лазерной сварки.
Стальные детали этого типа используются, в частности, в автомобильной промышленности и в особенности для изготовления деталей, обеспечивающих безопасность при аварии, таких как детали, предотвращающие проникновение, или амортизирующие детали, конструктивные детали или детали, которые обеспечивают безопасность автомобилей.
Для таких типов деталей производители автомобилей требуют, чтобы сварное соединение не было самой непрочной зоной сварной стальной детали.
Для предотвращения коррозии стальные листы, используемые для изготовления таких сварных стальных деталей, предварительно покрывают предварительным покрытием на основе алюминия путём нанесения покрытия горячим погружением в алюминиевой ванне. Если стальные листы свариваются без какой-либо предварительной подготовки, предварительное покрытие на основе алюминия будет разбавлено стальной основой в расплавленном металле во время операции сварки. Алюминий имеет тенденцию повышать температуру полной аустенитизации расплавленного металла и, следовательно, предотвращает полное превращение в аустенит во время горячей штамповки с использованием обычных температур термообработки. Следовательно, может оказаться невозможным получить полностью мартенситную или бейнитную микроструктуру в сварном соединении во время охлаждения под давлением, происходящего во время процесса горячей штамповки.
Кроме того, использование более высоких температур термообработки, что дало бы полную аустенизацию сварного соединения, невозможно, так как это привело бы к чрезмерному легированию покрытия с потенциально отрицательными последствиями для адгезии краски и/или свариваемости при точечной сварке горячештампованной детали.
Столкнувшись с этой ситуацией при изготовлении деталей из таких стальных листов с предварительным покрытием в известном уровне техники были разработаны два типа решений, чтобы иметь возможность получить полностью мартенситную структуру в сварном соединении после горячей штамповки и закалки с использованием обычных температур термообработки.
В частности, в EP2007545 описано первое решение, которое заключается в удалении поверхностного слоя металлического сплава на краях сварных швов стальных листов с предварительным покрытием, чтобы значительно снизить общее содержание алюминия в сварном соединении и, следовательно, получить температуру полной аустенизации, близкую к температуре для материала основы стальных листов с предварительным покрытием.
Кроме того, в EP 2737971, US 2016/0144456 и WO 2014075824 описывается второе решение, которое заключается в сварке стальных листов с предварительным покрытием с использованием присадочной проволоки, содержащей элементы, стабилизирующие аустенит, такие как углерод, марганец или никель, для компенсации присутствия алюминия в сварном соединении и снижении его температуры полной аустенизации, так что полностью мартенситная структура может быть получена в сварном соединении после горячей штамповки и закалки с использованием обычных температур термообработки.
Однако эти методы не вполне удовлетворительны.
Действительно, первый метод требует относительно много времени. Кроме того, второй способ может потребовать добавления относительно большого количества аустенитообразующих элементов, чтобы иметь возможность получить полностью мартенситную структуру в сварном соединении после термообработки. Это добавление увеличивает стоимость производства и, кроме того, может привести к проблемам, возникающим из-за неудовлетворительной геометрии сварного шва или из-за неоднородного смешивания между материалом стальных листов с предварительным покрытием и присадочной проволоки в сварном соединении с риском частичного получения остаточного аустенита.
Таким образом целью изобретения является создание способа изготовления сварной стальной заготовки из двух таких листов с предварительным покрытием, который позволяет получить после штамповки деталь, имеющую удовлетворительные ударные характеристики даже при относительно высоком содержании алюминия в сварном соединении при относительно невысокой стоимости.
С этой целью изобретение относится к способу изготовления горячештампованной стальной детали с использованием лазерной сварки, включающему следующие последовательные стадии:
- подготовки первого стального листа с предварительным покрытием и второго стального листа с предварительным покрытием, причём каждый из первого и второго стальных листов с предварительным покрытием включает стальную основу по меньшей мере один из первого и второго стальных листов с предварительным покрытием, имеющих по меньшей мере на одной из своих основных поверхностей, алюминийсодержащее предварительное покрытие, включающее по меньшей мере 50% масс. алюминия,
первый стальной лист с предварительным покрытием имеет первую толщину, и второй стальной лист с предварительным покрытием имеет вторую толщину,
основа первого стального листа с предварительным покрытием, имеющая после штамповки предел прочности при растяжении, строго превышающий предел прочности при растяжении после штамповки основы второго стального листа с предварительным покрытием, и
произведение первой толщины на предел прочности при растяжении после штамповки первого стального листа с предварительным покрытием строго больше, чем произведение второй толщины на предел прочности при растяжении второго стального листа с предварительным покрытием, затем,
- удаления алюминийсодержащего предварительного покрытия по меньшей мере на часть его толщины по меньшей мере на одной основной поверхности на кромке сварного шва или кромке, подлежащей сварке по меньшей мере одного из первого и второго стальных листов с предварительным покрытием по меньшей мере если теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой первого и второго стальных листов с предварительным покрытием, заготовленных на стадии подготовку необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, строго превышает 1,25% масс., так что теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой приготовленных таким образом первого и второго стальных листов с предварительным покрытием, возможно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, составляет 0,5-1,25% масс.,
- стыковой сварки первого стального листа с предварительным покрытием и второго стального листа с предварительным покрытием с использованием лазерной сварки, чтобы получить сварное соединение между первым и вторым стальными листами с предварительным покрытием, получая таким образом, сварную заготовку, причём стадия сварки необязательно включает использование присадочного материала,
- нагрева сварной заготовки до температуры термообработки, при котором температура термообработки должна быть по меньшей мере на 10°C ниже температуры полной аустенитизации сварного соединения и по меньшей мере на 15°C выше минимальной температуры Tmin, где

где
Ac3(WJ) представляет температуру полной аустенизации сварного шва, в °С, и Al представляет содержание алюминия в сварном соединении, в % масс.
и  представляет максимальное содержание межкритического феррита в сварном соединении, рассчитанное по следующей формуле:
представляет максимальное содержание межкритического феррита в сварном соединении, рассчитанное по следующей формуле:
 ,
,
где
Ts1 представляет предел прочности при растяжении самой прочной основы после штамповки, в МПа
Ts2 представляет предел прочности при растяжении самой непрочной основы после штамповки, в МПа
CFW представляет содержание углерода в присадочном материале. в % масс.
β представляет долю присадочного материала, добавляемого в сварочную ванну, составляющий 0-1
ρ представляет отношение между толщиной стального листа с предварительным покрытием, включающего самую непрочную основу, и толщиной стального листа с предварительным покрытием, включающего самую прочную основу (ρ = t2/t1)
и выдержки сварной заготовки при температуре термообработки в течение 2 - 10 минут;
- горячую штамповку сварной заготовки в стальную деталь; и
- охлаждения сформированной таким образом стальной детали со скоростью, большей или равной критической мартенситной или бейнитной скорости охлаждения наиболее закаливаемой основы среди основ первого и второго стальных листов с предварительным покрытием, чтобы получить горячештампованную сварную стальную деталь.
Согласно частным осуществлениям способа:
- стадию удаления алюмосодержащего предварительного покрытия проводят:
- если теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой первого и второго стальных листов с предварительным покрытием, заготовленных на стадии подготовки, необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, строго превышает 1,25% масс.
и необязательно, если теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой первого и второго стальных листов с предварительным покрытием, заготовленных на стадии подготовки, необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, составляет 0,5-1,25% масс. и более конкретно строго более 0,5% масс.,
эта стадия выполняется таким образом, чтобы теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой приготовленных таким образом первого и второго стальных листов с предварительным покрытием, необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, составляло 0,5-1,25% масс.;
- в конце стадии нагрева микроструктура основы первого и второго стальных листов с предварительным покрытием полностью аустенитная; - отношение между пределом прочности при растяжении после штамповки основы первого стального листа с предварительным покрытием и пределом прочности при растяжении после штамповки основы второго стального листа с предварительным покрытием больше или равно 1,2;
- содержание углерода в основе первого стального листа с предварительным покрытием выше по меньшей мере на 0,05% масс., чем содержание углерода в основе второго стального листа с предварительным покрытием;
- каждый из первого и второго стальных листов с предварительным покрытием, заготовленных на стадии подготовки, включает алюминийсодержащее предварительное покрытие, включающее, по меньшей мере 50% масс. алюминия по меньшей мере на одной из его основных поверхностей;
- первый и второй стальные листы с предварительным покрытием, заготовленные на стадии подготовки, включают алюминийсодержащее предварительное покрытие, включающее по меньшей мере 50% масс. алюминия на обеих их основных сторонах;
- во время стыковой сварки алюминийсодержащее предварительное покрытие остаётся неповреждённым на обеих основных сторонах по меньшей мере одного из первого стального листа с предварительным покрытием и второго стального листа с предварительным покрытием и, например, каждого из первого и второго стальных листов с предварительным покрытием;
- способ дополнительно включает перед стыковой сваркой стадию подготовки кромки сварного шва по меньшей мере одного из первого и второго стального листа с предварительным покрытием, который предназначен для включения по меньшей мере частично в сварное соединение, путём удаления алюминийсодержащего предварительного покрытия по меньшей мере на часть его толщины по меньшей мере на одной его основной поверхности, даже если теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой первого и второго стальных листов с предварительным покрытием, заготовленных на стадии подготовки необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, составляет 0,5-1,25% масс.,
- способ дополнительно включает перед стыковой сваркой, стадию подготовки кромки сварного шва, по меньшей мере одного из первого и второго стального листа с предварительным покрытием, который предназначен для включения по меньшей мере частично в сварное соединение, путём удаления алюминийсодержащего предварительного покрытия по меньшей мере на часть его толщины по меньшей мере на одной его основной поверхности, даже если теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой первого и второго стальных листов с предварительным покрытием, заготовленных на стадии подготовки, необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, составляет 0,5-1,25% масс., причём стадия удаления выполняется таким образом, чтобы теоретическое среднее содержание алюминия в сварном соединении, полученном стыковой сваркой приготовленных таким образом первого и второго стальных листов с предварительным покрытием, необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, остаётся в пределах 0,5-1,25% масс.;
- сталь основы по меньшей мере одного из первого и второго стальных листов с предварительным покрытием, включает по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 3%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
В ≤ 0,010%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одного из первого и второго стальных листов с предварительным покрытием, включает по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
В ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одного из первого и второго стальных листов с предварительным покрытием, включает по массе:
0,040% ≤ C ≤ 0,100%
0,70% ≤ Mn ≤ 2,00%
Si ≤ 0,50%
S ≤ 0,009%
Р ≤ 0,030%
0,010% ≤ Al ≤ 0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,2%
Мо ≤ 0,100%
Ca ≤ 0,006%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одного из первого и второго стальных листов с предварительным покрытием, включает по массе:
0,06% ≤ C ≤ 0,100%
1,4% ≤ Mn ≤ 1,9%
0,2% ≤ Si ≤ 0,5%
0,010% ≤ Al ≤ 0,070%
0,04% ≤ Nb ≤ 0,06%
3,4xN ≤ Ti ≤ 8xN
0,02% ≤ Cr ≤ 0,1%
0,0005% ≤ B ≤ 0,004%
0,001% ≤ S ≤ 0,009%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одного из первого и второго стальных листов с предварительным покрытием, включает по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0% ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%
причём содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W ≤ 0,30%
0,0005% ≤ Ca ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении;
- лазерную сварку выполняют с использованием предварительного газа, в частности гелия и/или аргона; и
- первый и второй стальные листы с предварительным покрытием имеют разную толщину.
Изобретение также относится к горячештампованной стальной детали сваренной лазерной сваркой, указанная стальная деталь включает первую часть стальной детали с покрытием и вторую часть стальной детали с покрытием,
каждая часть стальной детали с покрытием, включает стальную основу по меньшей мере один элемент из части первой стальной детали с покрытием и второго стального листа с покрытием, имеет по меньшей мере на одной из своих основных поверхностей алюминийсодержащее покрытие, составляющее по меньшей мере 30% масс. алюминия,
первая часть стальной детали с покрытием, имеет первую толщину, и второй стальной лист с покрытием, имеет вторую толщину, причём основа первой части стальной детали с покрытием имеет предел прочности при растяжении, строго превышающий предел прочности при растяжении основы второй части стальной детали с покрытием, и произведение первой толщины на предел прочности при растяжении первой части стальной детали с покрытием строго больше, чем произведение второй толщины на предел прочности при растяжении второй части стальной детали с покрытием;
первая и вторая части стальной детали с покрытием, соединены сварным швом, причём указанное сварное соединение имеет содержание алюминия 0,5-1,25% масс., а микроструктура указанного сварного соединения включает мартенсит и/или бейнит и доля межкритического феррита составляет от 15% до максимальной доли межкритического феррита - 5%, причём максимальная доля межкритического феррита определяется по следующей формуле:
 ,
,
где
Ts1 представляет предел прочности при растяжении самой прочной основы после штамповки, в МПа
Ts2 представляет предел прочности при растяжении самой непрочной основы после штамповки, в МПа
β представляет долю присадочного материала, добавляемого в сварочную ванну, составляющую 0-1
CFW представляет содержание углерода в присадочном материале, в % масс.
ρ представляет отношение между толщиной части стальной детали с покрытием, включающей самую непрочную основу, и толщиной части стальной детали с покрытием, содержащей самую прочную основу (ρ = t2/t1)
и
основа по меньшей мере одной из первой и второй частей стальной детали с покрытием, имеет в основном мартенситную и/или бейнитную микроструктуру.
В соответствии с конкретными осуществлениями стальной детали отношение между пределом прочности при растяжении основы первой части стальной детали с покрытием и пределом прочности при растяжении основы второй части стальной детали с покрытием больше или равно 1,2;
- сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием, включает, по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 3%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
В ≤ 0,010%,
остальное составляет железо и примеси, получаемые при изготовлении;
сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием, включает по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr≤0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
В ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием, включает по массе:
0,040% ≤ C ≤ 0,100%
0,70% ≤ Mn ≤ 2,00%
Si ≤ 0,50%
S ≤ 0,005%
Р ≤ 0,030%
0,010% ≤ Al ≤ 0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,2%
Мо ≤ 0,100%
Ca ≤ 0,006%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием, включает по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0% ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W≤ 0,30%
0,0005% ≤ Ca ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении;
- сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием, включает по массе:
0,06% ≤ C ≤ 0,100%
1,4% ≤ Mn ≤ 1,9%
0,2% ≤ Si ≤ 0,5%
0,010% ≤ AI ≤ 0,070%
0,04% ≤ Nb ≤ 0,06%
3,4xN ≤Ti ≤ 8xN
0,02% ≤ Cr ≤0,1%
0,0005% ≤ B ≤ 0,004%
0,001% ≤ S ≤ 0,009%,
остальное составляет железо и примеси, получаемые при изготовлении.
Изобретение будет лучше понято после прочтения следующего описания, приведённого только в качестве примера и со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 представляет схематический вид в поперечном разрезе в начале стадии сварки способом согласно изобретению;
фиг. 2 представляет схематический вид в поперечном разрезе сварной заготовки, полученной в конце стадии сварки; и
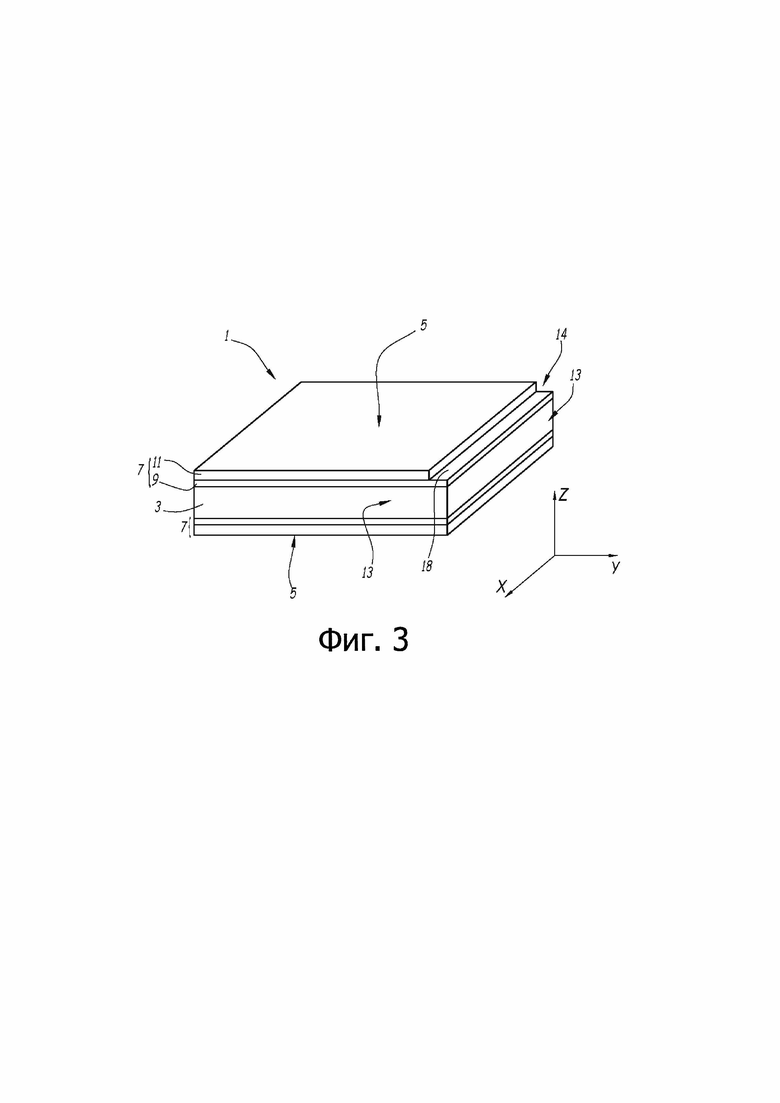
фиг. 3 представляет вид в перспективе стального листа с предварительным покрытием после стадии подготовки.
Во всей заявке содержание элементов выражается в массовых процентах (% масс.).
Изобретение относится к способу изготовления горячештампованной стальной детали, сваренной лазерной сваркой.
В частности, способ включает первую стадию подготовки первого стального листа 1 с предварительным покрытием и второго стального листа 2 с предварительным покрытием.
Каждый стальной лист 1, 2 с предварительным покрытием включает две противоположные основные поверхности 5, 6, а также по меньшей мере одну боковую поверхность 13, проходящую между двумя противоположными основными поверхностями 5, 6 от одной основной поверхности 5, 6 до другой. В примере, показанном на фиг. 3, стальные листы 1,2 с предварительным покрытием включают четыре боковые поверхности 13. Например, боковые поверхности 13 образуют угол 60-90° с одной из основных поверхностей 5, 6.
Как показано на фиг. 1, каждый стальной лист 1, 2 с предварительным покрытием включает металлическую основу 3, 4, имеющую по меньшей мере на одной из её основных поверхностей алюминийсодержащее предварительное покрытие 7, 8. Предварительное покрытие 7, 8 нанесено на основу. 3, 4 и находится в контакте с ней.
Металлическая основа 3, 4, в частности, является стальной основой.
Сталь основы 3, 4, в частности, представляет собой сталь с феррито-перлитной микроструктурой.
Основа 3, 4 предпочтительно изготовлена из стали, предназначенной для термической обработки, в частности из стали, пригодной для горячей штамповки, и, например, из марганцево-борной стали, такой как сталь типа 22MnB5.
Согласно одному осуществлению сталь основы 3, 4 включают по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 3%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
В ≤ 0,010%,
остальное составляет железо и примеси, получаемые при изготовлении.
В частности, сталь основы 3, 4 включает по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%т
P ≤ 0,1%
В ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении.
Согласно альтернативному варианту, сталь основы 3, 4 включает по массе:
0,040% ≤ C ≤ 0,100%
0,70% ≤ Mn ≤ 2,00%
Si ≤ 0,50%, и более конкретно Si ≤0,30%
S ≤ 0,009%, и более конкретно S ≤ 0,005%
Р ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,2%
Мо ≤ 0,100%
Ca ≤ 0,006%,
остальное составляет железо и примеси, получаемые при изготовлении.
Согласно альтернативному варианту, сталь основы 3, 4 включает по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ AI ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0% ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42.
и содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W≤ 0,30%
0,0005% ≤ Ca ≤ 0,005%
остальное составляет железо и примеси, получаемые при изготовлении.
Согласно альтернативному варианту, сталь основы 3, 4 включает по массе:
0,06% ≤ C ≤ 0,100%
1,4% ≤ Mn ≤ 1,9%
0,2% ≤ Si ≤ 0,5%
0,010% ≤ Al ≤ 0,070%
0,04% ≤ Nb ≤ 0,06%
3,4xN ≤Ti ≤ 8xN
0,02% ≤ Cr ≤ 0,1%
0,0005% ≤ B ≤ 0,004%
0,001% ≤ S ≤ 0,009%,
остальное составляет железо и примеси, получаемые при изготовлении.
Основа 3, 4 может быть получена, в зависимости от искомой толщины, горячей прокаткой и/или холодной прокаткой с последующим отжигом, или любым другим подходящим способом.
Основа 3, 4 преимущественно имеет толщину 0,6-5 мм, более конкретно 0,8-5 мм и ещё более конкретно 1,0-2,5 мм.
Согласно одному примеру, толщина основы 3 первого стального листа 1 с предварительным покрытием отличается от толщины основы 4 второго стального листа 2 с предварительным покрытием.
Согласно альтернативе, основы 3, 4 первого и второго стальных листов 1, 2 с предварительным покрытием имеют одинаковую толщину.
Согласно изобретению, основа 3 первого стального листа 1 с предварительным покрытием имеет после штамповки предел прочности при растяжении Ts1, который строго превышает предел прочности при растяжении Ts2 после штамповки основы 4 второго стального листа 2 с предварительным покрытием.
В этом контексте «после штамповки» означает после нагрева до температуры, превышающей или равной температуре полной аустенизации Ac3 рассматриваемой стальной основы, горячую штамповку и последующее охлаждение для получения упрочнения по сравнению с исходным состоянием.
Например, предел прочности при растяжении Ts1 основы 3 первого стального листа 1 с предварительным покрытием после закалки под прессом составляет 1400-1600 МПа или 1700-2000 МПа.
Например, предел прочности при растяжении Ts2 основы 3 второго стального листа 2 с предварительным покрытием после закалки под прессом составляет 500-700 МПа или 1000-1200 МПа.
Например, отношение  между пределом прочности при растяжении Ts1 основы 3 первого стального листа 1 с предварительным покрытием после закалки под прессом и пределом прочности при растяжении Ts2 основы 4 второго стального листа 2 с предварительным покрытием после закалки под прессом больше или равно 1,2, в частности, больше или равно 1,4.
между пределом прочности при растяжении Ts1 основы 3 первого стального листа 1 с предварительным покрытием после закалки под прессом и пределом прочности при растяжении Ts2 основы 4 второго стального листа 2 с предварительным покрытием после закалки под прессом больше или равно 1,2, в частности, больше или равно 1,4.
Кроме того, первый стальной лист 1 с предварительным покрытием имеет первую толщину t1. Второй стальной лист 1 с предварительным покрытием имеет вторую толщину t2.
Толщина t1, t2 составляет, например, 0,6-5 мм, более конкретно 0,8-5 мм и даже более конкретно 1,0-2,5 мм.
Согласно одному осуществлению толщины t1 и t2 идентичны. Согласно альтернативному варианту толщины t1 и t2 различаются.
Произведение первой толщины t1 на предел прочности при растяжении Ts1 первого стального листа 1 с предварительным покрытием строго больше, чем произведение второй толщины t2 на предел прочности при растяжении Ts2 второго стального листа 1 с предварительным покрытием.
В частности, состав основ 3 и 4 первого и второго стальных листов 1, 2 с предварительным покрытием выбран из вышеописанных составов.
Например, сталь основы 3 первого стального листа 1 с предварительным покрытием включает по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
В ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении,
Согласно другому примеру, сталь основы 3 первого стального листа 1 с предварительным покрытием включает по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0% ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N> 3,42.
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W≤ 0,30 %
0,0005% ≤ Ca ≤ 0,005%,
остальное составляет железо и примеси, получаемые при изготовлении.
Например, сталь основы 4 второго стального листа 2 с предварительным покрытием включает по массе:
0,040% ≤ C ≤ 0,100%
0,70% ≤ Mn ≤ 2,00%
Si ≤ 0,50%, и более конкретно, Si ≤ 0,30%,
S ≤ 0,009%, и более конкретно S ≤ 0,005%
Р ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,2%
Мо ≤ 0,100%
Ca ≤ 0,006%,
остальное составляет железо и примеси, получаемые при изготовлении.
Согласно другому примеру, сталь основы 4 второго стального листа 2 с предварительным покрытием включает по массе:
0,06% ≤ C ≤ 0,100%
1,4% ≤ Mn ≤ 1,9%
0,2% ≤ Si ≤ 0,5%
0,010% ≤ Al ≤ 0,070%
0,04% ≤ Nb ≤ 0,06%
3,4xN ≤ Ti ≤ 8xN
0,02% ≤ Cr ≤0,1%
0,0005% ≤ B ≤ 0,004%
0,001% ≤ S ≤ 0,009%,
остальное составляет железо и примеси, получаемые при изготовлении.
Предпочтительно содержание углерода в основе 3 первого стального листа 1 с предварительным покрытием больше по меньшей мере на 0,05% масс., чем содержание углерода в основе 4 второго стального листа 2 с предварительным покрытием.
Согласно изобретению по меньшей мере для одного из первого стального листа 1 с предварительным покрытием и второго стального листа 2 с предварительным покрытием алюминийсодержащее предварительное покрытие 7, 8 включает по меньшей мере 50% масс. алюминия.
Предпочтительно предварительное покрытие 7, 8 получают путём нанесения покрытия горячим окунанием, то есть путём погружения основы 3, 4 в ванну с расплавленным металлом. В этом случае, как показано на фиг. 1, предварительное покрытие 7, 8 включает по меньшей мере слой 9, 10 интерметаллического сплава, контактирующего с основой 3, 4.
Слой 9, 10 интерметаллического сплава включает интерметаллическое соединение, включающее по меньшей мере железо и алюминий. Слой 9, 10 интерметаллического сплава образуется, в частности, в результате реакции между основой 3, 4 и расплавленным металлом ванны. Более конкретно, слой интерметаллического сплава 9, 10 включает интерметаллические соединения типа Fex-Aly и, более конкретно, Fe2Al5.
В примере, показанном на фиг. 1, предварительное покрытие 7, 8 дополнительно включает слой 11, 12 металлического сплава, находящегося поверх слоя 9, 10 интерметаллического сплава. Слой 11, 12 металлического сплава имеет состав, близкий к составу расплавленного металла в ванне. Он образуется из расплавленного металла, уносимого листом, когда он проходит через ванну расплавленного металла во время нанесения покрытия погружением.
Слой 11, 12 металлического сплава представляет собой, например, слой алюминия, слой алюминиевого сплава или слой сплава на основе алюминия.
В этом контексте под алюминиевым сплавом понимается сплав, включающий более 50% масс. алюминия. Сплав на основе алюминия является сплавом, в котором алюминий является основным элементом по массе.
Например, слой 11, 12 металлического сплава представляет собой слой алюминиевого сплава, дополнительно включающего кремний. В частности, слой 11, 12 металлического сплава включает по массе:
- 8% ≤ Si ≤ 11%,
- 2% ≤ Fe ≤ 4%,
остальное представляет собой алюминий и возможные примеси.
Слой 11, 12 металлического сплава имеет, например, толщину 19-33 мкм или 10-20 мкм.
В примере, показанном на фиг. 1, где предварительное покрытие 7, 8 включает слой 11, 12 металлического сплава, толщина слоя 9, 10 интерметаллического сплава обычно составляет порядка нескольких микрометров. В частности, его средняя толщина обычно составляет 2-7 микрометров.
Конкретная структура предварительного покрытия 7, 8, включающего слой 9, 10 интерметаллического сплава и слой 11, 12 металлического сплава, полученного методом горячего погружения, в частности, раскрыта в EP 2007545.
Согласно другому осуществлению, алюминийсодержащее предварительное покрытие 7, 8 включает только слой 9, 10 интерметаллического сплава, как описано выше. В этом случае толщина слоя 9, 10 интерметаллического сплава составляет, например, 10 - 40 мкм. Такое предварительное покрытие 7, 8, состоящее из слоя 9, 10 интерметаллического сплава, может быть получено, например, путём предварительного сплавления предварительного покрытия 7, 8, включающего слой 9, 10 из интерметаллического сплава и слой 11, 12 металлического сплава, как описано выше. Такую предварительную обработку сплавлением проводят при температуре и в течение времени выдержки, выбранных таким образом, чтобы сплавить предварительное покрытие 7, 8 с основой 3, 4 по меньшей мере на часть толщины предварительного покрытия 7, 8.
В частности, обработка предварительным сплавлением включает следующие стадии: нагрев листа до температуры предварительного сплавления, составляющей 620-1000°C, и выдержку предварительно сплавленного листа при этой температуре в течение времени, варьирующегося от нескольких минут до нескольких часов в зависимости от используемой температуры обработки. В этом случае слой 9, 10 интерметаллического сплава может сам состоять из различных интерметаллических подстилающих слоёв, таких как подстилающие слои Fe2Al5, FeAl3, FeAl, Fe6Al12Si5 и FeAl3.
Преимущественно, как показано на фиг. 1, на обеих основных сторонах основы 3, 4 находится алюминиевое предварительное покрытие 7, 8, как описано выше.
Первый и второй стальные листы 1, 2 с предварительным покрытием могут иметь идентичное предварительное покрытие 7, 8.
В качестве альтернативы предварительные покрытия 7, 8 первого и второго стальных листов 1, 2 с предварительным покрытием могут иметь различный состав.
Затем определяется теоретическое среднее содержание алюминия  в сварном соединении 22, полученном стыковой сваркой между вышеописанными первым и вторым стальными листами 1, 2 с предварительным покрытием, необязательно с использованием присадочного материала.
в сварном соединении 22, полученном стыковой сваркой между вышеописанными первым и вторым стальными листами 1, 2 с предварительным покрытием, необязательно с использованием присадочного материала.
В случае, если предполагается использование присадочного материала, присадочный материал предпочтительно представляет собой присадочный материал на основе стали, имеющий содержание алюминия менее или равное 0,05% масс.
Это определение выполняется любым способом, известным специалисту.
Например, теоретическое среднее содержание алюминия в сварном соединении 22 можно определить по следующей формуле:
 ,
,
где
представляет среднее теоретическое содержание алюминия в сварном соединении 22, в % масс.,
Alcoating представляет среднее содержание алюминия в алюминийсодержащем предварительном покрытии 7, 8, в % масс.,
Mc представляет массу на единицу площади алюминийсодержащего предварительного покрытия 7, 8 на каждом из двух стальных листов 1, 2 с предварительным покрытием, в г/м²,
β представляет долю присадочного материала на основе стали, необязательно добавляемого в сварочную ванну, в пределах 0-1, где β равна нулю в случае, когда присадочный материал не добавляется в сварочную ванну,
t1 представляет толщину первого стального листа 1 с предварительным покрытием, в мм, и
t2 представляет толщину второго стального листа 2 с предварительным покрытием, в мм.
Вышеуказанная формула может использоваться даже в том случае, когда используется присадочный материал, при условии, что присадочный материал включает содержание алюминия менее или равное 0,05% масс.
Вышеуказанная формула также может быть использована в случае, когда основы 3, 4 включают алюминий, при условии, что содержание алюминия в основах 3, 4 менее или равно 0,05% масс.
Доля β присадочного материала на основе стали, необязательно добавляемого в сварочную ванну, составляет, например, 0-0,5, то есть 0-50%, когда доля выражается в процентах.
В случае, когда теоретическое среднее содержание алюминия в сварном соединении 22 будет строго более 1,25% масс., способ согласно изобретению дополнительно включает стадию подготовки кромки 14 под сварку по меньшей мере одного из стальных листов с предварительным покрытием 1, 2 таким образом, чтобы после подготовки теоретическое среднее содержание алюминия в сварном соединении составляло 0,5-1,25% масс.
В частности, кромка 14 сварного шва рассматриваемого стального листа 1, 2 с предварительным покрытием является кромкой стального листа 1, 2 с предварительным покрытием, который предназначен для приваривания к другому стальному листу 1, 2 с предварительным покрытием.
Как более конкретно показано на фиг. 3, кромка 14 сварного шва включает периферийную часть стального листа 1, 2 с предварительным покрытием, который предназначен по меньшей мере для частичного включения в сварное соединение 22 во время стыковой сварки. Более конкретно, кромка 14 сварного шва включает боковую поверхность 13 стального листа 1, 2 с предварительным покрытием и часть листа 1,2 с предварительным покрытием, примыкающую к этой боковой поверхности 13 и включающую часть предварительного покрытия 7,8 и часть основы 3,4.
Более конкретно, стадия подготовки кромки 14 сварного шва, включающая удаление алюминийсодержащего предварительного покрытия 7, 8 по меньшей мере на часть его толщины по меньшей мере на одной основной поверхности 5, 6 по меньшей мере одного из первого и второго стального листа 1, 2 с предварительным покрытием. Предварительное покрытие 7, 8 удаляется над зоной удаления 18, проходящей от кромки 14 сварного шва, до боковой поверхности 13 стального листа 1, 2 с предварительным покрытием. Ширина зоны удаления 18 может составлять 0,5-2 мм от боковой поверхности 13 стального листа 1, 2 с предварительным покрытием. Пример подготовленного таким образом стального листа 1 с предварительным покрытием показан на фиг. 3.
Удаление предпочтительно проводить с помощью лазерного луча.
Преимущественно в зоне удаления 18 слой 11, 12 металлического сплава удаляется, в то время как слой 9, 10 интерметаллического сплава остаётся по меньшей мере на части своей толщины.
Более конкретно, в зоне удаления 18 слой 11, 12 металлического сплава удаляется, в то время как слой 9, 10 интерметаллического сплава остаётся неповреждённым.
Остаточный слой 9, 10 интерметаллического сплава защищает области сварной заготовки, непосредственно примыкающие к сварному соединению 22, от окисления и обезуглероживания во время последующих стадий горячей штамповки и от коррозии во время эксплуатации.
В примере, показанном на фиг. 3, слой 11, 12 металлического сплава был удалён на кромке 14 сварного шва над зоной удаления 18, оставляя слой 9, 10 интерметаллического сплава неповреждённым.
В частности, удаляемая часть предварительного покрытия 7, 8, а также количество основных поверхностей стальных листов 1, 2 с предварительным покрытием, с которых должно быть удалено предварительное покрытие 7, 8, таковы, что после удаления теоретическая среднее содержание алюминия в сварном соединении 22 составляет 0,5-1,25% масс.
В частности, предварительное покрытие 7, 8 может быть удалено по меньшей мере на часть его толщины на:
- только одной основной поверхности 5, 6 первого или второго стального листа 1, 2 с предварительным покрытием или
- на двух основных поверхностях, например, только на одной основной поверхности 5, 6 каждого из первого и второго стальных листов с предварительным покрытием 1, 2 или на двух основных поверхностях 5, 6 только одного из первого и второго стального листа 1,2 с предварительным покрытием; или
- на трёх основных поверхностях 5, 6, то есть на двух основных поверхностях 5, 6 одного из первого и второго стального листа 1, 2 с предварительным покрытием и только на одной основной поверхности 5, 6 другого стального листа 1, 2 с предварительным покрытием; или
- на четырёх основных поверхностях 5, 6, то есть на двух основных поверхностях 5, 6 первого и второго стальных листов 1, 2 с предварительным покрытием.
В случае, когда теоретическое среднее содержание алюминия в сварном соединении 22, полученном стыковой сваркой между первым и вторым стальными листами 1, 2 с предварительным покрытием на стадии подготовки, необязательно, с использованием присадочного материала, имеющего содержание алюминия менее или равное 0,05% масс., составляет 0,5-1,25% масс., сварка, в частности, выполняется на первом и втором стальных листах 1, 2 с предварительным покрытием без предварительного удаления покрытия 7, 8. Более конкретно, в этом случае сварка выполняется с первым и вторым стальными листами 1, 2 с предварительным покрытием, причём их предварительное покрытие 7, 8 остается неповреждённым по меньшей мере на кромках 14 сварного шва.
Необязательно даже в случае, когда теоретическое среднее содержание алюминия в сварном соединении 22, полученном стыковой сваркой между первым и вторым стальными листами 1, 2 с предварительным покрытием, предусмотренной на стадии подготовки, необязательно с использованием присадочного материала с содержанием алюминия менее или равным 0,05% масс., составляет 0,5-1,25% масс. и более конкретно строго больше 0,5% масс., предварительное покрытие 7, 8 может быть удалено по меньшей мере на часть его толщины на кромке 14 сварного шва по меньшей мере c одной основной поверхности 5, 6 по меньшей мере одного из стальных листов 1, 2 с предварительным покрытием и, например, только c одной основной поверхности 5, 6 по меньшей мере одного из двух стальных листов 1, 2 с предварительным покрытием. Например, предварительное покрытие 7, 8 удаляется по меньшей мере на часть его толщины на кромке сварного шва 14 только на одной основной поверхности 5, 6 каждого из двух стальных листов 1, 2 с предварительным покрытием. Эта дополнительная стадия удаления выполняется таким образом, чтобы теоретическое среднее содержание алюминия в сварном соединении 22, полученном сваркой подготовленных таким образом первого и второго стальных листа(ов) 1, 2 с предварительным покрытием, необязательно с использованием присадочного материала, содержащего не более 0,05% масс. алюминия, оставалось в количестве 0,5-1,25% масс.
В частности, такое удаление может быть выполнено для того, чтобы ещё больше снизить температуру Tt термообработки, используемую для последующей термообработки, причём температура Tt термообработки определяется, как описано ниже. Действительно, температура аустенизации Ac3(WJ) сварного соединения 22 снижается с уменьшением содержания алюминия. В частности, эта необязательная стадия удаления может быть проведена в случае, если температура термообработки Tt, определённая в отсутствие удаления, будет строго выше 950°C. Действительно, чтобы сохранить хорошую окрашиваемость и свариваемость, предпочтительно использовать температуру термообработки Tt, меньше или равную 950°C.
После определения теоретического среднего содержания алюминия в сварном соединении 22 и, если необходимо или желательно, стадии подготовки, способ дополнительно включает стадию стыковой сварки первого стального листа 1 с предварительным покрытием и второго стального листа 2 с предварительным покрытием с использованием лазерной сварки для получения сварного соединения 22 между первым и вторым стальными листами 1, 2 с предварительным покрытием и, таким образом, получения сварной стальной заготовки 15.
Сварное соединение 22 имеет содержание алюминия 0,5-1,25% масс.
Согласно одному осуществлению стадия сварки включает использование присадочного материала.
Присадочный материал предпочтительно представляет собой присадочный материал на основе стали, имеющий содержание алюминия меньше или равное 0,05% масс. Присадочный материал имеет низкое содержание алюминия, чтобы разбавить алюминий из покрытия.
Например, присадочный материал дополнительно включает аустенит-образующие элементы, чтобы частично уравновесить эффект алюминия предварительного покрытия 7, 8 на формирование феррита и/или интерметаллического соединения.
Присадочный материал представляет собой, например, присадочную проволоку или порошок.
Доля присадочного материала, добавляемого в сварочную ванну, составляет, например, 0-0,5.
Согласно одному примеру, присадочный материал имеет следующий состав по массе:
0,1% ≤ C ≤ 1,2%
0,01% ≤ Mn ≤ 10%
0,02% ≤ Ni ≤ 7%
0,02% ≤ Cr ≤ 5%
0,01% ≤ Si ≤ 2%,
необязательно:
следы ≤ Mo ≤ 1%
следы ≤ Ti ≤ 0,1%
следы ≤ V ≤ 0,1%
следы ≤ B ≤ 0,01%
следы ≤ Nb ≤ 0,1%
следы ≤ Al ≤ 0,05%.
остальное составляет железо и примеси, получаемые при изготовлении.
Согласно конкретным примерам присадочный материал может иметь один из составов W1, W2 или W3, описанных в таблице 1 ниже.
Таблица 1. Состав присадочной проволоки
Во всех этих композициях содержание выражено в массовых процентах.
Кроме того, для каждого состава остальная часть композиции составляет железо и неизбежные примеси.
В приведённой выше таблице 1 «-» означает, что композиция включает не более чем следы элемента.
Согласно варианту, стадия сварки является стадией автогенной сварки, что означает, что сварка выполняется без использования присадочного материала. В этом случае состав сварного соединения 22 зависит только от состава основы 3, 4 первого и второго стальных листов 1, 2 с предварительным покрытием и от количества предварительного покрытия 7, 8, включённого в сварное соединение 22.
Операция сварки приводит к образованию сварного шва 22 в месте соединения двух листов 1, 2.
Стадия сварки представляет стадию лазерной сварки, при которой лазерный луч 24 направляется на стык между двумя стальными листами 1, 2 с предварительным покрытием.
Стадия лазерной сварки выполняется, например, с использованием CO2-лазера, твёрдотельного лазера или полупроводникового лазера.
Лазерным источником предпочтительно является мощный лазер. Он может быть выбран, например, из СО2-лазера с длиной волны 10 микрометров, твёрдотельного лазера с длиной волны 1 микрометр или полупроводникового лазерного источника, например, диодного лазера с длиной волны 0,8 - 1 микрометр.
Мощность лазера выбирается в зависимости от толщины первого и второго стальных листов 1, 2 с предварительным покрытием. В частности, мощность выбирается так, чтобы обеспечить плавление сварных кромок 14 стальных листов 1, 2 с предварительным покрытием, а также достаточное перемешивание в сварном соединении 22. Мощность СО2-лазера составляет, например, 3-12 кВт. Мощность твёрдотельного или полупроводникового лазера составляет, например, 2-8 кВт.
Диаметр лазерного луча 24 в точке его попадания 26 на стальные листы 1, 2 с предварительным покрытием может составлять около 600 мкм для обоих типов лазерных источников.
Например, на стадии сварки сварка выполняется в предварительной атмосфере. Такая предварительная атмосфера, в частности, предотвращает окисление и обезуглероживание области, где выполняется сварка, образование нитрида бора в сварном соединении 22 и необязательное холодное растрескивание из-за поглощения водорода.
Предварительная атмосфера создается, например, инертным газом или смесью инертных газов. Инертными газами могут быть гелий или аргон или смесь этих газов.
Сварка может выполняться с использованием лазерного луча как единственного источника тепла.
Необязательно стадия лазерной сварки включает, помимо лазерного луча, дополнительный источник тепла, такой как, например, электрическая дуга или индукционный нагрев. Этот дополнительный источник тепла способствует плавлению кромок первого и второго стальных листов 1, 2 с предварительным покрытием для образования сварного соединения 22.
Необязательно стадия сварки включает использование присадочной проволоки 20, как показано пунктирными линиями на фиг. 1. В этом случае лазерный луч 24 дополнительно сконфигурирован для плавления присадочной проволоки 20 в точке 26 попадания лазерного луча. 24.
На стадии сварки расстояние между торцевыми сварными кромками 14 двух стальных листов 1, 2 с предварительным покрытием, например, меньше или равно 0,3 мм, и более конкретно меньше или равно 0,1 мм. Создание такого зазора между торцевыми сварными кромками 14 двух листов 1, 2 способствует осаждению материала из необязательной присадочной проволоки 20 во время операции сварки и предотвращает образование чрезмерной толщины сварного соединения 22.
В конце стадии сварки получается сварная стальная заготовка 15, как показано на фиг. 2.
После стадии сварки способ, согласно изобретению, включает стадию нагрева полученной таким образом сварной стальной заготовки 15 в печи термообработки.
В частности, стадия нагрева включает нагрев сварной стальной заготовки 15 до температуры термообработки Tt.
Согласно изобретению, температура термообработки Tt по меньшей мере на 10°C ниже, чем температура полной аустенизации Ac3(WJ) сварного соединения 22.
Температура полной аустенизации Ac3(WJ) сварного соединения 22 в °C, например, определяется из состава сварного соединения 22 по следующей формуле:
Ac3(WJ) = 102,2 × Al + 439 × C + 181,9 × Mn + 364,1 × Si + 148 × Al2 - 425,2 × C2 - 29,2 × Mn2 - 497,8 × Si2- 400 × Al × C + 9,9 × Al × Mn - 50,5 × Al × Si - 208,9 × C × Mn + 570,3, где Al, C, Mn и Si относятся, соответственно, к содержанию алюминия, углерода, марганца и кремния в сварном соединении 22 в % масс.
Приведённая выше формула для Ac3(WJ) может использоваться в диапазонах содержания, указанных в таблице 2 ниже:
Таблица 2. Диапазоны содержания формулы Ac3
В приведённой выше таблице 2:
- содержание выражено в массовых процентах.
- «-» означает, что нижнего предела нет.
Согласно изобретению, температура термообработки Tt больше по меньшей мере на 15°C, чем минимальная температура Tmin. В этом контексте минимальная температура Tmin определяется следующим образом:
где
Ac3 (WJ) - температура полной аустенизации сварного соединения 22, в °C,
Al представляет содержание алюминия в сварном соединении 22, в % масс., и

где
Ts1 представляет предел прочности при растяжении самой прочной основы 3 после штамповки, в МПа
Ts2 представляет предел прочности при растяжении самой непрочной основы 4 после штамповки, в МПа
β представляет долю присадочного материала, добавляемого в сварочную ванну, равную 0-1
CFW представляет содержание углерода в присадочном материале, в % масс.
ρ представляет отношение между толщиной стального листа 2 с предварительным покрытием, включающего самую непрочную основу 4, и толщиной стального листа 1 с предварительным покрытием, включающего самую прочную основу 3 (ρ = t2/t1).
В этом контексте основа будет менее прочной, чем другая, если у неё будет более низкий предел прочности при растяжении TS после штамповки.
Таким образом, минимальная температура Tmin может быть рассчитана на основе:
- химического состава сварного шва 22,
- свойств основ 3,4 стальных листов с предварительным покрытием 1, 2,
- в случае использования присадочного материала, доли и состава присадочного материала.
Стадия нагрева сварной заготовки 15 дополнительно включает стадию выдержки сварной стальной заготовки 15 при температуре термообработки Tt в течение времени 2 - 10 минут.
В конце стадии нагрева, поскольку сварная стальная заготовка 15 была нагрета до температуры, которая по меньшей мере на 10°C ниже, чем температура полной аустенизации Ac3(WJ) сварного соединения 22, микроструктура сварного соединения 22 не полностью аустенитная. Доля межкритического феррита в сварном соединении 22 зависит от разницы температур между температурой термообработки Tt и температурой полной аустенизации Ac3(WJ) сварного соединения 22. В частности, в конце стадии нагрева доля межкритического феррита  в сварном соединении 22 больше или равна 15% и по меньшей мере на 5% ниже максимальной доли межкритического феррита
в сварном соединении 22 больше или равна 15% и по меньшей мере на 5% ниже максимальной доли межкритического феррита  (15% ≤
(15% ≤  ≤ - 5%).
≤ - 5%).
Максимальную долю межкритического феррита  , в % можно определить по следующей формуле:
, в % можно определить по следующей формуле:
 ,
,
где
Ts1 представляет предел прочности при растяжении самой прочной основы 3 после штамповки, в МПа
Ts2 представляет предел прочности при растяжении самой непрочной основы 4 после штамповки, в МПа
β представляет долю присадочного материала, добавляемого в сварочную ванну, равную 0 - 1
CFW представляет содержание углерода в присадочном материале, в % масс
ρ представляет отношение между толщиной стального листа 2 с предварительным покрытием, включающего самую непрочную основу 4, и толщиной стального листа 1 с предварительным покрытием, включающего самую прочную основу 3 (ρ = t2/t1).
Как известно специалистам, доля межкритического феррита может быть измерена, например, путём прямой закалки сварной заготовки 15 после нагрева до температуры термообработки Tt. После адаптированного травления ниталем межкритический феррит выглядит как бледный компонент на сероватой мартенситной матрице.
Доля межкритического феррита в сварном соединении 22 также может быть определена посредством анализа изображения распределения марганца в образце, показывающего распределение содержания марганца в образце. Такое изображение может быть получено, например, путём анализа образца с помощью электронно-зондового микроанализа (EPMA). На этом изображении распределения, Mn области, демонстрирующие минимумы содержания Mn, совпадают с областями межкритического феррита, в то время как области, имеющие более высокое содержание Mn, соответствуют фазам, возникающим в результате превращения аустенита, образованного во время межкритического отжига. Следовательно, доля поверхности межкритического феррита соответствует доле поверхности областей минимумов содержания Mn на этом изображении. Этот метод, например, описан в документе Hanlon, D; Райкенберг, А; Leunis, E et al.: Quantitative phase analysis of multi-phase steels (Количественный фазовый анализ многофазных сталей), PHAST (2007), ISBN 92-79-02658-5, pages 77-79. Действительно, известно, что во время межкритического отжига происходит разделение марганца между аустенитом и ферритом, причём марганец мигрирует из феррита в аустенит, так что в конце межкритического отжига содержание Mn в межкритическом феррите строго меньше содержания Mn в аустените. Фазы, которые образуются из аустенита во время последующего охлаждения, такие как мартенсит, феррит и/или бейнит, получают содержание Mn как в аустените, в то время как межкритический феррит сохраняет более низкое содержание Mn в результате разделения. Следовательно, на изображении распределения Mn межкритический феррит можно отличить от других фаз и, в частности, от других типов феррита, и он соответствует областям, в которых содержание Mn минимально.
В контексте этой заявки все доли, относящиеся к микроструктуре, выражены в процентах площади поверхности.
В конце стадии нагрева микроструктура основ 3, 4 первого и второго стальных листов 1, 2 с предварительным покрытием является полностью аустенитной. В частности, из-за наличия алюминия из предварительного покрытия 5, 6 на сварных кромках 14 стальных листов 1, 2 с предварительным покрытием во время сварки, температура полной аустенизации Ac3 основ 3, 4 строго ниже, чем температура полной аустенизации Ac3(WJ) сварного соединения 22.
В конце стадии нагрева сварную стальную заготовку 15 подвергают горячей штамповке на прессе в стальную деталь штамповочным прессом. Например, из сварной стальной заготовки 15 формуют стальную деталь путём горячей штамповки с использованием адаптированного устройства для горячей штамповки.
Предпочтительно время передачи между печью термообработки и устройством штамповки менее или равно 10 секундам. Например, оно составляет 5-10 секунд. Время передачи выбирается как можно более коротким, чтобы избежать металлургических превращений в сварной заготовке 15, в частности образования феррита, перед горячей штамповкой.
Сформированная таким образом стальная деталь затем охлаждается со скоростью охлаждения, большей или равной критической скорости мартенситного или бейнитного охлаждения наиболее закаливаемой основы 3, 4 среди основ 3, 4 первого и второго стальных листов 1, 2 с предварительным покрытием.
Преимущественно стадия охлаждения выполняется в устройстве штамповки, например, с использованием устройства штамповки, снабжённого системой охлаждения, включающей, например, охлаждающие каналы, сформированные в устройстве штамповки.
Согласно изобретению в конце стадии охлаждения сварное соединение 22 имеет микроструктуру, включающую мартенсит и/или бейнит и долю межкритического феррита , превышающую или равную 15%, и по меньшей мере на 5% ниже, чем максимальная доля межкритического феррита  (15% ≤ ≤ - 5%). Максимальную долю межкритического феррита можно определить, как описано выше.
(15% ≤ ≤ - 5%). Максимальную долю межкритического феррита можно определить, как описано выше.
В конце стадии охлаждения по меньшей мере одна из основ 3, 4 имеет в основном мартенситную и/или бейнитную микроструктуру. Мартенсит и/или бейнит являются результатом превращения во время стадии охлаждения аустенита, образовавшегося во время стадии нагрева.
Согласно одному из примеров обе основы 3, 4 имеют в основном мартенситную и/или бейнитную структуру.
В этом контексте «в основном» означает, что микроструктура состоит из мартенсита и/или бейнита и не более 5% феррита.
Настоящее изобретение также относится к горячештампованной сваренной лазерной сваркой стальной детали, полученной с использованием описанного выше способа.
Деталь, в частности, является деталью, обеспечивающей безопасность при аварии, например, предотвращающей проникновение, или амортизирующей, конструктивной или обеспечивающей безопасность автомобилей.
Горячештампованная сваренная лазерной сваркой стальная деталь включает первую часть стальной детали с покрытием и вторую часть стальной детали с покрытием, соединенные сварным соединением 22, как описано выше.
Более конкретно, первая часть стальной детали с покрытием и вторая часть стальной детали с покрытием, соответственно, являются результатом горячей штамповки и охлаждения в устройстве штамповки первого и второго стальных листов 1, 2 с предварительным покрытием.
Более того, каждая часть стальной детали с покрытием включает стальную основу, имеющую по меньшей мере на одной из её основных поверхностей алюминийсодержащее покрытие, включающее железо и по меньшей мере 30% масс. алюминия.
В частности, алюминийсодержащее покрытие первой и второй частей стальной детали является результатом по меньшей мере частичного легирования предварительного покрытия 7, 8 во время горячей формовки.
Основы первой и второй частей стальной детали имеют составы, описанные выше для стальных листов с предварительным покрытием 1,2. Они являются результатом горячей штамповки и охлаждения основ 3, 4 стальных листов 1, 2 с предварительным покрытием.
Основа первой части стальной детали с покрытием имеет предел прочности при растяжении Ts1, строго превышающий предел прочности Ts2 основы второй части стальной детали с покрытием.
Например, первая часть стальной детали с покрытием имеет первую толщину и вторая часть стальной детали с покрытием имеет вторую толщину, и произведение первой толщины на предел прочности при растяжении первой части стальной детали с покрытием строго больше, чем произведение второй толщины на предел прочности при растяжении Ts2 второй части стальной детали с покрытием.
Сварное соединение 22 имеет содержание алюминия 0,5-1,25% масс.
Сварное соединение 22 имеет микроструктуру, включающую мартенсит и/или бейнит, и долю межкритического феррита  , превышающую или равную 15%, но по меньшей мере на 5% ниже, чем максимальная доля межкритического феррита (15% ≤ ≤ - 5%).
, превышающую или равную 15%, но по меньшей мере на 5% ниже, чем максимальная доля межкритического феррита (15% ≤ ≤ - 5%).
Максимальную долю межкритического феррита можно определить, как описано выше.
На горячештампованной стальной детали, сваренной лазерной сваркой, доля β присадочного материала, добавленного в сварочную ванну во время операции сварки, может быть определена путём измерения содержания алюминия  в сварном соединении 22 любым адаптированным методом. Зная содержание алюминия Alcoating в покрытиях сварных стальных листов и учитывая, что количество алюминия в присадочном материале незначительно, долю β можно рассчитать по формуле:
в сварном соединении 22 любым адаптированным методом. Зная содержание алюминия Alcoating в покрытиях сварных стальных листов и учитывая, что количество алюминия в присадочном материале незначительно, долю β можно рассчитать по формуле:  на основе формулы
на основе формулы
 ,
,
описанной выше. Затем можно определить содержание углерода CFW в присадочном материале на основании содержания углерода в основах 3, 4, доли β присадочного материала, определённой на основе содержания алюминия в сварном соединении 22, и измеренного содержания углерода в сварном соединении 22.
Предел прочности при растяжении сварного соединения 22 больше или равен пределу прочности при растяжении самой непрочной основы 4 после штамповки.
Сталь по меньшей мере на одной стороне сварного соединения 22, соответствующая стали по меньшей мере первой основы 3, имеет в основном мартенситную и/или бейнитную структуру. Например, сталь с обеих сторон сварного соединения 22, соответствующая стали первой основы 3 и второй основы 4, имеет в основном мартенситную и/или бейнитную структуру.
Авторы настоящего изобретения неожиданно установили, что когда сварная заготовка 15 подвергается термообработке в вышеописанных условиях, предел прочности при растяжении сварного соединения 22 будет строго больше, чем предел прочности при растяжении основы 4 второго стального листа 2 с предварительным покрытием, то есть основы, имеющей самый низкий предел прочности при растяжении. Поэтому при испытании на растяжение в направлении, перпендикулярном сварному соединению 22, деталь, полученная после вышеописанной термообработки, не разрушается в сварном соединении 22, даже если структура сварного соединения 22 после термообработки не является полностью мартенситной или бейнитной.
Поэтому способ, согласно изобретению, является особенно преимущественным, поскольку он позволяет получить удовлетворительные механические свойства при сниженных затратах. Действительно, при сварке вместе стальных листов с предварительным покрытием, включающих алюминийсодержащее предварительное покрытие, больше нет необходимости подбирать состав сварного соединения таким образом, чтобы температура полной аустенитизации сварного соединения была меньше или равной этой температуре основы, например, путём удаления предварительного покрытия с обеих сторон стальных листов с предварительным покрытием или путём добавления большого количества аустенит-образующих элементов в сварной шов с использованием присадочного материала, такого как присадочная проволока. В частности, исключение удаления предварительного покрытия с обеих сторон стальных листов сокращает общее время обработки. Кроме того, уменьшение количества аустенит-образующих элементов, которые должны быть добавлены с присадочным материалом, или даже отказ от использования присадочного материала полностью снижает производственные затраты и предотвращает проблемы, возникающие из-за добавления большой доли присадочного материала, в частности, в отношении геометрии сварного шва и получения однородной смеси материалов стальных листов с предварительным покрытием и присадочного материала в сварном соединении.
Авторы настоящего изобретения провели эксперименты E1 - E36, в которых сварные стальные заготовки 15 были изготовлены с использованием стальных листов 1, 2 с предварительным покрытием. Каждый стальной лист 1, 2 с предварительным покрытием имеет основу 3, 4, имеющую состав, описанный ниже (см. таблицу 5), и на обеих основных поверхностях предварительное покрытие 7, 8, сформированное методом горячего погружения, причём предварительное покрытие 7, 8 содержит слой 11, 12 металлического сплава, содержащий 88% масс. алюминия, 10% масс. кремния и 2% железа.
Общая масса на единицу площади предварительного покрытия 7, 8 на обеих основных сторонах каждого стального листа 1, 2 с предварительным покрытием до любой стадии удаления составляет 150 г/м².
После удаления слоя 11, 12 металлического сплава только на одной из основных поверхностей 5, 6 стальных листов с предварительным покрытием 1, 2, оставляя слой интерметаллического сплава 9, 10 нетронутым, общая масса на единицу площади остаточного предварительного покрытия 7, 8 на каждом из стальных листов 1, 2 с предварительным покрытием составляет 100 г/м².
Состав основ, использованных для экспериментов, раскрыт в таблице 3 ниже. Состав присадочной проволоки, использованной для экспериментов, раскрыт в таблице 4 ниже.
Таблица 3. Состав основ, использованных в экспериментах
Таблица 4. Состав присадочной проволоки, использованной в экспериментах
В приведённых выше таблицах 3 и 4 составы выражены в массовых процентах.
Кроме того, для каждой из композиций в таблицах 3 и 4 остальная часть композиции представляет собой железо и неизбежные примеси.
«-» означает, что композиция включает не более следов элемента.
Температуры полной аустенизации Ac3 и предел прочности при растяжении Ts указанных выше основ S1, S2 и S3 следующие:
S1: 834°С; Ts = 1500 МПа
S2: 858°С; Ts = 1050 МПа
S3: 806°С; Ts = 700 МПа
Стальные листы 1, 2 с предварительным покрытием сварены встык с использованием дискового лазера мощностью 5,6 кВт или YAG-лазера мощностью 4 кВт.
Во всех примерах использовалась предварительная атмосфера, состоящая из гелия или аргона, чтобы избежать окисления и обезуглероживания области, где выполняется сварка, а также образования нитрида бора в сварном соединении и возможного холодного растрескивания из-за поглощения водорода. Расход газа был больше или равен 15 л/мин.
Затем сварные заготовки 1 были подвергнуты термообработке, включая нагрев до температуры термообработки Tt, равной 920°C, и выдержку при этой температуре в течение шести минут, передачу заготовки в устройство горячей штамповки с временем передачи, выбранным таким образом, чтобы предотвратить образования феррита между нагревательной печью и устройством горячей штамповки, и затем охлаждение в устройстве штамповки в течение одной минуты со скоростью охлаждения, большей или равной 30°C/с, с тем, чтобы получить закалённую под прессом заготовку.
Экспериментальные условия, использованные для экспериментов E1 - E36, приведены в таблицах 5 и 6 ниже.
Затем из полученных таким образом термообработанных заготовок вырезают образцы в направлении, перпендикулярном сварному соединению.
Испытание на растяжение проводят при температуре окружающей среды (около 20°C) с использованием метода, описанного в следующих стандартах: NF EN ISO 4136 и NF ISO 6892-1 на образце для продольного растяжения типа EN 12,5 × 50 (240 × 30 мм), отбираемого параллельно направлению прокатки. Для каждой термообработанной сварной заготовки проведено 5 испытаний на растяжение.
Результаты испытаний на растяжение указаны в столбце «Место разрушения» в таблице 6 ниже, где указано место, в котором произошло разрушение во время испытания на растяжение.
В этом столбце:
- «BM» относится к повреждению металла основы, то есть основы одного из листов с предварительным покрытием,
- «Weld» означает повреждение сварного соединения; и
- «Mix» относится к случаям, когда одни образцы при растяжении разрушаются по сварному соединению, а другие по металлу основы.

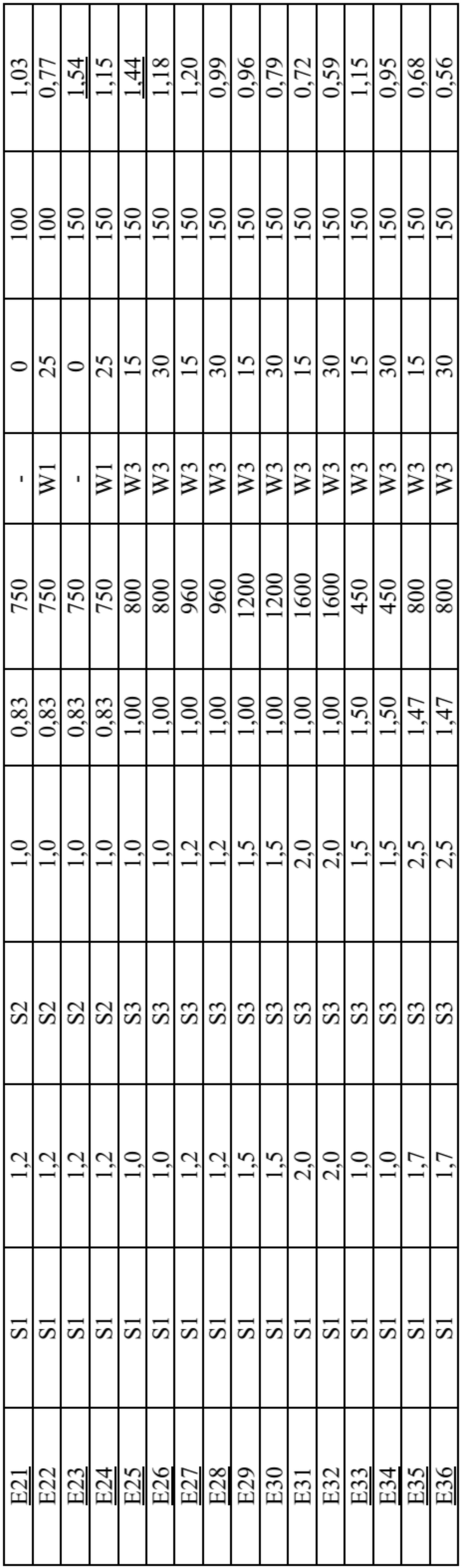
В приведённой выше таблице 5 масса предварительного покрытия 150 г/м² соответствует случаю, когда перед сваркой выполнялась стадия подготовки, т.е. предварительное покрытие остается неповреждённым на обеих основных сторонах стальных листов с предварительным покрытием во время сварки, тогда как масса предварительного покрытия 100 г/м² соответствует случаю, когда стальные листы с предварительным покрытием подготовлены перед сваркой путём удаления слоя металлического сплава 11, 12 только с одной основной поверхности каждого из стальных листов с предварительным покрытием 1, 2, оставляя слой интерметаллического сплава 9, 10 неповреждённым.


В приведённых выше таблицах 5 и 6 подчеркнуты примеры, не соответствующие изобретению.
Эти результаты показывают, что, когда сварная заготовка 15 нагревается до температуры термообработки, находящейся в пределах описанного выше диапазона температур, с временем выдержки 2-10 минут при температуре термообработки, перед штамповкой и охлаждением, разрушение происходит в самом непрочном металле основы («основа второго стального листа с предварительным покрытием» в вышеприведённых таблицах 5 и 6) сборки, а не в сварном соединении 22 (эксперименты E1, E2, E5, E10, E12, E13, E16, E18, E22 и E29 - E32).
Напротив, для температуры термообработки, которая строго меньше минимальной температуры термообработки Tmin + 15°C, и для времени выдержки, составляющего 2-10 минут при температуре термообработки, наблюдается повреждение, которое всегда происходит в сварном соединении 22 (эксперименты E3, E4, E6 - E8, E14, E15, E17, E19, E21, E23, E27 - E27 и E33 - E36) или появляется в сварном соединении 22 по меньшей мере в некоторых образцах при растяжении в рассматриваемых экспериментах (эксперименты E9, E11, E20, E24 и E28, обозначенные как «mix» в таблице).
Авторы изобретения также отметили, что во всех экспериментах, которые проводятся в соответствии с изобретением, сварное соединение 22 имеет микроструктуру, включающую долю межкритического феррита от 15% до  - 5%.
- 5%.
Эти результаты свидетельствуют о том, что, когда сварная заготовка 15 подвергается термообработке с использованием условий термообработки согласно изобретению, сварное соединение 22 имеет предел прочности при растяжении, который строго больше, чем у самого непрочного материала основы, соответствующего основе 4 второго стального листа 2 с предварительным покрытием. Следовательно, именно эта основа 4 образует самую непрочную зону детали, а не сварное соединение 22. Таким образом, разрушение произойдет в основе 4 второго стального листа 2 с предварительным покрытием, а не в самом сварном соединении. Эти результаты являются неожиданными, поскольку они получены даже в том случае, если сварное соединение 22 не было полностью аустенизировано и поэтому после термообработки не имеет в основном мартенситной и/или бейнитной микроструктуры.
Таким образом, способ, согласно изобретению, является особенно преимущественным, поскольку он позволяет определять оптимальные параметры процесса (включая минимальную температуру термообработки и количество добавляемого присадочного материала) для получения детали с удовлетворительными свойствами при минимизации стоимости и времени производства.

Изобретение относится к способу изготовления горчештампованной сваренной лазерной сваркой детали и горчештампованной детали. Обеспечивают первый и второй лист (1, 2) с предварительным покрытием. Осуществляют стыковую сварку первого и второго листов (1) с предварительным покрытием для получения заготовки (15). Затем нагревают заготовку (15) до температуры термообработки по меньшей мере на 10°C ниже температуры полной аустенитизации сварного соединения (22) и, по меньшей пере, на 15°C выше минимальной температуры Tmin, которую определяют в зависимости от температуры полной аустенизации сварного соединения (22), предела прочности при растяжении самой прочной и самой непрочной основы после штамповки, содержания углерода в присадочном материале, доли присадочного материала, отношения толщины самой непрочной и самой прочной основы. Осуществляют выдержку заготовки (15) при температуре термообработки в течение 2-10 минут. Выполняют штамповку заготовки (15) в деталь и охлаждение. В результате после штамповки получают деталь, имеющую удовлетворительные ударные характеристики даже при относительно высоком содержании алюминия в сварном соединении при относительно невысокой стоимости. 2 н. и 22 з.п. ф-лы, 6 табл., 3 ил.
1. Способ изготовления горячештампованной сваренной лазерной сваркой стальной детали, включающий следующие последовательные стадии:
- обеспечение первого стального листа (1) с предварительным покрытием и второго стального листа (2) с предварительным покрытием, при этом каждый из первого и второго стальных листов (1, 2) с предварительным покрытием содержит стальную основу (3, 4), причем по меньшей мере один из первого и второго стальных листов (1, 2) с предварительным покрытием имеет на по меньшей мере одной из своих основных поверхностей алюминийсодержащее предварительное покрытие (7, 8), содержащее по меньшей мере 50 мас.% алюминия,
при этом первый стальной лист (1) с предварительным покрытием имеет первую толщину (t1), а второй стальной лист (2) с предварительным покрытием имеет вторую толщину (t2),
при этом основа (3, 4) первого стального листа (1) с предварительным покрытием имеет после горячей штамповки предел прочности при растяжении (Ts1), превышающий предел прочности при растяжении (Ts2) после горячей штамповки основы (4) второго стального листа (2) с предварительным покрытием, и
при этом произведение первой толщины (t1) на предел прочности при растяжении (Ts1) после горячей штамповки первого стального листа (1) с предварительным покрытием превышает произведение второй толщины (t2) на предел прочности при растяжении (Ts2) после горячей штамповки второго стального листа (2) с предварительным покрытием, затем
- удаление алюминийсодержащего предварительного покрытия (7, 8) по меньшей мере на части его толщины на по меньшей мере одной из основной поверхности (5, 6) на кромке (14) сварного шва по меньшей мере одного из первого и второго стальных листов (1, 2) с предварительным покрытием по меньшей мере, если рассчитанное среднее содержание алюминия ( ) в сварном соединении (22), полученном стыковой сваркой первого и второго стальных листов (1,2) с предварительным покрытием, полученных на стадии их обеспечения, с использованием присадочного материала, содержащего не более 0,05 мас.% алюминия, или без использования присадочного материала, составляет больше 1,25 мас.%, таким образом, чтобы рассчитанное среднее содержание алюминия () в сварном соединении (22), полученном стыковой сваркой обработанных таким образом первого и второго стальных листов (1,2) с предварительным покрытием, необязательно с использованием присадочного материала, содержащего не более 0,05 мас.% алюминия, составляло 0,5 - 1,25 мас.%,
) в сварном соединении (22), полученном стыковой сваркой первого и второго стальных листов (1,2) с предварительным покрытием, полученных на стадии их обеспечения, с использованием присадочного материала, содержащего не более 0,05 мас.% алюминия, или без использования присадочного материала, составляет больше 1,25 мас.%, таким образом, чтобы рассчитанное среднее содержание алюминия () в сварном соединении (22), полученном стыковой сваркой обработанных таким образом первого и второго стальных листов (1,2) с предварительным покрытием, необязательно с использованием присадочного материала, содержащего не более 0,05 мас.% алюминия, составляло 0,5 - 1,25 мас.%,
- стыковую сварку первого стального листа (1) с предварительным покрытием и второго стального листа (2) с предварительным покрытием с использованием лазерной сварки, чтобы получить сварное соединение (22) между первым и вторым стальными листами (1, 2) с предварительным покрытием, тем самым получая сварную заготовку (15), причем стадия сварки включает или не включает использование присадочного материала (20),
- нагрев сварной заготовки (15) до температуры термообработки (Tt), причем температура термообработки (Tt) по меньшей мере на 10°C ниже температуры полной аустенитизации (Ac3(WJ)) сварного соединения (22) и по меньшей мере на 15°C выше минимальной температуры Tmin, где

где
Ac3(WJ) - температура полной аустенизации сварного соединения (22), в °C,
Al - содержание алюминия в сварном соединении (22), мас.%,
 - максимальное содержание межкритического феррита в сварном соединении (22), рассчитанное по следующей формуле
- максимальное содержание межкритического феррита в сварном соединении (22), рассчитанное по следующей формуле
 ,
,
где
Ts1 - предел прочности при растяжении самой прочной основы (3) после горячей штамповки, в МПа,
Ts2 - предел прочности при растяжении самой непрочной основы (4) после горячей штамповки, в МПа,
CFW - содержание углерода в присадочном материале, мас.%,
β - доля присадочного материала, добавляемого в сварочную ванну, составляющая 0 - 1,
ρ - отношение между толщиной стального листа (2) с предварительным покрытием, включающего самую непрочную основу, и толщиной стального листа (1) с предварительным покрытием, включающего самую прочную основу (ρ = t2/t1),
и выдержка сварной заготовки (15) при температуре термообработки (Tt) в течение времени 2 - 10 минут;
- горячую штамповку сварной заготовки (15) в стальную деталь; и
- охлаждение сформированной таким образом стальной детали со скоростью охлаждения, большей или равной критической скорости мартенситного или бейнитного охлаждения наиболее закаливаемой основы среди основ (3, 4) первого и второго стальных листов (1, 2) с предварительным покрытием так, чтобы получить горячештампованную сварную стальную деталь.
2. Способ по п. 1, в котором после горячей штамповки отношение между пределом прочности при растяжении (Ts1) основы (3) первого стального листа (1) с предварительным покрытием и пределом прочности при растяжении (Ts2) основы (4) второго стального листа (2) с предварительным покрытием больше или равно 1,2.
3. Способ по п. 1 или 2, в котором содержание углерода в основе (3) первого стального листа (1) с предварительным покрытием выше по меньшей мере на 0,05 мас.%, чем содержание углерода в основе (4) второго стального листа (2) с предварительным покрытием.
4. Способ по любому из пп. 1 - 3, в котором каждый из первого и второго стальных листов (1, 2) с предварительным покрытием, полученных на стадии обеспечения, имеет алюминийсодержащее предварительное покрытие (7, 8), содержащее по меньшей мере 50 мас.% алюминия, по меньшей мере на одной из своих основных поверхностей (5, 6).
5. Способ по любому из пп. 1 - 4, в котором первый и второй стальные листы (1, 2) с предварительным покрытием, полученные на стадии обеспечения, имеют алюминийсодержащее предварительное покрытие (7, 8), содержащее по меньшей мере 50 мас.% алюминия, на обеих основных поверхностях (5, 6).
6. Способ по любому из пп. 1 - 5, в котором во время стыковой сварки алюминийсодержащее предварительное покрытие (7, 8) остаётся неповреждённым на обеих основных поверхностях (5, 6) по меньшей мере одного из первого стального листа (1) с предварительным покрытием и второго стального листа (2) с предварительным покрытием.
7. Способ по любому из пп. 1 - 6, дополнительно включающий перед стыковой сваркой стадию подготовки кромки (14) сварного шва по меньшей мере одного из первого и второго стальных листов (1,2) с предварительным покрытием посредством удаления алюминийсодержащего предварительного покрытия (7, 8) по меньшей мере на часть его толщины по меньшей мере на одной его основной поверхности (5, 6), даже если рассчитанное среднее содержание алюминия () в сварном соединении (22), полученном стыковой сваркой первого и второго стальных листов (1, 2) с предварительным покрытием, приготовленных на стадии обеспечения, с использованием присадочного материала, содержащего не более 0,05 мас.% алюминия, или без использования присадочного материала, составляет 0,5 - 1,25 мас.%.
8. Способ по любому из пп. 1 - 7, в котором сталь основы (3, 4) по меньшей мере одного из первого и второго стальных листов (1, 2) с предварительным покрытием включает, мас.%:
0,10 ≤ C ≤ 0,5
0,5 ≤ Mn ≤ 3
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤ 1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
P ≤ 0,1
В ≤ 0,010,
остальное составляет железо и примеси, получаемые при изготовлении.
9. Способ по п. 8, в котором сталь основы (3, 4) по меньшей мере одного из первого и второго стальных листов (1, 2) с предварительным покрытием включает, мас.%:
0,15 ≤ C ≤ 0,25
0,8 ≤ Mn ≤ 1,8
0,1 ≤ Si ≤ 0,35
0,01 ≤ Cr ≤ 0,5
Ti ≤ 0,1
Al ≤ 0,1
S ≤ 0,05
P ≤ 0,1
В ≤ 0,005,
остальное составляет железо и примеси, получаемые при изготовлении.
10. Способ по любому из пп. 1 - 7, в котором сталь основы (3, 4) по меньшей мере одного из первого и второго стальных листов (1, 2) с предварительным покрытием включает, мас.%:
0,040 ≤ C ≤ 0,100
0,70 ≤ Mn ≤ 2,00
Si ≤ 0,50
S ≤ 0,009
Р ≤ 0,030
0,010 ≤ Al ≤ 0,070
0,015 ≤ Nb ≤ 0,100
Ti ≤ 0,080
N ≤ 0,009
Cu ≤ 0,100
Ni ≤ 0,100
Cr ≤ 0,2
Мо ≤ 0,100
Ca ≤ 0,006,
остальное составляет железо и примеси, получаемые при изготовлении.
11. Способ по любому из пп. 1 - 7, в котором сталь основы (3, 4) по меньшей мере одного из первого и второго стальных листов (1, 2) с предварительным покрытием включает, мас.%:
0,06 ≤ C ≤ 0,100
1,4 ≤ Mn ≤ 1,9
0,2 ≤ Si ≤ 0,5
0,010 ≤ Al ≤ 0,070
0,04 ≤ Nb ≤ 0,06
3,4xN ≤ Ti ≤ 8xN
0,02 ≤ Cr ≤0,1
0,0005 ≤ B ≤ 0,004
0,001 ≤ S ≤ 0,009,
остальное составляет железо и примеси, получаемые при изготовлении.
12. Способ по любому из пп. 1 - 7, в котором сталь основы (3, 4) по меньшей мере одного из первого и второго стальных листов (1, 2) с предварительным покрытием включает, мас.%:
0,24 ≤ C ≤ 0,38
0,40 ≤ Mn ≤ 3
0,10 ≤ Si ≤ 0,70
0,015 ≤ Al ≤ 0,070
0 ≤ Cr ≤ 2
0,25 ≤ Ni ≤ 2
0,015 ≤ Ti ≤ 0,10
0 ≤ Nb ≤ 0,060
0,0005 ≤ B ≤ 0,0040
0,003 ≤ N ≤ 0,010
0,0001 ≤ S ≤ 0,005
0,0001 ≤ P ≤ 0,025,
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
и содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
сталь необязательно включает один или несколько из следующих элементов:
0,05 ≤ Mo ≤ 0,65
0,001 ≤ W ≤ 0,30
0,0005 ≤ Ca ≤ 0,005,
остальное составляет железо и примеси, получаемые при изготовлении.
13. Способ по любому из пп. 1 - 12, в котором лазерную сварку выполняют с использованием защитного газа, в частности гелия и/или аргона.
14. Способ по любому из пп. 1 - 13, в котором первый и второй стальные листы (1, 2) с предварительным покрытием имеют разную толщину.
15. Способ по любому из пп. 1 - 14, в котором сварку проводят без использования присадочного материала.
16. Способ по любому из пп. 1 - 14, в котором сварку проводят с использованием присадочного материала.
17. Способ по п. 16, в котором присадочный материал имеет следующий состав, мас.%:
0,1 ≤ C ≤ 1,2
0,01 ≤ Mn ≤ 10
0,02 ≤ Ni ≤ 7
0,02 ≤ Cr ≤ 5
0,01 ≤ Si ≤ 2,
необязательно:
следы ≤ Mo ≤ 1
следы ≤ Ti ≤ 0,1
следы ≤ V ≤ 0,1
следы ≤ B ≤ 0,01
следы ≤ Nb ≤ 0,1
следы ≤ Al ≤ 0,05,
остальное составляет железо и примеси, получаемые при изготовлении.
18. Горячештампованная стальная деталь, сваренная лазерной сваркой, указанная стальная деталь содержит первую часть стальной детали с покрытием и вторую часть стальной детали с покрытием,
при этом каждая часть стальной детали с покрытием содержит стальную основу, причем по меньшей мере одна из первой части стальной детали с покрытием и второй части стальной детали с покрытием имеет по меньшей мере на одной из своих основных поверхностей алюминийсодержащее покрытие, содержащее по меньшей мере 30 мас.% алюминия,
первая часть стальной детали с покрытием имеет первую толщину (t1), а вторая часть стальной детали с покрытием имеет вторую толщину (t2), причём основа первой части стальной детали с покрытием имеет предел прочности при растяжении (Ts1), превышающий предел прочности при растяжении (Ts2) основы (4) второй части стальной детали с покрытием, причем произведение первой толщины (t1) на предел прочности (Ts1) первой части стальной детали с покрытием больше, чем произведение второй толщины (t2) на предел прочности при растяжении (Ts2) второй части стальной детали с покрытием;
при этом первая и вторая части стальных деталей с покрытием соединены сварным соединением (22), причем указанное сварное соединение (22) имеет содержание алюминия 0,5 - 1,25 мас.%, а микроструктура указанного сварного соединения (22) содержит мартенсит и/или бейнит и долю межкритического феррита ( ), составляющую от 15% до максимальной доли межкритического феррита (
), составляющую от 15% до максимальной доли межкритического феррита ( ) - 5%, причем максимальная доля межкритического феррита () определяется по следующей формуле:
) - 5%, причем максимальная доля межкритического феррита () определяется по следующей формуле:
 ,
,
где
Ts1 - предел прочности при растяжении самой прочной основы (3) после горячей штамповки, в МПа,
Ts2 - предел прочности при растяжении самой непрочной основы (4) после горячей штамповки, в МПа,
β - доля присадочного материала, добавляемого в сварочную ванну, составляющая 0 - 1,
CFW - содержание углерода в присадочном материале, в мас.%,
ρ - отношение между толщиной части стальной детали с покрытием, имеющей самую непрочную основу, и толщиной части стальной детали с покрытием, имеющей самую прочную основу (ρ = t2/t1),
при этом основа (3, 4) по меньшей мере одной из первой и второй частей стальной детали с покрытием, имеет в основном мартенситную и/или бейнитную микроструктуру.
19. Стальная деталь по п. 18, в которой отношение между пределом прочности при растяжении (Ts1) основы первой части стальной детали с покрытием и пределом прочности при растяжении (Ts2) основы второй части стальной детали с покрытием больше или равно 1,2.
20. Стальная деталь по п. 18 или 19, в которой сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием включает, мас.%:
0,10 ≤ C ≤ 0,5
0,5 ≤ Mn ≤ 3
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤ 1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
P ≤ 0,1
В ≤ 0,010,
остальное составляет железо и примеси, получаемые при изготовлении.
21. Стальная деталь по п. 20, в которой сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием включает, мас.%:
0,15 ≤ C ≤ 0,25
0,8 ≤ Mn ≤ 1,8
0,1 ≤ Si ≤ 0,35
0,01 ≤ Cr ≤ 0,5
Ti ≤ 0,1
Al ≤ 0,1
S ≤ 0,05
P ≤ 0,1
В ≤ 0,005,
остальное составляет железо и примеси, получаемые при изготовлении.
22. Стальная деталь по любому из п. 18 или 19, в которой сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием включает, мас.%:
0,040 ≤ C ≤ 0,100
0,70 ≤ Mn ≤ 2,00
Si ≤ 0,50
S ≤ 0,005
Р ≤ 0,030
0,010 ≤ Al ≤ 0,070
0,015 ≤ Nb ≤ 0,100
Ti ≤ 0,080
N ≤ 0,009
Cu ≤ 0,100
Ni ≤ 0,100
Cr ≤ 0,2
Мо ≤ 0,100
Ca ≤ 0,006,
остальное составляет железо и примеси, получаемые при изготовлении.
23. Стальная деталь по п. 18 или 19, в которой сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием включает, мас.%:
0,24 ≤ C ≤ 0,38
0,40 ≤ Mn ≤ 3
0,10 ≤ Si ≤ 0,70
0,015 ≤ Al ≤ 0,070
0 ≤ Cr ≤ 2
0,25 ≤ Ni ≤ 2
0,015 ≤ Ti ≤ 0,10
0 ≤ Nb ≤ 0,060
0,0005 ≤ B ≤ 0,0040
0,003 ≤ N ≤ 0,010
0,0001 ≤ S ≤ 0,005
0,0001 ≤ P ≤ 0,025,
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов, мас.%:
0,05 ≤ Mo ≤ 0,65
0,001 ≤ W≤ 0,30
0,0005 ≤ Ca ≤ 0,005,
остальное составляет железо и примеси, получаемые при изготовлении.
24. Стальная деталь по п. 18 или 19, в которой сталь основы по меньшей мере одной из первой и второй частей стальной детали с покрытием включает, мас.%:
0,06 ≤ C ≤ 0,100
1,4 ≤ Mn ≤ 1,9
0,2 ≤ Si ≤ 0,5
0,010 ≤ Al ≤ 0,070
0,04 ≤ Nb ≤ 0,06
3,4xN ≤ Ti ≤ 8xN
0,02 ≤ Cr ≤ 0,1
0,0005 ≤ B ≤ 0,004
0,001 ≤ S ≤ 0,009,
остальное составляет железо и примеси, получаемые при изготовлении.
| DE 102015115915 A1, 23.03.2017 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОТА ИЗ ЗЕМЛЯНИКИ | 2009 |
|
RU2374910C1 |
| US 20160368094 A1, 22.12.2016 | |||
| КОМПОЗИЦИЯ ДЛЯ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ ИНФЕКЦИИ MYCOPLASMA HYORHINIS И СПОСОБ ПОЛУЧЕНИЯ УКАЗАННОЙ КОМПОЗИЦИИ | 2020 |
|
RU2737971C1 |
| EP 2896466 A1, 22.07.2015 | |||
| DE 102013101953 A1, 28.08.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |
| СПОСОБ СОЕДИНИТЕЛЬНОЙ СВАРКИ ОСНАЩЕННЫХ ПОКРЫТИЕМ СТАЛЬНЫХ ЛИСТОВ | 2012 |
|
RU2573454C2 |

