Настоящее изобретение относится к способу получения сварной стальной заготовки, к сварной стальной заготовке, полученной таким образом, к способу получения сварной, сформованной горячим прессованием и охлажденной стальной детали из сварной стальной заготовки и к полученной таким образом сварной, сформованной горячим прессованием и охлаждением стальной детали.
Способы получения сварных деталей из стальных листов различного состава и/или толщины, которые сварены встык друг с другом, известны из уровня техники. Более конкретно, сварные заготовки обычно нагревают до температуры, обеспечивающей аустенизацию стали, и затем подвергают горячему прессованию и охлаждению в аппарате горячего прессования. Композицию стали можно подобрать таким образом, чтобы обеспечить возможность последующих операций нагревания и прессования, а также придать сварной стальной детали высокую механическую прочность, высокую ударную вязкость и хорошую коррозионную стойкость.
Стальные детали указанного типа применяются, в частности, в автомобильной промышленности, и более конкретно для изготовления деталей против несанкционированного доступа, конструкционных деталей или деталей, обеспечивающих безопасность автомобилей.
С целью предотвращения коррозии стальные листы предварительно покрывают грунтовкой на основе алюминия, которую наносят путем погружения в расплав ванны, содержащей алюминий. Если стальные листы свариваются без какой-либо предварительной подготовки, предварительное покрытие на основе алюминия будет разбавлено стальной подложкой в расплавленном металле во время операции сварки. В диапазоне содержания алюминия в предварительном покрытии затем могут протекать два явления.
Если локальное содержание алюминия в расплавленном металле является высоким, то образуются интерметаллические соединения в сварном шве, что является результатом разбавления части предварительного покрытия в расплавленном металле и сплавления, которое происходит в течение последующего нагревания сварного шва до стадии горячего прессования. Эти интерметаллические соединения являются центрами, где, наиболее вероятно, может происходить зарождение трещин.
Кроме того, алюминий стимулирует повышение температуры аустенизации (Ac3) в сварном шве, причем эта модификация аустенитной области будет приобретать все большее значение по мере повышения содержания алюминия в сварном шве. В некоторых случаях, это может предотвратить полную аустенизацию сварного шва, которая обязательно происходит при нагревании до прессования и является первой стадией, необходимой для горячей штамповки и получения мартенситной структуры в сварном шве после горячего прессования и охлаждения.
Более того, алюминий также оказывает отрицательное воздействие на способность к закаливанию сварного шва, поскольку алюминий повышает критическую скорость охлаждения, необходимую для получения мартенситной или бейнитной структуры в сварном шве в течение охлаждения.
Следовательно, уже невозможно получать мартенсит или бейнит в течение охлаждения после горячего прессования, и полученный таким образом сварной шов будет содержать феррит. Тогда сварной шов будет обладать меньшей твердостью и механической прочностью, чем два примыкающих листа стали, и поэтому представляет собой наиболее слабую часть детали.
В опубликованном патенте EP2007545 описано решение проблемы, состоящее в удалении поверхностного слоя металлического сплава на кромке сварного шва предварительно покрытых стальных листов, который, как предполагается, будет внедряться, по меньшей мере частично, в зону сварного соединения металла. Указанное удаление может быть осуществлено путем щёточной очистки или с использованием лазерного луча. Слой интерметаллического сплава сохраняется с целью обеспечения коррозионной стойкости и для предотвращения явлений обезуглероживания и окисления в течение термической обработки, предшествующей операции прессования. В этом случае влияние алюминия уменьшается из-за локального удаления поверхностного слоя покрытия.
Однако авторы настоящей заявки на патент обнаружили, что даже в случае удаления поверхностного слоя металлического сплава на кромке сварного шва предварительно покрытых стальных листов, сварной шов еще может иметь несоответствующие механические характеристики. Конечно, концентрация алюминия в сварном шве еще может быть достаточно высокой, благодаря наличию выступающих частей покрытия на боковой поверхности стального листа, на кромке сварного шва, в результате операции удаления, и/или для тонких стальных листов, например, имеющих толщину меньше или равную 1,0 мм.
В документах EP 2 737971, US 2016/0144456 и WO 2014075824 описана попытка разработать способ, в котором предварительно покрытые листы сваривают без предварительного удаления предварительного покрытия, с использованием присадочной проволоки, содержащей элементы, стабилизирующие аустенит, такие как углерод, марганец или никель, с целью получения полностью мартенситной структуры в сварном шве, после горячего прессования и охлаждения, несмотря на присутствие алюминия в шве, в результате плавления предварительного покрытия.
Однако указанные способы не являются вполне удовлетворительными, поскольку в них рассматривается только одна из проблем, связанных с присутствием алюминия в сварочной ванне: компенсация температуры аустенизации (Ac3) и, в некоторых случаях, применение высокоуглеродистой присадочной проволоки может вызвать сегрегацию в сварном шве. Действительно, авторы настоящего изобретения обнаружили, что способы, описанные в указанных выше документах, не позволяют получить удовлетворительные механические свойства для деталей, полученных после горячего прессования и охлаждения, особенно при содержании алюминия больше или равном 0,7% по массе в сварном шве. В частности, для таких деталей существует высокая вероятность повреждения в сварном шве при испытании на растяжение в направлении, обратном сварному шву.
Способ, раскрытый в документах WO 2015/086781 и EP 2942143, также относится к указанной проблеме, причем описаны способы, в которых предварительно покрытые стальные листы свариваются с использованием особых методов сварки со специфическими материалами наполнителя.
Более конкретно, в документе WO 2015/086781 предлагается использовать двухточечную лазерную сварку, подводя материал наполнителя в виде металлического порошка, который имеет следующий состав, в процентах по массе: C: 0-0,03 масс.%, Mo: 2,0-3,0 масс.%, Ni: 10-14 масс.%, Mn: 1,0-2,0 масс.%, Cr: 16-18 масс.% и Si: 0,0-1,0 масс.%, причем остальное представляет собой железо.
В документе EP 2 942143 предлагается использовать гибридную лазерно/дуговую сварку с использованием дуговой сварки с горелкой, расположенной перед лазерным лучом, подводя материал наполнителя в виде присадочной проволоки, которая имеет следующий состав C:0-0,3 масс.%, Mo: 0-0,4 масс.%, Ni: 6-20 масс.%, Mn: 0,5-7 масс.%, Cr: 5-22 масс.% и Si: 0-1,3 масс.%, Nb: 0-0,7 масс.%, причем остальное представляет собой железо.
Указанные способы также являются неудовлетворительными. Действительно, авторы настоящего изобретения обнаружили, что применение присадочной проволоки, описанной в этих документах, приводит к высокой вероятности повреждения детали после горячего прессования и охлаждения, в зоне непосредственно примыкающей к сварному шву.
Кроме того, применение гибридной лазерно/дуговой сварки является нежелательным, поскольку при гибридной лазерно/дуговой сварке невозможно достижение таких же скоростей сварки, как при лазерной сварке, и поэтому происходит уменьшение общей производительности процесса.
Более того, добавление порошка обычно труднее осуществить в крупномасштабной промышленной установке, чем присадочной проволоки.
Во всех способах, основанных на добавлении материала наполнителя, упомянутых выше, только устанавливаются диапазоны химического состава материала наполнителя, причем, поскольку параметры и условия сварки оказывают влияние на интенсивность расхода материала наполнителя, единственная присадочная проволока может привести к весьма различному химическому составу сварного шва. Поэтому оказывается, что описание состава одной присадочной проволоки является недостаточным для решения упомянутых выше проблем.
Следовательно, целью изобретения является разработка способа получения сварной стальной заготовки из двух указанных, предварительно покрытых листов, который обеспечивает получение, после горячего прессования и охлаждения, детали, обладающей удовлетворительными характеристиками безопасности при столкновении, даже при относительно высоком содержании алюминия в сварном шве.
Для этой цели, в частности, желательно полностью устранить хрупкое разрушение в сварном шве.
Для этой цели в изобретении предложен способ получения сварной стальной заготовки, который включает в себя последовательные стадии:
- предоставление двух предварительно покрытых листов, причем каждый предварительно покрытый лист содержит стальную подложку (3), имеющий предварительное покрытие на каждой из двух главных поверхностей, предварительное покрытие, включающее слой интерметаллического сплава, содержащего по меньшей мере железо и алюминий, и необязательно, слой металлического сплава простирающийся поверх слоя интерметаллического сплава, причем слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на основе алюминия,
каждый предварительно покрытый лист, включающий на каждой из двух главных поверхностей, на кромке сварного шва, предназначенной для включения, по меньшей мере частично, внутрь сварного шва, зону удаления, в которой удалено предварительное покрытие над устраняемой частью, составляющей между 30% и 100% от толщины предварительного покрытия;
- сварка встык предварительно покрытых листов с использованием присадочной проволоки с целью создания сварного шва в месте соединения предварительно покрытых листов, причем сварной шов имеет среднее содержание алюминия AlWJ в диапазоне между 0,1 масс.% и 1,2 масс.%,
где
- состав присадочной проволоки и доля присадочной проволоки, добавленной в сварочную ванну, выбирают таким образом, чтобы полученный таким образом сварной шов имел характеристики:
(a) коэффициент закаливания FTWJ сварного шва такой, что  (критерий C1),
(критерий C1),
где:
- FTBM представляет собой коэффициент закаливания наименее упрочняемой стальной подложки среди стальных подложек двух предварительно покрытых листов, и
- коэффициенты закаливания FTWJ и FTBM определяются с использованием следующей формулы: FT=128 + 1553xC + 55xMn + 267xSi + 49xNi + 5xCr - 79xAl - 2xNi² - 1532xC² - 5xMn² - 127xSi² - 40xCxNi - 4xNixMn, где Al, Cr, Ni, C, Mn и Si означают соответственно среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе, от области, для которой следует определить коэффициент закаливания, причем указанная область является сварным швом в случае FTWJ и наименее упрочняемой подложкой в случае FTBM,
(b) среднее содержание никеля NiWJ в сварном шве удовлетворяет следующему соотношению: NiWJ ≤ 14-3,4xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C2); и
(c) среднее содержание хрома CrWJ в сварном шве удовлетворяет следующему соотношению: CrWJ ≤ 5-2xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C3).
Согласно конкретным вариантам осуществления способ может включать один или несколько следующих признаков, взятых отдельно или согласно любой технически возможной комбинации:
- сталь подложки по меньшей мере одного из предварительно покрытых листов, и, например, каждый предварительно покрытый лист содержит, по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 4,5%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,010%,
остальное представляет собой железо и примеси, появившиеся при производстве.
- подложка каждого предварительно покрытого листа выполнена из стали, упрочняющейся при прессовании;
- среднее содержание алюминия в сварном шве больше или равно 0,15 масс.%;
-среднее содержание алюминия в сварном шве меньше или равно 0,8 масс.%;
- среднее содержание никеля в сварном шве заключено между 0,1 масс.% и 13,6 масс.%, и более конкретно между 0,2 масс.% и 12,0 масс.%;
- сварная стальная заготовка является такой, что после горячего прессования и охлаждения, ударная вязкость по Шарпи сварного шва при 20°C составляет больше или равна 25 Дж/см², и предел прочности на разрыв сформованной горячим прессованием и охлажденной сварной стальной заготовки больше или равен пределу прочности на разрыв наиболее слабой подложки среди подложек предварительно покрытых листов, причем наиболее слабая подложка представляет собой подложку, для которой произведение толщины на предел прочности на разрыв после горячего прессования и охлаждения является минимальным;
- присадочная проволока имеет содержание углерода, заключенное между 0,01 масс.% и 0,45 масс.%;
- по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, устраняемая часть составляет строго меньше, чем 100% от толщины предварительного покрытия;
- по меньшей мере для одного предварительно покрытого листа, предварительное покрытие включает в себя слой металлического сплава, простирающийся поверх слоя интерметаллического сплава, причем слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на основе алюминия, и по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, слой металлического сплава удален по всей толщине, в то время как слой интерметаллического сплава остается цельным в зоне удаления на каждой главной поверхности предварительно покрытого листа;
- по меньшей мере для одного предварительно покрытого листа, предусмотренного на стадии обеспечения, и, например, для обоих предварительно покрытых листов, в зоне удаления на каждой главной поверхности предварительно покрытого листа, устраняемая часть равна 100%, таким образом, предварительное покрытие удаляется по всей толщине листа;
- кроме того, способ включает, до стадии обеспечения, стадию получения двух предварительно покрытых листов из соответствующих исходных предварительно покрытых листов, эта стадия включает субстадию получения зоны удаления на каждой главной поверхности каждого предварительно покрытого листа путем удаления предварительного покрытия на удаляемой части, заключенной между 30% и 100% толщины предварительного покрытия путем лазерного удаления на кромке сварного шва предварительно покрытого листа;
- стадия получения двух предварительно покрытых листов включает в себя:
- предоставление двух исходных предварительно покрытых листов,
- размещение этих двух исходных предварительно покрытых листов рядом, оставляя между ними заданный зазор; и
- одновременное устранение, путем лазерного удаления, предварительного покрытия на двух смежных исходных предварительно покрытых листах для того, чтобы одновременно создать зону удаления на смежных поверхностях указанных двух исходных предварительно покрытых листов, причем лазерный луч перекрывает два смежных исходных предварительно покрытых листа в течение стадии удаления, и, необязательно, в течение стадии сварки, подготовленные таким образом два смежных предварительно покрытых листа сваривают лазерным лучом, пятно которого перекрывают два смежных предварительно покрытых листа, причем время между концом лазерного удаления и началом сварки предпочтительно составляет меньше или равное 10 секундам;
- кроме того, способ включает, до сварки встык, подготовку кромки сварного шва по меньшей мере одного из предварительно покрытых листов, используя по меньшей мере, одну из следующих технологических стадий: обработка щетками, механическая обработка, зенкование и/или фацетирование;
- стадия сварки осуществляется с использованием лазерного луча;
- два предварительно покрытых листа имеют одинаковую толщину;
- два предварительно покрытых листа имеют различную толщину;
- по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, стальная подложка содержит, по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,005%,
остальное представляет собой железо и примеси, появившиеся при производстве.
- для одного предварительно покрытого листа, сталь подложки содержит, по массе:
0,040% ≤ C ≤ 0,100%
0,80% ≤ Mn ≤ 2,00%
Si ≤ 0,30%
S ≤ 0,005%
P ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,100%
Mo ≤ 0,100%
Ca ≤ 0,006%,
остальное представляет собой железо и примеси, появившиеся при производстве.
- для одного предварительно покрытого листа, сталь подложки содержит, по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0 % ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
где содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W ≤ 0,30%
0,0005 % ≤ Ca ≤ 0,005%,
остальное представляет собой железо и примеси, неизбежно появляющиеся при производстве.
- сварка осуществляется с использованием защитного газа, в частности гелия и/или аргона.
Кроме того, изобретение относится к способу получения сварной, сформованной горячим прессованием и охлажденной стальной детали, который включает в себя последовательные стадии:
- осуществление способа, который определен выше, с целью получения сварной стальной заготовки;
- нагревание сварной стальной заготовки для того, чтобы получить полностью аустенитную структуру в подложках предварительно покрытого листа;
- горячее прессование сварной стальной заготовки в аппарате прессования с целью получения стальной детали; и
- охлаждение стальной детали в аппарате прессования.
Согласно конкретному варианту осуществления указанного способа получения сварной, сформованной горячим прессованием и охлажденной стальной детали, во время стадии охлаждения, скорость охлаждения больше или она равна скорости охлаждения бейнита или мартенсита для наиболее упрочняемого среди подложек предварительно покрытого листа.
Кроме того, изобретение относится к сварной стальной заготовке, включающей два предварительно покрытых листа, где каждый предварительно покрытый лист включает стальную подложку, имеющую предварительное покрытие на каждой из основных поверхностей, где предварительное покрытие включает слой интерметаллического сплава,
включающий по меньшей мере железо и алюминий, и необязательно, слой металлического сплава, простирающийся поверх слоя интерметаллического сплава, причем слой металлического сплава представляет собой слой алюминия, слой алюминиевого сплава или слой сплава на основе алюминия,
предварительно покрытые листы, соединенные сварным швом, причем сварной шов имеет среднее содержание алюминия, заключенное между 0,1 масс.% и 1,2 масс.%, и сварной шов дополнительно характеризуется:
(a) таким коэффициентом закаливания FTWJ сварного шва, что  (критерий C1), где:
(критерий C1), где:
- FTBM представляет собой коэффициент закаливания наименее упрочняемой стальной подложки среди стальных подложек двух предварительно покрытых листов, и
- коэффициенты закаливания FTWJ и FTBM определяются с использованием следующей формулы: FT= 128 + 1553xC + 55xMn + 267xSi + 49xNi + 5xCr - 79xAl - 2xNi² - 1532xC² - 5xMn² - 127xSi² - 40xCxNi - 4xNixMn, где Al, Cr, Ni, C, Mn и Si соответственно означают среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе, в области, для которой следует определить коэффициент закаливания, причем эта область представляет собой сварной шов, в случае FTWJ, и наименее упрочняемую подложку в случае FTBM, и
(b) среднее содержание никеля NiWJ в сварном шве удовлетворяет следующему соотношению: NiWJ ≤ 14-3,4xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C2); и
(c) среднее содержание хрома CrWJ в сварном шве удовлетворяет следующему соотношению: CrWJ ≤ 5-2xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C3), и
каждый предварительно покрытый лист, включающий на каждой из двух главных поверхностей, смежных сварному шву, промежуточную зону, в которой предварительное покрытие удалено над устраняемой частью, заключенной между 30% и 100% толщины предварительного покрытия.
Согласно конкретным вариантам осуществления сварной стальной заготовки, сварная стальная заготовка включает в себя один или несколько следующих признаков, взятых отдельно или согласно любой технически возможной комбинации:
- сталь подложки по меньшей мере одного из предварительно покрытых листов, и, например, двух предварительно покрытых листов содержит, по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 4,5%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,010%,
остальное представляет собой железо и примеси, появившиеся при производстве,
- подложка каждого предварительно покрытого листа выполнена из стали, упрочняющейся при прессовании;
- для предварительно покрытого листа ширина промежуточной зоны заключена между 5 мкм и 2000 мкм от кромки сварного шва;
- по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, устраняемая часть равна 100% толщины предварительного покрытия;
- по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, устраняемая часть составляет строго меньше, чем 100% от толщины предварительного покрытия;
- по меньшей мере для одного предварительно покрытого лист, и, например, для обоих предварительно покрытых листов, предварительное покрытие содержит слой металлического сплава, простирающийся поверх слоя интерметаллического сплава, слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на основе алюминия, и где по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, слой металлического сплава удален по всей толщине, тогда как слой интерметаллического сплава остается цельным в зоне удаления на каждой главной поверхности предварительно покрытого листа;
- содержание никеля в сварном шве заключено между 0,1 масс.% и 13,6 масс.%, и более конкретно между 0,2 масс.% и 12,0 масс.%;
- сварная стальная заготовка является такой, что после горячего прессования и охлаждения, ударная вязкость по Шарпи сварного шва при 20°C больше или равна 25 Дж/см²; и предел прочности на разрыв сварной стальной заготовки, сформованной горячим прессованием и охлажденной, больше или равен пределу прочности на разрыв наиболее слабой подложки среди подложек предварительно покрытого листа, причем наиболее слабая подложка означает подложку, для которой произведение толщины на предел прочности на разрыв после горячего прессования и охлаждения является минимальным;
- сварной шов является таким, что после горячего прессования и охлаждения максимальное изменение твердости ΔHV(WJ) поперек сварного шва составляет меньше или равно 20% от средней твердости HVmean(WJ) сварного шва;
- каждая промежуточная зона включает в себя бороздчатость затвердевания, причем бороздчатость затвердевания на смежных основных поверхностях двух предварительно покрытых листов является симметричной относительно вертикальной медианной плоскости между двумя предварительно покрытыми листами;
- каждая промежуточная зона включает в себя внутреннюю кромку, расположенную на сварном шве, и внешнюю кромку, расположенную вдали от сварного шва, и где расстояние между внешними кромками смежных промежуточных зон двух предварительно покрытых листов является постоянным вдоль продольного направления сварного шва;
- по меньшей мере для одного предварительно покрытого листа, и, например, для обоих предварительно покрытых листов, сталь подложки содержит, по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,005%,
остальное представляет собой железо и примеси, появившиеся при производстве;
- для одного предварительно покрытого листа, сталь подложки содержит, по массе:
0,040% ≤ C ≤ 0,100%
0,80% ≤ Mn ≤ 2,00%
Si ≤ 0,30%
S ≤ 0,005%
P ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,100%
Mo ≤ 0,100%
Ca ≤ 0,006%,
причем остальное представляет собой железо и примеси, появившиеся при производстве;
- для одного предварительно покрытого листа, сталь подложки содержит, по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0 % ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
причем содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42
и содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W ≤ 0,30%
0,0005 % ≤ Ca ≤ 0,005%,
причем остальное представляет собой железо и примеси, неизбежно появляющиеся при производстве.
Кроме того, изобретение относится к сварной, сформованной горячим прессованием и охлажденной стальной детали, содержащей первую часть покрытой стальной детали и вторую часть покрытой стальной детали, причем каждая часть покрытой стальной детали, включает стальную подложку, имеющую по меньшей мере на одной из главных поверхностей покрытие, включающее по меньшей мере железо и алюминий,
причем первая и вторая покрытые части стальной детали соединены сварным швом, сварной шов имеет среднее содержание алюминия, заключенное между 0,1 масс.% и 1,2 масс.%, и сварной шов дополнительно характеризуется тем, что:
(a) коэффициент закаливания FTWJ сварного шва соответствует критерию C1  , где:
, где:
- FTBM означает коэффициент закаливания наименее упрочняемой стальной подложки среди стальных подложек двух предварительно покрытых листов, и
- коэффициенты закаливания FTWJ и FTBM определяются с использованием следующей формулы: FT = 128 + 1553xC + 55xMn + 267xSi + 49xNi + 5xCr - 79xAl - 2xNi² - 1532xC² - 5xMn² - 127xSi² - 40xCxNi - 4xNixMn, где Al, Cr, Ni, C, Mn и Si означают соответственно среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе, для области, в которой следует определить коэффициент закаливания, причем эта область представляет собой сварной шов в случае FTWJ и наименее упрочняемую подложку в случае FTBM,
(b) среднее содержание никеля NiWJ в сварном шве удовлетворяет следующему соотношению: Ni ≤ 14 – 3,4xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C2); и
(c) среднее содержание хрома CrWJ в сварном шве удовлетворяет следующему соотношению: Cr ≤ 5 - 2xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C3), и
каждая часть покрытой стальной детали, включающая на каждой из двух главных поверхностей, смежных сварному шву, промежуточную зону, в которой толщина покрытия является строго меньше, чем в смежных зонах части покрытой стальной детали, расположенных на большем расстоянии от сварного шва, чем промежуточная зона, или где покрытие отсутствует.
Согласно конкретным вариантам осуществления сварной, сформованной горячим прессованием и охлажденной стальной детали, сварная, сформованная горячим прессованием и охлажденная стальная деталь может включать в себя один или несколько следующих признаков, взятых отдельно или согласно любой технически возможной комбинации:
- стальная подложка по меньшей мере одной из первой и второй частей стальной детали, и, например, первой и второй частей стальной детали, содержит, по массе:
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 4,5%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,010%,
остальное представляет собой железо и примеси, появившиеся при производстве,
- подложка каждой из первой и второй частей стальной детали выполнена из стали, упрочняющейся при прессовании;
- каждая промежуточная зона включает в себя бороздчатость затвердевания, причем бороздчатость затвердевания на смежных основных поверхностях двух покрытых частей стальной детали является симметричной относительно вертикальной медианной плоскости между двумя покрытыми частями стальной детали;
- каждая промежуточная зона содержит внутреннюю кромку, расположенную на сварном шве, и внешнюю кромку, расположенную вдали от сварного шва, и где расстояние между внешними кромками смежных промежуточных зон двух покрытых частей стальной детали является постоянным вдоль продольного направления сварного шва;
- средняя твердость по Виккерсу HVmean(WJ) в сварном шве составляет меньше или равна 700 HV;
- среднее содержание никеля в сварном шве заключено между 0,1 масс.% и 13,6 масс.%, и более конкретно между 0,2 масс.% и 12,0 масс.%;
- ударная вязкость по Шарпи сварного шва при 20°C составляет больше или равна 25 Дж/см² и предел прочности на разрыв сварной, сформованной горячим прессованием и охлажденной стальной детали больше или он равен пределу прочности на разрыв наиболее слабой подложки среди подложек покрытых частей стальной детали, причем наиболее слабой является подложка, для которой произведение толщины на предел прочности на разрыв является минимальным;
- максимальное изменение твердости ΔHV(WJ) поперек сварного шва составляет меньше или равно 20% от средней твердости HVmean (WJ) сварного шва;
- стальная подложка по меньшей мере одной среди первой и второй частей покрытой стальной детали, и, например, первой и второй частей покрытой стальной детали содержит, по массе:
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,005%,
остальное представляет собой железо и примеси, появившиеся при производстве;
- стальная подложка одной среди первой и второй частей покрытой стальной детали содержит, по массе:
0,040% ≤ C ≤ 0,100%
0,80% ≤ Mn ≤ 2,00%
Si ≤ 0,30%
S ≤ 0,005%
P ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,100%
Mo ≤ 0,100%
Ca ≤ 0,006%,
остальное представляет собой железо и примеси, появившиеся при производстве;
- стальная подложка одной среди первой и второй частей покрытой стальной детали содержит, по массе:
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0 % ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
где содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42
и содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W ≤ 0,30%
0,0005 % ≤ Ca ≤ 0,005%,
причем остальное представляет собой железо и примеси, неизбежно появляющиеся при производстве.
Кроме того, изобретение относится к применению сварной, сформованной горячим прессованием и охлажденной стальной детали, которая описана выше, для производства деталей против несанкционированного доступа или поглотителей энергии для автомобиля.
Изобретение можно лучше понять при чтении последующего описания, приведенного только с целью примера, и со ссылкой на прилагаемые чертежи, в которых:
фиг. 1 представляет собой общий вид предварительно покрытого листа, включающий зону удаления в предварительном покрытии на периферии листа;
фиг. 2 представляет собой общий вид исходного предварительно покрытого листа;
на фиг. 3 показан схематический вид в разрезе начальной стадии сварки по способу согласно изобретению,
на фиг. 4 показан схематический вид в разрезе конечной стадии сварки по способу согласно изобретению, и
на фиг. 5 показан схематический вид в разрезе сварной стальной заготовки согласно изобретению.
Во всей заявке на патент содержание элементов выражено в процентах по массе (масс.%).
Изобретение относится к способу получения сварной стальной заготовки 1.
Способ включает в себя первую стадию получения двух предварительно покрытых листов 2.
Как показано на фиг. 1, каждый предварительно покрытый лист 2 включает в себя две главные поверхности 4 и по меньшей мере одну боковую поверхность 13, простирающимися между двумя главными поверхностями 4, от одной главной поверхности 4 до другой. В показанном на фиг. 1 примере предварительно покрытый лист 2 имеет четыре боковых поверхности 13. Например, боковые поверхности 13 образуют угол с одной главной поверхностью 4 в диапазоне между 60° и 90°.
Каждый предварительно покрытый лист 2 включает в себя металлическую подложку 3, имеющую на каждой из главных поверхностей, предварительное покрытие 5. Предварительное покрытие 5 наносится на подложку 3 и контактирует с ней.
Более конкретно металлическая подложка 3 представляет собой стальную подложку.
Более конкретно стальная подложка 3 является сталью, имеющей ферритно-перлитную микроструктуру.
Предпочтительно, подложка 3 выполнена из стали, предназначенной для термообработки, более конкретно из стали, упрочняющейся при прессовании, и, например, бор-марганцевой сталью, например, такой как сталь типа 22MnB5.
Согласно одному вариант осуществления, стальная подложка 3 включает в себя, и в частности состоит из (% по массе):
0,10% ≤ C ≤ 0,5%
0,5% ≤ Mn ≤ 3%
0,1% ≤ Si ≤ 1%
0,01% ≤ Cr ≤ 1%
Ti ≤ 0,2%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,010%,
остальное представляет собой железо и примеси, появившиеся при производстве.
Более конкретно, стальная подложка 3 включает в себя, и в частности состоит из (% по массе):
0,15% ≤ C ≤ 0,25%
0,8% ≤ Mn ≤ 1,8%
0,1% ≤ Si ≤ 0,35%
0,01% ≤ Cr ≤ 0,5%
Ti ≤ 0,1%
Al ≤ 0,1%
S ≤ 0,05%
P ≤ 0,1%
B ≤ 0,005%,
остальное представляет собой железо и примеси, появившиеся при производстве.
Согласно альтернативе, стальная подложка 3 включает в себя, и в частности состоит из (% по массе):
0,040% ≤ C ≤ 0,100%
0,80% ≤ Mn ≤ 2,00%
Si ≤ 0,30%
S ≤ 0,005%
P ≤ 0,030%
0,010% ≤ Al ≤0,070%
0,015% ≤ Nb ≤ 0,100%
Ti ≤ 0,080%
N ≤ 0,009%
Cu ≤ 0,100%
Ni ≤ 0,100%
Cr ≤ 0,100%
Mo ≤ 0,100%
Ca ≤ 0,006%,
остальное представляет собой железо и примеси, появившиеся при производстве.
Согласно альтернативе, стальная подложка 3 включает в себя, и в частности состоит из (% по массе):
0,24% ≤ C ≤ 0,38%
0,40% ≤ Mn ≤ 3%
0,10% ≤ Si ≤ 0,70%
0,015% ≤ Al ≤ 0,070%
0% ≤ Cr ≤ 2%
0,25% ≤ Ni ≤ 2%
0,015% ≤ Ti ≤ 0,10%
0 % ≤ Nb ≤ 0,060%
0,0005% ≤ B ≤ 0,0040%
0,003% ≤ N ≤ 0,010%
0,0001% ≤ S ≤ 0,005%
0,0001% ≤ P ≤ 0,025%,
где содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
 ,
,
сталь необязательно включает один или несколько из следующих элементов:
0,05% ≤ Mo ≤ 0,65%
0,001% ≤ W ≤ 0,30%
0,0005 % ≤ Ca ≤ 0,005%,
остальное представляет собой железо и примеси, неизбежно появляющиеся при производстве.
Согласно одному примеру, подложки 3 двух предварительно покрытых листов 2 имеют одинаковый состав.
Согласно другому примеру, подложки 3 двух предварительно покрытых листов 2 имеют различный состав. В частности, две подложки 3 имеют различный состав, причем каждый выбирают среди четырех композиций, указанных выше. Например, стальная подложка 3 одного предварительно покрытого листа 2 имеет первый состав, указанный выше, тогда как стальная подложка 3 другого предварительно покрытого листа 2 имеет состав, который выбирают среди второй, третьей или четвертой композиции, указанных выше.
Подложка 3 может быть получена, в зависимости от желательной толщины, путем прокатки и/или холодной прокатки с последующим отжигом, или с помощью любого другого подходящего способа.
Подложка 3 преимущественно имеет толщину, заключенную между 0,8 мм и 5 мм, и более конкретно, она заключена между 1,0 мм и 3,0 мм. Два предварительно покрытых листа 2 могут иметь одинаковую толщину или различную толщину.
Предварительное покрытие 5 получают путем горячего покрытия маканием, то есть, путем погружения подложки 3 в ванну расплавленного металла.
Предварительное покрытие 5 содержит по меньшей мере слой интерметаллического сплава 9 в контакте с подложкой 3. Слой интерметаллического сплава 9 содержит по меньшей мере железо и алюминий. В частности, слой интерметаллического сплава 9 образуется за счет взаимодействия между подложкой 3 и расплавленным металлом ванны. Более конкретно, слой интерметаллического сплава 9 содержит интерметаллические соединения типа Fex-Aly, и более конкретно Fe2Al5.
В примере, показанном на фиг. 1, предварительное покрытие 5 дополнительно включает в себя слой металлического сплава 11, простирающийся поверх слоя интерметаллического сплава 9. Слой металлического сплава 11 имеет состав, который близок к составу расплавленного металла в ванне. Слой образуется за счет расплавленного металла, увлеченного листом, когда он перемещается внутри ванны расплавленного металла в течение горячего покрытия маканием. Слой металлического сплава 11 является слоем алюминия, или слоем алюминиевого сплава, или слоем сплава на основе алюминия.
В этом контексте термин алюминиевый сплав относится к сплаву, включающему больше 50% по массе алюминия. Термин сплав на основе алюминия относится к сплаву, в котором алюминий является основным элементом, по массе.
Например, слой металлического сплава 11 представляет собой слой алюминиевого сплава, дополнительно включающий кремний. Более конкретно, слой металлического сплава 11 содержит, по массе:
- 8% ≤ Si ≤ 11%,
- 2% ≤ Fe ≤ 4%,
остальное представляет собой алюминий и возможные примеси.
Слой металлического сплава 11 имеет, например, толщину, заключенную между 19 мкм и 33 мкм или между 10 мкм и 20 мкм.
В примере, показанном на фиг. 1, где предварительное покрытие 5 включает слой металлического сплава 11, толщина слоя интерметаллического сплава 9 обычно имеет порядок несколько микрометров. В частности, средняя толщина слоя обычно заключена между 2 и 8 микрометров.
Конкретная структура предварительного покрытия 5, включающего слой интерметаллического сплава 9 и слой металлического сплава 11, полученного путем горячего покрытия маканием, в частности раскрыта в патенте EP 2007545.
Согласно другому варианту осуществления предварительное покрытие 5 содержит только слой интерметаллического сплава 9, который описан выше. В этом случае толщина слоя интерметаллического сплава 9, например, заключена между 10 мкм и 40 мкм. Указанное предварительное покрытие 5, состоящее из интерметаллического сплава 9, может быть получено, например, подвергая предварительному сплавлению предварительное покрытие 5, включающее слой интерметаллического сплава 9 и слой металлического сплава 11, который описан выше. Указанную обработку путем предварительного сплавления проводят при выбранных температуре и времени выдержки таким образом, чтобы предварительное покрытие 5 сплавилось с подложкой 3 по меньшей мере на части толщины предварительного покрытия 5. Более конкретно, обработка предварительного сплавления может включать следующие стадии: нагревание листа до температуры предварительного сплавления, заключенной между 700°C и 900°C, и выдерживание предварительно сплавленного листа при этой температуре в течение времени, заключенного между 2 минут и 200 часов. В этом случае слой интерметаллического сплава 9 может состоять из различных интерметаллических подслоев, таких как подслои Fe2Al5, FeAl3, FeAl, Fe6Al12Si5 и FeAl3.
Преимущественно, как показано на фиг. 1, подложка 3 имеет предварительное покрытие 5, которое описано выше, на обеих главных поверхностях 4.
Кроме того, как показано на фиг. 1, для каждого предварительно покрытого листа 2, предварительное покрытие 5 удалено на кромке сварного шва 14 предварительно покрытого листа 2, на каждой главной поверхности 4 предварительно покрытого листа 2, с целью создания зоны удаления 18 на кромке сварного шва 14. Более конкретно, предварительное покрытие 5 удалено над устраняемой частью F, составляющей между 30% и 100% (включая границы) толщины предварительного покрытия 5.
Кромка сварного шва 14 включает в себя периферическую часть предварительно покрытого листа 2, которая предназначена для по меньшей мере частичного включения внутрь сварного шва 22 во время сварки встык. Более конкретно, кромка сварного шва 14 включает боковую поверхность 13 предварительно покрытого листа 2 и часть предварительно покрытого листа 2 продолжающегося от этой боковой поверхности 13 и включающий часть предварительного покрытия 5 и часть подложки 3.
Удаление удаляемой части F предварительного покрытия 5 на кромке сварного шва 14 предпочтительно проводят с использованием лазерного луча, то есть, путем лазерного удаления.
Зона удаления 18 может простираться по ширине, заключенной между 0,5 мм и 3 мм от боковой поверхности 13 листа 2.
Преимущественно, устраняемая часть F составляет строго меньше, чем 100%, это означает, что только часть предварительного покрытия 5 удаляется в зоне удаления 18, тогда как часть покрытия остается.
Например, в варианте осуществления, показанном на фиг. 1, в зоне удаления 18, слой металлического сплава 11 удаляется, в то время как слой интерметаллического сплава 9 остается по меньшей мере на части толщины слоя. В этом случае оставшийся слой интерметаллического сплава 9 защищает области сварной заготовки 1, непосредственно смежные сварному шву 22, от окисления и обезуглероживания в течение последующих стадий горячего прессования и от коррозии во время эксплуатации.
Согласно варианту осуществления, во время стадии удаления, слой интерметаллического сплава 9 остается целым или сохраняет часть исходной толщины строго меньше, чем 100%, например, только такую как 60%, 80% или 90% от исходной толщины.
Согласно альтернативному варианту осуществления (не показан), во время стадии удаления предварительное покрытие 5 удаляется по всей толщине в зоне удаления 18. В указанном варианте осуществления устраняемая часть соответствует 100% толщины предварительного покрытия 5. В этом варианте осуществления предварительное покрытие 5 отсутствует в зоне удаления 18.
Более конкретно, способ включает, до стадии обеспечения, стадию получения двух предварительно покрытых листов 2, как показано на фиг. 1, из соответствующих исходных предварительно покрытых листов 2', как показано на фиг. 2.
Исходные предварительно покрытые листы 2' имеют практически такую же геометрию и состав, как предварительно покрытые листы 2, единственным отличием является отсутствие зон удаления 18. Другими словами, предварительное покрытие 5 исходных предварительно покрытых листов 2' остается целым на обеих главных поверхностях 4 исходных предварительно покрытых листов 2'. Покрытие полностью остается на двух главных поверхностях исходных предварительно покрытых листов 2'.
Эта стадия включает в себя субстадию получения зоны удаления 18 на каждой главной поверхности 4 каждого предварительно покрытого листа 2 путем удаления предварительного покрытия 5 поверх удаляемой части F на кромке сварного шва 14 с помощью лазерного удаления.
Необязательно, способ дополнительно включает стадию подготовки кромки сварного шва 14 по меньшей мере на одном из предварительно покрытых листов 2, и, например, на обоих предварительно покрытых листах 2.
Подготовка кромки сварного шва 14 может включать по меньшей мере, одну из следующих технологических стадий:
- обработка щетками кромки сварного шва 14,
- механическая обработка кромки сварного шва 14,
- зенкование кромки сварного шва 14, и/или
- фацетирование кромки сварного шва 14.
Стадия обработки щетками обеспечивает частичное удаление следов предварительного покрытия 5 на кромке сварного шва 14, и более конкретно на боковой поверхности 13, полученной в результате процесса механического резания и/или при удалении предварительного покрытия 5 на кромке сварного шва 14.
Зенкование или фацетирование кромки сварного шва 14 позволяет увеличить количество добавленного материала наполнителя без образования избыточной толщины сварного шва 22.
Механическая обработка кромки сварного шва 14 проводится в случае, когда форма кромки сварного шва 14 до обработки является недостаточно правильной для лазерной сварки.
Кроме того, способ включает стадию сварки встык предварительно покрытых листов 2, после необязательной подготовки кромки сварного шва 14, с использованием присадочной проволоки 20 для того, чтобы получить сварную стальную заготовку 1.
Фиг. 3 и 4 иллюстрируют две стадии сварки с целью получения сварной стальной заготовки 1.
В показанном на фиг. 3 и 4 примере два предварительно покрытых листа 2 представляют собой предварительно покрытые листы, показанные на фиг. 1, которые включают зону удаления 18 на соответствующих кромках сварного шва 14, где слой металлического сплава 11 удален по всей толщине, в то время как слой интерметаллического сплава 9 остается целым.
Процесс сварки приводит к образованию зоны расплавленного металла в месте соединения между двумя листами 2, который в последующем затвердевает, образуя сварной шов 22.
Стадия сварки в частности является стадией лазерной сварки, где лазерный луч 24 направлен к соединению между двумя листами 2. Указанному лазерному лучу 24 придают форму, обеспечивающую плавление присадочной проволоки 20 в точке воздействия 26 лазерного луча 24.
Стадию лазерной сварки проводят, например, с использованием CO2 лазера или твердотельного лазера.
Предпочтительно лазерный источник является высокоэнергическим лазерным источником. Например, источник может быть выбран среди CO2 лазера с длиной волны приблизительно 10 микрометров, твердотельного лазера с длиной волны приблизительно 1 микрометр или полупроводникового лазерного источника, например, диодного лазера с длиной волны приблизительно в диапазоне между 0,8 и 1 микрометр.
Мощность лазерного источника выбирают в зависимости от толщины листов 2. В частности, мощность выбирают таким образом, чтобы обеспечить расплавление присадочной проволоки 20 и кромки сварного шва 14 листов 2, а также эффективное перемешивание в сварном шве 22. Например, для CO2 лазера мощность заключена между 3 кВт и 12 кВт. Например, для твердотельного лазера или полупроводникового лазера мощность заключена между 2 кВт и 8 кВт.
Диаметр лазерного луча 24 в точке воздействия 26 на листы 2 может быть равен приблизительно 600 мкм для обоих типов лазерных источников.
В течение стадии сварки, процесс проводится, например, в защитной атмосфере. Указанная защитная атмосфера, в частности, предотвращает окисление и обезуглероживание области, где осуществляется сварка, а также образование нитрида бора в сварном шве 22 и возможное холодное растрескивание из-за поглощения водорода.
Примером защитной атмосферы является инертный газ или смесь инертных газов. Инертный газ может быть гелием или аргоном или смесью этих газов.
В течение указанной стадии сварки расстояние между лицевыми боковыми поверхностями 13 двух листов 1 составляет, например, меньше или оно равно 0,3 мм, и более конкретно меньше или равно 0,1 мм. Предоставление указанного зазора между лицевыми боковыми поверхностями 13 двух листов 1 способствует осаждению присадочного металла в течение процесса сварки и предотвращает образование избыточной толщины сварного шва 22. Осаждение присадочного металла и предотвращение избыточной толщины также улучшается в случае, когда в течение стадии подготовки, на кромке сварного шва 14 листов 2 образуется небольшая канавка или скошенная кромка.
В частности, среднее содержание алюминия AlWJ в сварном шве 22 заключено между 0,1 масс.% и 1,2 масс.%. Более конкретно, среднее содержание алюминия AlWJ в сварном шве 22 составляет больше или оно равно 0,15 масс.%. Например, среднее содержание алюминия AlWJ в сварном шве 22 составляет меньше или оно равно 0,8 масс.%.
Указанное среднее содержание алюминия AlWJ является результатом того, что часть предварительного покрытия 5, возможно, остается в зоне удаления 18 после удаления удаляемой части F, а также от следов алюминия, находящегося на боковой поверхности (поверхностях) 13, на кромке сварного шва (швов) 14, в результате процессов удаления и/или резания. В сварном шве 22 алюминий смешивается со стальной подложкой 3 и присадочной проволокой 20.
В течение стадии сварки, пропорция присадочной проволоки 20, добавленной в сварочную ванну, составляет, например, между 10% и 50%, и более конкретно между 10% и 40%.
Согласно изобретению состав присадочной проволоки 20 и пропорцию присадочной проволоки 20, добавленной в сварочную ванну, выбирают таким образом, чтобы полученный таким образом сварной шов 22 имел следующие характеристики:
(a) коэффициент закаливания FTWJ сварного шва 22 такой, чтобы выполнялся критерий C1  ,
,
где:
- FTBM означает коэффициент закаливания наименее упрочняемой стальной подложки 3 среди стальных подложек 3 двух предварительно покрытых листов 2, и
- коэффициенты закаливания FTWJ и FTBM определяются с использованием следующей формулы: FT= 128 + 1553xC + 55xMn + 267xSi + 49xNi+ 5xCr- 79xAl - 2xNi² - 1532xC² - 5xMn² - 127xSi² - 40xCxNi - 4xNixMn, где Al, Cr, Ni, C, Mn и Si означают соответственно среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе, в области, для которой следует определить коэффициент закаливания, указанная область является сварным швом 22 в случае FTWJ и наименее упрочняемой подложкой 3 в случае FTBM;
(b) среднее содержание никеля NiWJ в сварном шве 22 удовлетворяет следующему соотношению: NiWJ ≤ 14-3,4xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (критерий C2); и
(c) среднее содержание хрома CrWJ в сварном шве 22 удовлетворяет следующему соотношению: CrWJ ≤ 5-2xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве 22 (критерий C3).
Наименее упрочняемая подложка 3 среди подложек 3 предварительно покрытых листов 2 является подложка 3, имеющий наименьшее содержание углерода.
Действительно, авторы настоящего изобретения неожиданно обнаружили, что в случае совокупного выполнения критериев C1, C2 и C3 деталь, полученная из указанной сварной стальной заготовки 1 после термообработки, включающей стадию астенизации (горячее прессование и охлаждение в аппарате прессования), демонстрирует повышенную ударную вязкость по Шарпи (больше или равна 25Дж/см² при 20°C) в сварном шве 22, причем предел прочности на разрыв больше или равен пределу прочности на разрыв наиболее слабой подложки среди подложек 3 предварительно покрытых листов 2.
Наиболее слабой подложкой 3 является подложка, для которой произведение толщины на предел прочности на разрыв после горячего прессования и охлаждения является минимальным.
В частности, ударная вязкость по Шарпи сварного шва 22 при 20°C больше или равная 25 Дж/см² позволяет полностью устранить хрупкое разрушение в сварном шве.
Следовательно, в случае совокупного выполнения критериев C1, C2 и C3 наличие сварного шва 22 не ухудшает характеристики сварной стальной детали, полученной путем горячего прессования и охлаждения из сварной заготовки, по сравнению с характеристиками, после горячего прессования и охлаждения, наиболее слабой подложки 3 среди подложек 3 предварительно покрытых листов 2, даже если сварной шов 22 включает относительно высокое содержание алюминия.
Таким образом, с использованием способа согласно изобретению можно получать детали, имеющие удовлетворительную безопасность при столкновении, несмотря на, возможно, относительно высокое содержание алюминия в сварном шве 22.
Предпочтительно, состав присадочной проволоки 20 и пропорцию присадочной проволоки 20, добавленной в сварочную ванну, дополнительно выбирают таким образом, чтобы среднее содержание никеля NiWJ в сварном шве 22 было заключено между 0,1 масс.% и 13,7 масс.%, и более конкретно между 0,2 масс.% и 12,0 масс.%.
Например, состав присадочной проволоки 20 и пропорцию присадочной проволоки 20, добавленной в сварочную ванну, дополнительно выбирают таким образом, чтобы среднее содержание хрома CrWJ в сварном шве 22 составляло больше или было равно 0,05 масс.%. Указанное содержание хрома в сварном шве является выгодным, поскольку это улучшает коррозионную стойкость и способность упрочняться сварного шва 22.
Предпочтительно, состав сварного шва 22 является таким, чтобы он имел, главным образом, мартенситную микроструктуру после горячего прессования и охлаждения. Выражение “главным образом” означает, что шов содержит по меньшей мере 95% мартенсита, и более конкретно 100% мартенсита.
Присадочная проволоки 20, в частности, имеет содержание углерода, заключенное между 0,01 масс.% и 0,45 масс.%. Согласно примеру содержание углерода в присадочной проволоке 20 составляет больше или равно содержанию углерода для наименее упрочняемой подложки 3 среди подложек 3 двух предварительно покрытых листов 2.
Действительно, авторы настоящего изобретения неожиданно обнаружили, что с целью снижения риска возникновения сегрегации углерода и, следовательно, пиков твердости в сварном шве 22 после горячего прессования и охлаждения в аппарате прессования, особенно в присутствии значительного количества алюминия в сварном шве 22, содержание углерода в присадочной проволоке должно быть заключено между 0,01 масс.% и 0,45 масс.%. Следовательно, с использованием указанной присадочной проволоки 20 снижается риск хрупкости сварного шва 22 и отчасти устраняются повреждения сварного шва 22 для детали, полученной после горячего прессования и охлаждения в аппарате прессования при растяжении в перпендикулярном направлении к сварному шву 22.
В частности, авторы настоящего изобретения обнаружили, что содержание углерода в присадочной проволоке должен быть заключено между 0,01 масс.% и 0,45 масс.% для того, чтобы иметь возможность получить сварной шов 22, в котором максимальное изменение твердости ΔHV(WJ) поперек сварного шва 22 составляет меньше или равно 20% от средней твердости HVmean (WJ) сварного шва 22, другими словами,  , где ΔHV(WJ) означает разность между максимальной и минимальной твердостью, измеренной в сварном шве 22 и HVmean(WJ) представляет собой среднюю твердость, измеренную в сварном шве 22.
, где ΔHV(WJ) означает разность между максимальной и минимальной твердостью, измеренной в сварном шве 22 и HVmean(WJ) представляет собой среднюю твердость, измеренную в сварном шве 22.
Предпочтительно, присадочная проволока 20 имеет содержание марганца строго меньше, чем содержание марганца для подложек 3 предварительно покрытых листов 2.
Например, присадочная проволока 20 имеет следующий состав, по массе:
0,01% ≤ C ≤ 0,45%, и, например, 0,02% ≤ C ≤ 0,45%
0,001% ≤ Mn ≤ 0,45%, и, например, 0,05% ≤ Mn ≤ 0,45%, еще более конкретно
0,05% ≤ Mn ≤ 0,20%,
0,001% ≤ Si ≤ 1%
0,02% ≤ Ni ≤ 56%, и, например, между 0,2% ≤ Ni ≤ 10,0%,
0,001% ≤ Cr ≤ 30%
0,001% ≤ Mo ≤ 5%
0,001% ≤ Al ≤ 0,30%
0,001% ≤ Cu ≤ 1,80%
0,001% ≤ Nb ≤ 1,50%
0,001% ≤ Ti ≤ 0,30%
0,001% ≤ N ≤ 10%
0,001% ≤ V ≤ 0,1%
0,001% ≤ Co ≤ 0,20%,
остальное представляет собой железо и неизбежные примеси.
В приведенном выше примере состава присадочной проволоки, содержание Mn, Si, Cr, Mo, Al, Cu, Nb, Ti, N, V и Co приблизительно равное 0,001% соответствует следам указанных выше элементов на уровне примесей, появляющихся от плавления исходных материалов и от разработки или является результатом точности устройств измерения при очень низком содержании элементов, что фактически может означать полное отсутствие элемента в анализируемой стали, которое измеряется, как присутствие в очень малом количестве, или что элемент присутствует в очень малом количестве, которое измеряется, как отсутствие в стали.
Например, присадочная проволока 20 состоит из указанных выше элементов.
Например, присадочная проволока 20 является твердой проволокой или порошковой проволокой.
Изобретение также относится к сварной стальной заготовке 1, которая может быть получена с использованием указанного выше способа.
Пример такой сварной стальной заготовки показан на фиг. 5.
Сварная стальная заготовка 1 содержит два предварительно покрытых листа 2, причем каждый предварительно покрытый лист 2, включает стальную подложку 3, имеющую предварительное покрытие 5 на каждой из главных поверхностей 4, предварительно покрытие 5, включающее слой интерметаллического сплава 9, содержащего по меньшей мере железо и алюминий и, необязательно, слой металлического сплава 11, простирающийся поверх слоя интерметаллического сплава 9, причем слой металлического сплава 11 является слоем алюминия, слоем алюминиевого сплава, или слоем сплава на основе алюминия, где предварительно покрытые листы 2 соединены сварным швом 22.
Сварная стальная заготовка 1 содержит на каждой стороне сварного шва 22 промежуточную зону 28, в которой предварительное покрытие 5 удалено над зоной удаления F, как описано выше.
Кроме того, как можно увидеть на фиг. 5, каждая промежуточная зона 28 включает внутреннюю кромку 30, расположенную на сварном шве 22 и внешнюю кромку 32, расположенную вдали от сварного шва 22.
Ширина W каждой промежуточной зоны 28, измеренная от кромки сварного шва 22, то есть, расстояние между внутренней кромкой 30 и внешней кромкой 32, заключено между 5 мкм и 2000 мкм, и более конкретно между 5 мкм и 1500 мкм.
Предпочтительно, в промежуточной зоне 28 предварительное покрытие 5 удалено над устраняемой частью F, которая строго меньше чем 100%. В частности, слой металлического сплава 11 удален, однако слой интерметаллического сплава 9 остается цельным.
Согласно альтернативе, в промежуточной зоне 28 предварительное покрытие 5 удалено над устраняемой частью F равной 100%, то есть, по всей толщине.
Поэтому в промежуточной зоне 28 толщина предварительного покрытия 5 строго меньше, чем в зонах предварительно покрытых листов 2, расположенных дополнительно вдали от сварного шва 22, или даже отсутствуют.
Промежуточная зона 28 следует из зоны удаления 18 на соответствующих предварительно покрытых листах 2.
Предварительно покрытые листы 2 и сварной шов 22 имеют признаки, описанные выше в связи со способом получения сварной стальной заготовки 1.
Следовательно, сварной шов 22 соответствует критериям C1, C2 и C3, определенным выше.
Кроме того, среднее содержание алюминия AlWJ в сварном шве 22 заключено между 0,1 масс.% и 1,2 масс.%. Более конкретно, среднее содержание алюминия AlWJ в сварном шве 22 составляет больше или равно 0,15 масс.%. Среднее содержание алюминия AlWJ в сварном шве 22 составляет, например, меньше или равно 0,8 масс.%.
Сварной шов 22 является, например, таким, что после горячего прессования и охлаждения в аппарате прессования, ударная вязкость по Шарпи сварного шва 22 при 20°C составляет больше или равна 25 Дж/см².
Кроме того, после горячего прессования и охлаждения предел прочности на разрыв сформованной горячим прессованием и охлажденной сварной стальной заготовки составляет больше или равно пределу прочности на разрыв наиболее слабой подложки среди подложек 3 предварительно покрытых листов 2. В таком контексте, наиболее слабая подложка определяется, как описано выше.
Например, среднее содержание никеля NiWJ в сварном шве 22 заключено между 0,1 масс.% и 13,6 масс.%, и более конкретно между 0,2 масс.% и 12,0 масс.%.
Например, среднее содержание хрома CrWJ в сварном шве 22 составляет больше или равно 0,05 масс.%.
Сварной шов 22 является, например, таким, что после горячего прессования и охлаждения в аппарате прессования, максимальное изменение твердости ΔHV(WJ) поперек сварного шва 22 составляет меньше или равно 20% от средней твердости HVmean(WJ) сварного шва 22. Другими словами,  .
.
Сварной шов 22 является, например, таким, что средняя твердость HVmean(WJ) сварного шва 22, после горячего прессования и охлаждения в аппарате прессования, составляет меньше или равно 700 HV.
Предпочтительно, состав сварного шва 22 является таким, что имеет, главным образом, мартенситную микроструктуру после горячего прессования и охлаждения. Выражение “главным образом” означает, что структура содержит по меньшей мере 95% мартенсита, и более конкретно 100% мартенсита.
Кроме того, изобретение относится к способу получения сварной, сформованной горячим прессованием и охлажденной стальной детали, который включает в себя:
- получение сварной стальной заготовки 1 с использованием способа, который описан выше;
- нагревание сварной стальной заготовки 1 для того, чтобы получить полностью аустенитную структуру в подложках 3 предварительно покрытых листов 2, составляющих сварную заготовку 1;
- горячее прессование сварной стальной заготовки 1 в аппарате прессования с целью получения стальной детали; и
- охлаждение стальной детали в аппарате прессования.
Более конкретно, во время стадии нагревания, сварная стальная заготовка 1 нагревается до температуры аустенизации. Затем заготовку выдерживают при температуре аустенизации в течение времени выдержки, зависящего от толщины листов 2, образующих сварную стальную заготовку 1. Время выдержки выбирают в зависимости от температуры аустенизации таким образом, чтобы сварная заготовка 1 подверглась аустенизации и таким образом, чтобы образовался интерметаллический слой заданной толщины путем сплавления между подложками 3 и предварительным покрытием 5. Например, время выдержки приблизительно равно 5 минут.
До горячего прессования, нагретая таким образом сварная стальная заготовка 1 перемещается внутрь аппарата горячего прессования. Преимущественно, время перемещения заключается между 5 и 10 сек. Время перемещения выбирают как можно более коротким для того, чтобы избежать металлургических превращений в сварной стальной заготовке 1 до горячего прессования.
В течение стадии охлаждения, скорость охлаждения составляет больше или равна критической скорости охлаждения мартенсита или бейнита по меньшей мере для одной из подложек 3 из двух стальных листов 2, и, например, из наиболее упрочняемого стального листа 1, то есть, стального листа, имеющего наименьшую критическую скорость охлаждения.
После охлаждения, сварной шов 22 обладает, главным образом, мартенситной микроструктурой. Выражение “главным образом” означает, что структура содержит по меньшей мере 95% мартенсита, и более конкретно 100% мартенсита.
Кроме того, изобретение относится к сварной, сформованной горячим прессованием и охлажденной стальной детали, полученной с использованием описанного выше способа.
Более конкретно, указанная стальная деталь включает первую часть покрытой стальной детали и вторую часть покрытой стальной детали, соответственно, являющейся результатом горячего прессования и охлаждения в аппарате прессования двух предварительно покрытых стальных листов 2.
Более конкретно, каждая часть покрытой стальной детали включает стальную подложку, имеющую на каждой из главных поверхностей, покрытие, включающее железо и алюминий, причем первая и вторая части стальной детали соединены сварным швом 22, который описан выше.
В частности, покрытие первой и второй частей стальной детали является результатом по меньшей мере частичного сплавления предварительного покрытия 5 во время горячего прессования.
Подложки первой и второй частей стальной детали имеют описанный выше состав для предварительно покрытых листов 2. Они образуются в результате горячего прессования и охлаждения подложек 3 предварительно покрытых листов 2.
Каждая часть стальной детали включает промежуточную зону, смежную сварному шву 22, и на каждой поверхности части стальной детали. Указанная промежуточная зона образуется из промежуточной зоны 28, описанной в связи со сварной заготовкой 1. В промежуточной зоне толщина покрытия строго меньше, чем в остальной части стальной детали, или покрытие даже отсутствует.
Сварной шов 22 соответствует критериям C1, C2 и C3, определенным выше.
Кроме того, сварной шов 22 имеет среднее содержание алюминия AlWJ, заключенное между 0,1 масс.% и 1,2 масс.%. Например, среднее содержание алюминия в сварном шве 22 составляет меньше или равно 0,15 масс.%. Например, среднее содержание алюминия в сварном шве 22 составляет меньше или равно 0,8 масс.%.
Ударная вязкость по Шарпи сварного шва 22 при 20°C составляет больше или равна 25 Дж/см² и предел прочности на разрыв детали составляет больше или равен пределу прочности на разрыв наиболее слабой подложки среди подложек 3 покрытой части стальной детали.
Например, сварной шов 22 имеет среднее содержание никеля NiWJ, заключенное между 0,1 масс.% и 13,6 масс.%, и более конкретно между 0,2 масс.% и 12,0 масс.%.
Например, сварной шов 22 имеет среднее содержание хрома CrWJ больше или равное 0,05 масс.%.
Сварной шов является, например, таким, что максимальное изменение твердости ΔHV(WJ) поперек сварного шва составляет меньше или равно 20% от средней твердости HVmean(WJ) сварного шва 22. Другими словами,  .
.
Средняя твердость HVmean(WJ) в сварном шве 22, например, является меньше или равной 700 HV.
Предпочтительно, сварной шов 22 обладает, главным образом, мартенситной микроструктурой. Выражение “главным образом” означает, что структура содержит по меньшей мере 95% мартенсита, и более конкретно 100% мартенсита.
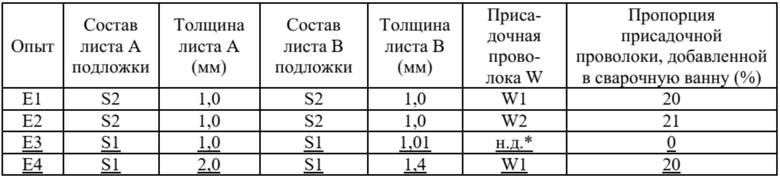
Авторы настоящего изобретения провели эксперименты, в которых сварные стальные заготовки 1 были получены путем лазерной сварки встык вместе с двумя предварительно покрытыми листами A и B с использованием присадочной проволоки W.
В таблице 1 ниже приведены экспериментальные условия для каждого проведенного эксперимента от E1 до E22.
Предоставленные исходные предварительно покрытые листы A и B имели предварительное покрытие 5 на обеих главных поверхностях 4 с толщиной приблизительно 25 микрометров.
Для всех испытанных предварительно покрытых листов A и B, предварительное покрытие 5 было получено путем горячего покрытия маканием в ванне расплавленного металла и включало слой металлического сплава 11 и слой интерметаллического сплава 9.
Слой металлического сплава 11 предварительного покрытия 5 включает в себя, по массе:
Si: 9%
Fe: 3%,
причем остальное состоит из алюминия и возможных примесей, появившихся в результате разработки.
Слой металлического сплава 11 имеет в среднем общую толщину 20 мкм.
Слой интерметаллического сплава 9 содержит интерметаллические соединения типа Fex-Aly, и главным образом, Fe2Al3. Fe2Al5 и FexAlySiz. Слой имеет среднюю толщину 5 мкм.
Для всех испытанных предварительно покрытых листов A и B зона удаления 18 была создана на обеих главных поверхностях путем удаления слоя металлического сплава 11, в то же время слой интерметаллического сплава оставался цельным. Удаление проводили путем лазерного удаления с использованием способа, раскрытого в предшествующей заявке WO 2007/118939.
Таблица 1. Перечень условий эксперимента

* нет данных.
В таблице 1, подчеркнуты эксперименты, которые не соответствуют изобретению.
В приведенной выше таблице, “0” в столбце “Пропорция присадочной проволоки, добавленной в сварочную ванну,” означает, что присадочную проволоку не добавляли.
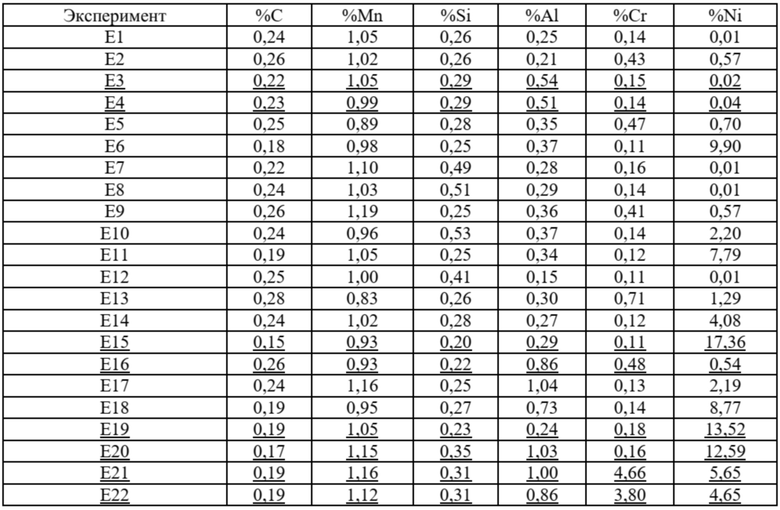
Стальные подложки, использованные в различных экспериментах, указанных в таблице 1, имеют составы, приведенные ниже, в таблице 2, где содержание выражено в масс. %.
Таблица 2. Составы подложек
Для всех подложек остальной состав представляет собой железо, возможные примеси и неизбежные элементы, появляющиеся при производстве.
В приведенной выше таблице 2, знак “-“ означает, что подложка содержит максимум следов рассматриваемого элемента.
Присадочные проволоки W, использованные в различных экспериментах и указанные в таблице 1, имеют состав, приведенный ниже, в таблице 3, где содержание выражено в масс. %.
Таблиц 3. Состав присадочной проволоки W
менты (в %)
Для всех присадочных проволок остальной состав представляет собой железо, возможные примеси и неизбежные элементы, появляющиеся при производстве.
Если не оговорено другое, указанные присадочные проволоки могут содержать Al, Cu, Nb, Ti, N, V и Co в количестве приблизительно равном 0,001%, что соответствует следам указанных элементов.
Затем авторы изобретения определяли для каждого эксперимента от E1 до E21, состав полученного сварного шва 22, с использованием традиционных методов измерений.
Среднее содержание марганца, алюминия, никеля, хрома и кремния в сварном шве 22 определяют путем усреднения по всей поверхности анализируемого сварного шва с использованием спектрального анализатора энергетической дисперсии встроенного в сканирующий электронный микроскоп. Среднее содержание углерода определяют, используя электронный микрозонд Кастена, в сечении пробы, в перпендикулярном направлении к сварному шву 22. Результаты этих измерений приведены ниже в таблице 4.
Таблица 4. Измеренное содержание элементов в сварном шве
Кроме того, авторы изобретения подвергали полученные таким образом сварные стальные заготовки 1 термической обработке, включающей аустенизацию, с последующим быстрым охлаждением для того, чтобы получить термообработанные детали. Указанные термообработанные детали обладали такими же свойствами, как сформованные горячим прессованием и охлажденные детали.
Затем авторы изобретения провели измерения с целью определения механических характеристик указанных деталей (предел прочности на разрыв сформованных горячим прессованием и охлажденных деталей и ударная вязкость по Шарпи сварного шва).
Кроме того, авторы сопоставили измеренный предел прочности на разрыв сформованных горячим прессованием и охлажденных деталей (UTSдетали) с пределом прочности на разрыв наиболее слабой подложки после термической обработки (UTSслабейшая подложка).
Найденные таким образом, характеристики приведены ниже в таблице 5.
Таблица 5. Механические характеристики после термической обработки
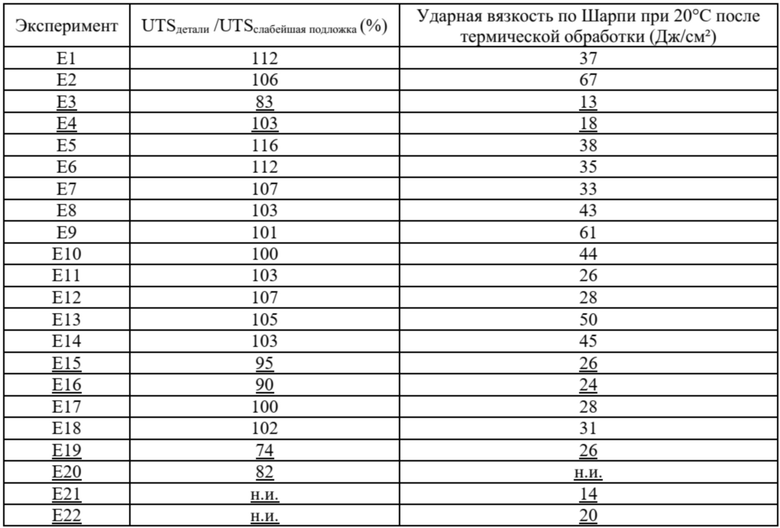
В этой таблице “н.и.” означает “не измерено”.
Испытание на растяжение проводили при комнатной температуре (около 20°C) с использованием методики, описанной в следующих стандартах: NF EN ISO 4136 и NF ISO 6892-1 на поперечном сварном образце для испытания на растяжение типа EN 12.5 × 50 (240 × 30 мм), извлеченном перпендикулярно направлению лазерного сварного шва. Для каждого эксперимента (от E1 до E21) проводили пять испытаний на растяжение.
Ударную вязкость по Шарпи измеряли с помощью стандартного испытания на удар по Шарпи с использованием образца, имеющего V-образный надрез в сварном шве 22; этот V-образный надрез имел глубину 2 мм и общую ширину 8 мм, причем точность расположения надреза в сварном шве была лучше или равной 0,2 мм, где ширина означает размер образца параллельно глубине надреза. Испытания проводили при 20°C.
На основе измеренного состава сварных швов 22 авторы определяли для каждого эксперимента от E1 до E21, выполнены ли критерии C1 - C3, определенные выше.
Результаты этих измерений обобщены ниже в таблице 6.
Таблица 6. Определение критериев для сварных швов
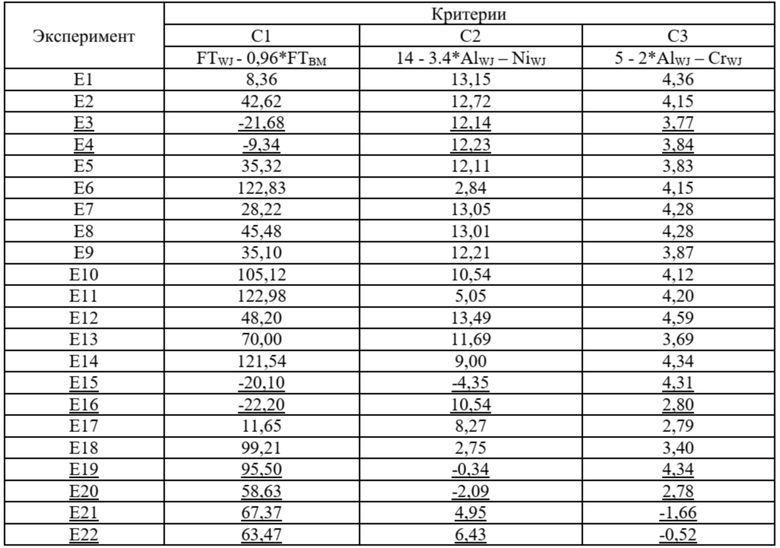
Подчеркнуты величины, которые не соответствуют изобретению.
Как можно увидеть из таблицы 6, эксперименты, обозначенные E1, E2, E5 - E14, E17 и E18, представляют собой примеры согласно изобретению: в этих экспериментах в критерии C1 - C3 выполнены.
Напротив, эксперименты, обозначенные E3, E4, E15, E16 и E19 - E22 не соответствуют изобретению: в этих экспериментах, по меньшей мере один критерий среди критериев C1 - C3 не выполнен.
Как можно увидеть из приведенной выше таблицы 5, в экспериментах E1, E2, E5 - E14, E17 и E18, в которых критерии C1 - C3 выполнены, сформованные горячим прессованием и охлажденные детали, полученные из сварных заготовок 1, обладают удовлетворительными механическими свойствами, в частности, предел прочности на разрыв больше или равен прочности наиболее слабой подложки среди двух подложек сварной заготовки 1, после термической обработки, и ударная вязкость по Шарпи сварного шва 22 при 20°C больше или равна 25 Дж/см².
Следовательно, для деталей, полученных из заготовок 1 согласно изобретению, наличие сварного шва 22 не ухудшает характеристики сварных стальных деталей, по сравнению со свойствами наиболее слабой подложки 3 после горячего прессования и охлаждения. Таким образом, указанные детали будут иметь удовлетворительную безопасность при столкновении, несмотря на содержание алюминия в сварном шве.
Напротив, в экспериментах E3, E4, E14 - E16 и E19 - E22, которые не соответствуют изобретению, так как по меньшей мере один среди критериев C1 - C3 не выполнен, по меньшей мере одно свойство - предел прочности на разрыв сформованных горячим прессованием и охлажденных деталей, или ударная вязкость по Шарпи сварного шва являются слишком низкими, и, следовательно, неудовлетворительными. Поэтому для таких деталей, существует риск, что деталь будет разрушаться в сварном шве, например, в ситуации столкновения.
Следовательно, способ согласно изобретению является особенно выгодным, поскольку обеспечивает получение детали, которая после горячего прессования и охлаждения в аппарате прессования имеет отличные механические характеристики, в том числе в сварном шве 22, несмотря на содержание алюминия в сварном шве.
Поэтому способ особенно хорошо приспособлен для производства деталей против несанкционированного доступа, конструкционных деталей или поглотителей энергии, что обеспечивает вклад в безопасность автомобилей.
Согласно конкретному варианту осуществления способа получения сварной заготовки 1 согласно изобретению, стадия получения двух предварительно покрытых листов 2 включает в себя:
- предоставление двух исходных предварительно покрытых листов 2',
- размещение указанных двух исходных предварительно покрытых листов 2', смежных друг другу, хотя между ними остается заданный зазор; и
- одновременное удаление с помощью лазера предварительного покрытия 5 на двух смежных исходных предварительно покрытых листах 2' над устраняемой частью F таким образом, чтобы одновременно создать зону удаления 18 на смежных поверхностях указанных двух исходных предварительно покрытых листов 2', причем лазерный луч перекрывает два смежных исходных предварительно покрытых листа 2' в течение стадии удаления.
Во время стадии сварки, полученные таким образом два смежных предварительно покрытых листа 2 сваривают лазерным лучом, пятно которого перекрывает два исходных предварительно покрытых листа 2. Предпочтительно, время между концом лазерного удаления и началом сварки составляет меньше или равно 10 сек.
Каждая промежуточная зона 28 полученной таким образом сварной заготовки 1 включает в себя бороздчатость затвердевания, которая является результатом лазерного удаления.
Благодаря одновременному удалению предварительного покрытия 5 над устраняемой частью F с использованием одного лазерного луча, который перекрывает оба исходных предварительно покрытых листа 2, бороздчатость затвердевания на смежных основных поверхностях 4 двух предварительно покрытых листах 2 является симметричной относительно вертикальной медианной плоскости M между двумя предварительно покрытыми листами 2.
Кроме того, как отмечалось ранее в отношении фиг. 5, каждая промежуточная зона 28 включает внутреннюю кромку 30, расположенную на сварном шве 22, и внешнюю кромку 32, расположенную вдали от сварного шва 22.
В этом конкретном варианте осуществления, благодаря способу одновременного удаления, расстояние между внешними кромками смежных промежуточных зон двух предварительно покрытых листов является практически постоянным вдоль продольного направления сварного шва 22. Выражение «практически постоянным» означает, что расстояние между внешними кромками 32 смежных промежуточных зон двух предварительно покрытых листов 2 изменяется максимум на 5% вдоль сварного шва 22, то есть, в продольном направления сварного шва 22.
Изобретение также относится к детали, полученной путем горячего прессования и охлаждения сварной заготовки 1, полученной с использованием способа согласно конкретному варианту осуществления изобретения.
Указанная сформованная горячим прессованием и охлажденная деталь имеет такие же признаки, которые описаны выше.
Кроме того, в этой детали каждая промежуточная зона включает бороздчатость затвердевания, причем бороздчатость затвердевания на смежных основных поверхностях 4 двух покрытых частей стальной детали является симметричной относительно вертикальной медианной плоскости между двумя покрытыми частями стальной детали.
Предпочтительно, каждая промежуточная зона включает внутреннюю кромку, расположенную на сварном шве 22, и внешнюю кромку, расположенную вдали от сварного шва 22, и расстояние между внешними кромками смежных промежуточных зон двух покрытых частей стальной детали является практически постоянным вдоль продольного направления сварного шва 22. Выражение «практически постоянным» означает, что расстояние между внешними кромками смежных промежуточных зон двух покрытых частей стальной детали изменяется максимум на 5% вдоль сварного шва 22, то есть, в продольном направлении сварного шва 22.
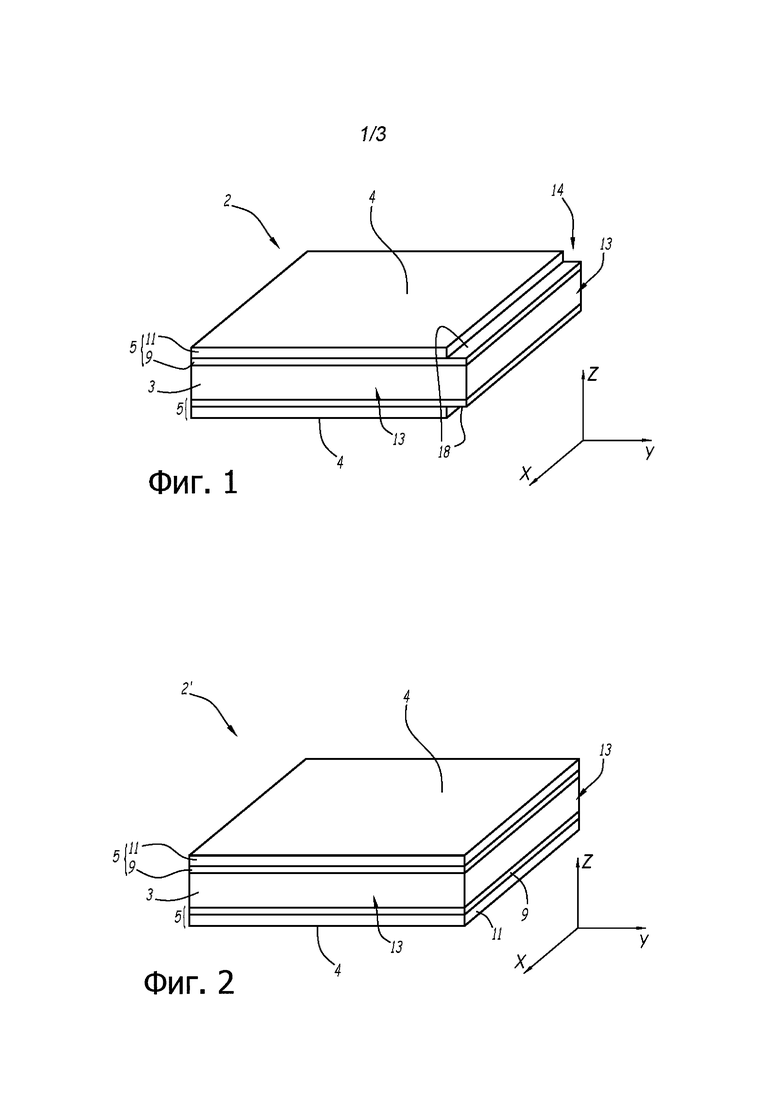

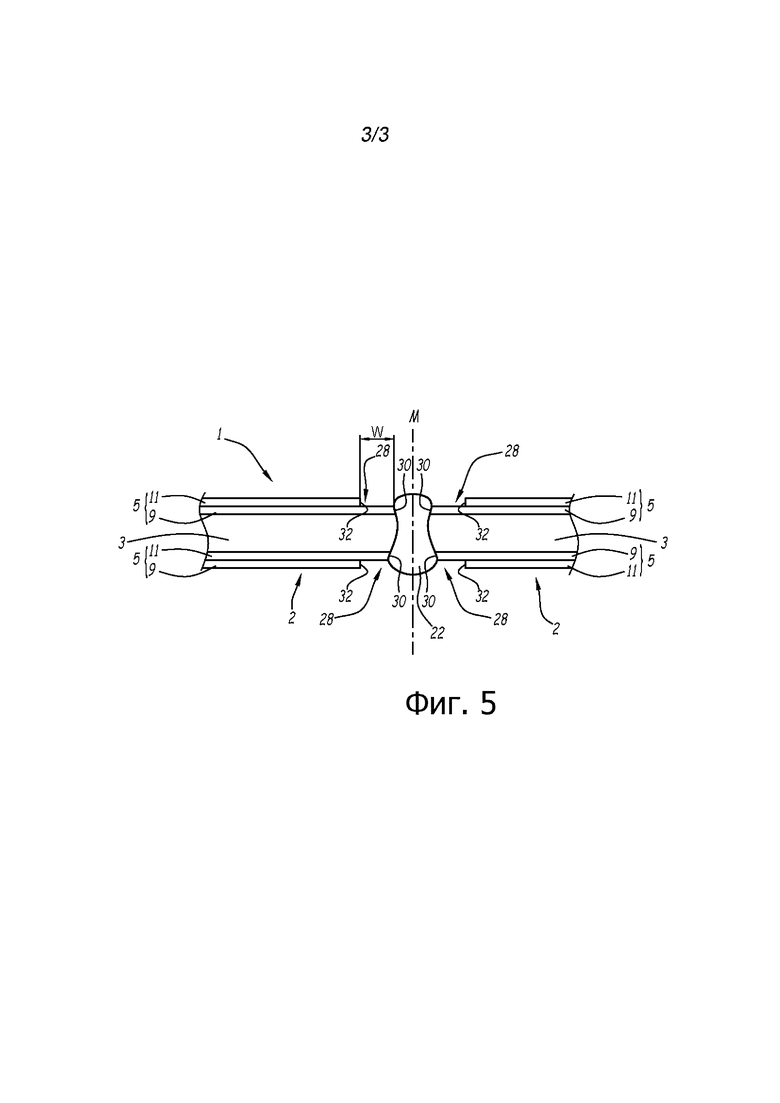
Группа изобретений относится к способу получения стальной заготовки (1), способу получения сварной и затем сформованной горячим прессованием и охлажденной стальной детали, сварной стальной заготовке (1), сварной сформованной горячим прессованием и охлажденной стальной детали и применению сварной сформованной горячим прессованием и охлажденной стальной детали. Для получения сварной стальной заготовки (1) осуществляют предоставление двух предварительно покрытых листов (2). Каждый лист (2) включает стальную подложку (3) и имеет предварительное покрытие (5) на каждой из главных поверхностей (4). Каждый лист (2) на кромке сварного шва (14) включает зону удаления (18) предварительного покрытия (5). Сварку встык листов (2) выполняют с использованием присадочной проволоки (20) с созданием сварного шва (22), имеющего среднее содержание алюминия AlWJ 0,1-1,2 мас.%. Состав проволоки (20) и пропорция добавленной проволоки (20) являются такими, что сварной шов (22) имеет: (a) коэффициент закаливания FTWJ такой, что  (b) содержание никеля NiWJ ≤ 14-3,4xAlWJ, и содержание хрома CrWJ ≤ 5-2xAlWJ, где AlWJ - среднее содержание алюминия в сварном шве (22). Технический результат изобретения состоит в предотвращении вероятности повреждения детали, полученной из стальной заготовки, изготовленной из двух сваренных предварительно покрытых листов, после горячего прессования и охлаждения в зоне, непосредственно примыкающей к сварному шву указанной сварной стальной заготовки за счет устранения хрупкого разрушения в сварном шве, и в получении детали, обладающей удовлетворительными характеристиками безопасности при столкновении, даже при относительно высоком содержании алюминия в сварном шве. 5 н. и 42 з.п. ф-лы, 5 ил., 6 табл.
(b) содержание никеля NiWJ ≤ 14-3,4xAlWJ, и содержание хрома CrWJ ≤ 5-2xAlWJ, где AlWJ - среднее содержание алюминия в сварном шве (22). Технический результат изобретения состоит в предотвращении вероятности повреждения детали, полученной из стальной заготовки, изготовленной из двух сваренных предварительно покрытых листов, после горячего прессования и охлаждения в зоне, непосредственно примыкающей к сварному шву указанной сварной стальной заготовки за счет устранения хрупкого разрушения в сварном шве, и в получении детали, обладающей удовлетворительными характеристиками безопасности при столкновении, даже при относительно высоком содержании алюминия в сварном шве. 5 н. и 42 з.п. ф-лы, 5 ил., 6 табл.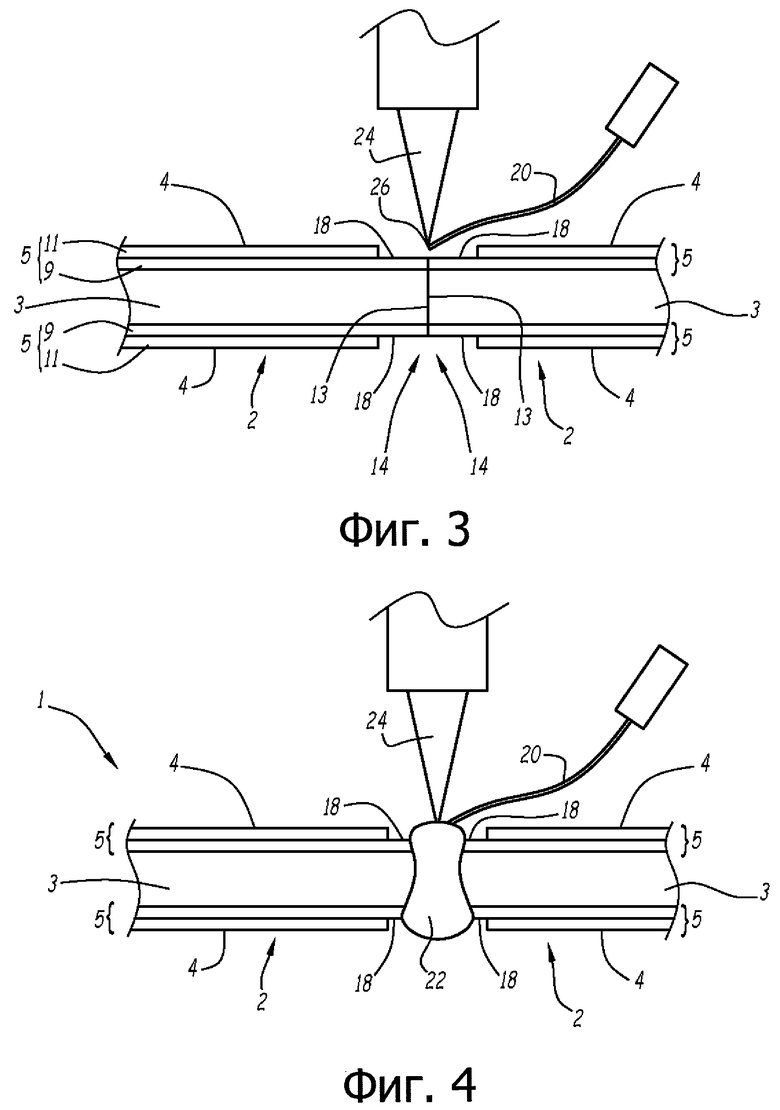
1. Способ получения сварной стальной заготовки (1), включающий последовательные стадии:
- предоставление двух предварительно покрытых листов (2), каждый предварительно покрытый лист (2), содержащий стальную подложку (3), имеет предварительное покрытие (5) на каждой из двух главных поверхностей (4), предварительное покрытие (5) содержит слой интерметаллического сплава (9), содержащего по меньшей мере железо и алюминий и, необязательно, слой металлического сплава (11), простирающийся поверх слоя интерметаллического сплава (9), причем слой металлического сплава (11) является слоем алюминия, слоем алюминиевого сплава или слоем сплава на основе алюминия,
каждый предварительно покрытый лист (2), содержащий на каждой главной поверхности (4) листа на кромке сварного шва (14), предназначенной для включения по меньшей мере частично внутрь сварного шва (22), зону удаления (18), в которой удалено предварительное покрытие (5) над удаляемой частью (F), составляющей между 30% и 100% толщины предварительного покрытия (5);
- сварка встык предварительно покрытых листов (2) с использованием присадочной проволоки (20) для создания сварного шва (22) в месте соединения между предварительно покрытыми листами (2), причем сварной шов (22) имеет среднее содержание алюминия AlWJ в диапазоне 0,1 мас.% - 1,2 мас.%,
отличающийся тем, что:
- состав присадочной проволоки (20) и пропорцию присадочной проволоки (20), добавленной в сварочную ванну, выбирают из условия получения сварного шва (22) со следующими характеристиками:
(а) коэффициент закалки FTWJ сварного шва (22) такой, чтобы FTWJ - 0.96FTBM ≥ 0 (критерий С1),
где:
- FTBM представляет собой коэффициент закалки наименее упрочняемой стальной подложки (3) среди стальных подложек (3) двух предварительно покрытых листов (2), и
- коэффициенты закалки FTWJ и FTBM определяются с использованием следующей формулы: FT=128+1553хС+55xMn+267xSi+49xNi+5xCr-79xAl-2xNi2-1532хС2-5xMn2-127xSi2-40xCxNi-4xNixMn, где Al, Cr, Ni, С, Mn и Si означают соответственно среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе от области, для которой следует определить коэффициент закалки, причем указанная область является сварным швом (22) в случае FTWJ и наименее упрочняемой подложкой в случае FTBM,
(b) среднее содержание никеля (NiWJ) в сварном шве (22) удовлетворяет следующему соотношению: NiWJ ≤ 14-3,4xAlWJ, где AlWJ - среднее содержание алюминия в сварном шве (22) (критерий С2); и
(c) среднее содержание хрома (CrWJ) в сварном шве (22) удовлетворяет следующему соотношению: CrWJ ≤ 5-2xAlWJ, где AlWJ - среднее содержание алюминия в сварном шве (22) (критерий С3).
2. Способ по п. 1, в котором стальная подложка (3) по меньшей мере одного из предварительно покрытых листов (2) содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
3. Способ по п. 1 или 2, в котором среднее содержание алюминия (AlWJ) в сварном шве (22) составляет больше или равно 0,15 мас.%.
4. Способ по любому из пп. 1-3, в котором среднее содержание алюминия (AlWJ) в сварном шве (22) меньше или равно 0,8 мас.%.
5. Способ по любому из пп. 1-4, в котором среднее содержание никеля (NiWJ) в сварном шве (22) составляет 0,1 мас.% - 13,6 мас.%, и преимущественно 0,2 мас.% - 12,0 мас.%.
6. Способ по любому из пп. 1-5, в котором сварная стальная заготовка после горячего прессования и охлаждения имеет ударную вязкость по Шарпи сварного шва (22) при 20°С больше или равную 25 Дж/см2 и предел прочности на разрыв больше или равный пределу прочности на разрыв наиболее слабой подложки среди подложек (3) предварительно покрытых листов (2), причем наиболее слабая подложка (3) представляет собой подложку (3), для которой произведение толщины на предел прочности на разрыв после горячего прессования и охлаждения является минимальным.
7. Способ по любому из пп. 1-6, в котором указанная присадочная проволока (20) имеет содержание углерода 0,01 мас.% - 0,45 мас.%.
8. Способ по любому из пп. 1-7, в котором по меньшей мере для одного предварительно покрытого листа (2) удаляемая часть (F) составляет строго меньше чем 100% от толщины предварительного покрытия (5).
9. Способ по п. 8, в котором по меньшей мере для одного предварительно покрытого листа (2), предварительное покрытие (5) включает слой металлического сплава (11), простирающегося поверх слоя интерметаллического сплава (9), причем слой металлического сплава (11) является слоем алюминия, слоем алюминиевого сплава или слоем сплава на основе алюминия, при этом по меньшей мере для одного предварительно покрытого листа (2) слой металлического сплава (11) удален по всей толщине, тогда как слой интерметаллического сплава (9) остается цельным в зоне удаления (18) на каждой главной поверхности (4) предварительно покрытого листа (2).
10. Способ по любому из пп. 1-7, в котором по меньшей мере для одного предварительно покрытого листа (2), предоставленного на стадии обеспечения, в зоне удаления (18) на каждой главной поверхности (4) предварительно покрытого листа (2), удаляемая часть составляет до 100%, так что предварительное покрытие (5) удалено по всей толщине.
11. Способ по любому из пп. 1-10, который до стадии обеспечения, включающей стадию получения двух предварительно покрытых листов (2) из соответствующих исходных предварительно покрытых листов (2'), включает дополнительную стадию получения зоны удаления (18) на каждой главной поверхности (4) каждого предварительно покрытого листа (2) путем удаления предварительного покрытия (5) поверх удаляемой части (F) в диапазоне 30%-100% толщины предварительного покрытия (5) с помощью лазерного удаления на кромке сварного шва (14) предварительно покрытого листа (2).
12. Способ по п. 11, в котором стадия получения двух предварительно покрытых листов (2) включает:
- предоставление двух исходных предварительно покрытых листов (2'),
- размещение указанных двух исходных предварительно покрытых листов (2') рядом друг с другом с заданным зазором; и
- одновременное удаление путем лазерного удаления предварительного покрытия (5) на двух смежных исходных предварительно покрытых листах (2') для того, чтобы одновременно создать зону удаления (18) на смежных поверхностях указанных двух исходных предварительно покрытых листов (2'), причем лазерный луч перекрывает два смежных исходных предварительно покрытых листа в течение стадии удаления.
13. Способ по любому из пп. 1-12, который дополнительно включает до сварки встык подготовку кромки сварного шва (14) по меньшей мере одного из предварительно покрытых листов (2) с использованием одной из следующих технологических стадий: обработка щетками, механическая обработка, зенкование и/или фацетирование.
14. Способ по любому из пп. 1-13, в котором стадию сварки осуществляют с использованием лазерного луча.
15. Способ по любому из пп. 1-14, в котором по меньшей мере для одного предварительно покрытого листа (2), стальная подложка (3) содержит, мас.%:
0,15 ≤ С ≤ 0,25
0,8 ≤ Mn ≤ 1,8
0,1 ≤ Si ≤ 0,35
0,01 ≤ Cr ≤ 0,5
Ti ≤ 0,1
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,005,
остальное - железо и неизбежные примеси.
16. Способ по любому из пп. 1, 3-14, в котором для одного предварительно покрытого листа (2) стальная подложка (3) содержит, мас.%:
0,040 ≤ С ≤ 0,100
0,80 ≤ Mn ≤ 2,00
Si ≤ 0,30
S ≤ 0,005
Р ≤ 0,030
0,010 ≤ Al ≤ 0,070
0,015 ≤ Nb ≤ 0,100
Ti ≤ 0,080
N ≤ 0,009
Cu ≤ 0,100
Ni ≤ 0,100
Cr ≤ 0,100
Мо ≤ 0,100
Ca ≤ 0,006,
остальное - железо и неизбежные примеси.
17. Способ по п. 16, в котором для другого предварительно покрытого листа (2) стальная подложка (3) содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
18. Способ по любому из пп. 1, 3-14, в котором для одного предварительно покрытого листа (2), стальная подложка (3) содержит, мас.%:
0,24 ≤ С ≤ 0,38
0,40 ≤ Mn ≤3
0,10 ≤ Si ≤ 0,70
0,015 ≤ Al ≤ 0,070
0 ≤ Cr ≤2
0,25 ≤ Ni ≤2
0,015 ≤ Ti ≤ 0,10
0 ≤ Nb ≤ 0,060
0,0005 ≤ В ≤ 0,0040
0,003 ≤ N ≤ 0,010
0,0001 ≤ S ≤ 0,005
0,0001 ≤ Р ≤ 0,025,
при этом содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
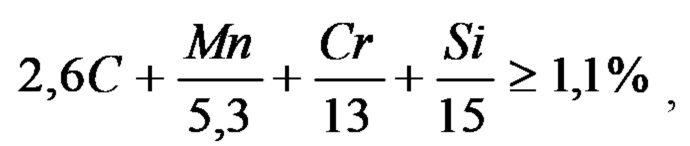
причем сталь необязательно включает один или несколько из следующих элементов, мас.%:
0,05 ≤ Мо ≤ 0,65
0,001 ≤ W ≤ 0,30
0,0005 ≤ Ca ≤ 0,005,
остальное - железо и неизбежные примеси.
19. Способ по п. 18, в котором для другого предварительно покрытого листа (2) стальная подложка (3) содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤1
0,01 ≤ Cr ≤1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
20. Способ по любому из пп. 1-19, в котором сварку осуществляют с использованием защитного газа.
21. Способ получения сварной и затем сформованной горячим прессованием и охлажденной стальной детали, включающий последовательные стадии:
- осуществление способа по любому из пп. 1-20 для получения сварной стальной заготовки (1);
- нагревание сварной стальной заготовки (1) для получения полностью аустенитной структуры в подложке (3) предварительно покрытого листа (2);
- горячее прессование сварной стальной заготовки (1) в аппарате прессования с целью получения стальной детали; и
- охлаждение стальной детали в аппарате прессования.
22. Способ по п. 21, в котором в течение стадии охлаждения скорость охлаждения составляет больше или равна скорости охлаждения бейнита или мартенсита для наиболее упрочняемой из подложек (3) предварительно покрытого листа (2).
23. Сварная стальная заготовка (1), содержащая два предварительно покрытых листа (2), где каждый предварительно покрытый лист (2), включающий стальную подожку (3), имеет предварительное покрытие (5) на каждой из главных поверхностей (4), причем предварительное покрытие (5) содержит слой интерметаллического сплава (9), содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава (11), простирающийся поверх слоя интерметаллического сплава (9), причем слой металлического сплава (11) представляет собой слой алюминия, слой алюминиевого сплава или слой сплава на основе алюминия,
при этом предварительно покрытые листы (2) соединены сварным швом (22), который имеет среднее содержание алюминия (AlWJ) 0,1 мас.% - 1,2 мас.%, при этом сварной шов (22) дополнительно характеризуется тем, что:
(a) коэффициент закалки FTWJ сварного шва (22) такой, что FTWJ - 0,96FTBM ≥ 0 (критерий С1),
где:
- FTBM - коэффициент закалки наименее упрочняемой стальной подложки (3) среди стальных подложек (3) двух предварительно покрытых листов (2), и
- коэффициенты закалки FTWJ и FTBM определяются с использованием следующей формулы: FT=128+1553хС+55xMn+267xSi+49xNi+5xCr-79xAl-2xNi2-1532хС2-5xMn2-127xSi2-40xCxNi-4xNixMn, где Al, Cr, Ni, С, Mn и Si соответственно означают среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе, в области, для которой следует определить коэффициент закалки, причем указанная область является сварным швом (22) в случае FTWJ и наименее упрочняемой подложкой в случае FTBM,
(b) среднее содержание никеля (NiWJ) в сварном шве (22) удовлетворяет следующему соотношению: NiWJ ≤ 14 - 3,4xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (22) (критерий С2); и
(c) среднее содержание хрома (CrWJ) в сварном шве (22) удовлетворяет следующему соотношению: CrWJ ≤ 5- 2xAlWJ, где AlWJ означает среднее содержание алюминия в сварном шве (22) (критерий С3), и
каждый предварительно покрытый лист (2) содержит на каждой главной поверхности (4), смежной сварному шву (22), промежуточную зону (28), в которой предварительное покрытие (5) удалено над удаляемой частью (F), составляющей 30%-100% толщины предварительного покрытия (5).
24. Сварная заготовка (1) по п. 23, в которой стальная подложка (3) по меньшей мере одного из предварительно покрытых листов (2) содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
P ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
25. Сварная заготовка (1) по п. 23 или 24, в которой ширина промежуточной зоны (28) каждого предварительно покрытого листа (2) составляет 5 мкм - 2000 мкм от кромки сварного шва (22).
26. Сварная заготовка (1) по любому из пп. 23-25, в которой удаляемая часть (F) по меньшей мере для одного предварительно покрытого листа (2) составляет до 100% толщины предварительного покрытия (5).
27. Сварная заготовка (1) по любому из пп. 23-25, в которой удаляемая часть (F) по меньшей мере для одного предварительно покрытого листа (2) составляет строго меньше, чем 100% от толщины предварительного покрытия (5).
28. Сварная заготовка (1) по п. 27, в которой предварительное покрытие (5) по меньшей мере для одного предварительно покрытого листа (2) содержит слой металлического сплава (11), простирающегося поверх слоя интерметаллического сплава (9), при этом слой металлического сплава (11) является слоем алюминия, слоем алюминиевого сплава или слоем сплава на основе алюминия, при этом по меньшей мере для одного предварительно покрытого листа (2) слой металлического сплава (11) удален по всей толщине, в то время как слой интерметаллического сплава (9) остается цельным в зоне удаления (18) на каждой главной поверхности (4) предварительно покрытого листа (2).
29. Сварная заготовка (1) по любому из пп. 23-28, в которой содержание никеля (NiWJ) в сварном шве (22) составляет 0,1 мас.% - 13,6 мас.%, и преимущественно 0,2 мас. % - 12,0 мас.%.
30. Сварная заготовка (1) по любому из пп. 23-29, в которой сварная стальная заготовка (1) является такой, что после горячего прессования и охлаждения:
- ударная вязкость по Шарпи сварного шва (22) при 20°С составляет больше или равна 25 Дж/см2; и
- предел прочности на разрыв сформованной горячим прессованием и охлажденной сварной стальной заготовки составляет больше или равен пределу прочности на разрыв наиболее слабой подложки среди подложек (3) предварительно покрытого листа (2), причем наиболее слабая подложка (3) представляет собой подложку, для которой произведение толщины на предел прочности на разрыв после горячего прессования и охлаждения является минимальным.
31. Сварная заготовка (1) по любому из пп. 23-30, в которой сварной шов (22) является таким, что после горячего прессования и охлаждения максимальное изменение твердости ΔHV(WJ) поперек сварного шва (22) составляет меньше или равно 20% от средней твердости HVmean(WJ) сварного шва (22).
32. Сварная заготовка (1) по любому из пп. 23-31, в которой каждая промежуточная зона (28) включает в себя бороздчатость затвердевания, причем бороздчатость затвердевания на смежных главных поверхностях (4) двух предварительно покрытых листов (2) является симметричной относительно вертикальной медианной плоскости (М) между двумя предварительно покрытыми листами (2).
33. Сварная заготовка (1) по любому из пп. 23-32, в которой каждая промежуточная зона (28) включает внутреннюю кромку (30), расположенную на сварном шве (22) и внешнюю кромку (32), расположенную вдали от сварного шва (22), при этом расстояние между внешними кромками (32) смежных промежуточных зон (28) двух предварительно покрытых листов (2) является постоянным вдоль продольного направления сварного шва (22).
34. Сварная, сформованная горячим прессованием и охлажденная стальная деталь, содержащая первую часть покрытой стальной детали и вторую часть покрытой стальной детали, причем каждая часть покрытой стальной детали, содержащей стальную подложку (3), имеет по меньшей мере на одной из главных поверхностей покрытие, содержащее по меньшей мере железо и алюминий,
первая и вторая части покрытой стальной детали соединены сварным швом (22), причем сварной шов (22) имеет среднее содержание алюминия (AlWJ) 0,1 мас.% - 1,2 мас.%, и сварной шов (22) дополнительно характеризуется тем, что:
(a) коэффициент закалки FTWJ сварного шва (22) такой, что FTWJ - 0,96 FTBM ≥ 0 (критерий С1),
где:
- FTBM означает коэффициент закалки наименее упрочняемой стальной подложки (3) среди стальных подложек (3) двух частей покрытой стальной детали, и
- коэффициенты закалки FTWJ и FTBM определяются с использованием следующей формулы: FT=128+1553хС+55xMn+267xSi+49xNi+5xCr-79xAl-2xNi2-1532хС2-5xMn2-127xSi2-40xCxNi-4xNixMn, где Al, Cr, Ni, С, Mn и Si соответственно означают среднее содержание алюминия, хрома, никеля, углерода, марганца и кремния, выраженное в процентах по массе в области, для которой следует определить коэффициент закалки, причем эта область представляет собой сварной шов (22) в случае FTWJ и наименее упрочняемую подложку в случае FTBM,
(b) среднее содержание никеля (NiWJ) в сварном шве (22) удовлетворяет следующему соотношению: NiWJ ≤ 14-3,4xAlWJ, где AlWJ - среднее содержание алюминия в сварном шве (22) (критерий С2); и
(с) среднее содержание хрома (CrWJ) в сварном шве (22) удовлетворяет следующему соотношению: CrWJ ≤ 5-2xAlWJ, где AlWJ - среднее содержание алюминия в сварном шве (22) (критерий С3), и
каждая часть покрытой стальной детали содержит на каждой из двух главных поверхностей, смежных сварному шву (22), промежуточную зону (28), в которой толщина покрытия является строго меньше, чем в смежных зонах части покрытой стальной детали, расположенных на большем расстоянии от сварного шва (22), чем промежуточная зона, или где покрытие отсутствует.
35. Стальная деталь по п. 34, в которой стальная подложка (3) по меньшей мере одной из первой и второй частей стальной детали, содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤ 1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
36. Стальная деталь по п. 34 или 35, в которой каждая промежуточная зона включает в себя бороздчатость затвердевания, причем бороздчатость затвердевания на смежных главных поверхностях (4) двух покрытых частей стальной детали является симметричной относительно вертикальной медианной плоскости между двумя покрытыми частями стальной детали.
37. Стальная деталь по любому из пп. 34-36, в которой каждая промежуточная зона включает внутреннюю кромку, расположенную на сварном шве (22), и внешнюю кромку, расположенную вдали от сварного шва (22), и где расстояние между внешними кромками смежных промежуточных зон двух покрытых частей стальной детали является постоянным вдоль продольного направления сварного шва (22).
38. Стальная деталь по любому из пп. 34-37, в которой средняя твердость HVmcan(WJ) в сварном шве (22) меньше или равна 700 HV.
39. Стальная деталь по любому из пп. 34-38, в которой среднее содержание никеля (NiWJ) в сварном шве (22) составляет 0,1мас.% - 13,6 мас.%, и преимущественно 0,2 мас.% - 12,0 мас.%.
40. Стальная деталь по любому из пп. 34-39, в которой:
- ударная вязкость по Шарпи сварного шва (22) при 20°С составляет больше или равна 25 Дж/см2; и
- предел прочности на разрыв сварной, сформованной горячим прессованием и охлажденной стальной детали больше или равен пределу прочности на разрыв наиболее слабой подложки среди подложек (3) покрытых частей стальной детали, причем наиболее слабой подложкой (3) является подложка, для которой произведение толщины на предел прочности на разрыв является минимальным.
41. Стальная деталь по любому из пп. 34-40, в которой максимальное изменение твердости ΔHV(WJ) поперек сварного шва (22) составляет меньше или равно 20% от средней твердости HVmean(WJ) сварного шва (22).
42. Стальная деталь по любому из пп. 34-41, в которой стальная подложка (3) по меньшей мере одной среди первой и второй частей покрытой стальной детали содержит, мас.%:
0,15 ≤ С ≤ 0,25
0,8 ≤ Mn ≤ 1,8
0,1 ≤ Si ≤ 0,35
0,01 ≤ Cr ≤ 0,5
Ti ≤ 0,1
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,005,
остальное - железо и неизбежные примеси.
43. Стальная деталь по любому из пп. 34, 36-41, в которой стальная подложка (3) одной среди первой и второй частей покрытой стальной детали содержит, мас.%:
0,040 ≤ С ≤ 0,100
0,80 ≤ Mn ≤ 2,00
Si ≤ 0,30
S ≤ 0,005
Р ≤ 0,030
0,010 ≤ Al ≤ 0,070
0,015 ≤ Nb ≤ 0,100
Ti ≤ 0,080
N ≤ 0,009
Cu ≤ 0,100
Ni ≤ 0,100
Cr ≤ 0,100
Mo ≤ 0,100
Ca ≤ 0,006,
остальное - железо и неизбежные примеси.
44. Стальная деталь по п. 43, в которой стальная подложка (3) другой среди первой и второй частей покрытой стальной детали содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
45. Стальная деталь по любому из пп. 34, 36-41, в которой стальная подложка (3) одной среди первой и второй частей покрытой стальной детали содержит, мас.%:
0,24 ≤ С ≤ 0,38
0,40 ≤ Mn ≤ 3
0,10 ≤ Si ≤ 0,70
0,015 ≤ Al ≤ 0,070
0 ≤ Cr ≤2
0,25 ≤ Ni ≤ 2
0,015 ≤ Ti ≤ 0,10
0 ≤ Nb ≤ 0,060
0,0005 ≤ В ≤ 0,0040
0,003 ≤ N ≤ 0,010
0,0001 ≤ S ≤ 0,005
0,0001 ≤ Р ≤ 0,025,
где содержание титана и азота удовлетворяет следующему соотношению:
Ti/N > 3,42,
а содержание углерода, марганца, хрома и кремния удовлетворяет следующему соотношению:
при этом сталь необязательно включает один или несколько из следующих элементов, мас.%:
0,05 ≤ Мо ≤ 0,65
0,001 ≤ W ≤ 0,30
0,0005 ≤ Са ≤ 0,005,
остальное - железо и неизбежные примеси.
46. Стальная деталь по п. 45, в которой стальная подложка (3) другой среди первой и второй частей покрытой стальной детали содержит, мас.%:
0,10 ≤ С ≤ 0,5
0,5 ≤ Mn ≤ 4,5
0,1 ≤ Si ≤ 1
0,01 ≤ Cr ≤1
Ti ≤ 0,2
Al ≤ 0,1
S ≤ 0,05
Р ≤ 0,1
В ≤ 0,010,
остальное - железо и неизбежные примеси.
47. Применение сварной, сформованной горячим прессованием и охлажденной стальной детали по любому из пп. 34-46 для производства деталей против несанкционированного доступа или поглотителей энергии для автомобиля.
| US 20140003860 A1, 02.01.2014 | |||
| WO 2015150892 A1, 08.10.2015 | |||
| КОМПОЗИЦИЯ ДЛЯ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ ИНФЕКЦИИ MYCOPLASMA HYORHINIS И СПОСОБ ПОЛУЧЕНИЯ УКАЗАННОЙ КОМПОЗИЦИИ | 2020 |
|
RU2737971C1 |
| DE 102015115915 A1, 23.03.2017 | |||
| СПОСОБ ОБРАБОТКИ БУРОВОГО РАСТВОРА | 1990 |
|
RU2007545C1 |
| WO 2015086781 A1, 18.06.2015 | |||
| EP 2942143 B1, 15.03.2017 | |||
| US 20090056403 A1, 05.03.2009 | |||
| US 20170266761 A1, 21.09.2017 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ВСТЫК ОДНОЙ ИЛИ НЕСКОЛЬКИХ ЗАГОТОВОК ИЗ ЗАКАЛЕННОЙ ПОД ПРЕССОМ СТАЛИ | 2015 |
|
RU2652341C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ДЕТАЛИ С ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ КАТАНОГО ЛИСТА С ПОКРЫТИЕМ | 2007 |
|
RU2403309C2 |

