Изобретение относится к литейному производству и может быть использовано при производстве отливок из алюминиевых и других сплавов.
Из существующего уровня техники известен уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из алюминиевых и других сплавов (патент № 2616710, опубликовано 18.04.2017). Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки, характеризующийся тем, что выполнен в виде полого корпуса с плоской торцевой частью и связанной с ней конической боковой частью, максимальный наружный диаметр боковой конической стенки колпачка составляет 48-50 мм и соответствует максимальному диаметру отверстия выпора, наружный диаметр бурта торцевой части составляет 1,40-1,70 максимального наружного диаметра конической боковой стенки, а толщина конической боковой стенки составляет 1,3-1,9 мм, при этом колпачок выполнен из высокоэластичного термоэластопласта, выбранного из группы, включающей полиуретан, полиэтилен высокого давления, полипропилен или композицию на основе полипропилена, содержащую от 5 до 35 мас.% этиленпропиленового каучука с содержанием 20-60 мас.% пропилена, при этом высокоэластичный термоэластопласт имеет твердость по Шор А 65-95 единиц, прочность при растяжении не менее 4,5 МПа, относительное удлинение при разрыве - не менее 300%, плотность - 0,90-1,24 г/см3 и показатель текучести расплава (190°С/2.16 кг) - 0,5-3,0 г/10 мин.
Наиболее близким техническим решением является Уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки (патент на изобретение № RU 2696630, опубликовано 05.08.2019). Уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки, выполненный в виде полого корпуса с буртом торцевой части и связанной с ним боковой конической частью, максимальный наружный диаметр которой соответствует диаметру отверстия выпора, при этом колпачок выполнен из высокоэластичного термоэластопласта, отличающийся тем, что он выполнен из высокоэластичного термоэластопласта, имеющего твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение при разрыве 350-650%, плотность – 0,9-1,5 г/см3 и показатель текучести расплава (190°С/5,0 кг) – 0,14-5,0 г/10 мин., и выбранного из группы, включающей полиэтилен высокого давления, полипропилен или композицию на основе полипропилена, содержащую от 5 до 35 мас. % этиленпропиленового каучука с содержанием 20-60 мас. % пропилена, полиэтилен низкого давления, блок сополимер стирол-бутадиен-стирольный эластомер (SBS), блок сополимер стирол-этилен-полипропилен-стирольный каучук (SEBS), композицию на основе блок сополимера стирол-бутадиен-стирольный эластомера (SBS), содержащую 50 мас. % блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS), этиленви-нилацетатный каучук (EVA) или термопластичную резину (TPR), при этом колпачок дополнительно оснащен выступающей над буртом торцевой части сужающейся внешней конической частью с дополнительным буртом и с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка с конусностью от 1° до 5°, при этом диаметр дополнительного бурта равен 0,7-1,5 диаметра бурта торцевой части, толщина стенки сужающей дополнительной конической части составляет от 1,5 до 5 мм, диаметр внутреннего отверстия сужающейся внешней конической части составляет от 40 до 55 мм, высота дополнительной конической части составляет 0,30-0,70 от высоты Н колпачка, причем упомянутый бурт торцевой части колпачка выполнен диаметром 1,1-2,0 максимального наружного диаметра конической боковой части, под углом от 0,1° до 10° к оси дополнительной сужающейся конической части колпачка, с внешним закруглением.
Общим недостатком вышеописанных технических решений является технологические недостатки устройства при закрытии стыка пленки прибылей и выпоров (после выемки моделей из формы) и пленки покровной на опоке верха литейной формы. Также общим недостатком известных технических решений является попадание песка в вакуумно-пленочную литейную форму при процессе создания отливок вследствие не качественной герметизации стыков отверстий вакуумно-пленочной литейной формы ввиду неплотного прилегания конусообразной части колпачка.
Техническим результатом заявляемого изобретения является создание уплотнительного колпачка для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из сплавов, который обеспечивает более качественное герметичное закрытие стыка пленки прибылей и выпоров (после выемки моделей из формы) и пленки покровной на опоке верха литейной формы, предотвращение попадания песка в вакуумно-пленочную литейную форму при процессе создания отливок, уменьшение трудоемкости и увеличение скорости подготовки полуформы верха к сборке формы, улучшение качества изготавливаемых отливок с помощью предлагаемого уплотнительного колпачка, минимизация временных затрат при выполнении работ.
Для достижения указанного технического результата предлагается уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из сплавов, характеризующийся тем, что выполнен в виде двух конусообразных частей, ориентированных к друг другу широкой частью, на одной из которых в торцевой части выполнен бурт, а на расстоянии выше 1/4 высоты уплотнительного колпачка, но ниже 3/4 высоты между двумя конусообразными частями уплотнительного колпачка выполнен технологический пояс таким образом, что боковые стенки уплотнительного колпачка конусообразной части колпачка, которая находится выше технологического пояса, выполнены утолщенными, отличающийся тем, что на внешней поверхности конусообразной части уплотнительного колпачка выполняются ступенчатые выступы.
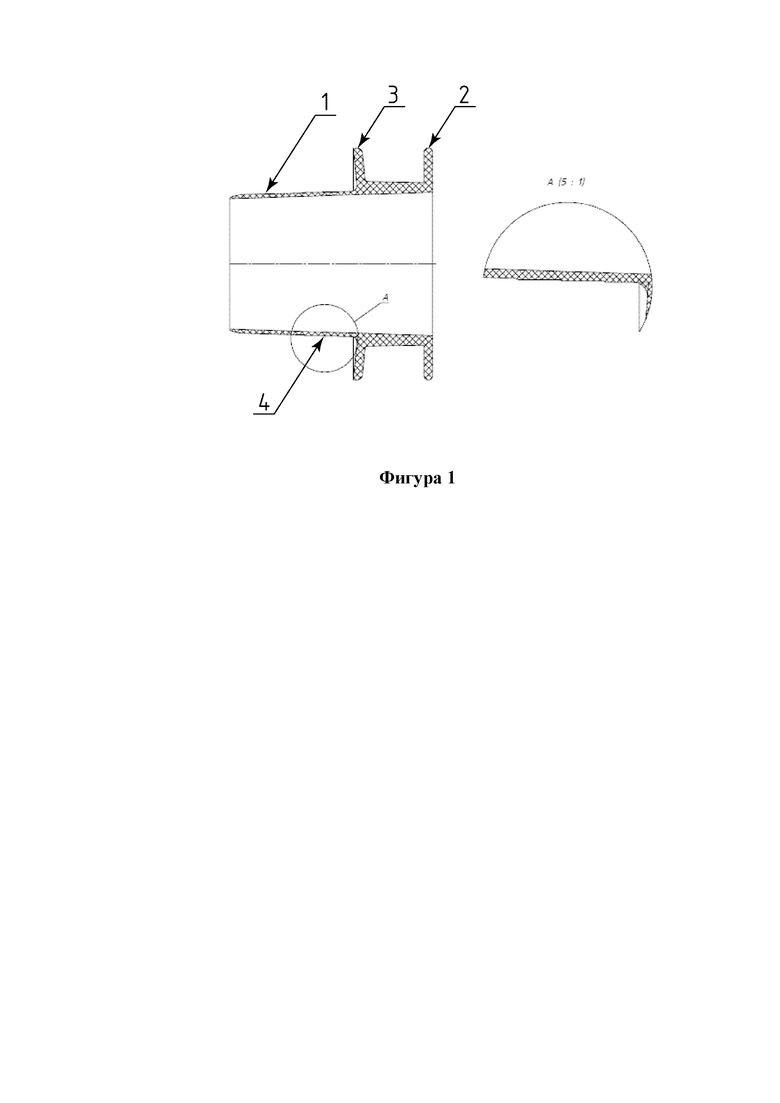
Сущность изобретения поясняется чертежом. На фигуре 1 представлен общий вид уплотнительного колпачка для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из сплавов в разрезе, где:
1 - корпус уплотнительного колпачка,
2 - бурт торцевой части уплотнительного колпачка,
3 - технологический пояс уплотнительного колпачка,
4 - выступы ступенчатой формы на внешней стенке уплотнительного колпачка.
Уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из сплавов выполняется в виде в виде двух конусообразных частей, ориентированных к друг другу широкой частью, на одной из которых в торцевой части выполнен бурт, причем на расстоянии выше 1/4 высоты уплотнительного колпачка, но ниже ¾ высоты уплотнительного колпачка выполнен технологический пояс 3. Боковые стенки уплотнительного колпачка той части, которая находится выше технологического пояса, могут быть выполнены утолщенными, причем соотношение толщины стенок части уплотнительного колпачка, находящейся выше пояса, к части уплотнительного колпачка, находящейся ниже технологического пояса, может составлять от 1,5 до 4. На внешней поверхности конусообразной части уплотнительного колпачка выполняются ступенчатые выступы. Радиус окружности скругления, расположенного между нижней частью технологического пояса и боковой стенкой уплотнительного колпачка может быть выполнен равным радиусу окружности скругления, расположенного между верхней частью технологического пояса и боковой стенкой уплотнительного колпачка. Боковые утолщенные стенки уплотнительного колпачка, находящиеся выше технологического пояса, могут быть выполнены конусообразными с конусностью в пределах 0,2-4 градуса. Боковые стенки уплотнительного колпачка, находящиеся ниже технологического пояса, могут быть выполнены конусообразными с конусностью в пределах 0,2-4 градуса. Технологический пояс уплотнительного колпачка может быть выполнен с уклоном к нижней части уплотнительного колпачка таким образом, что угол между горизонтальной осью и нижней частью (внутренней) технологического пояса составляет от 1 до 10 градусов. Уплотнительный колпачок выполняется преимущественно из полимерного материала.
Технология изготовления предложенного уплотнительного колпачка для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки является традиционной и не требует применения специфического технологического оборудования.
Уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из сплавов используется следующим образом: в процессе изготовления литейных форм для последующего использования по технологии вакуумно-пленочной формовки выполняют технологическую операцию разрезания ручным методом с использованием ножа полимерной пленки над местом расположения модели выпора. Затем в образовавшееся после извлечения из песчаной формы модели выпора отверстие (место нарушение вакуумной полимерной пленки) вставляют предложенный уплотнительный колпачок и забивают его киянкой до упора, прижимая полимерную пленку к поверхности литейной формы. Подготовленная литейная форма подается под заливку металлом. За счет наличия выступов ступенчатой формы на внешней поверхности уплотнительного колпачка происходит более плотная посадка уплотнительного колпачка, за счет которого обеспечивается более качественное герметичное закрытие стыка пленки прибылей и выпоров (после выемки моделей из формы) и пленки покровной на опоке верха литейной формы, вследствие чего предотвращается попадание песка в вакуумно-пленочную литейную форму при процессе создания отливок.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности как «новизна».
Заявляемые существенные признаки, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности как «изобретательский уровень».
Изобретение относится к литейному производству. Уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы выполнен в виде двух конусообразных частей, ориентированных к друг другу широкой частью. Между конусообразными частями на расстоянии от выше 1/4 высоты уплотнительного колпачка и до ниже 3/4 его высоты выполнен технологический пояс (3), в торцевой части одной из конусообразных частей выполнен бурт (2). Внешняя поверхность конусообразных частей выполнена с выступами (4), расположенными ступенчато. Выступы (4) на внешней поверхности уплотнительного колпачка позволяют осуществить плотную посадку уплотнительного колпачка и герметично закрыть стык пленки прибылей и выпоров после выемки моделей из формы и пленки покровной на опоке верха литейной формы. Обеспечивается предотвращение попадания песка в вакуумно-пленочную литейную форму, уменьшение трудоемкости и увеличение скорости подготовки полуформы верха к сборке формы. 4 з.п. ф-лы, 1 ил.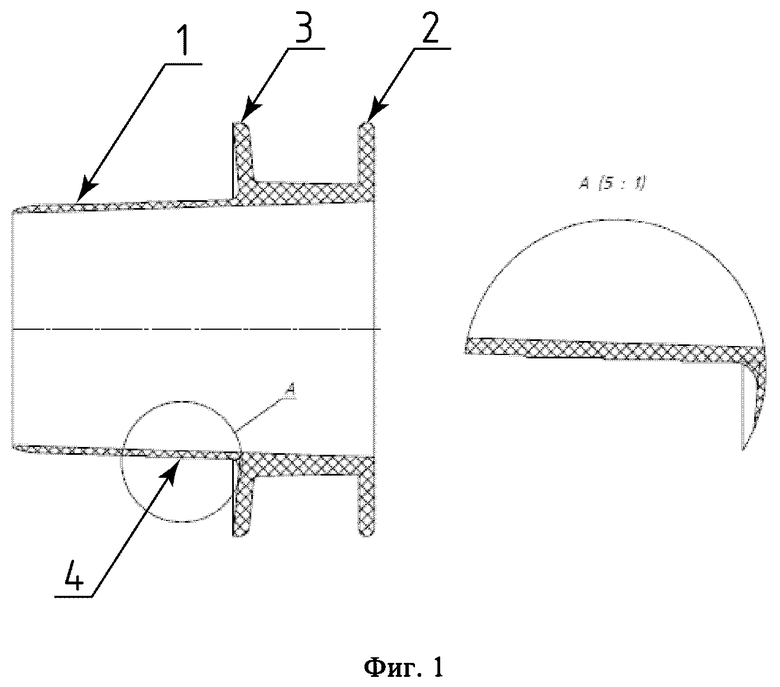
1. Уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из сплавов, выполненный в виде двух конусообразных частей, ориентированных к друг другу широкой частью, содержащий технологический пояс, выполненный между двумя конусообразными частями уплотнительного колпачка на расстоянии от выше 1/4 высоты уплотнительного колпачка и до ниже 3/4 его высоты, и бурт в торцевой части одной из конусообразных частей, отличающийся тем, что внешняя поверхность конусообразных частей выполнена с выступами, расположенными ступенчато.
2. Уплотнительный колпачок по п. 1, отличающийся тем, что толщина боковой стенки конусообразной части, расположенной выше технологического пояса, больше толщины боковой стенки конусообразной части, расположенной ниже технологического пояса.
3. Уплотнительный колпачок по п. 1, отличающийся тем, что боковая стенка конусообразной части, расположенной выше технологического пояса, выполнена с конусностью 0,2-4°.
4. Уплотнительный колпачок по п. 1, отличающийся тем, что боковая стенка конусообразной части, расположенной ниже технологического пояса, выполнена с конусностью 0,2-4°.
5. Уплотнительный колпачок по п. 1, отличающийся тем, что технологический пояс уплотнительного колпачка выполнен с уклоном к нижней части уплотнительного колпачка, причем угол между горизонтальной осью и нижней частью технологического пояса составляет от 1° до 10°.
| Уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки | 2018 |
|
RU2696630C1 |
| Уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки | 2018 |
|
RU2696633C1 |
| JP 60111736 A, 18.06.1985 | |||
| US 5899364 A1, 04.05.1999 | |||
| Вакуумный кран | 1980 |
|
SU922393A1 |

