Изобретение относится к области металлургии, а именно к литейному производству, в частности к изготовлению песчаных форм методом вакуумно-пленочной формовки, к уплотнительному колпачку для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки и может быть использовано при производстве отливок из алюминиевых и других сплавов.
Известен уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки, выполненный в виде полого корпуса с плоской торцевой частью и связанной с ней боковой конической частью, максимальный наружный диаметр которой соответствует диаметру отверстия выпора, при этом колпачок выполнен из высоко эластичного термоэластопласта, (см. патент РФ №2616710, В22С 9/03, 20.06.2012.).
Однако, известный уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки при своем использовании имеет следующие недостатки:
- не обеспечивает отсутствие замусоривания литейной формы при обдувке и транспортировании на место заливки,
- не обеспечивает значительное снижение трудоемкости при изготовлении песчаных литейных форм,
- не обеспечивает снижение времени подготовительных операций при изготовлении песчаной литейной формы,
- недостаточно повышает качество изготавливаемых отливок из алюминиевых и других сплавов.
- обладает недостаточной технологичностью как при своем изготовлении, так и в процессе практического использования.
Задачей изобретения является создание уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки.
Техническим результатом при использовании уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки является отсутствие замусоривания литейной формы при обдувке и транспортировании на место заливки, значительное снижение трудоемкости при изготовлении песчаных литейных форм, снижение времени подготовительных операций при изготовлении песчаной литейной формы с использованием уплотнительного колпачка, улучшение качества изготавливаемых отливок, а также повышение технологичности как при изготовлении уплотнительного колпачка, так и в процессе его практического использования.
Технический результат достигается тем, что предложен уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки, выполненный в виде полого корпуса с плоской торцевой частью и связанной с ней боковой конической частью, максимальный наружный диаметр которой соответствует диаметру отверстия выпора, при этом колпачок выполнен из высоко эластичного термоэластопласта, при этом выполнен из высоко эластичного термоэластопласта, имеющего твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение при разрыве 350-650%, плотность - 0,9-1,5 г/см3 и показатель текучести расплава (190°C/5,0 кг) - 0.14-5,0 г/10 мин, и выбранного из группы, включающей полиэтилен высокого давления, полипропилен или композицию на основе полипропилена, содержащую от 5 до 35
масс. % этиленпропиленового каучука с содержанием 20-60 мас. % пропилена, полиэтилен низкого давления, блок сополимер стирол-бутадиен-стирольный эластомер (SBS), блок сополимер стирол-этилен-полипропилен-стирольный каучук (SEBS), композицию на основе блок сополимера стирол-бутадиен-стирольный эластомера (SBS), содержащую 50 масс. % блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS), этиленвинилацетатный каучук (EVA) или термопластичную резину (TPR), при этом колпачок дополнительно оснащен выступающей над буртом торцевой части сужающейся внешней конической частью с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка с конусностью от 1° до 5°, при этом толщина стенки сужающейся дополнительной конической части составляет от 1,5 до 5 мм, диаметр внутреннего отверстия сужающей внешней конической части составляет от 40 до 55 мм, а высота дополнительной конической части составляет 0,30-0,70 от высоты Н колпачка, причем упомянутый бурт выполнен диаметром 1,1-2,0 максимального наружного диаметра конической боковой части под углом от 0,1° до 10° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части колпачка, с внешним закруглением. При этом высота колпачка составляет 50-95 мм, а толщина бурта торцевой части составляет 0,5-5,0 мм. При этом конусность боковой конической части колпачка соответствует конусности отверстия выпора и составляет от 1° до 5°. При этом композиция на основе полипропилена может дополнительно содержать оксид цинка в количестве 2,0-2,3 мас. % в качестве активатора вулканизации пероксидной вулканизующей системы. При этом композиция на основе полипропилена может дополнительно содержать перкадокс 14-40B-GR в количестве 2,2-2,8 мас. % в качестве вулканизующего агента пероксидной вулканизующей системы. При этом высокоэластичный термоэластопласт в качестве полипропилена может содержать полипропилен марок 21030, 21060 или 21090.
Среди признаков, характеризующих предложенный уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки, существенными являются:
- в качестве высоко эластичного термоэластопласта при изготовлении колпачков дополнительно используют эластичный термоэластопласт, выбранный из группы полиэтилен низкого давления, блок сополимер стирол-бутадиен-стирольный эластомер (SBS), блок сополимер стирол-этилен-полипропилен-стирольный каучук (SEBS), композицию на основе блок сополимера стирол-бутадиен-стирольный эластомера (SBS), содержащую 50 масс. % блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS), этиленвинилацетатный каучук (EVA) или термопластичную резину (TPR),
- высокоэластичный термоэластопласт имеет твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение при разрыве 350-650%, плотность - 0,9-1,5 г/см3 и показатель текучести расплава (190°C/5,0 кг) - 0.14-5,0 г/10 мин.,
- дополнительное оснащение колпачка выступающей над буртом сужающейся внешней конической частью с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей от 1° до 5°,
- толщина стенки сужающейся дополнительной конической части составляет от 1,5 до 5 мм,
- диаметр внутреннего отверстия сужающейся внешней конической части составляет от 40 до 55 мм,
- высота дополнительной конической части составляет 0,30-0,70 от высоты Н колпачка,
- бурт колпачка выполнен диаметром 1,1-2,0 максимального наружного диаметра конической боковой части под углом от 0,10 до 10° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части колпачка, с внешним закруглением,
- высота колпачка составляет 50-95 мм, а толщина бурта торцевой части составляет 0,5-5,0 мм,
- конусность боковой конической части колпачка соответствует конусности отверстия выпора и составляет от 1° до 5°,
- композиции на основе полипропилена могут дополнительно содержать оксид цинка в количестве 2,0-2,3 мас. % в качестве активатора вулканизации пероксидной вулканизующей системы,
- композиции на основе полипропилена могут дополнительно содержать перкадокс 14-40B-GR в количестве 2,2-2,8 масс. % в качестве вулканизующего агента пероксидной вулканизующей системы,
- в качестве полипропилена высокоэластичный термоэластопласт может содержать полипропилен марок 21030, 21060 или 21090.
Экспериментальные исследования предложенного уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки показали его высокую эффективность. Было установлено, что использование предложенного уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки обеспечило полное отсутствие замусоривания литейной формы при обдувке и транспортировании на место заливки, значительное снижение (на 26-39%) трудоемкости при изготовлении песчаных литейных форм с использованием предложенного уплотнительного колпачка, обеспечило сокращение времени подготовительных операций (на 20-24%) при изготовлении песчаной литейной формы, достигнуто повышения качества изготавливаемых отливок, а также достигнуто повышение технологичности как при изготовлении предложенного уплотнительного колпачка, так и в процессе его практического использования.
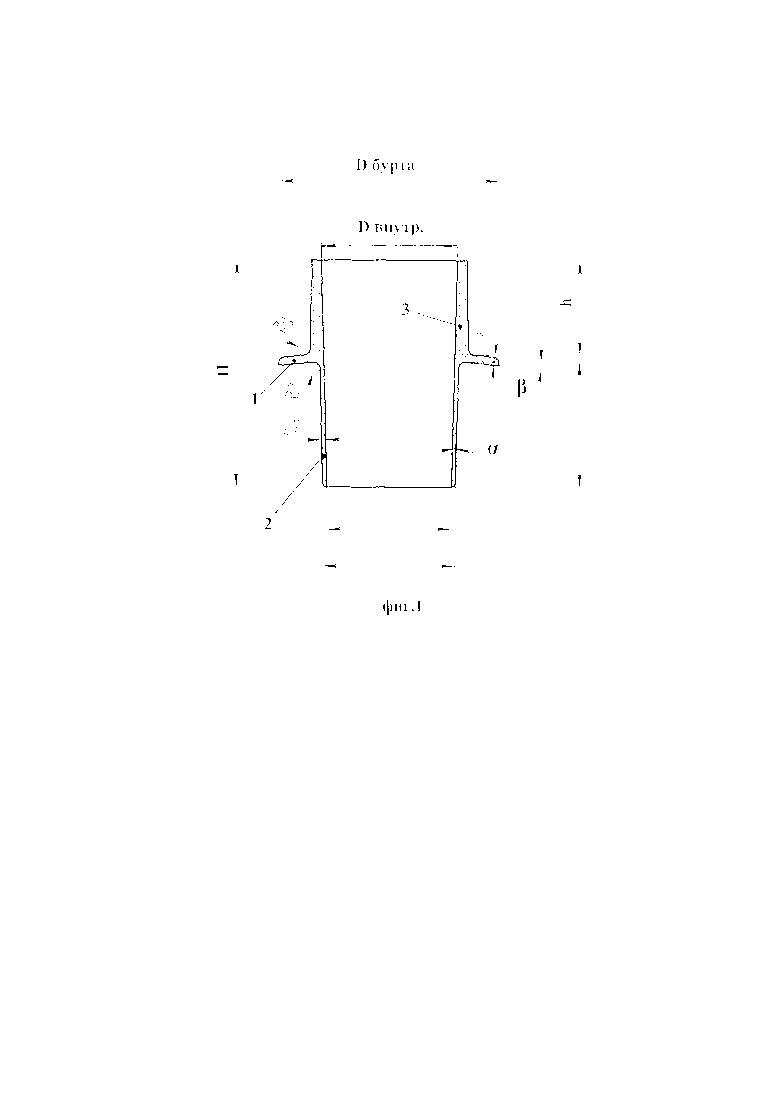
Сущность предложенного уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки поясняется чертежом, где на фиг. 1 показан общий вид комплекта.
Предложенный уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки выполнен в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен
выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α от 1° до 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет от 1,5 до 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет от 40 до 55 мм.
Высота h дополнительной конической части составляет 0,30-0,70 от высоты Н колпачка. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 1,1-2,0 максимального наружного диаметра конической боковой части под углом β от 0,1° до 10° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. При этом высота Н колпачка составляет 50-95 мм, а толщина бурта торцевой части составляет 0,5-5,0 мм. При этом конусность а боковой конической части колпачка соответствует конусности отверстия выпора и составляет от 1° до 5°.
Уплотнительный колпачок выполнен из высоко эластичного термоэластопласта, выбранного из группы полиуретан, полиэтилен высокого давления, полиэтилен низкого давления полипропилен, композиция на основе полипропилена, содержащая от 5 до 35 масс. % этиленпропиленового каучука с содержанием 20-60 масс. % пропилена, блок сополимер стирол-бутадиен-стирольный эластомер (SBS), блок сополимер стирол-этилен-полипропилен-стирольный каучук (SEBS), композиция на основе блок сополимера стирол-бутадиен-стирольный эластомера (SBS), содержащая 50 масс. % блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS), этиленвинилацетатный каучук (EVA) или термопластичная резина (TPR).
При этом в качестве полипропилена высоко эластичного термоэластопласта используют полипропилен марок 21030, 21060 или 21090 по ТУ 2211-016-05796653-95. Высоко эластичный термоэластопласт уплотнительного колпачка характеризуется высокой термоокислительной стойкостью, высоким удельным электрическим сопротивлением и имеет твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение
при разрыве не менее 350-650%, плотность 0,9-1,5 г/см3 и показатель текучести расплава (190°C/5.0 кг) составляет 0,14-5,0 г/10 мин.
Высоко эластичный термоэластопласт может дополнительно содержать оксид цинка в количестве 2,0-2,3 масс. % в качестве активатора вулканизации пероксидной вулканизующей системы, а также перкадокс 14-40B-GR в количестве 2,2-2,8 масс. % в качестве вулканизующего агента пероксидной вулканизующей системы.
Технология изготовления предложенного уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки является традиционной и не требует применения специфического технологического оборудования.
Используют предложенный уплотнительный колпачок для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки следующим образом.
В процессе изготовления литейных форм для последующего использования по технологии вакуумно-пленочной формовки выполняют технологическую операцию разрезания ручным методом с использованием ножа полимерной пленки над местом расположения модели выпора. Затем в образовавшееся после извлечения из песчаной формы модели выпора отверстие (место нарушение вакуумной полимерной пленки) вставляют предложенный уплотнительный колпачок и забивают его киянкой до упора, прижимая полимерную пленку к поверхности литейной формы. Подготовленная литейная форма подается под заливку металлом.
Реализация предложенного уплотнительного колпачка для герметизации стыков отверстий выпора литейной формы вакуумно-пленочной формовки поясняется следующими примерами. При этом используемые для изготовления предложенного уплотнительного колпачка высоко эластичные термоэластопласты, характеризуются высокой термоокислительной стойкостью, высоким удельным электрическим сопротивлением и имеют твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение при разрыве 350-650%, плотность 0,9-1,5 г/см3 и показатель текучести их расплава (190°C/5.0 кг) составляет 0,14-5,0 г/10 мин.
Пример 1. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полиэтилена высокого давления выполнен в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 1°. Толщина стенки сужающейся дополнительной конической части 3 составляет 1,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 40 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 28,5 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 46 мм под углом β 0,1° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 0,5 мм.
Пример 2. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полиэтилена низкого давления выполнен в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 3°. Толщина стенки сужающейся дополнительной конической части 3 составляет 3,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 55 мм.
Высота Н колпачка составляет 50 мм, высота h дополнительной конической части 3 составляет 15 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 53 мм под углом β 5° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 15 мм.
Пример 3. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21030 в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 70 мм, высота h дополнительной конической части 3 составляет 35 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 58 мм под углом β 10° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 5 мм.
Пример 4. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21030, содержащего 5 масс. % этиленпропиленового каучука с содержанием 20 масс. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 1°. Толщина стенки сужающейся дополнительной конической части 3 составляет 1,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 40 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 47,5 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 106 мм под углом β 0,1° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 2,5 мм.
Пример 5. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21030, содержащего 5 масс. % этиленпропиленового каучука с содержанием 40 масс. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 3°. Толщина стенки сужающейся дополнительной конической части 3 составляет 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 70 мм, высота h дополнительной конической части 3 составляет 49 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 92 мм под углом β 5° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 1,5 мм.
Пример 6. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21030, содержащего 5 масс. % этиленпропиленового каучука с содержанием 60 масс. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет 3,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 55 мм.
Высота Н колпачка составляет 50 мм, высота h дополнительной конической части 3 составляет 25 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 121 мм под углом β 10° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 5 мм.
Пример 7. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21060 в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 1°. Толщина стенки сужающейся дополнительной конической части 3 составляет 1,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 40 мм.
Высота Н колпачка составляет 50 мм, высота h дополнительной конической части 3 составляет 35 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 46 мм под углом β 5° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 1,5 мм.
Пример 8. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21060, содержащего 5 мас. % этиленпропиленового каучука с содержанием 20 мас. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 55 мм.
Высота Н колпачка составляет 70 мм, высота h дополнительной конической части 3 составляет 21 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 58 мм под углом β 0,1° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 0,5 мм.
Пример 9. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21060, содержащего 20 мас. % этиленпропиленового каучука с содержанием 40 мас. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 3°. Толщина стенки сужающейся дополнительной конической части 3 составляет 3,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 66,5 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 53 мм под углом β 10° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 2,5 мм.
Пример 10. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21060, содержащего 20 мас. % этиленпропиленового каучука с содержанием 60 мас. % пропилена а также 2,15 масс. % оксида цинка в качестве активатора вулканизации пероксидной вулканизующей системы и 2,5 масс. % перкадокса 14-40B-gr в качестве вулканизующего агента пероксидной вулканизующей системы в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 1°. Толщина стенки сужающейся дополнительной конической части 3 составляет 3,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 50 мм, высота h дополнительной конической части 3 составляет 15 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 92 мм под углом β 5° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 1,5 мм.
Пример 11. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21030, содержащего 35 масс. % этиленпропиленового каучука с содержанием 20 масс. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет 1,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 40 мм.
Высота Н колпачка составляет 70 мм, высота h дополнительной конической части 3 составляет 35 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 106 мм под углом β 0,1° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 1,5 мм.
Пример 12. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21090, содержащего 35 масс. % этиленпропиленового каучука с содержанием 40 масс. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 3°. Толщина стенки сужающейся дополнительной конической части 3 составляет 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 55 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 47,5 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 121 мм под углом β 10° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 5 мм.
Пример 13. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из полипропилена 21090, содержащего 35 масс. % этиленпропиленового каучука с содержанием 60 масс. % пропилена в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 3°. Толщина стенки сужающейся дополнительной конической части 3 составляет 1,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 50 мм, высота h дополнительной конической части 3 составляет 35 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 46 мм под углом β 10° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 0,5 мм.
Пример 14. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из блок сополимера стирол-бутадиен-стирольного эластомера (SBS) в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 1°. Толщина стенки сужающейся дополнительной конической части 3 составляет 3,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 40 мм.
Высота Н колпачка составляет 70 мм, высота h дополнительной конической части 3 составляет 49 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 106 мм под углом β 5° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 2,5 мм.
Пример 15. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS) в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 55 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 66,5 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 106 мм под углом β 5° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 5 мм.
Пример 16. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из этилен-винилацетатного каучука (EVA) в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 1°. Толщина стенки сужающейся дополнительной конической части 3 составляет 5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 70 мм, высота h дополнительной конической части 3 составляет 21 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 92 мм под углом β 0,1° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 1,5 мм.
Пример 17. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из термопластичной резины (TPR) в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 3°. Толщина стенки сужающейся дополнительной конической части 3 составляет 3,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 55 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 25 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 58 мм под углом β 10° к оси, перпендикулярной оси симметрии дополнительной сужающейся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 2,5 мм.
Пример 18. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки выполнен из композиции на основе блок сополимера стирол-бутадиен-стирольный эластомера (SBS), содержащей 50 масс. % блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS) в виде полого корпуса с плоской торцевой частью 1 и связанной с ней конической частью 2, являющейся боковой стенкой. Колпачок дополнительно оснащен выступающей над буртом сужающейся внешней конической частью 3 с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка и составляющей угол α 5°. Толщина стенки сужающейся дополнительной конической части 3 составляет 1,5 мм и диаметр внутреннего отверстия сужающейся внешней конической части (D внутр. фиг. 1) составляет 48 мм.
Высота Н колпачка составляет 95 мм, высота h дополнительной конической части 3 составляет 28,5 мм. Бурт колпачка (D бурта, фиг. 1) выполнен диаметром 53 мм под углом β 0,1° к оси, перпендикулярной оси симметрии дополнительной сужающийся конической части 3 колпачка, с внешним закруглением. Толщина бурта торцевой части составляет 5 мм.
Изобретение относится к литейному производству и может быть использовано при производстве отливок из алюминиевых и других сплавов. Уплотнительный колпачок выполнен в виде полого корпуса с торцевой частью и связанной с ней боковой конической частью, максимальный наружный диаметр которой соответствует диаметру отверстия выпора. Колпачок выполнен из высокоэластичного термоэластопласта, имеющего твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение при разрыве 350-650%, плотность - 0,9-1,5 г/см3 и показатель текучести расплава (190°С/5,0 кг) – 0,14-5,0 г/10 мин. Колпачок оснащен выступающей над буртом торцевой части сужающейся внешней конической частью с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка с конусностью от 1° до 5°, толщина стенки сужающейся дополнительной конической части составляет от 1,5 до 5 мм, диаметр внутреннего отверстия сужающейся внешней конической части составляет от 40 до 55 мм, а высота дополнительной конической части составляет 0,30-0,70 от высоты Н колпачка, причем упомянутый бурт выполнен диаметром 1,1-2,0 максимального наружного диаметра конической боковой части под углом от 0,1° до 10° к оси дополнительной сужающийся конической части колпачка с внешним закруглением. Изобретение обеспечивает значительное снижение трудоемкости и времени подготовительных операций при изготовлении песчаной литейной формы с использованием уплотнительного колпачка, улучшение качества изготавливаемых отливок, а также повышение технологичности как при изготовлении уплотнительного колпачка, так и в процессе его практического использования. 5 з.п. ф-лы, 18 пр., 1 ил.
1. Уплотнительный колпачок для герметизации стыков отверстия выпора литейной формы вакуумно-пленочной формовки, выполненный в виде полого корпуса с торцевой частью и связанной с ней боковой конической частью, максимальный наружный диаметр которой соответствует диаметру отверстия выпора, при этом колпачок выполнен из высокоэластичного термоэластопласта, отличающийся тем, что он выполнен из высокоэластичного термоэластопласта, имеющего твердость по Шор А 60-75 единиц, прочность при растяжении 3,0-10,0 МПа, относительное удлинение при разрыве 350-650%, плотность - 0,9-1,5 г/см3 и показатель текучести расплава (190°С/5,0 кг) – 0,14-5,0 г/10 мин, и выбранного из группы, включающей полиэтилен высокого давления, полипропилен или композицию на основе полипропилена, содержащую от 5 до 35 мас. % этиленпропиленового каучука с содержанием 20-60 мас. % пропилена, полиэтилен низкого давления, блок сополимер стирол-бутадиен-стирольный эластомер (SBS), блок сополимер стирол-этилен-полипропилен-стирольный каучук (SEBS), композицию на основе блок сополимера стирол-бутадиен-стирольного эластомера (SBS), содержащую 50 мас. % блок сополимера стирол-этилен-полипропилен-стирольного каучука (SEBS), этиленвинилацетатный каучук (EVA) или термопластичную резину (TPR), при этом колпачок дополнительно оснащен выступающей над буртом торцевой части сужающейся внешней конической частью с внутренним коническим отверстием, соответствующим внутреннему коническому отверстию боковой конической части колпачка с конусностью от 1° до 5°, при этом толщина стенки сужающейся дополнительной конической части составляет от 1,5 до 5 мм, диаметр внутреннего отверстия сужающейся внешней конической части составляет от 40 до 55 мм, а высота дополнительной конической части составляет 0,30-0,70 от высоты Н колпачка, причем упомянутый бурт выполнен диаметром 1,1-2,0 максимального наружного диаметра конической боковой части под углом от 0,1° до 10° к оси дополнительной сужающийся конической части колпачка с внешним закруглением.
2. Уплотнительный колпачок по п. 1, отличающийся тем, что его высота составляет 50-95 мм, а толщина бурта торцевой части составляет 0,5-5,0 мм.
3. Уплотнительный колпачок по п. 1, отличающийся тем, что конусность боковой конической части колпачка соответствует конусности отверстия выпора и составляет от 1° до 5°.
4. Уплотнительный колпачок по п. 1, отличающийся тем, что композиции на основе полипропилена может дополнительно содержать оксид цинка в количестве 2,0-2,3 мас. % в качестве активатора вулканизации пероксидной вулканизующей системы.
5. Уплотнительный колпачок по п. 1, отличающийся тем, что композиции на основе полипропилена может дополнительно содержать перкадокс 14-40B-GR в количестве 2,2-2,8 мас. % в качестве вулканизующего агента пероксидной вулканизующей системы.
6. Уплотнительный колпачок по п. 1, отличающийся тем, что высокоэластичный термоэластопласт в качестве полипропилена может содержать полипропилен марок 21030, 21060 или 21090.
| Уплотнительный колпачок для герметизации стыков отверстий вакуумно-пленочной литейной формы при производстве отливок из алюминиевых и других сплавов | 2015 |
|
RU2616710C2 |
| УПЛОТНЕНИЯ ДЛЯ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ, РАССЧИТАННЫЕ НА АВТОМАТИЧЕСКУЮ ЗАЛИВКУ | 2008 |
|
RU2453486C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ БЛОК-СОПОЛИМЕРА СТИРОЛА И КРИСТАЛЛИЧЕСКИХ ПОЛИМЕРОВ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2013 |
|
RU2556638C2 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

