Изобретение относится к литейному производству, в частности к получению отливок по технологии вакуумно-пленочной формовки.
Известна вакуумная форма, верхняя часть рабочей полости которой через выпор сообщена с атмосферой (Патент США N 3825059, кл. В 22 D 27/16, 1974). Однако форма не предусмотрена для получения биметаллических отливок: для использования метола выливания жидкого остатка необходимо кантовать форму на 180о, сечения литниковой системы не позволяют качественно формировать биметаллический слой отливки.
Целью изобретения является повышение качества поверхностного слоя биметаллических и армированных отливок, а также экономия металла при получении отливок из ЧШГ со стенкой тоньше, чем определяемой из условия усадочных процессов.
Цель достигается тем, что форма, изготовленная ВПФ, содержащая вакуумные камеры, герметизирующие пленки, песок, заключенный между ними, рабочую полость, сообщенную через выпор с атмосферой, и литниковую систему, содержит дополнительный литниковый ход из полости за пределы формы, закрываемые пробкой, причем пробка выполнена с возможностью извлечения и повторного закрывания дополнительного литникового хода. Кроме того, размеры сечений каналов выпора, литниковой системы и литникового хода составляют не менее 16 мм, пробка может быть выполнена из стержневой смеси и дополнительный литниковый ход может быть соединен с полостью формы через литниковую систему.
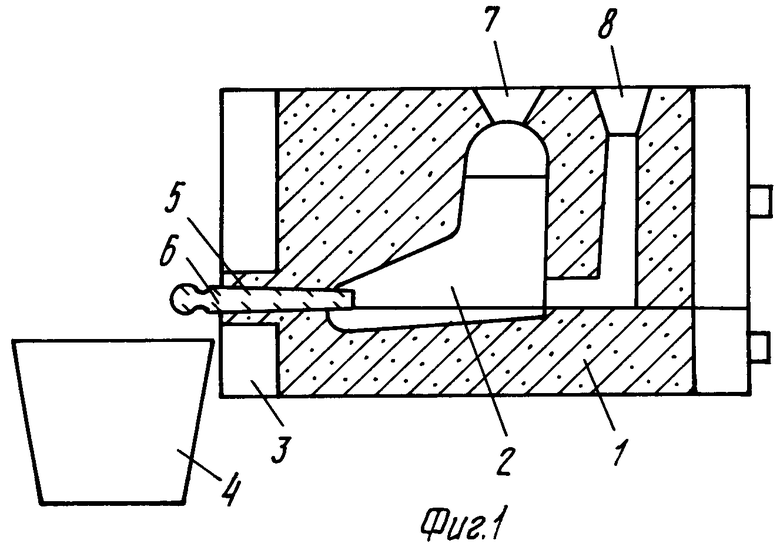
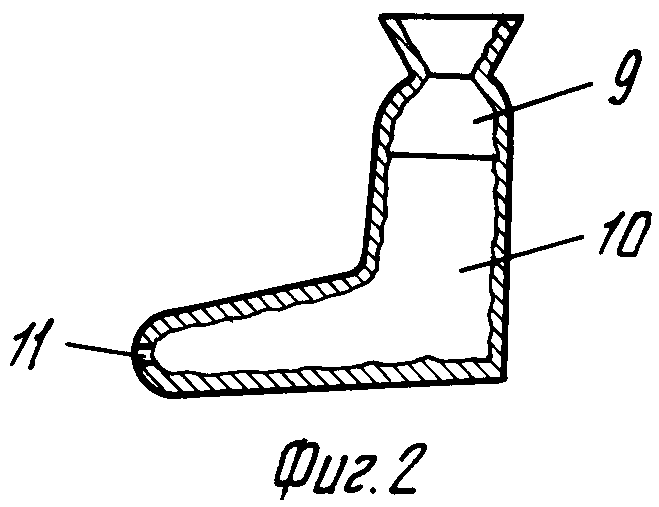
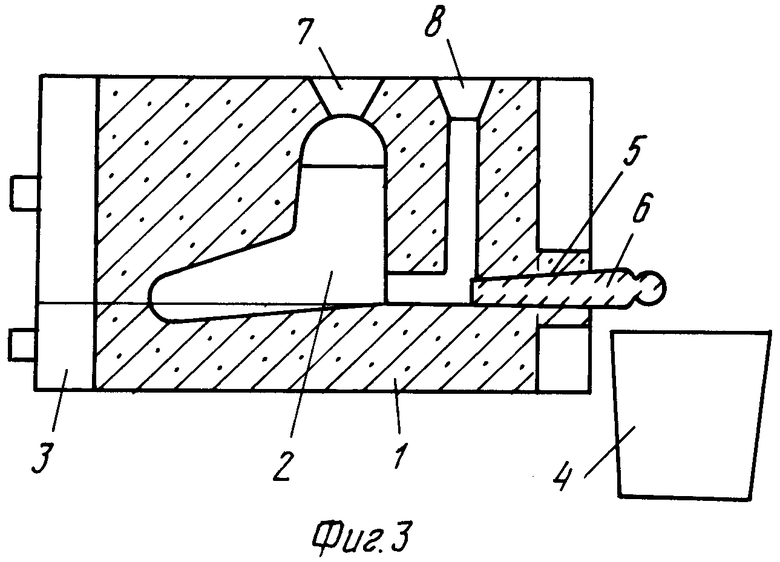
На фиг.1 изображена форма с дополнительным литниковым ходом, разрез; на фиг. 2 - отливка зуба погрузчика, разрез; на фиг.3 - форма с дополнительным литниковым ходом, соединенным с полостью формы через литниковую систему,
Предлагаемый способ осуществляют следующим образом.
П р и м е р 1. Получение отливки зуба для погрузчика горнорудной породы. Зуб должен иметь износостойкую поверхность (особенно кромку), так как работает с ударными нагрузками. Форма 1 с полостью 2 выполнена в опоках с вакуумными камерами 3. Ковш 4 для слива металла установлен вблизи формы. Дополнительный литниковый ход 5 закрыт пробкой 6 из стержневой смеси. Форма имеет выпор 7 и литниковую систему 8. Герметизирующая пленка формы условно не показана. Отливка имеет прибыльную часть 9, внутренний пластичный слой 10 из мягкой стали, выдерживающий ударные нагрузки, и слой 11 из износостойкой стали.
Для удобства отрезки литниковой системы дополнительный литниковый ход 5 с пробкой 6 может быть выполнен со стороны литниковой системы 8.
При формовке металла методом ВПФ выполняются традиционные операции аналогично прототипу, включающие наложение пленки на модель, установку опоки с вакуумными камерами 3 и засыпку песка, герметизацию контрлада другим полотном пленки, вакуумирование через камеры 3 и сборку формы 1 с получением полости 2. Отличие составляет выполнение дополнительного литникового хода, например, по разъему формы. После сборки этот литниковый ход закрывают пробкой 6. Форму заливают через литниковую систему 8, например, сталью 20Х2НДТ, выдерживают около 1 мин, в течение которой кристаллизуется поверхностный слой металла, и извлекают из формы пробку 6. Незатвердевший металл через литниковый ход 5 вытекает в ковш 4. Затем после выдержки в течение еще 1 мин закрывают литниковый ход 5 пробкой 6, заливают снова через литниковую систему 8 сталь Ст30л и выдерживают до охлаждения отливки. После выбивки прибыльная часть 9 с выпором 7 и литниковую систему 8 удаляют. Отливка имеет износостойкий слой 11 на ударостойкой основе.
П р и м е р 2. Получение из ЧШГ отливки крышки массой 115 кг, имеющей часть стенок толщиной 25-30 мм и остальные - толщиной 40 мм (отливка не показана). После заливки ЧШГ форму выдерживают 40 с, затем жидкий металл сливают, выдерживают 120 с и, закрыв литниковый ход опять, заливают ЧШГ этой же марки. Отливка не имеет прибылей, выход годного свыше 80%. Если торцовая поверхность выпора (прибыли) или воронки затвердевает, ее механически пробивают. Металл, который сливают в ковш 4, передают и сливают затем в печь или миксер для подогрева.
Возможно применение других вариантов получения биметаллических отливок в предложенной форме. Однако, если выпор, узкие места литниковой системы и дополнительного литникового хода будут иметь сечения меньше 16 мм, ускоренное образование корки толщиной 8 мм "заморозит" их и не позволит вылить и вновь залить жидкий остаток расплава.
Предлагаемая форма позволяет получать как биметаллические, армированные, так и сравнительно тонкостенные отливки из ЧШГ при использовании специфичной особенности технологии ВПФ - ускоренного образования поверхностной корки отливки, благодаря влиянию вакуума формы. Повышаются эксплуатационные свойства, увеличивается ресурс и улучшается товарный вид отливок, создается возможность получать литьем детали со свойствами, достижимыми при сложных технологиях термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| Способ получения отливок без прибылей из чугуна с шаровидным графитом в вакуумно-пленочных формах | 1990 |
|
SU1792791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ОТЛИВОК | 1991 |
|
RU2015793C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2040357C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
Использование: в литейном производстве, при получении отливок по технологии вакуумно-пленочной формовки. Сущность изобретения: в форме выполнен литниковый ход (Х), имеющий пробку (П) для закрывания. После заливки легированной сталью, например 20Х2НДТ, производят выдержку для кристаллизации поверхностного слоя, извлекают П и незатвердевший металл вытекает через Х в ковш. Сделав еще одну выдержку, Х закрывают П и заливают форму сталью обычного качества, например Ст 30 Л. 3 з.п. ф-лы, 3 ил.
| Патент США N 3825059, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
