Изобретение относится к литейному производству, в частности к получению отливок методом вакуумно-пленочной формовки (ВПФ).
Известен способ ВПФ, при котором каналы выпоров в полуформе выполняют из трубок, привинчивая их к модельной плите.
Снабжение формы многими выпорами повышает качество отливок, особенно это важно для средних и крупных отливок со сложной конфигурацией, формируемой верхней полуформой. Однако при этом требуется большой расход материала трубок. Трубки необходимо крепить винтами, а затем отвинчивать крепления, что, как правило, требует применения ручного труда. В ряде случаев затруднительно трубками выполнить закрытую прибыль совместно с выпором либо стояк с воронкой.
Целью изобретения является экономия материала и устранение ручного труда.
Указанная цель достигается тем, что вместо трубок из керамического или другого прочного материала используется синтетическая пленка, применяемая для ВПФ в виде герметично сваренных оболочек, внутри которых находится воздух под давлением.
Произведем оценочный расчет параметров оболочек по ГОСТ 10354-82. Прочность полиэтиленовой пленки при растяжении 11,8-16,1 МПа, предел текучести 8,8-11,9 МПа или 90-120 кг/см2 в зависимости от марки. По справочнику машиностроителя (т.3 под ред.С.В.Серенсена М.Машгиз., 1963, с.180) максимальное (окружное) напряжение, испытываемое цилиндрической оболочкой, равно: σ= Р˙R/h при нагружении ее изнутри давлением Р, R - радиус оболочки, h - толщина оболочки. Отсюда Р = hσ/R. Однако, если цилиндрическая оболочка помещена в сыпучую среду (песок) вертикально и песок оказывает давление на оболочку, для оценочного расчета можно принять неравенство:
Р + Н γ≅ hσт/R, где Н - высота слоя песка, оказывающего давление на нижнюю часть оболочки, γ- удельный вес песка, σт- предел текучести пленки. При h = 0,01 см, σт= 90 кг/см2, R = =2 см, Р+Н γ≅ 0,45 кг/см2, чтобы оболочка не деформировалась внутрь, необходимо соблюдать условие Р ≥ Нγ, принимая краевое значение Р = Нγ , из последнего неравенства Р ≅ 0,225 кг/см2, тогда Нмах = =0,0225/0,0016 = 140,6 см (при γ= 0,0016 кг/см2 для кварцевого песка).
Таким образом, полиэтиленовая пленка толщиной 0,1 мм цилиндрической оболочки, радиусом 20 мм при давлении воздуха в оболочке 0,225 кг/см2 позволяет выполнять выпора и заформовывать их в форму из кварцевого песка на глубину до 1400 мм. При более точном расчете с учетом коэффициентов бокового давления и внутреннего трения песка эта величина выше. Для расчета применяемых на практике оболочек следует построить номограммы, по которым в зависимости от параметров пленки, оболочки и песка определять требуемое давление сжатого воздуха в оболочке.
Укрепление на модели оболочек с помощью патронов-присосок уменьшает трудоемкость формовки. Разгерметизация оболочек необходима для открывания каналов, иначе будет отсутствовать сообщение полости формы с атмосферой цеха.
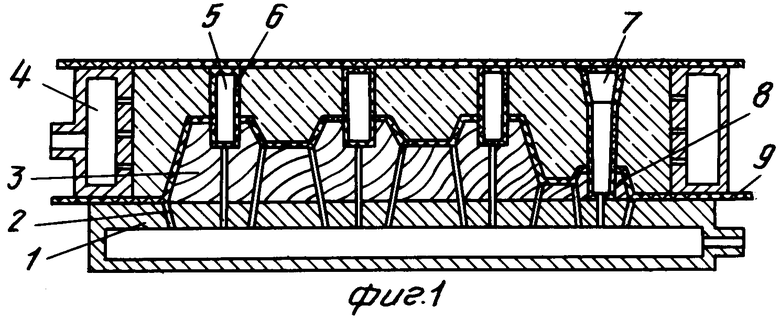
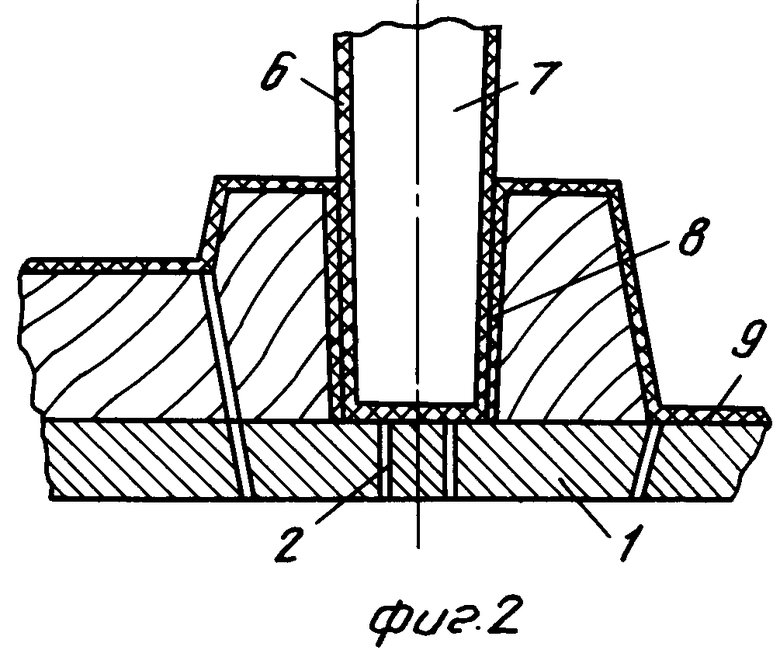
На фиг. 1 изображена верхняя полуформа на модельной плите, разрез; на фиг. 2 - патрон-присос, разрез; на фиг. 3 - пример конфигурации сообщенных выпоров.
Для формовки применяется следующая оснастка: модельная плита 1 с каналами 2 и моделью 3, опока 4. Выпоры 5 формируют из оболочек 6 так же, как и стояк 7. Оболочки 6 изготавливают заранее перед формовкой. Их сваривают из двух пленок либо формуют путем облицовки плоской модельной плиты со столбиками-выпорами способом, обычно применяемым для облицовки моделей при ВПФ. В последнем случае модели выпоров размещают на большем расстоянии, чем они устанавливаются на модели отливки, что позволяет осуществить их облицовку без порывов пленки. Изготовленные мешки-оболочки наполняют сжатым воздухом. Для этого открытые края оболочек надевают на патрубок размером несколько меньшим, чем горловина оболочки, и прижимают по периметру края оболочек к патрубку. Через патрубок подают сжатый воздух, пережимают вблизи патрубка поперек оболочку, совмещая пленку и создавая прямолинейный стык. По этому стыку со стороны патрубка сваривают и одновременно обрезают края оболочки, получая герметично заваренную оболочку со сжатым воздухом внутри. Таким образом изготавливают оболочки, близкие к телам вращения - цилиндрам, конусам, шарам и т.п.
Для установки оболочек 6 при выполнении выпора 5 или стояка 7 используют патрон-присоску 8, выполненный в виде углубления в модели 3 отливки либо шлакоуловителя. Углубление патрона-присоски 8 выполняют цилиндрической формы либо с небольшим уклоном книзу. Обычно его глубина больше диаметра и пленка 9, налагаемая на модель 3, в нагретом состоянии рвется, открывая отверстия каналов 2 в глубине патрона для вакуумирования полости патрона и присосок поверхности оболочки 6. В дне патрона может быть установлена вента, а порыв пленки 9 на дне патрона 8 можно осуществлять другим способом, если это нельзя сделать за счет использования патрона с размерами отверстия, в котором пленка 9 рвется. Диаметр полости патрона соответствует диаметру нижней части вставляемой в него оболочки, а глубина полости патрона определяется с учетом требования жестко фиксировать оболочку в вертикальном положении. На фиг. 3 показан пример выполнения сообщенных выпоров 10.
Способ осуществляется следующим образом.
На модельную плиту 1 с каналами 2 и модель 3 накладывают синтетическую пленку 9, размягченную, например, нагревом до пластического состояния. В местах, где на модели 3 установлены патроны типа патрона 8, пленка рвется, т. к. отверстия патронов выполнены таких размеров, что степени удлинения не достаточно, чтобы облицевать поверхность отверстия патрона 8. Отверстия патронов 8 герметизируют за счет оболочек 6, выпоров 5 или стояка 7, вставляемых в них. Затем пленка окрашивается. На модельную плиту 1 устанавливают опоку 4, в которую засыпают песок. Затем покрывают контрлад опоки 4 пленкой, которая контактирует с пленкой оболочек 6, и вакуумируют опоку 4, уплотняя песок. Затем разгерметизируют (разрезают или прожигают) поверхности оболочек 6 вместе с соприкасающейся верхней пленкой контрлада формы, прекращают вакуумирование плиты 1, производят протяжку полуформы и освобождают каналы выпоров 5 от избыточной пленки, например, используя способ прожигания, при котором одновременно сваривают соприкасающиеся пленки. Канал стояка можно не освобождать от пленки, она сгорает при заливке. А каналы выпоров должны быть свободны от пленки, т.к. через них полость формы сообщают с атмосферой цеха.
Способ позволяет экономить материал трубок. Установка оболочек в патроны-присоски сокращает трудоемкость формовки в отличие от прототипа. Среди преимуществ способа необходимо отметить следующее. Оболочки можно получить в виде тел вращения, ими можно формировать цилиндрический стояк совместно с конической воронкой либо шаровую или цилиндрическую прибыль, переходящую кверху в цилиндрический выпор, либо выполнять каналы для вентиляции стержней. При вакуумировании формы пленка оболочек прижимается к форме, герметизируя наполнитель.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ | 1992 |
|
RU2020029C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ ПРИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКЕ | 1991 |
|
RU2020028C1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
Изобретение относится к литейному производству, в частности к получению отливок методом вакуумно-пленочной формовкой. Цель изобретения - экономия материала трубок, а также уменьшение ручного труда. Способ изготовления форм вакуумно-пленочной формовки (ВПФ) из сыпучего наполнителя включает создание разрежения на поверхности модели при облицовке ее синтетической пленкой. Каналы выпоров выполняются помещением в сыпучий материал (наполнитель) трубок при их установке на модель. Выпоры и стояк формируют, применяя герметично сваренные из используемой для ВПФ синтетической пленки оболочек. Внутрь оболочек подают сжатый воздух. После создания в форме разрежения оболочки каналов выпора разгерметизируют. Герметично сваренные из синтетической пленки оболочки укрепляют на модели при помощи патронов-присосок. 1 з.п. ф-лы, 3 ил.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
