Изобретение относится к прессу для горячего прессования древесных плит для изготовления древесных плит согласно родовому понятию пункта 1. В соответствии со вторым аспектом изобретение относится к способу работы такого пресса для горячего прессования древесных плит.
Пресс для горячего прессования древесных плит такого типа используется для прессования древесной массы в древесную плиту, например, при изготовлении древесно-волокнистых плит высокой плотности. Пресс для горячего прессования работает непрерывно, но останавливается, если, например, необходимо устранить дефект или изготовить древесную плиту другой толщины.
Предпочтительно, чтобы пресс для горячего прессования такого типа работал с максимально возможной скоростью. Однако слишком высокая скорость подачи приводит к возникновению дефектов в получаемых древесных плитах. Например, из-за пузырьков пара в получаемой древесной плите могут возникать поверхностные дефекты материала (так называемые, отслоения), что привозит к разрушению материала. Оптимальные технологические параметры работы пресса для горячего прессования древесных плит такого типа выбираются операторами на основе эмпирических значений. Однако неизвестно, можно ли определить оптимальную скорость подачи с использованием этого способа.
В связи с этим было предложено снизить количество брака в процессе запуска путем регулировки тепловой мощности пресса для горячего прессования, а не температуры прижимной ленты пресса для горячего прессования древесных плит. Хотя этот способ приводит к сокращению количества брака; необходимо еще большее снижение брака.
В документе EP 1526377 A1 описан пресс для горячего прессования древесных плит в соответствии с преамбулой. Для выявления и отбраковывания дефектных древесных плит или для контроля скорости работы пресса для горячего прессования используют термографическую камеру. Для этого термограммы, полученные инфракрасной камерой, сравнивают с контрольными термограммами. Таким образом, можно предотвратить дальнейшую обработку дефектных древесных плит и предотвратить возникновение брака из-за неправильной скорости подачи. Это позволяет еще больше снизить процент брака. В документе WO 01/35086 A2 описано устройство для бесконтактной проверки образцов для испытаний, которое использует термографическую камеру с целью обнаружения поверхностных дефектов.
В работе под названием «Thermographic detection of defects in wood and wood-based materials» на имя Meinlschmidt с 14-го международного симпозиума по неразрушающим испытаниям древесины, Ганновер, Германия, 2-4 мая 2005 года, описано, что для обнаружения дефектов в древесных плитах может быть использована термография.
В документе US 2001/0042834 A1 описано обнаружение дефектов с помощью построения компьютерной модели после получения первого изображения, после чего определяют различия между вторым полученным изображением и результатами, вычисленными на основе модели.
Документ EP 2927003 A1 описывает обнаружение пространственного распределения температуры для получения печатного изображения при последовательной печати, причем это печатное изображение минимально изменяется с течением времени. Такой способ подходит для последующей компенсации любых неравномерностей распределения температуры, но не их предотвращения.
Задача настоящего изобретения заключается в улучшении изготовления древесных плит.
Настоящее изобретение решает эту задачу посредством пресса для горячего прессования древесных плит в соответствии с преамбулой, имеющего признаки по пункту 1 формулы изобретения. В соответствии со вторым аспектом настоящее изобретение решает задачу посредством способа, имеющего признаки по пункту 7 формулы изобретения.
Изобретение основано на том факте, что температура поверхности древесной плиты с выходной стороны настолько точно характеризует тепловые и механические процессы внутри пресса для горячего прессования древесных плит, что ее достаточно для регулировки технологических параметров пресса для горячего прессования древесных плит. Это довольно неожиданно, поскольку в известном уровне техники в течение многих лет было принято измерять температуру внутри пресса для горячего прессования древесных плит. Однако было доказано, что датчики температуры, используемые до настоящего времени, не способны выдавать сигнал, который может быть использован для выполнения регулировок. Известные датчики температуры расположены на относительно большом расстоянии от поверхности получаемой древесной плиты. Другими словами, в известном уровне техники измеряют не температуру на поверхности древесной плиты, а температуру самого пресса. Изменение передачи тепла от пресса на древесную плиту приводит к изменению свойств древесной плиты, даже если температура пресса для горячего прессования древесных плит остается постоянной.
Также неожиданно было обнаружено, что поверхность древесной плиты с выходной стороны может иметь локальные температуры, которые значительно отличаются от остальной поверхности. Поэтому в случае пресса для горячего прессования древесных плит известного уровня техники возможна ситуация, при которой температура, измеренная во внутренней области пресса, не изменяется, но распределение температуры в древесной плите и, следовательно, (локальный) процент дефектов, изменяются.
Было также обнаружено, что температура, особенно, температура поверхности, древесной плиты с выходной стороны обеспечивает настолько обширное представление о прижимном усилии и температуре в прессе для горячего прессования древесных плит, что для регулировки работы пресса для горячего прессования древесных плит не требуются дополнительные измеренные значения. Хотя для выполнения регулировок можно использовать дополнительные измеренные значения, это не является обязательным. Таким образом, предпочтительно компенсировать перепады температур на поверхности древесной плиты путем регулировки по меньшей мере одного технологического параметра. Это улучшает однородность древесной плиты в направлении ширины. Таким образом, пресс для горячего прессования древесных плит может работать с большей скоростью подачи до тех пор, пока не обнаружатся какие-либо дефекты древесной плиты.
В соответствии с предпочтительным вариантом осуществления, поскольку температура древесной плиты измеряется мгновенно, сравнение этих температур с заданной температурой может быть использовано для определения, находится ли передача тепла от пресса для горячего прессования древесных плит на древесную плиту в пределах заранее установленного заданного диапазона. Если фактическая температура древесной плиты, усредненная по ширине, отклоняется от температуры прижимной ленты пресса для горячего прессования древесных плит, измеренной с помощью предпочтительно обеспеченного устройства для измерения температуры прижимной ленты, более чем на заранее установленное заданное пороговое значение, может быть выведен сигнал предупреждения. Он указывает, что передача тепла от пресса для горячего прессования на получаемую древесную плиту была нарушена. Это может быть нейтрализовано, например, путем уменьшения скорости подачи. Альтернативно или дополнительно может быть уменьшено содержание влаги в древесной массе, например, путем уменьшения количества распыляемой жидкости или полного прекращения распыления.
Если температуру измеряют с использованием бесконтактного способа, условия контакта между датчиком температуры и древесной плитой не имеют значения, поэтому измерение является особенно точным. Также было обнаружено, что свойства поверхности древесной плиты изменяются настолько незначительно, что бесконтактное измерение, например, с помощью инфракрасной камеры, имеет очень низкую степень систематической погрешности измерений.
В пределах объема настоящего изобретения под древесной плитой понимают, в частности, древесно-волокнистую плиту, древесно-волокнистую плиту высокой плотности, ориентированно-стружечную плиту или древесно-стружечную плиту. Особенно предпочтительно, чтобы древесная масса подавалась в систему непрерывно. Другими словами, предпочтительно, чтобы пресс для горячего прессования древесных плит представлял собой пресс непрерывного действия.
Под устройством для измерения температуры будем понимать, в частности, устройство, с помощью которого может быть получено измеренное значение, которое коррелирует с температурой, в частности, с температурой поверхности древесной плиты, так что это значение может быть использовано для определения температуры. Возможно, но необязательно, чтобы устройство для измерения температуры было выполнено с возможностью измерения температуры по температурной шкале. Особенно предпочтительно, чтобы устройство для измерения температуры указывало температуру в Кельвинах, градусах Цельсия или по другой температурной шкале. Однако также можно просто измерять изменение температуры относительно заранее установленной заданной контрольной температуры, например, температуры древесной массы с входной стороны или произвольно выбранной, но фиксированной контрольной температуры. Также достаточно существующего температурного сигнала, например, электрического или закодированного сигнала. Таким образом, температура может быть представлена, например, напряжением, сопротивлением или длиной волны наибольшей спектральной плотности.
Под выражением «бесконтактное измерение» будем понимать, что для определения температуры не требуется физического контакта между древесной плитой и измерительным устройством.
Под выражением «пространственно разрешенное измерение» будем понимать, что по меньшей мере три, предпочтительно по меньшей мере пять, особенно предпочтительно по меньшей мере десять измеренных значений фиксируются вдоль направления ширины древесной плиты. В предпочтительном варианте осуществления имеется по меньшей мере одна точка, в которой последовательно фиксируются два или более значений температуры относительно направления подачи материала древесной плиты через пресс для горячего прессования древесных плит. Таким образом, можно вычислить среднюю из по меньшей мере двух, предпочтительно более двух, температур, которые были последовательно измерены для получения измеренного значения температуры, которое не проявляет значительных временных колебаний.
Устройство для измерения температуры предпочтительно выполнено с возможностью проведения измерения температуры с пространственным разрешением на по меньшей мере 80%, в частности по, меньшей мере 90%, предпочтительно 100% от всей ширины древесной плиты.
Под технологическим параметром, также называемым параметром способа, будем понимать, в частности, регулируемый машинный параметр, который влияет на температуру и/или распределение температуры древесной плиты с выходной стороны. Например, технологическим параметром является скорость подачи древесной массы, тепловая мощность по меньшей мере одного нагревательного контура или прижимное усилие. Технологическим параметром может быть вектор, т.е. упорядоченное n-кратное множество, например, вектор, который содержит (i) прижимное усилие в разных точках пресса для горячего прессования, и/или (ii) тепловую мощность нагревательного контура, и/или (iii) по меньшей мере одно положение рамы, к которой прикреплена прижимная лента или устройство, которое переносит усилие на прижимную ленту, и/или (iv) положение компонента, который переносит прижимное усилие на прижимную ленту относительно рамы.
В частности, технологические параметры представляют собой одну, две или более переменных, выбранных из списка, который содержит: прижимное усилие в первом положении; прижимное усилие во втором положении, отличном от первого положения; прижимное усилие в третьем положении, отличном от первого и второго положений; температуру в первом положении; температуру во втором положении, отличном от первого положения; температуру в третьем положении, отличном от первого и второго положений; тепловую мощность первого нагревательного элемента; тепловую мощность второго нагревательного элемента, отличного от первого нагревательного элемента; общую тепловую мощность; содержание влаги в древесной массе; температуру древесной массы; температуру окружающей среды; и скорость подачи, с которой древесная плита перемещается в направлении подачи материала. В частности, скорость подачи изменяют путем регулировки по меньшей мере одного привода, с помощью которого приводится в движение конвейерная лента, на которой находится древесная масса и/или древесная плита.
В соответствии с предпочтительным вариантом осуществления устройство для измерения температуры выполнено с возможностью непрерывного измерения температуры. В частности, это необходимо понимать как многократное измерение температуры. В частности, устройство для измерения температуры выполнено с возможностью автоматической фиксации значений температуры по меньшей мере каждые десять секунд, предпочтительно каждые пять секунд, в частности, по меньшей мере раз в секунду. Особенно предпочтительно, чтобы значения температуры фиксировались по меньшей мере пять раз в секунду. Это позволяет быстро реагировать на любые изменения температуры.
В соответствии с предпочтительным вариантом осуществления устройство для измерения температуры выполнено с возможностью измерения температуры с минимальными задержками. Под измерением температуры с минимальными задержками необходимо понимать, что между началом процесса измерения и получением результата измерения проходит половина времени, необходимого для прохождения объемного элемента через пресс для горячего прессования древесных плит, в частности, проходит не более десяти секунд, предпочтительно не более одной секунды. Другими словами, измеренная температура указывает текущую температуру, очень близкую к температуре древесной плиты, а не температуру древесной плиты некоторое время назад. Еще другими словами, устройство для измерения температуры выполнено с возможностью измерения температуры таким образом, что измерение температуры может считаться мгновенным с достаточно высокой степенью аппроксимации.
Под признаком, заключающимся в том, что устройство для измерения температуры выполнено с возможностью измерения температуры с выходной стороны, необходимо понимать, в частности, что расстояние между точкой, в которой завершается передача тепла от пресса для горячего прессования на древесную плиту, и первой точкой в направлении подачи материала, в которой измеряется температура, составляет не более 2 м, предпочтительно не более 1 м. Чем больше расстояние между прессом для горячего прессования и точкой измерения температуры, тем больше влияние, например, конвекции на результат измерения, так что информативность результата измерения, полученного на большом расстоянии, снижается, что нежелательно.
Устройство для измерения температуры содержит инфракрасную камеру. Эта инфракрасная камера представляет собой видеокамеру, например, которая выполнена с возможностью съемки нескольких кадров в секунду. Преимущество инфракрасной камеры заключается в том, что за один цикл измерения можно зафиксировать несколько отдельных точек измерения температуры. Предпочтительно инфракрасная камера представляет собой ПЗС-камеру с соответствующей ПЗС-матрицей. ПЗС-матрица предпочтительно имеет размер по меньшей мере 200×50 пикселей. Инфракрасная камера может использоваться для быстрого и надежного определения температуры древесной плиты с высокой точностью.
Пресс для горячего прессования древесных плит имеет блок управления, выполненный с возможностью автоматического выполнения способа, включающего в себя этапы, на которых: (a) определяют первую температуру в поперечном направлении в первой точке левосторонней области древесной плиты, (b) определяют вторую температуру в поперечном направлении во второй точке правосторонней области древесной плиты и (c) изменяют по меньшей мере один технологический параметр пресса для горячего прессования так, чтобы первая температура в поперечном направлении приблизилась ко второй температуре в поперечном направлении, и, в частности, чтобы разность между двумя температурами уменьшилась. Было обнаружено, что локальные разности температур могут приводить к дефектам материала, например, пузырькам пара.
Изменение технологического параметра представляет собой увеличение прижимного усилия со стороны более низкой температуры. При увеличении прижимного усилия передача тепла от пресса для горячего прессования древесных плит (в частности, непрерывной прижимной ленты) на древесную плиту становится более эффективной, что приводит к повышению температуры древесной плиты. Тот факт, что изменение прижимного усилия оказывает существенное влияние на температуру древесной плиты, является довольно неожиданным, поскольку первоначально предполагалось, что прижимное усилие при нормальной работе настолько велико, что изменение прижимного усилия не приводит к существенному изменению передачи тепла.
Альтернативно или дополнительно к увеличению прижимного усилия со стороны более низкой температуры регулировка технологического параметра может включать в себя уменьшение прижимного усилия со стороны более высокой температуры.
Пресс для горячего прессования древесных плит предпочтительно имеет нагревательное устройство, которое может нагревать непрерывную прижимную ленту пресса для горячего прессования древесных плит для получения разных локальных температур в направлении ширины. В частности, нагревательное устройство содержит по меньшей мере две, предпочтительно три, нагревательные зоны, которые расположены смежно друг с другом, и температура которых может регулироваться до разных значений.
Другими словами, регулировка технологического параметра может включать в себя увеличение прижимного усилия со стороны более низкой температуры относительно прижимного усилия со стороны более высокой температуры. В дополнение, регулировка технологического параметра может представлять собой или может включать в себя локальное увеличение тепловой мощности P и/или температуры T со стороны более низкой температуры относительно стороны более высокой температуры. Разумеется, возможно изменение двух или более технологических параметров для приближения первой температуры в поперечном направлении ко второй температуре в поперечном направлении.
Под левосторонней областью будем понимать, в частности, область, которая продолжается от левого края древесной плиты в направлении подачи материала на расстояние 0,4, в частности, 0,33, ширины древесной плиты. Соответственно, под правосторонней областью будем понимать, в частности, область древесной плиты, которая продолжается от правого края на расстояние 0,4, в частности, 0,33, ширины.
В соответствии с предпочтительным вариантом осуществления способ включает в себя этапы, на которых: сравнивают фактическую температуру, измеренную с использованием устройства для измерения температуры, с заранее установленной заданной температурой; и увеличивают скорость подачи древесной массы, если фактическая температура выше целевой температуры на заданную разность температур, и/или уменьшают скорость подачи, если фактическая температура ниже целевой температуры на вторую заданную разность температур. Если фактическая температура ни выше целевой температуры на по меньшей мере заданную разность температур, ни ниже целевой температуры на вторую заданную разность температур, скорость подачи предпочтительно остается неизменной.
Альтернативно или дополнительно тепловую мощность и/или температуру пресса для горячего прессования, в частности, прижимной ленты, уменьшают, если фактическая температура выше заданной температуры на заранее установленную заданную разность температур, при этом тепловую мощность и/или температуру предпочтительно увеличивают, если фактическая температура ниже целевой температуры на заранее установленную разность температур.
Предпочтительно, чтобы скорость подачи по меньшей мере также регулировалась с использованием средней температуры по ширине древесной плиты. Разумеется, для регулировки скорости подачи и регулировки тепловой мощности или температуры пресса для горячего прессования может быть использован диапазон разностей температур до того, как произойдет управляющее вмешательство.
Предпочтительно, чтобы первая разность температур и/или вторая разность температур составляла не более 5 Кельвинов. Особенно предпочтительно, чтобы сумма разностей температур составляла не более 5 Кельвинов, в частности, не более 3 Кельвинов. Таким образом, можно поддерживать температуру древесной плиты в пределах узкого диапазона. Это приводит к снижению количества брака.
Заданная температура предпочтительно составляет от 100°C до 110°C, в частности, от 102°C до 108°C, если толщина плиты составляет от 5 до 6 мм. Если толщина плиты составляет от 7 до 8 мм, целевая температура предпочтительно составляет от 121°C до 131°C, предпочтительно от 123°C до 129°C. Было обнаружено, что такая температура позволяет получать древесные плиты высокого качества.
Пресс для горячего прессования древесных плит предпочтительно выполнен с возможностью изготовления древесных плит толщиной по меньшей мере 2,5 миллиметра, в частности, по меньшей мере 3,0 миллиметра, предпочтительно по меньшей мере 5 миллиметров. В частности, пресс для горячего прессования древесных плит выполнен с возможностью изготовления древесных плит толщиной не более 8 мм, в частности, не более 12 мм, предпочтительно не более 38 миллиметров. В случае тонких древесных плит, в частности, толщиной от 5 до 8 миллиметров, которые предпочтительно представляют собой древесно-волокнистые плиты высокой плотности, ошибочный выбор технологических параметров приведет к особенно быстрому образованию брака. Следовательно, изобретение особенно предпочтительно для изготовления древесных плит такого типа.
В соответствии с настоящим изобретением также имеется устройство для изготовления древесных плит, включающее в себя пресс для горячего прессования древесных плит в соответствии с настоящим изобретением и систему распиловки и/или резки, расположенную после пресса для горячего прессования древесных плит в направлении подачи материала.
Пресс для горячего прессования древесных плит предпочтительно включает в себя блок управления. Блок управления предпочтительно выполнен с возможностью автоматического выполнения способа в соответствии с настоящим изобретением.
Предпочтительно, чтобы этапы работы, приведенные в настоящем описании, выполнялись в начале прессования после остановки и/или после изменения одного формата древесной плиты на другой формат.
Способ в соответствии с настоящим изобретением предпочтительно включает в себя этапы, на которых: вычисляют параметр расхождения, в частности, разность между максимальной температурой и минимальной температурой древесной плиты. Параметр расхождения является мерой неоднородности температуры древесной плиты с выходной стороны. Например, параметр расхождения определяют на основе температуры T(y), измеренной способом с пространственным разрешением, где координату y определяют поперечно направлению подачи материала.
Параметр расхождения может представлять собой, например, дисперсию или стандартное отклонение распределения температуры в направлении ширины. Параметр расхождения также может представлять собой, например, разность между максимальной и минимальной температурами древесной плиты. Данные, используемые для вычисления параметра расхождения, могут быть получены на основе измеренных необработанных температурных данных, полученных путем временного и/или пространственного усреднения в заданном диапазоне.
Под параметром расхождения будем понимать, в частности, значение, которое описывает степень отклонения температуры, измеренной способом с пространственным разрешением, от заданного распределения температуры.
Способ предпочтительно содержит этап, на котором выводят сигнал предупреждения, если разность превышает заранее установленное пороговое значение предупреждения.
Возможно, но необязательно, чтобы этот сигнал предупреждения воспринимался человеком. В частности, сигнал предупреждения также может быть исключительно электрическим. Также возможно, но необязательно, чтобы по меньшей мере один технологический параметр пресса для горячего прессования древесных плит изменялся в ответ на сигнал предупреждения для уменьшения параметра расхождения. Например, это может включать в себя локальное изменение прижимного усилия и/или локальное изменение тепловой мощности и/или температуры пресса для горячего прессования.
Способ предпочтительно включает в себя этапы, на которых (i) обнаруживают неоднородность прижимной ленты и (ii) предотвращают выдачу сигнала предупреждения, если пороговое значение предупреждения превышено из-за неоднородности. Такая неоднородность возникает, например, в результате ремонта прижимной ленты путем удаления и замены дефектного участка. В области, окружающей соединение между замененным участком и остальной прижимной лентой, происходит изменение передачи тепла с прижимной ленты на древесную массу, что отражается в локальной температуре древесной плиты. В результате получается характерный температурный режим, который проявляется за один оборот прижимной ленты. Если пороговое значение предупреждения превышено из-за такого температурного режима, сигнал предупреждения не выводится, поскольку это не является нарушением процесса.
Профиль распределения температур может быть распознан по тому признаку, что он происходит ровно один раз за один оборот прижимной ленты и/или связан с замененным участком. Профиль распределения температур может быть распознан, например, с помощью распознавания изображений или определен вручную в качестве неоднородности; а его положение вычисляют с использованием скорости прижимной ленты и времени, прошедшего с последнего проявления температурного режима.
Этап, содержащий обнаружение неоднородности предпочтительно включает в себя (i) измерение температуры древесной плиты с выходной стороны пресса для горячего прессования древесных плит в течение периода времени, который по меньшей мере в два раза, предпочтительно по меньшей мере в четыре раза, превышает время оборота прижимной ленты, и (ii) устранение отклонений от средней температуры, которые периодически проявляются в течение оборота. Таким образом, могут быть определены колебания температуры древесной плиты.
Например, устранение отклонений от средней температуры, которые периодически проявляются во время оборота, может быть реализовано путем проведения временного преобразования Фурье, например, температурных данных, зависящих от времени. Таким образом, получают спектр температурных данных. В пределах этого спектра отфильтровывают компоненты, которые относятся к частоте оборотов прижимной ленты, а затем полученный спектр подвергают обратному преобразованию Фурье. Таким образом, получают температурные данные, обусловленные исключительно прижимной лентой.
Предотвращение выдачи сигнала предупреждения может происходить, например, путем корректировки измеренных значений температуры на разность температур, обусловленную прижимной лентой. Спектр скорректированных измеренных значений температуры, полученный таким образом, не содержит никаких компонентов, связанных с частотой оборотов.
Тот факт, что измеренные значения температуры корректируют на разность температур, может означать, что к соответствующему измеренному значению температуры добавляют (если это применимо, отрицательную) разность температур. Разность температур, как правило, зависит от времени (и является периодической с определенной частотой оборотов), а также зависит от местоположения относительно координаты ширины, перпендикулярной направлению подачи материала древесной плиты.
Необходимо отметить, что возможно, но необязательно, чтобы обнаружение неоднородности выполнялось автоматически. В частности, возможно определение неоднородности и вычисление положения разности температур в результате неоднородности с последующей автоматической корректировкой измеренных значений на разность температур.
В соответствии с предпочтительным вариантом выполнения регулировка по меньшей мере одного технологического параметра на основе температуры содержит следующие этапы, на которых: (i) вводят значения температуры, зависящие от времени и местоположения, в качестве входных переменных в нейронную сеть, причем нейронная сеть выдает технологические параметры в качестве выходных переменных, и (ii) устанавливают эти технологические параметры на устройстве для изготовления древесных плит, причем нейронная сеть обучена минимизировать отклонение между измеренными значениями температуры, которые предпочтительно измерены с помощью инфракрасной камеры, и заданным целевым распределением температуры.
Заданное распределение температуры представляет собой, например, равномерное распределение температуры, которое имеет одинаковое значение в каждой точке относительно положения вдоль направления подачи материала, независимо от времени. По мере увеличения расстояния вдоль направления подачи материала температура может уменьшаться, поскольку древесная плита остывает.
В частности, способ включает в себя этапы, на которых: автоматически регулируют по меньшей мере один технологический параметр, в частности, по меньшей мере два технологических параметра, особенно предпочтительно по меньшей мере три технологических параметра, с помощью блока управления в зависимости от измеренных значений температуры, зависящих от времени, причем по меньшей мере один технологический параметр вычислен с помощью нейронной сети. Нейронная сеть предпочтительно имеет по меньшей мере один скрытый слой, особенно предпочтительно по меньшей мере три скрытых слоя.
Нейронная сеть предпочтительно обучена методом глубокого обучения. Для этого в качестве входных данных были использованы зависящие от времени технологические параметры и зависящие от времени измеренные значения температуры. Выходные данные представляют технологические параметры, которые устанавливаются на прессе для горячего прессования древесных плит. Переменная, которая должна быть минимизирована, представляет собой отклонение измеренных значений температуры от целевого распределения температуры.
Далее изобретение будет объяснено более подробно со ссылкой на приложенные чертежи, на которых:
фиг. 1 представляет схематический вид пресса для горячего прессования древесных плит в соответствии с настоящим изобретением.
фиг. 2 представляет результат измерения температуры с использованием устройства для измерения температуры,
фиг. 3 представляет схематический вид в горизонтальном разрезе пресса для горячего прессования древесных плит, конструкция которого по существу соответствует конструкции, показанной на фиг. 1, но нагревательные контуры расположены смежно друг с другом,
фиг. 4 схематически иллюстрирует отражение неоднородности прижимной ленты пресса для горячего прессования древесных плит, показанного на фиг. 1, в измеренных значениях температуры.
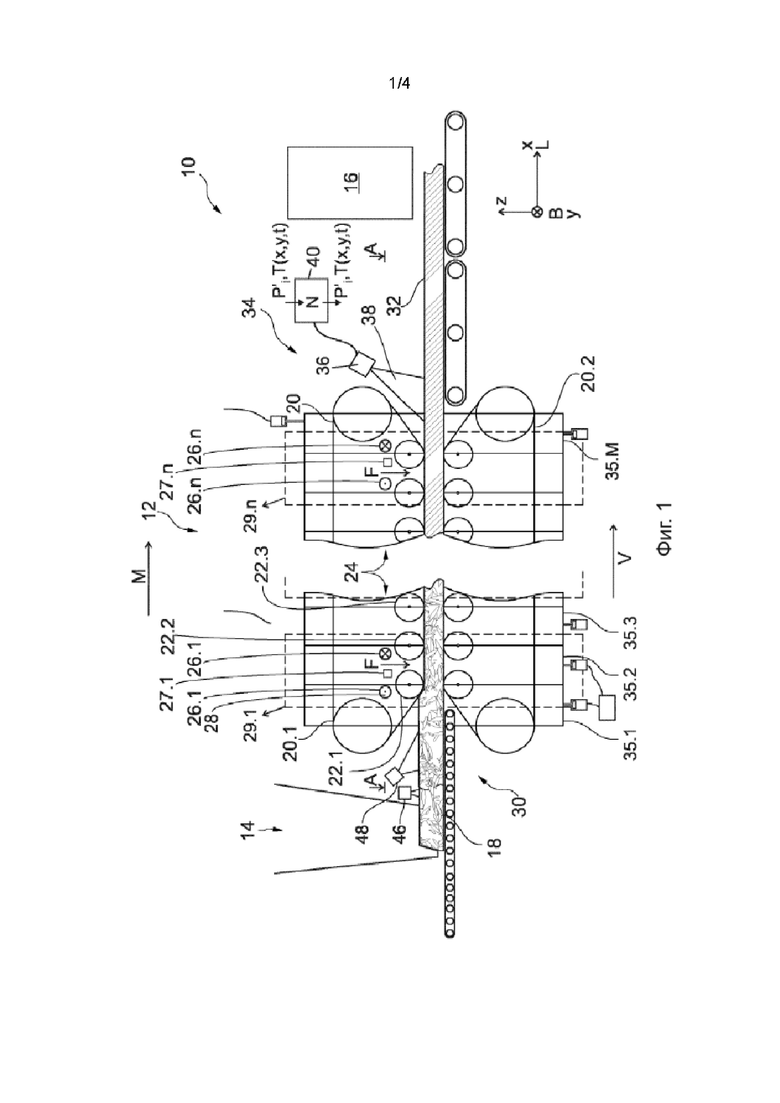
Фиг. 1 схематически иллюстрирует устройство 10 для изготовления древесных плит в соответствии с настоящим изобретением, содержащее пресс 12 для горячего прессования древесных плит, распределитель 14 (например, формователь), расположенный перед прессом 12 для горячего прессования древесных плит в направлении подачи материала, и систему 16 распиловки, расположенную после пресса для горячего прессования. Распределитель 14 выполнен с возможностью распределения непрерывной древесной массы 18, изготовленной из древесных волокон, покрытых адгезивом, на непрерывной конвейерной ленте.
Пресс 12 для горячего прессования древесных плит включает в себя первую непрерывную прижимную ленту 20.1, на которую действует прижимное усилие Fp, например, посредством штанг 22.1, 22.2, …, . Прижимная лента 20.1 выполнена из металлического листа, например, из нержавеющей стали. На фигуре пресс 12 для горячего прессования древесных плит показан с разрывом, поскольку он включает в себя множество штанг. Древесная масса 18 находится на второй непрерывной прижимной ленте 20.2, которая движется с той же скоростью, что и первая прижимная лента 20.1.
Пресс 12 для горячего прессования древесных плит содержит нагревательное устройство 24, которое может нагревать прижимную ленту 20 с помощью труб 26.1, 26.2, …, . В трубах 26 циркулирует теплоноситель 28, этот теплоноситель нагревается в теплогенераторе (не показан), например, в бойлере, который является частью нагревательного устройства 24. Теплоноситель 28 передает тепло на соответствующую прижимную ленту 20.1, 20.2 через нагревательные пластины и/или роликовые штанги; откуда оно передается на древесную массу 18.
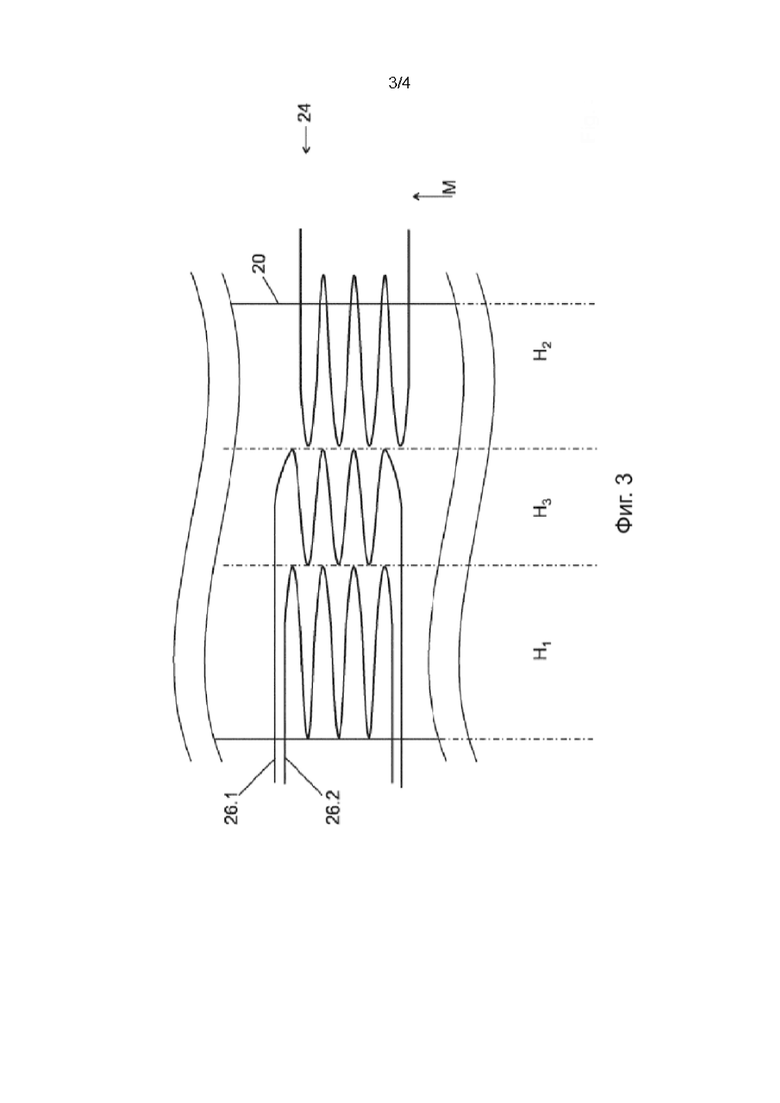
В настоящем варианте осуществления нагревательное устройство 24 содержит множество нагревательных контуров 29.1, …, 29.n, где n=3, 4, 5, 6, 7, 8 или 9 в качестве примера. Может быть обеспечено большее количество нагревательных контуров. Нагревательные контуры 29.n выполнены с возможностью нагрева древесной массы 18, в данном случае по всей ее ширине, и расположены друг за другом в направлении M подачи материала. Однако альтернативно или дополнительно два нагревательных контура могут быть расположены смежно друг с другом, как показано на фиг. 3.
Для каждого нагревательного контура 29.1, …, 29.n пресс 12 для горячего прессования древесных плит имеет по меньшей мере один датчик 27.i температуры (i=1, …, n). В данном случае каждый нагревательный контур 29.i имеет три датчика температуры: один для определения температуры прямого потока (температура на входе нагревательного контура), один для определения температуры обратного потока (температура на выходе нагревательного контура) и один для определения температуры прижимного листа.
Древесная масса 18 непрерывно подается в непрерывно работающий пресс 12 для горячего прессования древесных плит с входной стороны 30, где она превращается в древесную плиту 32, которая выходит из пресса 12 для горячего прессования с выходной стороны 34.
Пресс 12 для горячего прессования древесных плит имеет множество рам 35.1, 35.2, …, 35.M, где M=35 в качестве примера. Рама 35.m может быть использована для регулировки зазора в соответствующей области рамы 35.m в по меньшей мере двух, предпочтительно трех или более, точках вдоль ширины древесной плиты, т.е. в вертикальном направлении пресса 12 для горячего прессования древесных плит. Это означает, что, например, с левой стороны относительно направления подачи материала может быть установлено большее или меньшее прижимное усилие и/или меньший зазор по сравнению с правой стороной.
В частности, сами штанги 22.i или компоненты, которые передают прижимное усилие на штанги 22.i, могут быть прикреплены к соответствующей раме 35.m. Путем изменения положения рамы 35.m или положения компонента относительно рамы 35.m можно изменять прижимное усилие, которое оказывает прижимная лента 20 на древесную массу или получаемую древесную плиту.
Устройство 36 для измерения температуры в виде инфракрасной камеры расположено с выходной стороны 34. Поле 38 обзора этой камеры включает древесную плиту 32 с выходной стороны 34 пресса 12 для горячего прессования древесных плит.
Альтернативно устройство 36 для измерения температуры может содержать множество бесконтактных датчиков температуры, которые расположены на расстоянии друг от друга относительно направления B ширины.
Устройство 36 для измерения температуры подключено к блоку 40 управления, который оценивает данные измерения температуры от устройства 36 для измерения температуры. В данном случае блок 40 управления также подключен к датчикам 27.i температуры с помощью кабелей (не показаны).
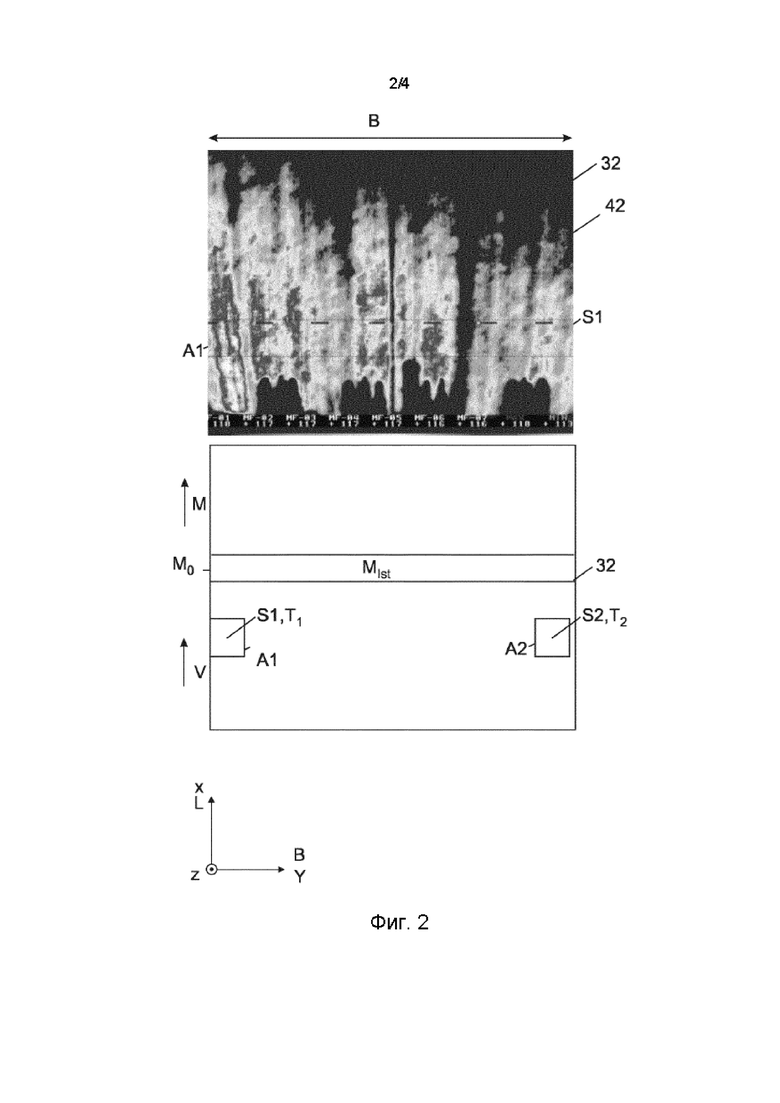
Фиг. 2 иллюстрирует изображение 42, фиксированное с использованием устройства 36 для измерения температуры. Необходимо понимать, что температура T=T(x, y) измеряется в двух пространственных направлениях x, y. Температура T зарегистрирована во множестве точек (xj, yj) (j=1, 2, …, N) в направлении B ширины древесной плиты 32. Здесь предпочтительно N>2, в частности, N>5, предпочтительно N<1000. В данном случае дополнительно последовательно фиксируется множество измеренных значений температуры T в продольном направлении L. Способ измерения температуры, показанный на фиг. 2, с помощью инфракрасной камеры особенно предпочтителен, поскольку, как показано на фиг. 2, он обеспечивает подробное изображение температуры T(x, y) древесной плиты 32.
Блок 40 управления (см. фиг. 1) фиксирует, например, первую температуру T1 в поперечном направлении, которая в данном случае является средним арифметическим для области A1 в данном случае. Температура T1 в поперечном направлении относится к первой точке S1. точка S1 представляет собой центр области A1. Точка S1 находится в левосторонней области древесной плиты 32, как можно увидеть на нижнем схематическом изображении, которое иллюстрирует ту же точку на древесной плите 32 и добавлено для наглядности.
Дополнительно, определяют вторую температуру T2 в поперечном направлении во второй точке S2, которая находится в правосторонней области древесной плиты 32. Вторую температуру T2 также определяют путем усреднения по диапазону пикселей устройства 36 для измерения температуры.
Блок 40 управления определяет параметр U расхождения, который может включать в себя температуру U=ΔT=|T1-T2|. Если параметр U расхождения превышает заранее установленное пороговое значение UWarn предупреждения, блок 40 управления изменяет технологический параметр P. Технологический параметр P может относиться к локальному прижимному усилию p=p(y), например, с которым штанги 22.i (i=1, 2, …, смотри фиг. 1) локально прижимаются к прижимной ленте 20. Технологический параметр P также может представлять собой тепловую мощность PHeiz, которую нагревательное устройство 24 передает на прижимную ленту 20.
Путем усреднения по всей ширине B в заданной точке вдоль направления M подачи материала, например, на высоте M0, можно определить (среднюю) фактическую температуру TIst. Если эта фактическая температура TIst отклоняется от заранее установленной заданной температуры TSoll более чем на ΔTo выше или ΔTu ниже, блок 40 управления может выдавать соответствующий сигнал предупреждения. Затем оператор может увеличивать или уменьшать скорость v подачи. Альтернативно это выполняется автоматически. Скорость v подачи описывает скорость, с которой древесная плита 32 (см. фиг. 1) перемещается вблизи выходной стороны в направлении подачи материала.
Фиг. 3 схематически иллюстрирует горизонтальный частичный разрез A-A пресса 12 для горячего прессования древесных плит в соответствии с настоящим изобретением, который выполнен аналогично прессу 12 для горячего прессования древесных плит, показанному на фиг. 1 за исключением нагревательных контуров. Необходимо понимать, что нагревательное устройство содержит первый нагревательный элемент, который нагревает первую область H1 нагрева, второй нагревательный элемент, который нагревает вторую область H2 нагрева, и третий нагревательный элемент, который нагревает третью область H3 нагрева. Альтернативно могут быть обеспечены две или четыре или более областей Hi нагрева. Также в одной области нагрева может быть обеспечено более одного нагревательного элемента. Количество нагревательных элементов в разных областях нагрева может отличаться или может быть одинаковым. Области нагрева расположены смежно друг с другом в направлении M подачи материала и совместно нагревают прижимную ленту 24 по всей ширине. Температура Ti или область Hi нагрева и/или тепловая мощность Pi могут регулироваться независимо друг от друга.
Способ в соответствии с настоящим изобретением выполняют, например, путем инициации остановки пресса для горячего прессования древесных плит на по меньшей мере 15 минут, например, для технического обслуживания или смены продукта. Сначала подают меньше тепла, чем в среднем при нормальной работе. Затем древесная плита принимает более высокую температуру, чем средняя температура при нормальной работе с выходной стороны. Например, для древесной плиты толщиной, например, 7,6 мм, средняя температура по всей ширине составляет 118±1°C. В этом примере скорость подачи v=510 мм/c.
В результате недостаточной подачи тепла температура древесной плиты снова уменьшается (до 114°C в данном примере), что может привести к критическому падению температуры, если температура не проверяется; это падение может вызывать возникновение отслоений и, следовательно, брака. В связи с этим, в примере скорость подачи предпочтительно автоматически уменьшается до v=445 мм/c. Температура пресса и температура нагревательной ленты повышаются; однако температура поверхности плит еще не поднимается.
По мере увеличения температуры плит скорость подачи увеличивается (предпочтительно автоматически), так что средняя температура по всей ширине достигает заданной температуры TSoll 124±1°C, и скорость подачи достигает своего максимально возможного значения или заданного значения v=530 мм/с. Зачастую это занимает до 30 минут.
Способ в соответствии с настоящим изобретением также выполняют в первую очередь путем изменения толщины древесной плиты. Для разной толщины плиты требуются разные температуры прессования и разные температуры поверхности. Например, средняя температура по всей ширине плиты составляет 126±1°C при толщине плиты 12 мм и 110±1°C при толщине плиты 5,5 мм. В связи с этим тепловая мощность пресса должна быть адаптирована к новому производственному циклу. Однако в зависимости от ситуации необходимая тепловая мощность может оцениваться лишь приблизительно.
Поэтому при изготовлении древесных плит меньшей или большей толщины тепловую мощность и/или скорость подачи в первую очередь регулируют во время изготовления так, чтобы средняя температура по всей ширине постепенно уменьшалась на 5-7°C. Затем регулируют толщину плиты. Скорость v подачи предварительно выбирают с использованием средней температуры по всей ширине; затем регулируют скорость v подачи и тепловые мощности P отдельных нагревательных контуров на основе температуры.
В способе в соответствии настоящим с изобретением параметр U расхождения в виде максимальной разности ΔTB предпочтительно автоматически вычисляется блоком 40 управления, который может содержать несколько отдельных блоков. Для этого значения T(y) температуры группируют по меньшей мере на пять, в частности, по меньшей мере на десять (предпочтительно равноудаленных) оценочных диапазонов Aj. Оценочный диапазон представляет собой, например, двумерный интервал.
В математическом смысле, оценочные диапазоны Aj предпочтительно образуют разбиение измеренных значений по меньшей мере на 80%, в частности, по меньшей мере 90%, от всей ширины древесной плиты. Однако также возможно, что совокупность всех оценочных диапазонов не охватывает всю ширину древесной плиты, а, например, по меньшей мере 50%, по меньшей мере 60%, по меньшей мере 70% или по меньшей мере 80%.
Затем вычисляют среднее значение температуры в каждом оценочном диапазоне Aj. Температуры оценочных диапазонов, полученные таким образом, используют для вычисления максимальной разности ΔTB в качестве параметра U расхождения.
Если параметр U расхождения превышает заранее установленное пороговое значение предупреждения UWarn=3°C, например, это может вызывать увеличение различий в качестве плиты поперек направления подачи материала. Этому противодействует увеличение прижимного усилия p со стороны более низкой температуры.
Это позволяет, например, уменьшить параметр U расхождения с 4°C до 1°C путем выравнивания прижимного усилия на 20%-50% от конкретного прижимного усилия в задней области высокого прижимного усилия пресса непрерывного действия в направлении подачи материала.
Например, если параметр расхождения U=4°C измеряется во время изготовления древесной плиты толщиной 5,5 мм, более высокая температура наблюдается в правосторонней области древесной плиты в направлении подачи материала, а температуры остальных оценочных диапазонов отличаются менее чем на 1°C, прижимное усилие в правосторонней области, в частности, правосторонней области высокого прижимного усилия, пресса для горячего прессования увеличивается на 35%. Это приводит к снижению параметра расхождения до менее 1°C.
В способе в соответствии настоящим с изобретением предпочтительно увеличивают технологический параметр в виде общей тепловой мощности PHeiz, gesamt и/или тепловой мощности одного, двух или множества нагревательных контуров 29.j, если средняя температура древесной плиты, ниже заранее установленной заданной целевой температуры. Это особенно предпочтительно, когда скорость подачи имеет заранее установленное максимальное значение vmax.
Например, если толщина плиты составляет 7,6±0,5 миллиметров, заданная температура TSoll=123±1°C и v=vmax=540 мм/с. Если средняя температура по всей ширине древесной плиты составляет 118°C, например, общая тепловая мощность PHeiz, gesamt увеличивается, предпочтительно путем увеличения температуры прямого потока. В данном примере температура Tin,j прямого потока увеличивается на 2°C, например, для по меньшей мере одного нагревательного контура 29.j, но предпочтительно для двух или более нагревательных контуров. В результате температура приближается к заданной температуре, так что параметр U расхождения опускается ниже порогового значения предупреждения. Указанные этапы могут выполняться автоматически без участия человека, принимающего сигнал предупреждения.
Фиг. 1 иллюстрирует, что по меньшей мере некоторые рамы 35.m, предпочтительно большинство рам 35.m, могут подвергаться воздействию усилия Fp,m со стороны соответствующего исполнительного механизма 44.1, 44.2, …, . Исполнительные механизмы 44.m могут представлять собой, например, гидравлические цилиндры, которые приводятся в действие схематически показанной системой подачи гидравлического давления. Исполнительные механизмы 44.m выполнены таким образом, что для разных исполнительных механизмов могут быть обеспечены разные усилия Fp,j. Каждое из прижимных усилий Fp,m представляет технологический параметр Pm, который может отдельно регулироваться блоком 40 управления. Тепловые мощности каждого нагревательного контура 29.i или температура прямого потока теплоносителя также являются дополнительными технологическими параметрами Pi. Они также могут регулироваться блоком 40 управления. Пресс 12 для горячего прессования древесных плит также включает в себя датчик 46 влажности для измерения содержания влаги в древесной массе 18 перед попаданием в пресс 12 для горячего прессования древесных плит. Датчик 46 влажности также подключен к блоку 40 управления.
Кроме того, предпочтительно, чтобы пресс 12 для горячего прессования древесных плит включал в себя вторую инфракрасную камеру, которая фиксирует температуру древесной массы 18 перед попаданием в пресс 12 для горячего прессования древесных плит. Вторая инфракрасная камера 48 также подключена к блоку 40 управления.
Блок 40 управления включает в себя нейронную сеть, в которую вводят технологические параметры Pi в качестве входных переменных. В дополнение, измеренные значения температуры T (x, y, t), с разрешением в пространстве и времени, вводят в нейронную сеть N в качестве входных переменных. Затем нейронную сеть N обучают минимизации параметра U расхождения. Технологические параметры Pi, вычисленные нейронной сетью, непрерывно передают соответствующим компонентам пресса для горячего прессования древесных плит посредством проводного соединения или передают беспроводным образом и устанавливают их (на прессе для горячего прессования).
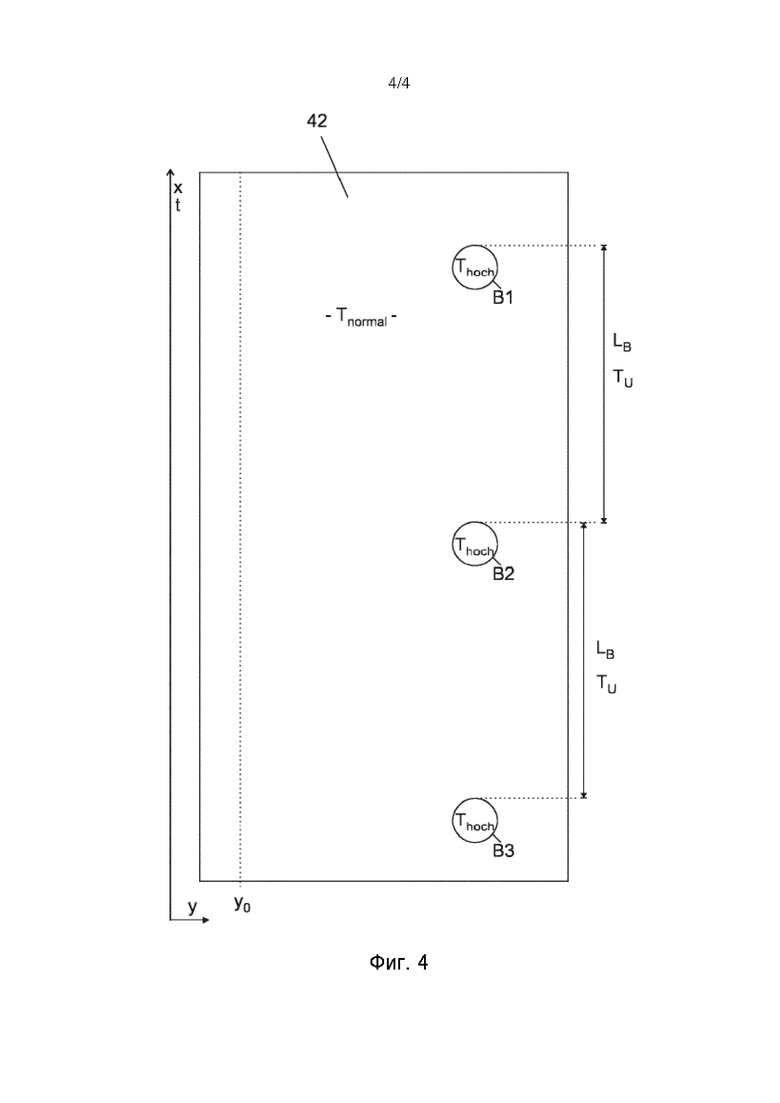
Фиг. 4 иллюстрирует схематическое изображение 42 измерения температуры. Предполагается, что температура имеет высокое значение Thoch только в областях B1, B2, B3 и нормальное значение Tnormal во всех других областях. Области B1, B2, B3, имеющие более высокую температуру Thoch, обусловлены неоднородностью прижимной ленты 20.1 (смотри фиг. 1). Например, неоднородность может быть результатом повреждения или удаления участка прижимной ленты, последующего закрытия образовавшегося зазора сменным участком и сглаживания поверхности прижимной ленты.
В данном примере теплопроводность замененного участка прижимной ленты больше, что приводит к более высокой температуре. Увеличенная температура не оказывает существенного влияния на качество получаемых древесных плит. Однако колебания температуры легко могут привести к кратковременному превышению заранее установленной заданной температуры в одной из областей B. Это, в свою очередь, приведет к выдаче сигнала предупреждения, хотя нет никакой угрозы для качества древесных плит.
Для предотвращения такой ситуации исключают повышение температуры в областях B. С этой целью, для каждого положения y, например, положения y0, выполняют преобразование Фурье. Необходимо отметить, что не имеет значения, выполняются ли эти преобразования Фурье в отношении x-координат или дополнительных временных координат, поскольку скорость подачи, с которой перемещается древесная масса, остается по существу постоянной. Так как повышение температуры обусловлено неоднородностью прижимной ленты, оно повторяется через равные промежутки времени, которые соответствуют длине LB прижимной ленты. В связи с этим прижимной ленте назначается время TU оборота, за которое прижимная лента совершает один оборот.
В спектре преобразований Фурье, вычисленном таким образом, удаляются компоненты, которые относятся к длине LB прижимной ленты. При проведении преобразования Фурье по времени удаляются частотные компоненты, которые относятся к частоте fU оборотов, причем частота fU оборотов представляет собой величину, обратную времени TU оборота. Затем скорректированный спектр, полученный таким образом, подвергают обратному преобразованию Фурье. Такой температурный сигнал больше не содержит никаких компонентов, обусловленных неоднородностью прижимной ленты. Пресс для горячего прессования древесных плит регулируют с использованием полученных скорректированных температурных данных.
Список ссылочных позиций
10 - устройство для изготовления древесных плит
12 - пресс для горячего прессования древесных плит
14 - распределитель (например, формователь)
16 -система распиловки
18 - древесная масса
20 - прижимная лента
22 - штанга
24 - нагревательное устройство
26 - труба
27 - датчик температуры
28 - теплоноситель
29 - нагревательный контур
30 - входная сторона
32 - древесная плита
34 - выходная сторона
35 - рама
36 - устройство для измерения температуры
38 - поле обзора
40 - блок управления
42 - изображение
44 - исполнительный механизм
46 - датчик влажности
48 - инфракрасная камера
A - область; B - направление ширины; d - толщина
Fp - прижимное усилие
i, j, m - числовые индексы
L - продольное направление
M - направление подачи материала
N - нейронная сеть
p - усилие
P - технологический параметр
PHeiz - тепловая мощность
S- точка
t - время задержки
T - температура
T1 - первая температура в поперечном направлении
TIst - фактическая температура
TSoll - заданная температура
ΔTo - первая разность температур
ΔTu - вторая разность температур
ΔTg-ΔTg=Tmax-Tmin
U - параметр расхождения
UWarn - пороговое значение предупреждения
v - скорость подачи
Группа изобретений относится к прессу для горячего прессования древесных плит для изготовления древесной плиты, а также к способу его работы. Пресс для горячего прессования древесных плит имеет входную сторону и выходную сторону и выполнен с возможностью прессования заготовки, подаваемой с входной стороны, для получения древесной плиты. В соответствии с изобретением обеспечено устройство для измерения температуры, выполненное с возможностью автоматического измерения температуры (T) древесной плиты с выходной стороны способом с пространственным разрешением. Группа изобретений обеспечивает повышение физико-механических свойств готовых изделий. 2 н. и 14 з.п. ф-лы, 4 ил.
1. Пресс для горячего прессования древесных плит для изготовления древесной плиты (32), причем пресс (12) для горячего прессования древесных плит:
(a) имеет входную сторону (30) и выходную сторону (34), и
(b) выполнен с возможностью прессования заготовки (18), подаваемой с входной стороны (30), для получения древесной плиты (32),
(c) имеет устройство (36) для измерения температуры, которое:
выполнено с возможностью автоматического измерения температуры (T) древесной плиты (32) с выходной стороны (34) бесконтактным разрешенным во времени образом и
включает в себя инфракрасную камеру,
(d) имеет блок (40) управления, который подключен к устройству (36) для изменения температуры, и
(e) имеет непрерывную прижимную ленту (20),
отличающийся тем, что
(f) блок (40) управления выполнен с возможностью автоматического выполнения способа, включающего в себя этапы, на которых:
(i) вычисляют параметр (U) расхождения,
(ii) выдают сигнал предупреждения, если параметр (U) расхождения превышает заданное пороговое значение (Uwarn) предупреждения,
(iii) обнаруживают неоднородность прижимной ленты (20) и
(iv) предотвращают выдачу сигнала предупреждения, если пороговое значение предупреждения превышено из-за неоднородности,
он содержит блок (40) управления, выполненный с возможностью автоматического выполнения способа, включающего в себя этапы, на которых:
(a) определяют первую температуру (T1) в поперечном направлении в первой точке (S1) левосторонней области древесной плиты (32),
(b) определяют вторую температуру (T2) в поперечном направлении во второй точке (S2) правосторонней области древесной плиты (32), и
(c) регулируют с обратной связью по меньшей мере один технологический параметр (P) пресса (12) для горячего прессования древесных плит таким образом, чтобы первая температура (T1) в поперечном направлении приблизилась ко второй температуре (T2) в поперечном направлении.
2. Пресс для горячего прессования древесных плит по п. 1, отличающийся тем, что регулировка технологического параметра (P) включает в себя:
(a) увеличение прижимного усилия (p) со стороны более низкой температуры (T) и/или
(b) уменьшение прижимного усилия (p) со стороны более высокой температуры.
3. Пресс для горячего прессования древесных плит по п. 1, отличающийся тем, что способ содержит следующие этапы, на которых:
(a) сравнивают фактическую температуру (TIst), измеренную с использованием устройства (36) для изменения температуры, с заданной целевой температурой (TSoll), и
(b) увеличивают скорость (v) подачи заготовки (18), если фактическая температура (TIst) выше целевой температуры (TSoll) на заданную разность ΔTu температур, и/или
уменьшают скорость (v) подачи, если фактическая температура (TIst) ниже целевой температуры (TSoll) на вторую заданную разность ΔTu температур.
4. Пресс для горячего прессования древесных плит по п. 1, отличающийся тем, что он выполнен с возможностью изготовления древесной плиты (32) толщиной (d) не более 38 миллиметров.
5. Пресс для горячего прессования древесных плит по п. 1, отличающийся тем, что он содержит
нагревательное устройство, которое может нагревать одну непрерывную прижимную ленту пресса для горячего прессования древесных плит для получения разных локальных температур в направлении ширины.
6. Пресс для горячего прессования древесных плит по п. 5, отличающийся тем, что
нагревательное устройство имеет по меньшей мере две нагревательные зоны, которые расположены смежно друг с другом, и температура которых может регулироваться до разных значений.
7. Способ работы пресса (12) для горячего прессования древесных плит, который
(a) имеет входную сторону (30) и выходную сторону (34), и
(b) прессует заготовку (18), подаваемую с входной стороны (30), с помощью прижимной ленты (20) для получения древесной плиты (32),
причем способ включает в себя этапы, на которых:
(i) автоматически измеряют температуру (T) древесной плиты (32) с выходной стороны (34) бесконтактным разрешенным во времени образом с помощью инфракрасной камеры,
(ii) регулируют по меньшей мере один технологический параметр (P) пресса (12) для горячего прессования древесных плит на основе температуры (T),
(iii) обнаруживают неоднородность прижимной ленты (20) и
(iv) предотвращают выдачу сигнала предупреждения, если пороговое значение предупреждения превышено из-за неоднородности.
8. Способ по п. 7, отличающийся тем, что
заготовка (18) представляет собой древесную массу и прессуется между первой прижимной лентой (20.1) и второй прижимной лентой (20.2) пресса (12) для горячего прессования древесных плит для получения древесной плиты (32).
9. Способ по п. 7, отличающийся тем, что по меньшей мере один технологический параметр (P)
включает в себя скорость (v) подачи заготовки, и/или тепловую мощность (PHeiz), и/или температуру (T) по меньшей мере одного компонента пресса (12) для горячего прессования древесных плит.
10. Способ по п. 7, отличающийся тем, что по меньшей мере один технологический параметр (P)
включает в себя прижимное усилие в первом положении, прижимное усилие во втором положении, которое отличается от первого положения, и прижимное усилие в третьем положении, которое отличается от первого и второго положений.
11. Способ по п. 7, отличающийся тем, что по меньшей мере один технологический параметр (P)
включает в себя содержание влаги в древесной массе и/или температуру древесной массы.
12. Способ по п. 7, отличающийся тем, что по меньшей мере один технологический параметр (P)
включает в себя тепловую мощность первого нагревательного элемента и тепловую мощность второго нагревательного элемента, которая отличается от тепловой мощности первого нагревательного элемента.
13. Способ по п. 7, отличающийся тем, что он содержит этапы, на которых:
(a) определяют первую температуру (T1) в поперечном направлении в первой точке (S1) левосторонней области древесной плиты (32),
(b) определяют вторую температуру (T2) в поперечном направлении во второй точке (S2) правосторонней области древесной плиты (32) и
(c) регулируют по меньшей мере один технологический параметр (P) пресса (12) для горячего прессования древесных плит таким образом, чтобы первая температура (T1) в поперечном направлении приблизилась ко второй температуре (T2) в поперечном направлении.
14. Способ по п. 7, отличающийся тем, что он содержит этапы, на которых:
(a) вычисляют параметр (U) расхождения, в частности разность ΔTg между максимальной температурой (Tmax) и минимальной температурой (Tmin) древесной плиты (32), и
(b) выдают сигнал предупреждения, если параметр (U) расхождения превышает заданное пороговое значение (Uwarn) предупреждения.
15. Способ по п. 7, отличающийся тем, что регулировка по меньшей мере одного технологического параметра (P) на основе температуры содержит следующие этапы, на которых:
(i) вводят значения температуры, зависящие от времени и местоположения, в качестве входных переменных в нейронную сеть, причем нейронная сеть выдает технологические параметры в качестве выходных переменных, и
(ii) устанавливают эти технологические параметры на устройстве для изготовления древесных плит,
(iii) причем нейронная сеть обучена минимизировать параметр расхождения.
16. Способ по любому из пп. 7-15, отличающийся тем, что его выполняют
(a) в начале процесса прессования после остановки и/или
(b) после изменения одного формата древесной плиты на другой формат.
| EP 1526377 A1, 27.04.2005 | |||
| 0 |
|
SU135086A1 | |
| WO 2009071738 A1, 11.06.2009 | |||
| EP 2977157 A1, 27.01.2016 | |||
| Способ прессования древесностружечных плит | 1980 |
|
SU856851A1 |

