Изобретение относится к устройству для прессования панели из древесного материала для прессования волокнистого фильтр-прессного осадка для производства панели из древесного материала, содержащему контрольное устройство, выполненное с возможностью подавать сигнал в случае нарушения и/или осуществлять мониторинг волокнистого фильтр-прессного осадка в области впуска. Согласно второму аспекту, изобретение относится к способу для мониторинга устройства для прессования панели из древесного материала для прессования волокнистого фильтр-прессного осадка для производства панели из древесного материала.
Устройства для прессования панели из древесного материала используются для уплотнения волокнистых фильтр-прессных осадков или прессования их для производства панелей из древесного материала. В частности, изобретение относится к непрерывно работающим устройствам для прессования панели из древесного материала, с помощью которых волокнистый фильтр-прессный осадок непрерывно распределяют и прессуют и/или сжимают. Этот тип устройства для прессования панели из древесного материала предпочтительно работает на максимально возможной высокой скорости. Однако высокие скорости подачи, при которых волокнистый фильтр-прессный осадок перемещается через устройство для прессования панели из древесного материала, приводят к увеличению вероятности дефектов материала. Поэтому волокнистый фильтр-прессный осадок должен быть уплотнен во время прессования. Однако для этого требуется выдавливание воздуха из волокнистого фильтр-прессного осадка. Если это происходит слишком быстро, выходящий воздух может разрывать волокна волокнистого фильтр-прессного осадка, что приводит к кратерообразным разрывам. Такие разрывы, которые также известны как проколы, обычно означают, что подвергнувшийся разрывам участок панели из древесного материала, которая была произведена, больше не может быть использован, в результате чего образуются отходы.
Дополнительным источником дефектов является колебание волокнистого фильтр-прессного осадка выше заданного допуска.
Из патентов Германии DE 196 22 712 B4, DE 10 2007 019 390 A1 и DE 10 2005 049 880 A1 известно, что тонкие металлические провода скользят по волокнистому фильтр-прессному осадку, причём упомянутые провода устанавливают электрический контакт с прессовальной плитой одного устройства для прессования, когда толщина волокнистого фильтр-прессного осадка превышает заданную максимальную толщину. Недостатком этой системы является то, что она позволяет осуществлять только двоичный мониторинг, а именно, была ли превышена максимальная толщина. Дополнительным недостатком является то, что разрывы, как описано выше,
регистрируются только в том случае, если они происходят непосредственно под проводом.
WO 2009/071738 A1 описывает прессовальную систему для склеивания деревянных стержней вместе для производства щитов с массивными кромками. Для обеспечения равномерной адгезии, с помощью тепловой камеры получают термографическое изображение после склеивания. Если температура законченного щита с массивными кромками отклоняется значительно, пусть даже только локально, как иногда бывает, от заданной температуры, тепловую мощность прессовальной системы корректируют. Чтобы достигнуть особенно точного результата измерения, температуру расположенных деревянных стержней можно также измерять до склеивания с помощью тепловой камеры. Это дает возможность определить, где местная тепловая мощность прессовальной системы слишком низка. Этот тип прессовальной системы непригоден для прессования волокнистых фильтр-прессных осадков для производства панелей из древесного материала, поскольку волокнистый фильтр-прессный осадок требует высокого поверхностного давления и не может выдерживать боковое давление. Кроме того, с помощью такой системы можно контролировать или регулировать только (локальную) тепловую мощность; таким образом, она непригодна для предотвращения проколов.
Настоящее изобретение направлено на уменьшение количества отходов.
Настоящее изобретение решает задачу с помощью устройства для прессования панели из древесного материала в соответствии с ограничительной частью, контрольное устройство которого имеет камеру и блок оценки, и при этом камера расположена в области впуска устройства для прессования панели из древесного материала, а блок оценки выполнен с возможностью автоматически осуществлять способ, отличающийся этапами, на которых: (i) непрерывно записывают изображения области впуска, (ii) непрерывно регистрируют данные измерения для пикселей области оценки изображений, которые принадлежат заданной области оценки, содержащей по меньшей мере одну область, граничащую с расчетной горизонталью волокнистого фильтр-прессного осадка в верхней части, так что получают оценочные данные, и (iii) подают сигнал, если оценочные данные изменяются более чем на заданное значение допуска.
Изобретение также включает в себя устройство для прессования панели из древесного материала для прессования волокнистого фильтр-прессного осадка для производства панели из древесного материала c
а) контрольным устройством, выполненным с возможностью подавать сигнал в случае нарушения, при этом b) контрольное устройство имеет камеру и блок оценки, с) камера расположена в области впуска устройства для прессования панели из древесного материала и d) блок оценки выполнен с возможностью автоматически осуществлять способ с этапами, на которых: (i) непрерывно записывают изображения области впуска, (ii) непрерывно регистрируют данные измерения для пикселей области
оценки изображений, которые принадлежат заданной области оценки, содержащей по меньшей мере одну область, граничащую с расчетной горизонталью волокнистого фильтр-прессного осадка в верхней части, так что получают оценочные данные, и (iii) подают сигнал, если оценочные данные изменяются более чем на заданное значение допуска. Предпочтительные варианты выполнения, описанные ниже, относятся к обоим вышеназванным аспектам изобретения.
Согласно второму аспекту, изобретение решает задачу способом для мониторинга устройства для прессования панели из древесного материала для прессования волокнистого фильтр-прессного осадка для производства панели из древесного материала, отличающимся вышеназванными этапами.
Преимущество изобретения заключается в том, что оно позволяет осуществлять мониторинг практически в режиме реального времени. Другими словами, промежуток времени между возникновением дефекта и его распознаванием является очень коротким, например, он может быть меньше одной секунды. Это позволяет быстро реагировать, так что параметры способа, например, могут быть изменены таким образом, что дефекты будут предотвращены в будущем.
Дополнительное преимущество заключается в том, что этот мониторинг не является особенно сложным: необходимые компоненты, такие как камера и блок оценки в виде вычислительной электроники, являются стандартными изделиями, которые легко доступны.
Считалось нереальным, что мониторинг процесса может вообще осуществляться с помощью камеры, поскольку такие устройства для прессования панели из древесного материала могут создавать много пыли. Поэтому ожидалось, что щепки приведут к ложным тревогам и/или вызовут слишком быстрое засорение камеры. К тому же, входная сторона устройств для прессования панели из древесного материала обычно отличается наличием разбрызгивающих устройств, посредством которых жидкость, такая как вода, содержащая поверхностно-активные вещества, можно разбрызгивать на волокнистый фильтр-прессный осадок. Позиционирование камеры таким образом, чтобы она могла выполнять свою задачу, обычно требует модификации этих устройств.
Выражение "камера" может относиться к инфракрасной камере или камере, которая поглощает видимый свет.
Камера имеет оптическую ось, которая образует максимальный угол атаки с направлением потока материала предпочтительно 70°, особенно максимум 60°, предпочтительно максимум 50°, но особенно предпочтительно максимум 40°. Угол атаки составляет предпочтительно по меньшей мере 0°, особенно по меньшей мере 5°, предпочтительно по меньшей мере 10°.
В рамках настоящего изобретения под устройством для прессования панели из древесного материала будем понимать, например, устройство, с помощью которого
волокнистый фильтр-прессный осадок можно непрерывно сжимать для образования панели из древесного материала. С этой целью устройство для прессования панели из древесного материала предпочтительно содержит циркулирующую прессовальную плиту, которая нагревается и прижимается к волокнистому фильтр-прессному осадку. Панель из древесного материала предпочтительно относится к панели HDF, MDF или OSB. Альтернативно, устройство для прессования панели из древесного материала представляет собой предварительный пресс, который образует часть системы для производства панелей из древесного материала и отличается прессовальным элементом в виде прессовой ткани.
Под контрольным устройством будем понимать, в частности, устройство, позволяющее оператору системы регистрировать состояние устройства для прессования панели из древесного материала. Возможно, но не обязательно, что контрольное устройство подключено к контроллеру машины , так что сигнал влияет на изменение по меньшей мере одного параметра машины без необходимости вмешательства человека, т.е. это происходит непосредственно. Под параметром машины будем понимать параметр, определяющий режим работы устройства для прессования панели из древесного материала, такой как сила прессования, температура или угол впуска. Угол впуска – это угол, под которым прессовальный элемент ориентирован на входной стороне по отношению к горизонтали как раз перед тем, как прессовальный элемент вступает в контакт с волокнистым фильтр-прессным осадком и уплотняет его.
Непрерывную запись изображений области впуска необходимо понимать прежде всего как захват изображений через регулярные промежутки времени. Возможно и предпочтительно, чтобы изображения захватывали через равные промежутки времени; однако это не является необходимым. В частности, изображение захватывают по меньшей мере каждые три секунды, предпочтительно по меньшей мере раз в секунду. Это особенно выгодно, если изображение захватывают несколько раз в секунду. Вообще говоря, камеры имеют частоту захвата изображения более 10 изображений в секунду. Можно, но обычно в этом нет необходимости, захватывать более 20 снимков в секунду.
Под областью оценки будем понимать область устройства для прессования панели из древесного материала, в частности, секцию прессовального элемента, которая в определенный момент времени находится на заданном расстоянии от расчетной горизонтали волокнистого фильтр-прессного осадка. Расчетная горизонталь волокнистого фильтр-прессного осадка – это воображаемая линия, которая в поле зрения камеры указывает точку верхней стороны волокнистого фильтр-прессного осадка, где верхняя сторона вступает в контакт с прессовальной плитой. В идеальном режиме работы расчетная горизонталь представляет собой линию, прежде всего горизонтально проходящую линию, положение которой не меняется.
Данные измерения представляют собой прежде всего данные, которые записывает
камера для каждого пикселя в каждом цикле записи. Вообще говоря, данные измерения представляют собой напряжения или электрические токи, которые кодируют цвет и яркость света, падающего на соответствующий пиксель.
Под подачей сигнала будем понимать прежде всего подачу воспринимаемого или не воспринимаемого человеком сигнала, такого как изменение напряжения или цифровой кодированный сигнал. Конечно, возможно, что сигналы подаются непрерывно, даже если оценочные данные не изменяются более чем на заданное значение допуска. Исключительно важно, чтобы, если отклонение превышает значение допуска, сигнал был подан, или сигнал, который подают в противоположном случае и который указывает на ненарушенное состояние, не возникал.
Возможно, но не обязательно, что этот сигнал передается на контроллер машины, который автоматически вносит поправки в по меньшей мере один производственный параметр. Предпочтительнее, сигнал также может быть оптически и/или акустически воспроизведен для оператора машины таким образом, чтобы он/она мог принять соответствующие меры.
Возможно, но не обязательно, чтобы были оценены дополнительные пиксели, которые не являются пикселями области оценки. Например, контрольное устройство может быть выполнено с возможностью непрерывно захватывать яркость фона, чтобы колебания яркости, вызванные, например, изменением условий освещения, не вызывали ложной тревоги.
Свойство изменения оценочных данных более чем на заданное значение допуска должно также пониматься прежде всего так, что данные или переменные, полученные из оценочных данных, таких как временные изменения (т.е. первая производная по времени) или изменение изменений (т.е. вторая производная по времени) или других переменных или прогрессий переменных, вычисленных из данных измерения, записывают или вычисляют и сравнивают с заданным значение допуска.
Прессовальный элемент будем понимать прежде всего как прессовальную плиту или прессовую ткань. В особенности, прессовальная плита представляет собой циркулирующую плиту, при помощи которой волокнистый фильтр-прессный осадок сжимают для производства панели из древесного материала. Прессовая ткань должна пониматься прежде всего как воздухопроницаемый элемент, который образует часть предварительного пресса и служит для вытеснения воздуха из волокнистого фильтр-прессного осадка. Прессовая ткань может быть текстильным изделием. Однако возможно также, что прессовая ткань относится к другому воздухопроницаемому элементу, такому как проволочная сетка или перфорированный лист.
Согласно предпочтительному варианту выполнения данные измерения собирают для множества областей, которые граничат друг с другом и вместе покрывают всю ширину волокнистого фильтр-прессного осадка. Другими словами, волокнистый фильтр-
прессный осадок захватывают камерой по всей ширине и оценивают соответствующие значения измерения.
Устройство для прессования панели из древесного материала предпочтительно содержит циркулирующий прессовальный элемент, который можно также назвать прессовальной плитой, если устройство для прессования панели из древесного материала является горячим прессом, в котором контрольное устройство выполнено с возможностью автоматически осуществлять способ, который включает в себя этап, содержащий непрерывную запись данных измерения для пикселей опорной области, при этом пиксели опорной области принадлежат по меньшей мере одной заданной опорной области и при этом точно одна опорная область выделена для каждой области оценки, причём упомянутая опорная область расположена перед областью оценки с точки зрения направления движения прессовального элемента.
Непрерывная запись данных измерения для пикселей области оценки предпочтительно включает в себя вычисление отклонения между данными измерения пикселей области оценки и данными измерения пикселей опорной области, которые сдвинуты на время задержки, где время задержки – это время, необходимое для перемещения секции прессовального элемента от опорной области к области оценки. Это имеет преимущество, заключающееся в том, что все неоднородности прессовального элемента, в частности, прессовальной плиты, не вызывают ложные сигналы тревоги. Причина этого в том, что в случае повреждений прессовальную плиту зачастую ремонтируют путем вырезания поврежденного участка. В образовавшееся отверстие вставляют подходящий кусок плиты. Соединения между вставленной плитой и участком вокруг нее особенно подвержены изменениям цвета, которые в свою очередь могут также вызывать ложные тревоги. Это может быть предотвращено с помощью этапов, изложенных в данном способе. Изобретение также включает в себя способ согласно изобретению, который включает в себя эти этапы.
Согласно предпочтительному варианту осуществления устройство для прессования панели из древесного материала представляет собой горячий пресс, который означает пресс, на выходной стороне которого появляется стабильная по размерам панель из древесного материала. Под стабильной по размерам панелью из древесного материала будем понимать панель из древесного материала, которая держит свой собственный вес при установке на боковой край. Горячий пресс будет пониматься прежде всего как пресс, который вводит тепло в волокнистый фильтр-прессный осадок посредством теплопроводности и, в частности, без каких-либо микроволн.
Альтернативно, устройство для прессования панели из древесного материала представляет собой предварительный пресс, на выходной стороне которого появляется волокнистый фильтр-прессный осадок, который не является стабильным по размерам.
Изобретение также включает в себя систему для прессования панели из древесного
материала, которая содержит по меньшей мере одно устройство для прессования панели из древесного материала. Одно из этих устройств для прессования панели из древесного материала предпочтительно относится к предварительному прессу, который содержит вышеназванное контрольное устройство, при этом второе устройство для прессования панели из древесного материала расположено за этим предварительным прессом в направлении потока материала; упомянутое второе устройство для прессования выполнено в виде горячего пресса для сжатия волокнистого фильтр-прессного осадка, который появляется из предварительного пресса.
Устройство для прессования панели из древесного материала предпочтительно имеет осветительное устройство для освещения области впуска. Преимущество этого заключается в том, что любые экстремальные колебания светового режима в участке, окружающем область впуска, приводят к пропорционально меньшим колебаниям результатов измерения.
Контрольный блок предпочтительно выполнен с возможностью автоматически осуществлять способ согласно изобретению. Это необходимо прежде всего понимать так, что контрольное устройство выполняет этапы, заданные без необходимости вмешательства оператора.
Способ предпочтительно включает в себя этапы, на которых (i) группируют пиксели области оценки в первую область и по меньшей мере одну вторую область и (ii) для всех областей захватывают пиксели, которые отличаются одним свойством - особенно цветом, яркостью и/или контрастностью с по меньшей мере одним смежным пикселем, – который изменяется более резко, чем пороговое значение, и (iii) вычисляют изменение параметра из номера этого пикселя и сравнивают это изменение параметра со значением допуска.
Возможно, но не обязательно, чтобы изменение свойства рассчитывалось из мгновенных последовательных результатов измерения. Однако также возможно, что среднее значение вычисляют по двум, трем или более последовательным результатам измерения, или что значение измерения, которое было обработано иным образом, вычисляют из этих результатов измерений.
В идеальном процессе данные измерения пикселей не меняются со временем. Во время работы без нарушений данные измерения колеблются, например, из-за статистических ошибок измерения или случайно изменяющихся условий окружающей среды. Если происходит нарушение, например, появление газового пузыря, т.е. прокола, как описано выше, свойство изменяется более резко с течением времени.
Пороговое значение определяют путём записи временного колебания свойства во время работы без нарушений. Например, пороговое значение выбирают таким образом, чтобы во время работы без нарушений оно было превышено максимум один раз в минуту на пиксель из-за случайного колебания.
Значение допуска для параметра изменения определяют путем первоначальной
оценки параметра изменения во время работы без нарушений в течение заданного периода времени в один час, например. Затем скорость подачи и/или угол впуска α увеличивают до тех пор, пока не произойдут описанные выше разрывы или проколы, которые приводят к отходам. Параметр изменения оценивают в то же время. Значение допуска выбирают путём принятия значения, лежащего ниже значения изменения, при котором образуются отходы.
Пиксели области оценки предпочтительно группируют в по меньшей мере 20 областей. Целесообразно, чтобы эти области граничили друг с другом. Это означает, что между двумя областями нет пикселей или так мало пикселей, чтобы проколы все еще можно было четко распознать. Особенно целесообразно, если области непосредственно граничат друг с другом, поскольку это позволяет с наибольшей вероятностью распознавать дефекты.
Согласно предпочтительному варианту осуществления подача сигнала влияет на изменение угла впуска, при этом угол впуска представляет собой угол между горизонтальной плоскостью и линией наилучшего прилегания по прессовальному элементу. Альтернативно или дополнительно, подача сигнала влияет на уменьшение скорости подачи. Для достижения этого контрольное устройство может быть напрямую подключено к контроллеру машины. Например, при превышении значения допуска скорость подачи уменьшают на 3-5%.
Согласно предпочтительному варианту осуществления способ содержит этапы, на которых вычисляют фактическую горизонталь волокнистого фильтр-прессного осадка и подачи сигнала, если фактическая горизонталь отклоняется от расчетной горизонтали более чем на пороговое значение ошибки уровня. Если фактическая горизонталь превышает расчетную горизонталь более чем на одно аварийное значение, устройство для прессования панели из древесного материала будет предпочтительно автоматически остановлено для предотвращения каких-либо повреждений в прессе.
Ниже изобретение будет объяснено более подробно с помощью прилагаемых чертежей. На чертежах:
фиг. 1 представляет схематический вид устройства для прессования панели из древесного материала согласно изобретению;
фиг. 2а представляет подробный вид в перспективе области впуска устройства для прессования панели из древесного материала согласно фиг. 1, а
фиг. 2b представляет изображение области впуска, в которой изображены области, используемые для оценки;
фиг. 3 изображает альтернативный вариант осуществления устройства для прессования панели из древесного материала согласно изобретению, который имеет предварительный пресс.
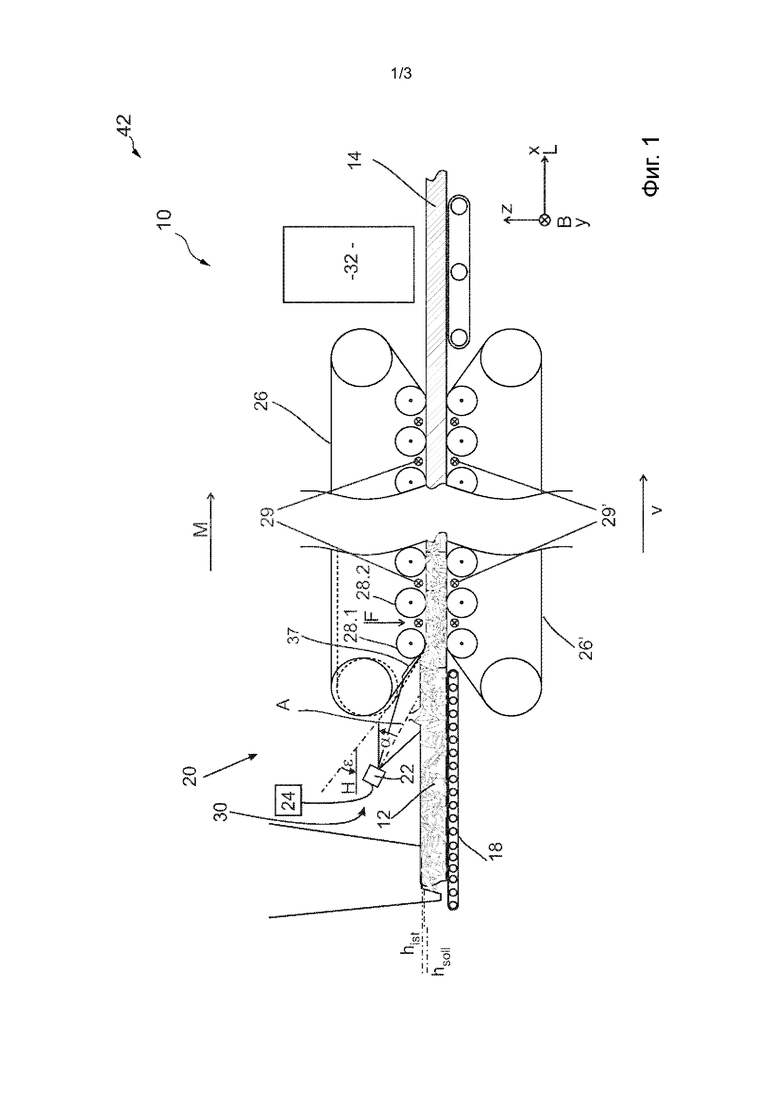
Фиг. 1 показывает устройство 10 для прессования панели из древесного материала согласно изобретению в виде горячего пресса для прессования волокнистого фильтр-прессного осадка 12 для производства панели 14 из древесного материала. Устройство для прессования панели из древесного материала имеет распределяющее устройство 16 для распределения фильтр-прессного осадка 12 по конвейеру 18.
Устройство 10 для прессования панели из древесного материала отличается контрольным устройством 20, которое содержит камеру 22 и блок 24 оценки, подключённый к упомянутой камере. Оптическая ось A ориентирована под углом α оси к горизонтали H, этот угол обычно лежит между 0° и 45° и составляет α = 10° в данном случае. Положительный угол оси означает, что камера направлена вниз.
Устройство 10 для прессования панели из древесного материала имеет прессовальный элемент 26 в виде прессовальной плиты, который образует замкнутый контур и прижимается к волокнистому фильтр-прессному осадку 12 с помощью барабанов 28.1, 28.2,... с силой прессования F. Используя схематично изображенный нагреватель 29, прессовальный элемент 26 также доводят до заданной температуры Т26 с помощью горячего термомасла. В данном случае устройство 10 для прессования панели из древесного материала также содержит второй прессовальный элемент 26’, который прижимается к волокнистому фильтр-прессному осадку 12 снизу с помощью барабанов 28’.1, 28’.2, ... Второй прессовальный элемент 26 также нагревают нагревательными элементами 29’.
Прессовальный элемент 26 проходит в области, в которой он впервые вступает в контакт с волокнистым фильтр-прессным осадком 10, под углом впуска ε к горизонтали H. Угол впуска ε является регулируемым, как указано с помощью прессовальной плиты, изображённой пунктирной линией.
Камера 22 захватывает изображения области 30 впуска, в которой волокнистый фильтр-прессный осадок 12 впервые вступает в контакт с прессовальным элементом 26. Внутри волокнистый фильтр-прессный осадок 12 имеет фактическую горизонталь на высоте hist, которая соответствует расчетной высоте hsoll в ситуации, показанной на фигуре 1. Ошибка уровня Δh лежит ниже порогового значения ошибки уровня ΔhS.
Во время работы волокнистый фильтр-прессный осадок 12 движется в направлении потока M материала со скоростью v подачи. Система 32 обрезки и/или другие устройства обработки, такие как цифровое печатающее устройство для отпечатывания панели 14 из древесного материала, могут быть расположены за устройством для прессования панели из древесного материала в направлении потока M материала.
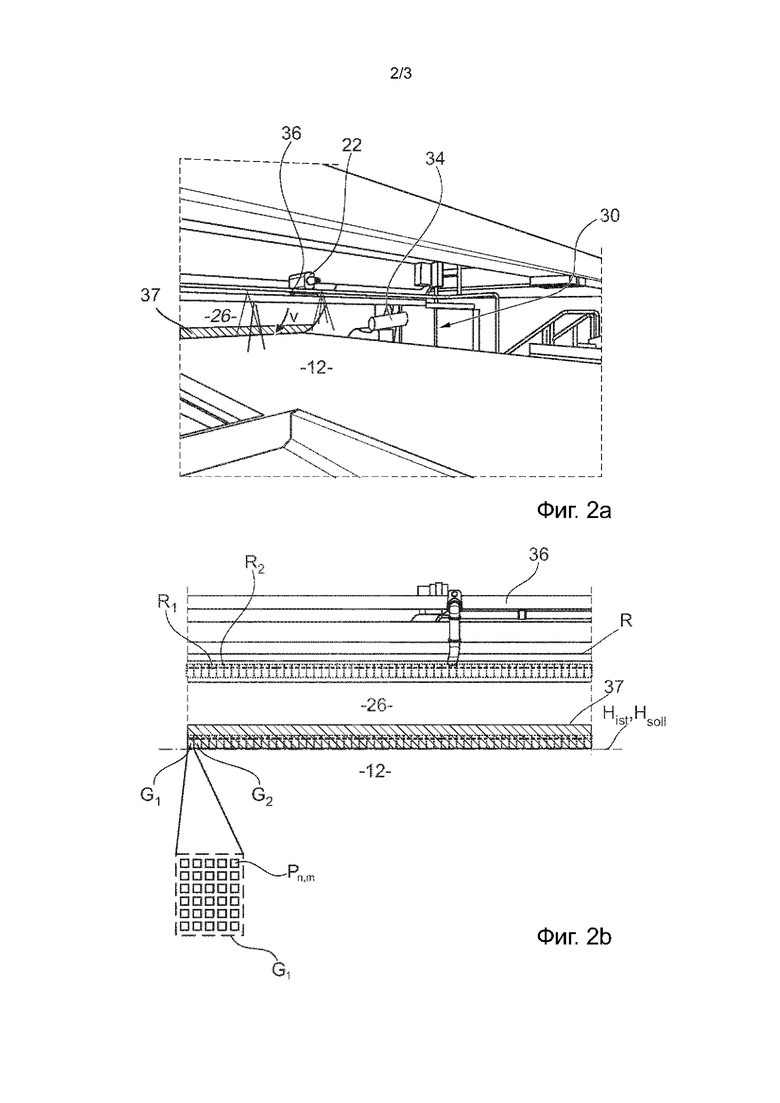
Фиг. 2а показывает вид в перспективе области 30 впуска устройства для прессования панели из древесного материала. Можно увидеть волокнистый фильтр-прессный осадок 12, прессовальный элемент 26, осветительное устройство 34 (в виде светодиодной лампы в данном случае), камеру 22 и систему 36 увлажнения. Система 36
увлажнения может быть использована для разбрызгивания жидкостного тумана, прежде всего водяного, содержащего поверхностно-активные вещества, на волокнистый фильтр-прессный осадок 12.
Фиг. 2b показывает изображение B области 30 впуска, которая была захвачена с помощью камеры 22. Фактическую горизонталь Hist волокнистого фильтр-прессного осадка 12, расположенную на высоте hist, можно увидеть на нижнем частичном изображении. Также изображена область 37 оценки, которая граничит с расчетной горизонталью Hsoll волокнистого фильтр-прессного осадка 12 в верхней части, причём упомянутая горизонталь лежит на высоте histsoll, где hist = hsoll в данном случае.
Область 37 оценки разделена на N областей Gi (i = 1, 2, ..., N), каждая из которых имеет несколько пикселей P. Области Gi могут также называться кластерами.
Каждая область Gi относится к изображению области Bi области 37 оценки. Другими словами, области указывают секции устройства для прессования панели из древесного материала, такие как прессовальный элемент 26, тогда как области Gi представляют собой группы пикселей Pn,m, в которых n и m являются числовыми индексами пикселей камеры 22.
Для каждого пикселя Pn,m через регулярные промежутки времени записывают измеренное значение Pn,m(tj), в частности, яркость bn, m(tj) и цвет fn,m(tj). Яркостный контраст, например, Kn,m(tj) = bn,m(tj) – bn-1,m(tj), также вычисляют как цветовой контраст kn,m(tj) = fn,m(tj) – fn-1,m(tj). Альтернативно яркостный контраст может быть определена по-другому, например, Kn,m(tj) = bn,m(tj) – bn+1,m(tj) или Kn,m(tj) = bn,m(tj) – bn,m-1(tj) или Kn,m(tj) = bn,m(tj) – bn,m+1(tj) или среднее этих значений. То же самое применимо к цветовому контрасту kn,m(tj). Данные измерения оценочных пикселей называют оценочными данными, поскольку предпочтительно только они участвуют в оценке.
В каждый момент времени tj и для каждой области i блок 24 оценки определяет параметр Di изменения, чтобы указывать, являются ли оценочные данные bn,m(tj), fn,m(tj), Kn,m(tj) и kn,m(tj) в каждом случае больше заданного порогового значения. Таким образом исследуют для всех n и m, для которых пиксель Pn,m лежит в области i, применяется ли bn,m(tj) > bmax, fn,m(tj) > fmax, Kn,m(tj) > Kmax и kn,m(tj) > kmax. Для каждой области Gi подсчитывают пиксели, для которых выполняется по меньшей мере одно из условий - соответствующее число является параметром D изменения. Если параметр Di изменения превышает значение допуска DT для по меньшей мере одной области Gi, то подают сигнал.
Альтернативно, временные изменения b(tj) - b(tj-1), f(tj) - f(tj-1), K(tj) - K(tj-1), k(tj) - k(tj-1) используются блоком 24 оценки для определения параметра Di изменения в каждый момент времени tj и для каждой области i, что достигается следующим образом:

Параметры α, β, γ, δ являются действительными числами, которые определены в предварительных тестах. Если параметр Di изменения превышает значение DT допуска,
т.е. Di > DT, в по меньшей мере одной области Gi, то подают сигнал.
Фиг. 2b также показывает, что опорные области Ri захвачены на изображении B. Опорные области Ri предпочтительно имеют по ширине ровно столько же пикселей, сколько и области Gi. Прессовальный элемент 26 движется со скоростью v подачи. Для того, чтобы внешние воздействия на результат измерения были как можно меньше, предпочтительно используют относительную яркость  вместо абсолютной яркости B, при этом относительная яркость указывает разницу по сравнению с той же областью на прессовальном элементе 26 при прохождении через опорную область Ri.
вместо абсолютной яркости B, при этом относительная яркость указывает разницу по сравнению с той же областью на прессовальном элементе 26 при прохождении через опорную область Ri.
Альтернативно параметр D изменения вычисляют с использованием описанного выше способа; однако, прежде чем сравнивать его со значением Tt допуска, вычитают параметр DR опорного изменения, который вычисляют из соответствующих пикселей опорной области Ri в момент времени, когда соответствующий участок прессовального элемента 26 прошел опорную область Ri.
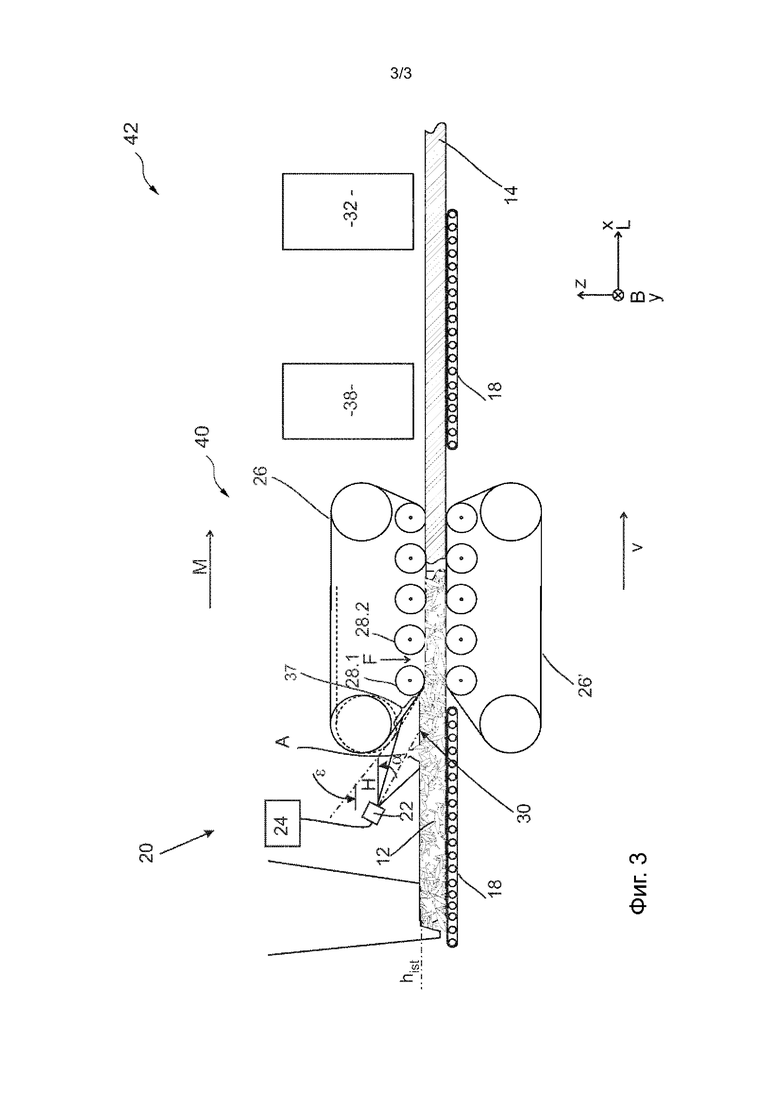
Фиг. 3 изображает второй вариант выполнения системы 42 для прессования панели из древесного материала согласно изобретению, которая отличается предварительным прессом 40, расположенным перед горячим прессом 38, как описано выше, причем указанный предварительный пресс уплотняет волокнистый фильтр-прессный осадок 12 перед его входом в горячий пресс 38. Прессовальный элемент 26 предварительного пресса 40 выполнен с возможностью быть прессовой тканью.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10 устройство для прессования панели из древесного материала
12 волокнистый фильтр-прессный осадок
14 панель из древесного материала
16 распределяющее устройство
18 конвейер
20 контрольное устройство
22 камера
24 блок оценки
26 прессовальный элемент
28 барабан
29 нагревательный элемент
30 область впуска
32 система обрезки
34 осветительное устройство
36 система освещения
37 области оценки
38 горячий пресс
40 предварительный пресс
A оптическая ось
B изображение
b яркость
DR параметр опорного изменения
Dr значение допуска
D параметр изменения
F сила прессования
f цвет
Gi область
H горизонталь
hist фактическая горизонталь
hsoll расчетная горизонталь
Δh ошибка уровня
ΔhS пороговое значение ошибки уровня
H горизонталь
i текущий индекс i = 1,2,.. N
j числовой индекс
K яркостный контраст
k цветовой контраст
M направление потока материала
N множество областей
Pn,m(tj) значение измерения
R опорная область
t время
v скорость подачи
α угол оси
β угол впуска
Изобретение относится к области производства панелей (14) из древесного материала. Устройство (10) для прессования волокнистого фильтр-прессного осадка (12) содержит контрольное устройство (20), выполненное с возможностью подачи сигнала в случае нарушения. Контрольное устройство (20) имеет камеру (22) и блок (24) оценки. Камера (22) расположена в области (30) впуска устройства (10) для прессования. Блок (24) оценки обеспечивает автоматическое осуществление этапов, из которых на этапе (i) непрерывно записывают изображения области (30) впуска. На этапе (ii) непрерывно регистрируют данные измерения для пикселей области оценки изображений (В), которые принадлежат заданной области оценки, содержащей по меньшей мере одну область, граничащую с расчетной горизонталью волокнистого фильтр-прессного осадка (12) в верхней части. На этапе (iii) подают сигнал, если оценочные данные изменяются более чем на заданное значение допуска (DT). В результате обеспечивается возможность осуществления мониторинга процесса прессования в режиме реального времени, что позволяет повысить качество получаемых изделий. 2 н. и 11 з.п. ф-лы, 3 ил.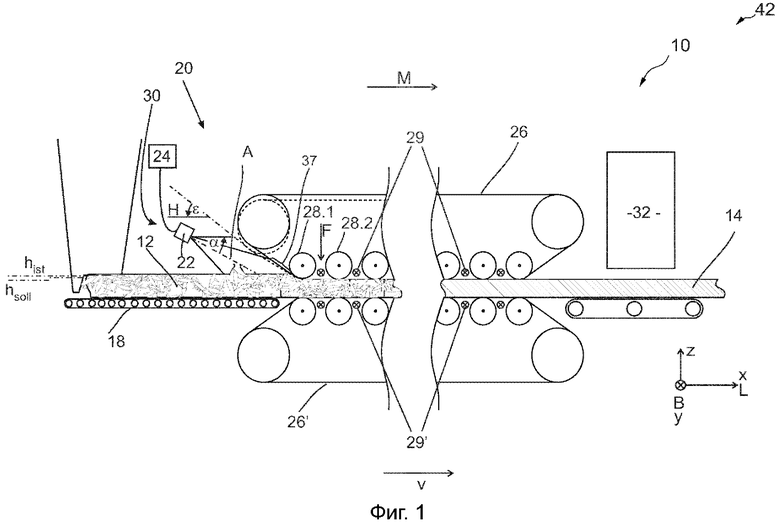
1. Устройство для прессования (10) волокнистого фильтр-прессного осадка (12) для производства панели (14) из древесного материала, содержащее прессовальный элемент (26) для прессования волокнистого фильтр-прессного осадка (12), контрольное устройство (20), которое выполнено с возможностью подачи сигнала в случае нарушения, отличающееся тем, что
контрольное устройство (20) имеет камеру (22) и блок (24) оценки,
камера (22) расположена в области (30) впуска устройства для прессования (10), в которой волокнистый фильтр-прессный осадок (12) вступает в контакт с прессовальным элементом (26),
блок (24) оценки выполнен с возможностью автоматического осуществления этапов, на которых:
(i) непрерывно записывают изображения (B) области (30) впуска,
(ii) непрерывно регистрируют данные измерения для пикселей области оценки изображений (B), которые принадлежат заданной области оценки, содержащей по меньшей мере одну область, граничащую с расчетной горизонталью волокнистого фильтр-прессного осадка (12) в верхней части с получением оценочных данных, и
(iii) подают сигнал при изменении оценочных данных более чем на заданное значение допуска (DT).
2. Устройство для прессования (10) по п. 1, отличающееся тем, что оно содержит конвейер (18) и распределяющее устройство (16) для распределения волокнистого фильтр-прессного осадка (12) по конвейеру (18).
3. Устройство для прессования (10) по п. 1, отличающееся тем, что
данные измерения записывают для множества областей (Bi),
при этом области (Bi) граничат друг с другом и вместе покрывают всю ширину (B) волокнистого фильтр-прессного осадка (12).
4. Устройство для прессования(10) по п. 1, отличающееся тем, что оно содержит
циркулирующий прессовальный элемент (26) для прессования волокнистого фильтр-прессного осадка (12),
данные измерения непрерывно записывают для пикселей опорной области, принадлежащих по меньшей мере одной заданной опорной области (Ri),
при этом одна опорная область (R) выделена для каждой области оценки, причем указанная опорная область расположена перед областью оценки с точки зрения направления движения прессовального элемента, и
непрерывная запись данных измерения для пикселей области оценки, которые принадлежат по меньшей мере одной заданной области оценки, содержит вычисление отклонения между данными измерения пикселей области оценки и данными измерения пикселей опорной области, которые сдвинуты на время задержки,
при этом время задержки представляет собой время, необходимое для перемещения секции прессовального элемента от опорной области к области оценки.
5. Устройство для прессования (10) по п. 1, отличающееся тем, что
оно представляет собой горячий пресс (38), а прессовальный элемент (26) представляет собой прессовальную плиту, или
оно представляет собой предварительный пресс, а прессовальный элемент (26) представляет собой прессовую ткань.
6. Устройство для прессования (10) по п. 1, отличающееся тем, что оно содержит устройство (34) для освещения области (30) впуска.
7. Устройство для прессования (10) по п. 1, отличающееся тем, что оптическая ось (А) камеры (22) образует угол (α) оси с горизонталью (H) величиной между 0° и 20°.
8. Способ управления прессованием волокнистого фильтр-прессного осадка (12), причем прессование осуществляют с использованием устройства по любому из пп. 1-7, включающий в себя этапы, на которых:
(i) непрерывно записывают изображения (B) области (30) впуска,
(ii) непрерывно регистрируют данные измерения для пикселей области оценки изображений, которые принадлежат заданной области оценки, граничащей с расчетной горизонталью волокнистого фильтр-прессного осадка (12) в верхней части, при этом получают оценочные данные и
(iii) подают предупреждающий сигнал, если оценочные данные изменяются более чем на заданное значение допуска (DT).
9. Способ по п. 8, отличающийся этапами, на которых:
(i) группируют оценочные пиксели в первую область (G1) и по меньшей мере одну вторую область (G2) и
(ii) для всех областей (Gi)
регистрируют пиксели, отличающиеся одним свойством, выбранным из цвета, яркости, контраста, по меньшей мере с одним смежным пикселем, которое изменяется более резко, чем пороговое значение,
вычисляют параметр (D) изменения из количества этих пикселей и
сравнивают этот параметр (D) изменения со значением (DT) допуска.
10. Способ по п. 9, отличающийся тем, что пиксели области оценки сгруппированы по меньшей мере в 20 областей (G).
11. Способ по п. 8, отличающийся тем, что
подают предупреждающий сигнал, влияющий на регулировку угла впуска,
при этом угол впуска (β) представляет собой угол между горизонтальной плоскостью и прессовальным элементом (26) устройства для прессования (10).
12. Способ по п. 8, отличающийся тем, что
подают предупреждающий сигнал, влияющий на регулировку скорости (v) подачи.
13. Способ по п. 8, отличающийся этапами, на которых:
(i) вычисляют положение фактической горизонтали волокнистого фильтр-прессного осадка и
(ii) подают сигнал, если фактическая горизонталь отклоняется от расчетной горизонтали более чем на одно пороговое значение ошибки уровня (ΔhS).
| ПРЕСС С ФУНКЦИЕЙ КОРРЕКТИРОВАНИЯ ТРАЕКТОРИИ ДВИЖЕНИЯ ПРЕССОВАЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2319613C2 |
| Пресс для непрерывного изготовления древесностружечных плит | 1985 |
|
SU1299799A1 |
| Система управления верхним и нижним приводами пресса непрерывного действия для производства древесностружечных плит | 1978 |
|
SU923356A3 |
| WO 2009071738 A1, 11.06.2009. | |||

