Изобретение относится к конструкциям из углерод-углеродных композиционных материалов и может быть использовано, в частности, при изготовлении опорной рамы ядерного реактора ракеты-носителя.
Известна малого диаметра тонкостенная труба из углерод-углеродного композиционного материала. Изобретение усматривается из [Бушуев В.М. Автореферат диссертации на соискание ученой степени к.т.н. «Технологические основы изготовления герметичных конструкций из углерод-углеродных композиционных материалов», 2011 г.], который мы выбрали в качестве прототипа. В соответствии с указанной информацией материал трубы армирован каркасом ткане-прошивной структуры (2,5D) из низкомодульных углеродных волокон.
Недостатком этого типа трубы является сравнительно высокий вес изготавливаемой из нее опорной рамы, что имеет большое значение при использовании ее в объектах космической техники. Сравнительно высокий вес обусловлен недостаточно высокой прочностью применяемого в ней УУКМ как из-за сравнительно низкой прочности низкомодульных углеродных волокон, так и из-за склонности материала к расслоению.
Известен способ изготовления малого диаметра тонкостенной трубы, включающий формирование каркаса на формообразующей оправке-нагревателе, насыщение его пироуглеродом термоградиентным методом и съем заготовки с формообразующей оправки.
Способ усматривается из [Бушуев В.М. Автореферат диссертации на соискание ученой степени к.т.н. «Технологические основы изготовления герметичных конструкций из углерод-углеродных композиционных материалов», 2011 г.], который мы выбрали в качестве прототипа. В соответствии с ним каркас формируют структурой 2,5D (а именно: слоисто-прошивной) из низкомодульных углеродных волокон; причем его формирование осуществляют путем выкладки тканевых заготовок на графитовой формообразующей оправке (являющейся одновременно нагревателем) с последующим скреплением слоев ткани путем прошивки с помощью кривой иглы.
Недостатком способа является сложность изготовления длинномерных малого диаметра труб из УУКМ, что обусловлено сложностью формирования на ней каркаса (оправка часто ломается), а также сложностью извлечения из трубы формообразующей оправки. Еще одним недостатком способа является недостаточно высокое весовое совершенство конструкций, собираемых из труб, изготавливаемых заявленным способом, что обусловлено недостаточно высокой прочностью получаемого при этом УУКМ.
Задачей изобретения является обеспечение высокого весового совершенства конструкций, собираемых из труб, и упрощение технологии изготовления последних.
Поставленная задача решается за счет того, что УУКМ длинномерной малого диаметра тонкостенной трубы армирован каркасом 3D структуры на основе высокомодульных углеродных волокон, сформированным на круглоткацкой машине.
Армирование УУКМ каркасом 3D структуры обеспечивает высокую прочность материала на межслоевой сдвиг. Армирование УУКМ высокомодульными углеродными волокнами обеспечивает высокую его прочность на изгиб.
Формирование каркаса на круглоткацкой машине позволяет придать каркасу замкнутый контур (т.е. позволяет исключить наличие в нем условного шва, что имеет место при формировании каркаса на плоско-фанговых ткацких станках), следствием чего является повышение прочности УУКМ.
В новой совокупности существенных признаков у объекта изобретения возникает новое свойство: возможность придать трубе высокую несущую способность.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается высокое весовое совершенство конструкций, собираемых из труб, при условии обеспечения возможности изготовления труб заявленного исполнения.
Поставленная задача решается также за счет того, что в способе изготовления трубы, включающем формирование каркаса на формообразующей оправке-нагревателе, насыщение его пироуглеродом термоградиентным методом и съем заготовки с формообразующей оправки, в соответствии с заявленным техническим решением формирование каркаса осуществляют путем ткачества на круглоткацкой машине, с использованием в качестве формообразующей оправки трубы из тугоплавкого металла, например титана, на которую перед формированием каркаса наклеивают графитовую фольгу.
Формирование каркаса из высокомодульных углеродных волокон методом ткачества на круглоткацкой машине создает предпосылки для придания УУКМ высокой прочности. Следует отметить, что возможность формирования каркаса малого диаметра длинномерной трубы из высокомодульных углеродных волокон методом бесприбойного ткачества на круглоткацкой машине была установлена экспериментально.
Использование в качестве формообразующей оправки-нагревателя трубы из тугоплавкого металла обеспечивает возможность, с одной стороны, наработки (формирования) непосредственно на ней каркаса без боязни ее сломать, с другой стороны, создаются условия для удаления ее из заготовки путем выдавливания задней бабкой токарного станка, т.е. наиболее простым путем. Обеспечивается это за счет существенно более высокого коэффициента линейного термического расширения (КЛТР) тугоплавкого металла по сравнению с КЛТР УУКМ, в результате чего между ними на стадии охлаждения возникает зазор при условии, правда, отсутствия сцепления между ними. Благодаря же высокой прочности и жесткости формообразующей оправки-нагревателя из тугоплавкого металла исключается изменение ее геометрии (по крайней мере, при насыщении каркаса пироуглеродом, когда каркас устанавливается на данный процесс вертикально.
Это также работает на упрощение процедуры удаления формообразующей оправки из заготовки.
Выполнение формообразующей оправки из тугоплавкого металла к тому же не исключает возможность ее использования в качестве электронагревателя при насыщении пироуглеродом малого диаметра каркасов. Это также работает на упрощение технологии изготовления, так как нет необходимости в нагревателе косвенного нагрева.
Наклейка на формообразующую оправку, перед формированием на ней каркаса, графитовой фольги исключает химическое взаимодействие между материалом оправки и углеродом заготовки, что в совокупности с выполнением ее из тугоплавкого металла создает условия для облегчения удаления оправки из заготовки.
В новой совокупности существенных признаков у объекта изобретения возникает новое свойство: способность придать изготавливаемой заявленным способом трубе высокую прочность и обеспечить ее съем с формообразующей оправки с применением достаточно простой манипуляции (выдавливания из нее формообразующей оправки).
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается высокое весовое совершенство конструкций, собираемых из труб, и упрощается технология изготовления труб.
Изобретения настолько взаимосвязаны, что образуют единый изобретательский замысел, а именно: изобретена длинномерная малого диаметра тонкостенная труба из УУКМ нового исполнения и новый способ ее изготовления, что свидетельствует о соблюдении единства изобретения.
Длинномерная малого диаметра тонкостенная труба выполнена из УУКМ. УУКМ трубы армирован каркасом 3D-структуры на основе высокомодульных углеродных волокон, сформированным на круглоткацкой машине.
Указанного типа трубу изготавливают следующим образом.
Из высокомодульных углеродных волокон формируют каркас 3D-структуры. Его формирование производят на формообразующей оправке-нагревателе. В качестве формообразующей оправки-нагревателя используют трубу из тугоплавкого металла, например, титана, на которую перед формированием каркаса наклеивают графитовую фольгу.
Формирование каркаса 3D-структуры из высокомодульных углеродных волокон осуществляют методом ткачества на круглоткацкой машине.
Затем проводят насыщение каркаса пироуглеродом термоградиентным методом. При этом нагрев каркаса осуществляют путем пропускания тока через оправку-нагреватель и насыщаемый пироуглеродом каркас.
После насыщения каркаса пироуглеродом полученную заготовку трубы снимают с формообразующей оправки-нагревателя. Съем осуществляют путем выдавливания формообразующей оправки из заготовки трубы (производят это, в частности, надавливанием задней бабки токарного станка на торец формообразующей оправки).
Способ поясняется конкретными примерами изготовления длинномерной малого диаметра тонкостенной трубы.
Пример 1.
Изготовили трубу из УУКМ ∅вн 28 мм × ∅нар 38 мм × L 1000 мм. Изготовление осуществили следующим образом.
На формообразующую оправку, представляющую собой трубу из титана ВТ 1-0, наклеили на резиновый клей графитовую фольгу из терморасширенного графита ГФ-100 толщиной 0,5 мм.
На круглоткацкой машине на подготовленной оправке сформировали из высокомодульных нитей УКН-3/НШ, УКН/5000 каркас структуры 3D толщиной примерно 8 мм. Каркас имел плотность 0,74 г/см3.
Не снимая каркас с формообразующей оправки, произвели его насыщение пироуглеродом термоградиентным методом по режиму:
- температура в зоне пиролиза 980±20°С
- скорость движения зоны пиролиза 0,25 мм/час
- избыточное давление в реакторе 0,025…0,03 атм.
Нагрев каркаса произвели путем пропускания тока через формообразующую оправку-нагреватель и насыщаемый пироуглеродом каркас.
Полученную заготовку из УУКМ установили на токарный станок и механически обработали по наружной поверхности до ∅ 38 мм и отрезали припуск для определения физико-химических и физико-механических характеристик УУКМ.
Затем выдавили формообразующую оправку-нагреватель из заготовки трубы путем нажатия на торец формообразующей оправки задней бабкой токарного станка.
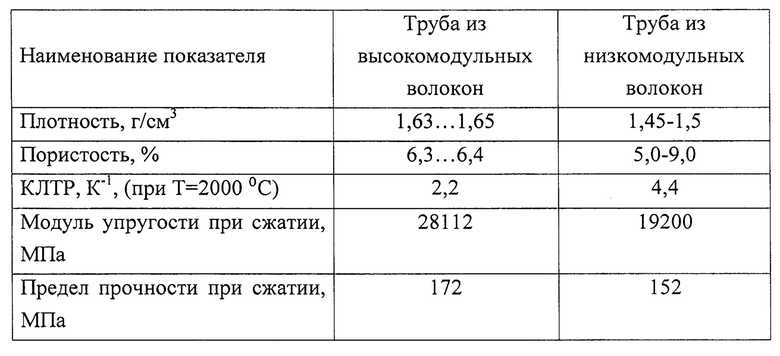
Свойства полученного материала приведены в таблице. Здесь же для сравнения приведены свойства УУКМ на основе каркаса ткане-прошивной (2,5D) структуры из низкомодульных углеродных волокон, а точнее: из ткани марки УРАЛ-ТМ-4 и прошивных нитей марки УРАЛ-Н.
Пример 2.
Трубу изготовили аналогично примеру 1 с тем существенным отличием, что в качестве формообразующей оправки использовали трубу из ниобия.
Получили такие же результаты по съему заготовки с формообразующей оправки, как в примере 1.
Пример 3.
Трубу изготовили размером ∅вн 28 мм × ∅нар 38 мм × L 1500 мм.
Изготовление произвели аналогично примеру 1.
Получили такие же результаты по съему заготовки с формообразующей оправки, как в примере 1.
Из анализа, приведенных в таблице результатов, следует, что УУКМ трубы, изготовленной заявленным способом, имеет существенно более высокую прочность на изгиб и межслоевой сдвиг, в сравнении с УУКМ трубы, изготавливаемой в соответствии со способом-прототипом. А из этого следует, что более высокую прочность имеет и труба заявляемого исполнения, изготавливаемая заявленным способом.
Изобретение относится к конструкциям из углерод-углеродного композиционного материала и может быть использовано в силовых ферменных конструкциях, работающих в безвоздушной среде при высоких температурах. Длинномерная малого диаметра тонкостенная труба, нарабатываемая на круглоткацкой машине, имеет армирование каркасом 3D-структуры. Способ формирования указанного изделия заключается в формировании каркаса 3D-структуры из высокомодульных углеродных волокон на установленной в круглоткацкую машину формообразующей оправке. После проводят насыщение каркаса пироуглеродом термоградиентным методом. При этом в качестве оправки используют трубу из тугоплавкого металла титана или ниобия, на которую перед формированием каркаса наклеивают графитовую фольгу. Изготовленная таким способом труба имеет существенно более высокую прочность на изгиб и межслоевой сдвиг. 2 н.п. ф-лы, 3 пр.
1. Способ изготовления длинномерной малого диаметра тонкостенной трубы, включающий формирование каркаса на формообразующей оправке-нагревателе путём ткачества на круглоткацкой машине, насыщение его пироуглеродом термоградиентным методом и съем заготовки с формообразующей оправки, отличающийся тем, что формирование каркаса осуществляют из высокомодульных углеродных волокон, а в качестве формообразующей оправки-нагревателя используют трубу из тугоплавкого металла, такого как титан или ниобий, на которую перед формированием каркаса наклеивают графитовую фольгу.
2. Длинномерная малого диаметра тонкостенная труба из углерод-углеродного композиционного материала, отличающаяся тем, что ее материал армирован каркасом трехмерной (3D) структуры на основе высокомодульных углеродных волокон и она получена способом по п.1.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2186725C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2624707C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2656499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЫХ ОБОЛОЧЕК | 1998 |
|
RU2130093C1 |
| US 5616175 A1, 01.04.1997 | |||
| CN 105599173 A, 25.05.2016. | |||

