Область техники
Группа изобретений относится к области авиастроения и касаются процесса осуществления капитального ремонта агрегатов сотовой конструкции, например интерцепторов, и приспособлений, предназначенных для осуществления такого ремонта.
Уровень техники
Известен способ герметизации агрегата сотовой конструкции воздушного судна (патент РФ № 2159724, МПК B64C 3/26, B64F 5/00, 27.11.2000, аналог), заключающийся в том, что после нанесения герметизирующего состава на соединительные швы и стыки деталей агрегата в течение 10-15 мин производят отсос воздуха из внутренней полости агрегата путем подключения его к вакуумному насосу. После чего отключают агрегат от вакуумного насоса и выдерживают необходимые требования сушки герметизирующего состава.
Недостатком данного способа является вероятность смещения деталей агрегата в процессе вакуумного отсоса воздуха, что может привести к искажению геометрии агрегата. При этом не обеспечивается требуемое поджатие сторон заполнителя друг к другу, что снижает качество изготовления агрегата сотовой конструкции воздушного судна.
Известен способ сборки агрегата сотовой конструкции воздушного судна (патент РФ № 2544043, МПК B32B 7/12, 27.04.2014, аналог), в котором соединение сторон секторов сотового заполнителя с ребрами жесткости и между собой осуществляют с помощью вставок, повторяющих форму ячеек сот, и прижимов, устанавливаемых с наружной и внутренней сторон секторов. При этом усилие прижима в зоне соединения сотового заполнителя с ребрами жесткости определяется из условия равновесия усилий, действующих в зоне контакта вставки, сотового заполнителя и ребра жесткости. Процесс создания усилия прижатия сторон секторов с сотовым заполнителем друг к другу обеспечивается давлением.
Известен способ изготовления агрегата сотовой конструкции воздушного судна (патент РФ № 1578971, B64C 9/32, B64F 5/00, 20.03.2005, прототип), включающий формование наружной и внутренней обшивок панели из композиционного материала с последующей сборкой трехслойной панели с сотовым заполнителем, изготовление каркаса, соединение деталей агрегата между собой и с узлом навески. Перед выкладкой композиционного материала наружной обшивки панели на оснастку по форме обшивки выкладывают композиционный материал вставки и прокладывают разделительную пленку между наружной обшивкой и вставкой, а после формования каркаса извлекают вкладыши и удаляют разделительную пленку между обшивками и вставками. После чего осуществляют соединение между собой верхней и нижней обшивки, каркаса и узлов навески агрегата.
Известные способы не обеспечивают контроль и фиксацию геометрических параметров агрегата сотовой конструкции, а также точное позиционирование узлов навески относительно ремонтируемого изделия и сохранение их положения в пространстве, таким образом известные способы не применимы для ремонта агрегатов сотовой конструкции с различной геометрией и положением элементов узлов навески.
Известен стапель для сборки объемных конструкций воздушного судна, содержащий колонны с плитами, закрепленными на них, несущие систему координатно-базовых отверстий; балки, прикрепляемые к плитам штырями-фиксаторами с использованием этих координатно-базовых отверстий, стаканы с фиксаторами и вилками с закрепленными в них ложементами и рубильниками. Стаканы закреплены на балках также по координатно-базовым отверстиям, имеющимся на плитах балок. (а.с. СССР №184138, B64F 5/00, 18.11.1974, аналог)
Известный стапель ограничен в применении из-за размещения базирующих элементов, ложементов и фиксаторов параллельно основным базовым осям стапеля.
Известно устройство для сборки отсеков воздушного судна, содержащее раму, установленную на колесных опорах, выполненных с возможностью регулирования их положения по высоте. На раме размещены средства, поддерживающие и фиксирующие узлы агрегата в процессе сборки. Для приведения узлов агрегата в положение монтажа в устройстве предусмотрен приводной поворотный узел. Устройство позволяет осуществлять сборку отсека воздушного судна с возможностью перемещения отсека по шести степеням свободы. (патент РФ № 65473, МПК B64F 5/00, 10.12.2007, аналог).
Недостатком известного устройства является невозможность использования данной конструкции для точного позиционирования изделия в трехмерном пространстве
Известен стапель для сборки объемных конструкций, состоящее из колонн, на которые устанавливаются горизонтальные балки, имеющие систему координатно-базовых отверстий для установки ложементов, рубильников и фиксаторов деталей, которые выполнены в виде поворотных фитингов, позволяющих устанавливать вилки ложементов (рубильников), а также фиксаторы деталей под любыми необходимыми углами и дистанциями к базовым осям стапеля (патент РФ № 69019, МПК B64F 5/00, 10.12.2007, аналог).
Недостатком известного стапеля является вероятность смещения деталей агрегата в процессе термостатирования, что может привести к искажению геометрии агрегата.
Наиболее близким по технической сущности к заявляемому является стапель для сборки аэродинамического органа управления воздушного судна, включающий монтажную раму прямоугольной формы, систему базирования и фиксации собираемых частей органа управления. Система базирования и фиксации включает узел базирования малого кронштейна навески, узел базирования большого кронштейна навески и средства для базирования и фиксации аэродинамического корпуса. Узлы базирования малого и большого кронштейнов навески и фиксаторы проксимального продольного края корпуса расположены на одной из сторон рамы (базовой стороне). Каждый из фиксаторов включает опору базирования и средство для прижатия корпуса к этой опоре. (патент РФ № 2509038, МПК B64F 5/00, 10.03.2014, прототип).
Недостатком известного устройства является отсутствие возможности производить сборку агрегатов имеющих различную форму и конфигурацию, установку узлов фиксации и базирования на любые необходимые дистанции и под различными углами по отношению к базовым осям стапеля.
Раскрытие изобретений
Задачей, на решение которой направлены изобретения, является повышение качества обработки изделия в процессе ремонта с целью сохранения высоких эксплуатационных характеристик ремонтируемого изделия.
Технический результат заключается в обеспечении технологичности ремонта агрегата сотовой конструкции, основанной на сохранении геометрии агрегата на всех этапах ремонта относительно его изначальных геометрических параметров.
Указанный технический результат достигается предложенным способом ремонта агрегата сотовой конструкции воздушного судна, включающим разборку и дефектацию деталей агрегата, а затем сборку агрегата путем соединения деталей агрегата между собой с образованием трехслойной панели с сотовым заполнителем и последующим креплением узлов навески. При этом перед разборкой обеспечивают фиксацию положения узлов навески агрегата на монтажной плите стапеля с помощью базирующего элемента, кронштейны которого настраивают, обеспечивая их максимальное прилегание к элементам узлов навески, после чего кронштейны закрепляют на планке с образованием жесткой конструкции. При этом перед разборкой обеспечивают фиксацию геометрических параметров агрегата сотовой конструкции путем закрепления положения агрегата на монтажной плите стапеля с помощью упоров и фиксаторов, кронштейны фиксаторов настраивают на плотное прилегание прижимного торца каждого кронштейна к поверхностям лонжерона и нервюр агрегата и фиксируют в настроечном положении. В процессе сборки агрегата лонжерон и нервюры крепят к кронштейнам фиксаторов, закрепленных в настроечном положении, после чего кронштейны фиксаторов последовательно демонтируют и заменяют вкладными сухарями, которые прикрепляют к лонжерону и нервюрам. Затем сухари соединяют между собой и крепят к монтажной плите стапеля прижимами с образованием жесткого каркаса.
Указанный технический результат достигается при использовании предложенного стапеля для ремонта агрегата сотовой конструкции, содержащего монтажную плиту, на которой устанавливаются вставка, базирующий элемент, выполненный с возможностью фиксации положения узла навески агрегата на монтажной плите, упоры и фиксаторы, выполненные с возможностью закрепления положения агрегата на монтажной плите. При этом базирующий элемент и фиксаторы содержат кронштейны, установленные на переходных планках с возможностью смещения вдоль планок. Кронштейны фиксаторов содержат направляющие и установочные винты для обеспечения плотного прилегания прижимных торцов кронштейнов к поверхностям нервюр и лонжерона, а кронштейны базирующего элемента содержат направляющие и установочные винты для максимального прилегания к узлам навески и фиксации их положения путем закрепления размещенных на планке кронштейнов с образованием жесткой конструкции. Кроме того, конструкция стапеля включает сухари, устанавливаемые со стороны нервюр и лонжерона в процессе сборки и закрепляемые прижимами. Вкладные сухари предназначены для фиксации геометрических параметров нервюр и лонжерона и предохранения нервюр и лонжерона от деформаций.
Предлагаемые способ и устройство относятся к приспособлениям для ремонта агрегатов сотовой конструкции, предназначенных для создания аэродинамической силы. Указанные агрегаты могут иметь различные формы, сечения в плоскостях, углы наклона боковых поверхностей, а также различное расположение узлов навески. Использование в конструкциях базирующего элемента и фиксаторов кронштейнов, установленных на переходной планке, обусловливает возможность осуществления ремонта агрегатов сотовой конструкции с различной геометрией и положением узлов навески.
В процессе ремонта осуществляется контроль и фиксация геометрических параметров деталей агрегата сотовой конструкции, представляющих собой линейные размеры деталей, их расположение в пространстве и относительно друг друга, контроль и фиксация угловых величин, место расположения узлов навески.
Благодаря точному позиционированию агрегата сотовой конструкции в процессе ремонта и контролю его геометрических параметров сохраняются высокие эксплуатационные характеристики ремонтируемого изделия.
Кроме того, расположение базирующего элемента, упоров и фиксаторов стапеля на монтажной плите обеспечивают беспрепятственный доступ обслуживающего персонала к узлам и деталям агрегата.
Таким образом, предлагаемые способ и устройство обеспечивают технологичность ремонта агрегата сотовой конструкции и возможность производить ремонт агрегатов сотовой конструкции, имеющих различную форму и конфигурацию, установку на агрегаты узлов навески на любые необходимые дистанции и под различными углами по отношению к базовым осям стапеля.
Краткое описание чертежей
Изобретения поясняются описанием конкретного примера выполнения и прилагаемыми графическими материалами, где на:
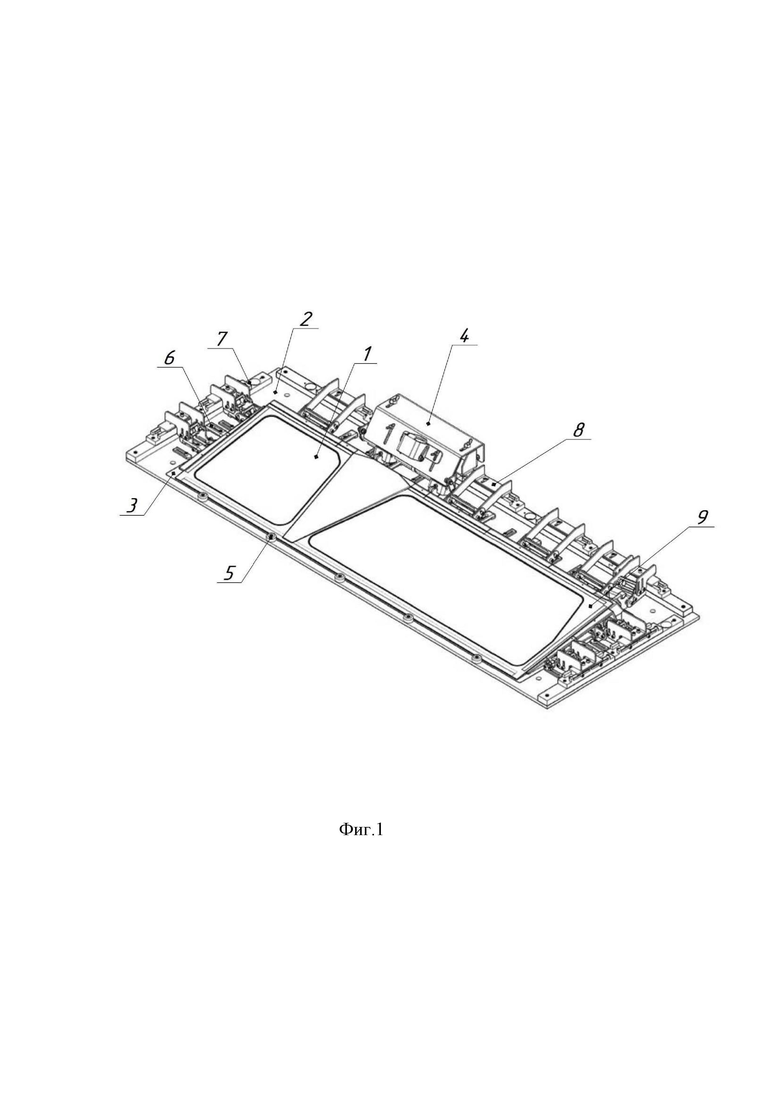
фиг.1 изображен общий вид стапеля;
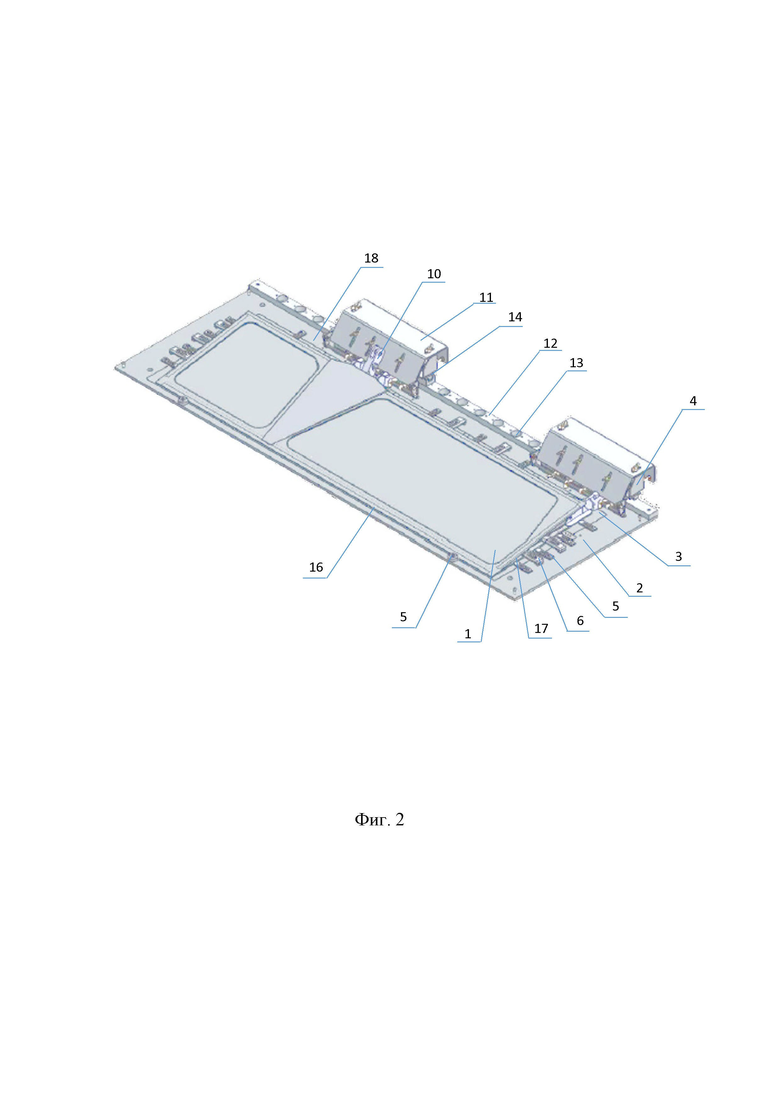
фиг. 2 – фиксация положения узлов навески;
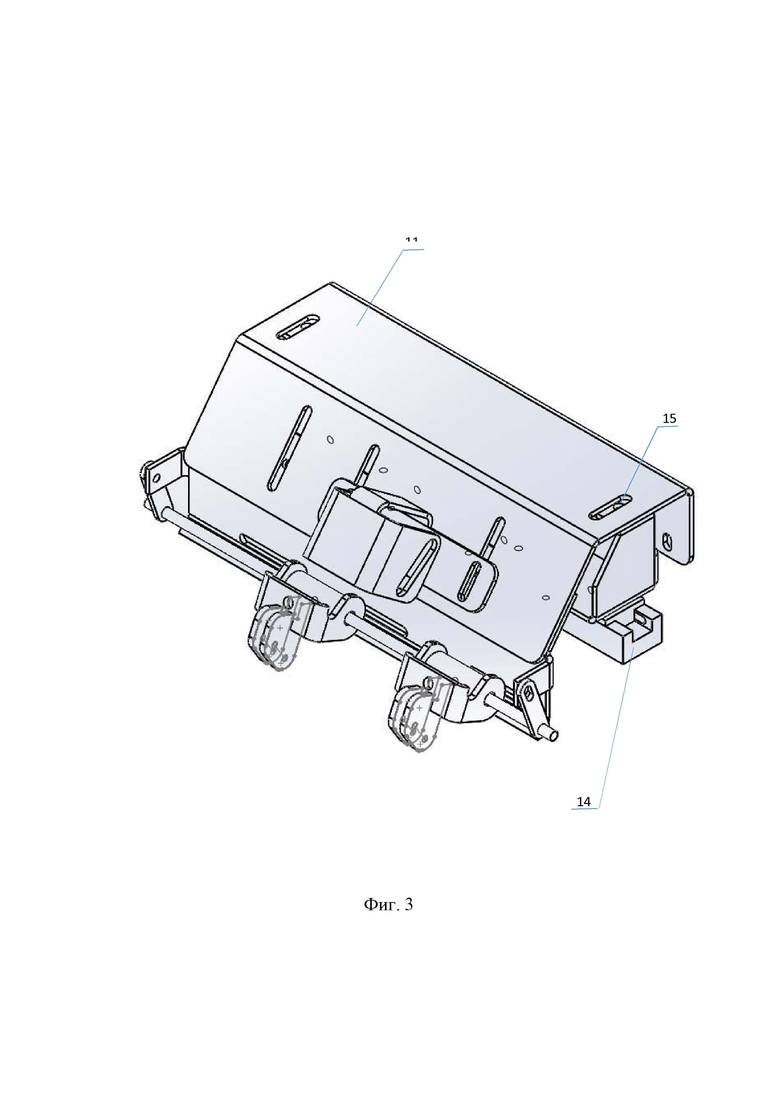
фиг. 3 – кронштейн базирующего элемента узла навески;
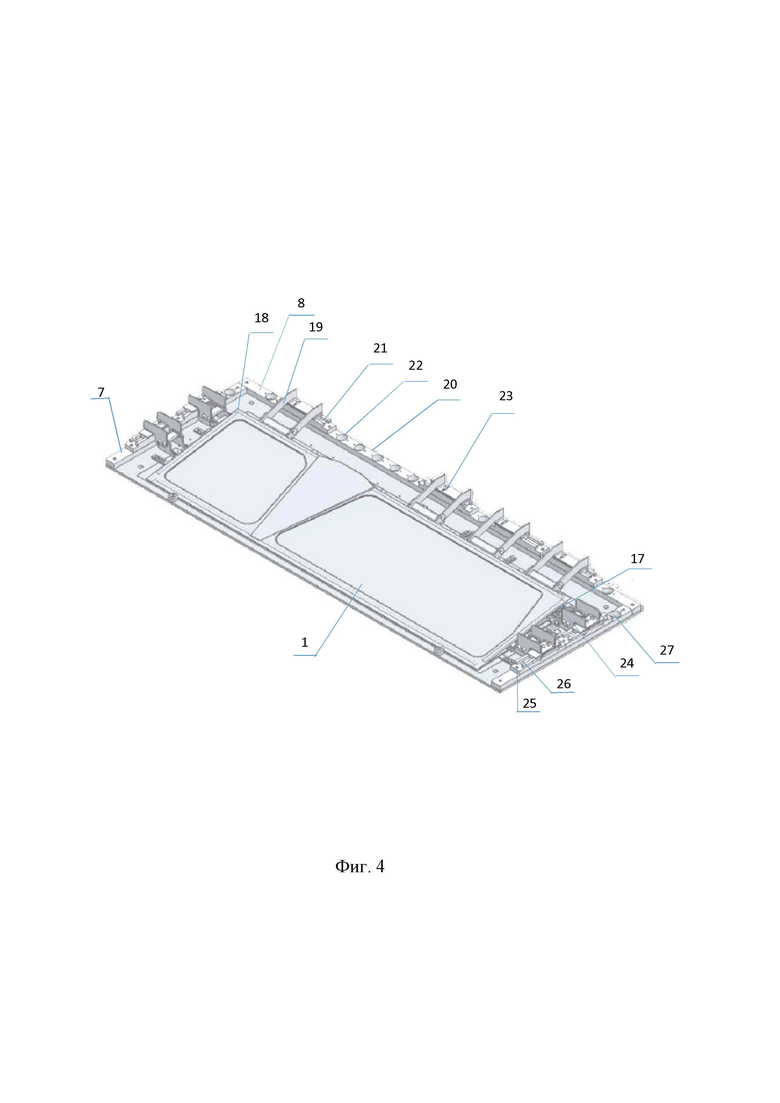
фиг. 4 – фиксация пространственного положения лонжерона и нервюр агрегата;
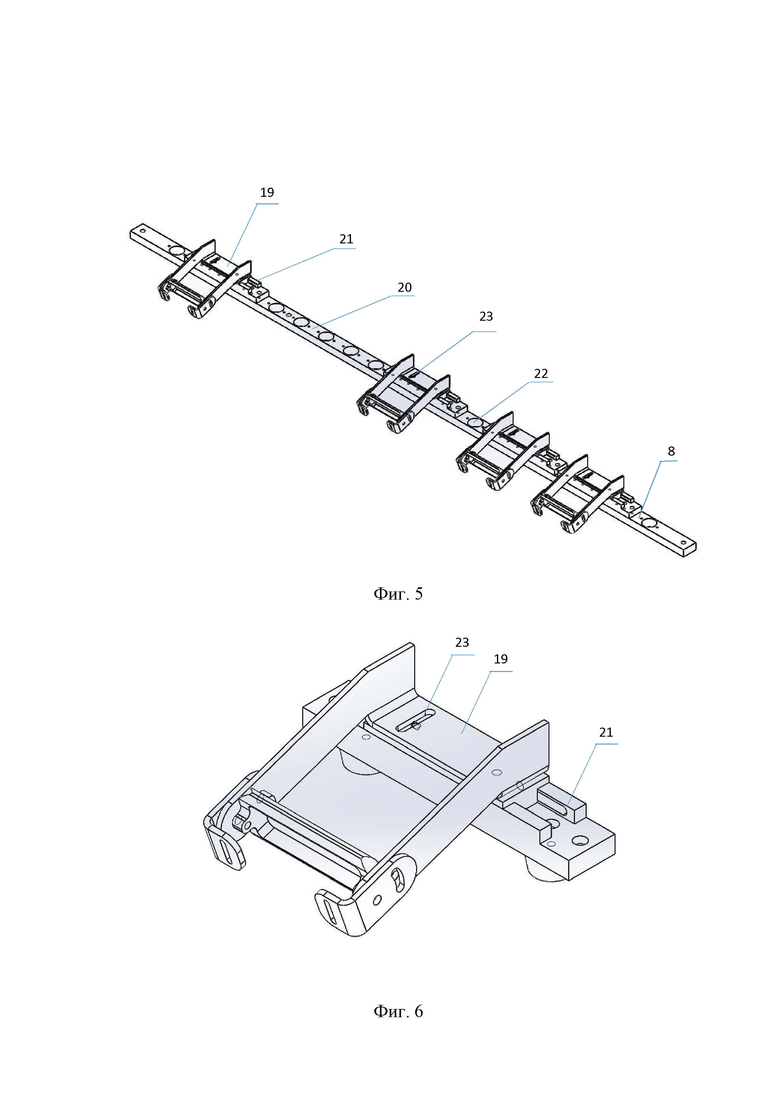
фиг. 5 –фиксатор лонжерона;
фиг. 6 – кронштейн фиксатора лонжерона;
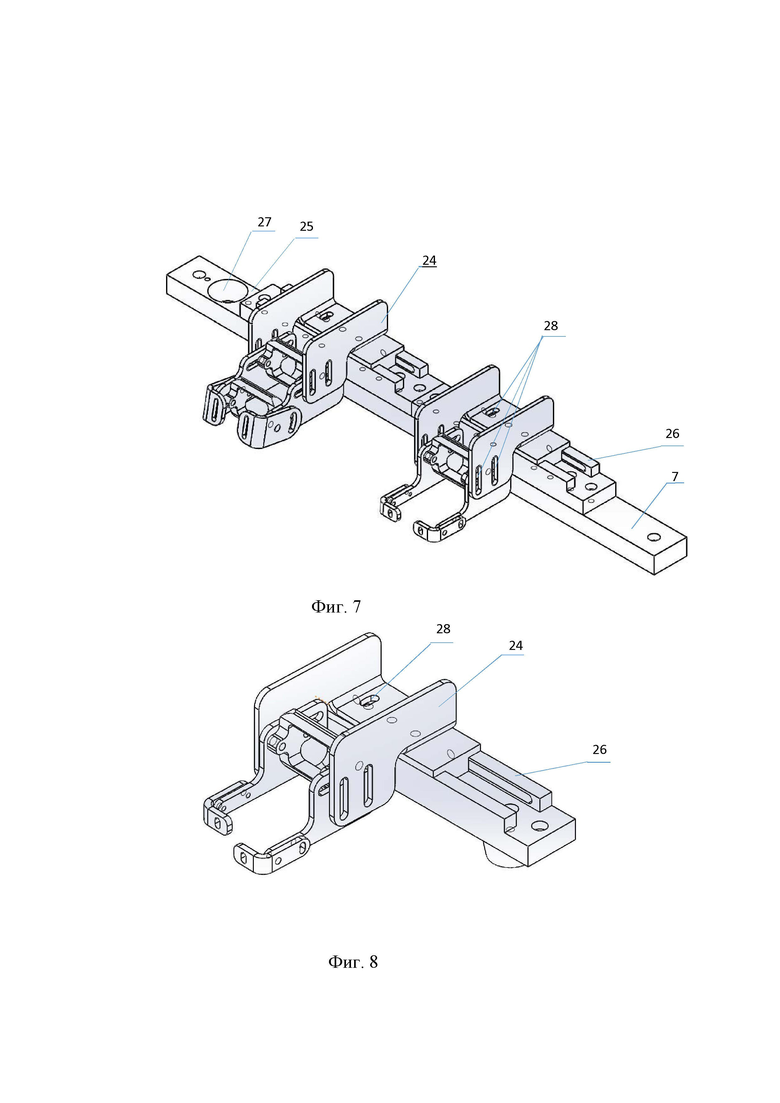
фиг. 7 – фиксатор нервюра;
фиг. 8 – кронштейн фиксатора нервюра;
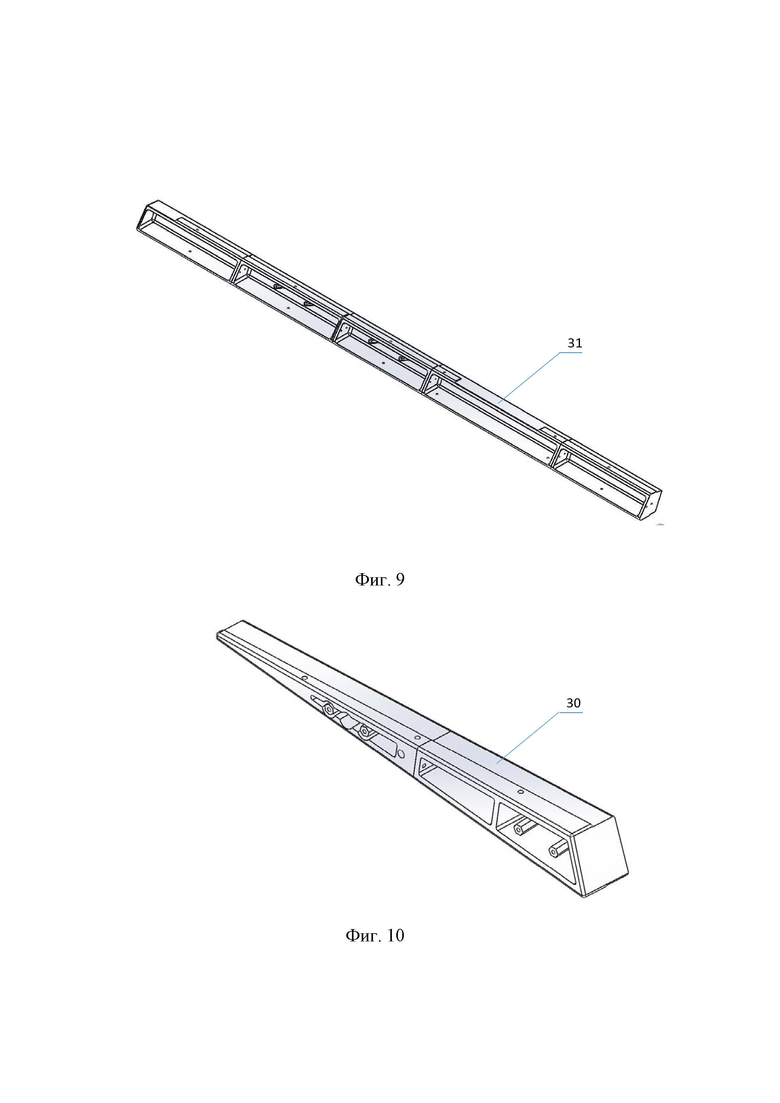
фиг. 9 – комплект сухарей для лонжерона;
фиг. 10 – комплект сухарей для нервюры;
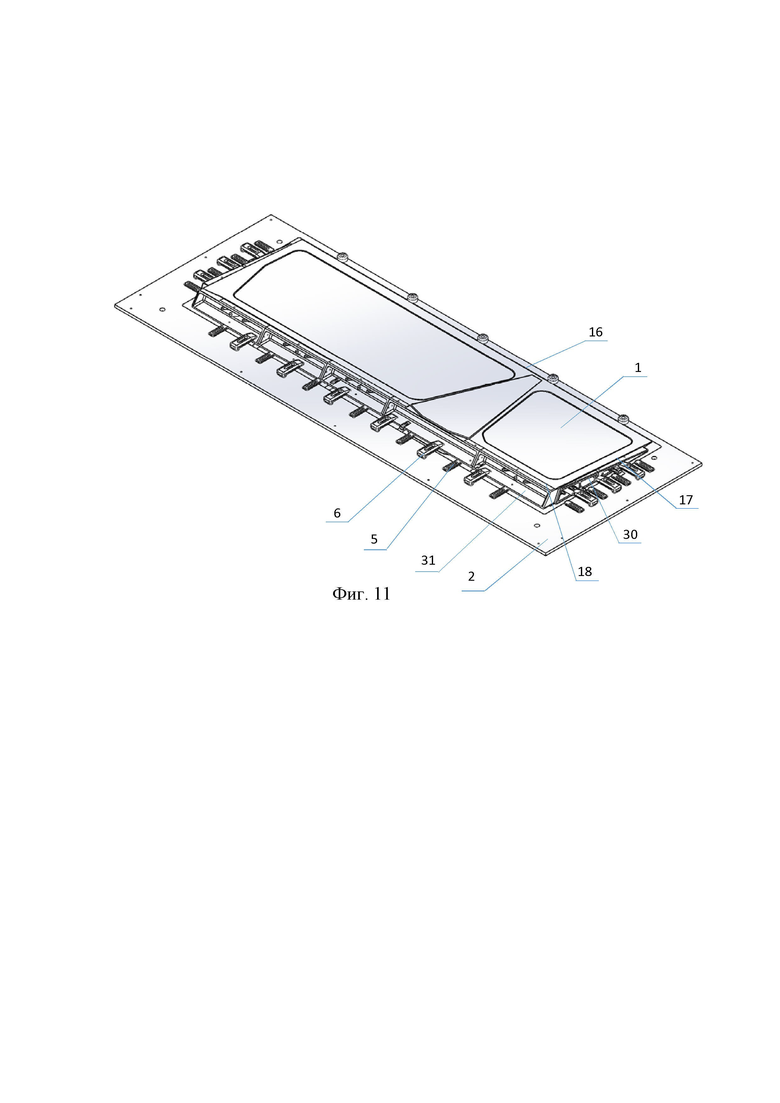
фиг. 11 – крепление к лонжерону и нервюрам сухарей с образованием жесткого каркаса в процессе сборки агрегата.
Осуществление изобретения
Стапель для ремонта агрегата сотовой конструкции 1 воздушного судна содержит монтажную (базовую) плиту 2, выполняющую функции основного несущего элемента конструкции, на которой устанавливаются вставки 3, базирующий элемент 4, упоры 5, прижимы 6, фиксаторы нервюр 7 и фиксатор лонжерона 8 (фиг.1).
Для обеспечения термических режимов технологических операций, минимизации веса конструкции, обеспечения требуемой жесткости и геометрии, а также оптимизации процесса изготовления методами механической обработки, материалом для исполнения монтажной плиты 2 выбран термоупрочняемый деформируемый сплав алюминия (Д16Т), который имеет химический состав по ГОСТ 4784-97. Благодаря низкой тепло и электропроводности этот материал хорошо проявляет себя при температуре свыше 120 °C и до 250 °C.
Вставки 3 предназначены для компенсации рельефа верхней и(или) нижней обшивки 9 агрегата и выполнены с обеспечением прилегания плоскостей обшивки 9 к монтажной плите 2 для предотвращения коробления обшивки в ходе ремонта. Во вставках 3 и монтажной плите 2 выполнены пазы для установки термопар контроля технологического процесса склеивания с термостатированием.
Базирующий элемент 4 обеспечивает пространственную ориентацию узлов навески 10 относительно поверхности агрегата сотовой конструкции 1 (фиг. 2), а именно жесткую фиксацию положения узлов навески 10 на монтажной плите 2 до начала демонтажных работ.
В предлагаемом примере осуществления базирующий элемент 4 содержит по крайней мере два кронштейна 11 (фиг. 2, 3), установленных на переходной планке 12 в соответствии с расположением узлов навески 10 путем размещения предусмотренных для этого выступов кронштейнов 11 в соответствующих конических отверстиях 13, выполненных по всей рабочей поверхности переходной планки 12. Количество кронштейнов 11, представленное в предлагаемом примере осуществления, не является ограничивающим изобретение. Равномерно выполненные конические отверстия 13 позволяют оптимально располагать на планке кронштейны 11 в зависимости от расположения на агрегате 1 элементов узлов навески 10.
Конструкция каждого кронштейна 11 (фиг. 2, 3) обеспечивает точное позиционирование узлов навески 10 относительно ремонтируемого изделия и сохранение их положения в пространстве, что позволяет провести ориентирование остальных деталей в процессе ремонта и выявить возможные отклонения в общей геометрии изделия в случае их возникновения. Для чего в конструкции кронштейна 11 предусмотрена направляющая 14, на которую установлен кронштейн 11 с возможностью незначительного сдвига вдоль оси переходной планки 12 в пределах соседних конических отверстий в планке 12. Кроме того, установочные винты 15, предусмотренные для крепления кронштейна 11 к элементам узлов навески 10 размещаются в пазах, что также обеспечивает возможность точного позиционирования.
Со стороны концевого стрингера 16, нервюр 17 и лонжерона 18 агрегата 1 устанавливаются упоры 5 (фиг. 1, 2), служащие для выравнивания агрегата при первоначальной установке относительно монтажной плиты 2, а также для надежной фиксации местоположения агрегата 1, в случае его снятия со стапеля, и размещения новой обшивки в случае необходимости.
Стапель содержит комплект фиксаторов 7 и 8, предназначенных для закрепления положения агрегата 1 на монтажной плите 2 с целью предотвращения смещений и поворотов его во время технологического процесса. Фиксаторы 7 и 8 не несут силовой нагрузки.
В предлагаемом примере осуществления фиксатор 8 лонжерона 18 содержит четыре кронштейна 19 (фиг. 4, 5, 6), установленных на переходной планке 20 путем размещения предусмотренных для этого выступов на направляющей 21 кронштейна 19 в соответствующих конических отверстиях 22, выполненных по всей рабочей поверхности переходной планки 20. Количество кронштейнов 19, представленное в предлагаемом примере осуществления, не является ограничивающим изобретение, и при необходимости может быть увеличено или уменьшено в зависимости от геометрии ремонтируемого агрегата. Направляющие 21 и установочные винты 23 кронштейнов 19 обеспечивают незначительный сдвиг, прилегающего к лонжерону 18 прижимного торца кронштейна 19 по продольной оси планки 20 и ортогональных продольной оси планки 20 направлениях, образуя тем самым плотное прилегание прижимного торца кронштейна 19 к поверхности лонжерона 18 и создавая оптимальное сопряжение каждого кронштейна 19 фиксатора 8 к поверхности лонжерона 18 для сохранения локализации лонжерона 18 относительно первоначального положения в случае его полной замены.
В предлагаемом примере осуществления каждый фиксатор 7 нервюр 17 содержит по крайней мере два кронштейна 24 (фиг. 4, 7, 8), установленных на переходной планке 25 путем размещения предусмотренных для этого выступов на направляющей 26 кронштейна 24 в соответствующих конических отверстиях 27, выполненных по всей рабочей поверхности переходной планки 25. Количество кронштейнов 24, представленное в предлагаемом примере осуществления, не является ограничивающим изобретение, и при необходимости может быть увеличено в зависимости от геометрии ремонтируемого агрегата. Направляющие 26 и установочные винты 28 кронштейнов 24 обеспечивают незначительный сдвиг, прилегающего к нервюру 17 торца кронштейна 24 по продольной оси планки 25, в ортогональных продольной оси планки 25 направлениях, а также поворот вокруг центрального установочного винта 29 кронштейна, образуя тем самым плотное прилегание торцевой поверхности кронштейна 24 к поверхности нервюра 17 под определенным углом, тем самым достигается оптимальное сопряжение каждого кронштейна 24 фиксатора 8 к поверхности нервюра 17 и сохранение локализации нервюр 17 относительно первоначального положения в случае их полной замены.
Стапель содержит комплект сухарей 30 и 31 для нервюр 17 и лонжерона 18 соответственно (фиг. 9, 10), устанавливаемых со стороны нервюр 17 и лонжерона 18 и предохраняющих их от деформаций в процессе склеивания с применением термостатирования.
Для закрепления положения агрегата 1 на монтажной плите 2 и для исключения вероятности его случайного смещения используются прижимы 6, равномерно располагаемые на горизонтальных полках лонжерона и нервюр агрегата 1 со сторон нервюр 17 и лонжерона 18. При этом упомянутые сухари 30 и 31 нервюр 17 и лонжерона 18 служат, в том числе, опорной поверхностью для прижимов 6 (фиг. 11).
Количество кронштейнов 11, 19 и 24, упоров 5 и прижимов 6 определяется с учетом геометрии ремонтируемого агрегата 1.
Монтажная плита 2 стапеля на момент выполнения слесарных операций устанавливается по технологическим отверстиям на сборочном столе. В случае необходимости, при демонтажных и монтажных операциях, силовое крепление обеспечивается посредством прижимов 6.
Перед первоначальной установкой агрегата на стапель, со стороны внешней обшивки удаляют заклепки, а также весь остальной крепеж и метизы. Со стороны верхней обшивки демонтируют все крепления узлов навески.
Первоначально агрегат 1 размещают на монтажной плите 2 на верхней обшивке 9 (фиг. 2). Перед размещением агрегата 1 на монтажную плиту 2 устанавливают вставку 3, размер которой определяют в зависимости от опорной поверхности агрегата. Со стороны концевого стрингера 16 на монтажной плите 2 размещают упоры 5, по которым ограничивают вероятность смещения изделия. После размещения агрегата 1 на монтажной плите 2, со сторон нервюр 17 и лонжерона 18 также устанавливают упоры 5, фиксирующие положение кромок. После установки и закрепления упоров 5 агрегат 1 прижимают прижимами 6 к монтажной плите 2 для исключения вероятности его случайного смещения.
Со стороны узлов навески 10 на монтажную плиту 2 устанавливают базирующий элемент 4, кронштейны 11 которого настраивают по каждому узлу навески 10 с обеспечением максимального прилегания к элементам узлов навески 10. Фиксация положения узлов навески 10 агрегата обеспечивается путем закрепления размещенных на планке кронштейнов 11 с образованием жесткой конструкции. Фиксацию узлов навески 10 производят в соответствии с основополагающими правилами базирования – наличие базовой точки и силового замыкания по каждой из пространственных осей для каждой детали узла. Базирующий элемент 4 вместе с зафиксированными на нем элементами узлов навески 10 демонтируется с монтажной плиты 2, маркируется и удаляется из рабочей зоны.
Со стороны лонжерона 18 устанавливают фиксатор 8 (фиг. 4), кронштейны 19 которого настраивают на плотное прилегание прижимного торца каждого кронштейна 19 к поверхности лонжерона 18, которое фиксируют винтовым соединением через технологические отверстия.
Со стороны нервюр 17 устанавливают фиксатор 7, кронштейны 24 которого настраивают на плотное прилегание прижимного торца каждого кронштейна 24 к поверхности нервюр 17. Прилегание фиксируют винтовым соединением через технологические отверстия.
Кронштейны 19 и 24 фиксаторов 8 и 7 положений лонжерона 18 и нервюр 17 и закрепляют в настроечном положении с помощью установочных винтов 23, 28, 29. После чего удаляют настроечные винты, крепящие кронштейны 19 и 24 к лонжерону 18 и нервюрам 17. Фиксаторы 8 и 7 демонтируют с монтажной плиты 2, маркируют и удаляют из рабочей зоны.
Далее проводят разборку и дефектацию деталей агрегата 1. Благодаря системе упоров 5 и фиксаторов 7 и 8 агрегат 1 на этапе разборки и дефектации может быть снят со стапеля без потери информации о его базовом расположении.
Сборку агрегата 1 выполняют в обратном порядке: по упорам 5 на монтажной плите 2 располагают обшивку 9 (фиг. 4). Лонжерон 18 и нервюры 17 крепят винтовыми соединениями через технологические отверстия к кронштейнам 19 и 24 фиксаторов 7 и 8. Кронштейны 19, 24 демонтируют по одному, по мере снятия кронштейнов, каждый из них заменяют вкладным сухарем 31, 30 (фиг. 11). Сухари 31, 30 крепят к лонжерону 18 и нервюрам 17 винтовым соединением через технологические отверстия, соединяют между собой и крепят к монтажной плите 2 прижимами 6. При закреплении сухарей образуется жесткий каркас для предотвращения смещения деталей агрегата 1 или их деформации в процессе термостатирования при соединении деталей агрегата между собой.
После полной фиксации собранного изделия наносят клей и вспенивающуюся клеевую композицию на стыки лонжерона 18, нервюр 17 и верхней обшивки 9, помещают сотовый заполнитель, затем осуществляют процесс вклейки сотового заполнителя. После вклейки подгоняют сотовый заполнитель под плоскость обшивки механической обработкой.
Затем устанавливают на изделии нижнюю обшивку и усилитель, покрывая стыки деталей клеем и повторно осуществляют процесс вклеивания с термостатированием на оборудовании ACR-3 HotBonder. После закрепляют путем болтового и заклепочного соединения элементы узлов навески 10 согласно с пространственной геометрической информацией об их местоположении. В места стыков силовых элементов устанавливают заклепки и герметизируют заклепочное соединение. Готовое изделие грунтуют и окрашивают.
Таким образом, предложенный к защите стапель обеспечивает достижение заявленного технического результата – обеспечение технологичности ремонта агрегата сотовой конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ | 2019 |
|
RU2714961C1 |
| СПОСОБ СБОРКИ ОБЪЕМНЫХ АГРЕГАТОВ | 1967 |
|
SU201051A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| КОМПОЗИТНЫЙ РУЛЬ ВЫСОТЫ САМОЛЕТА | 2024 |
|
RU2840553C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1990 |
|
SU1683280A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА (ВАРИАНТЫ) | 1995 |
|
RU2132288C1 |
Изобретение относится к авиастроению и ремонту летательных аппаратов. Способ ремонта агрегата сотовой конструкции воздушного судна заключается в фиксации положения узлов навески агрегата на монтажной плите (2) стапеля (1) с помощью базирующего элемента (4). В процессе сборки агрегата лонжерон и нервюры крепят к кронштейнам фиксаторов, после чего кронштейны фиксаторов последовательно демонтируют и заменяют вкладными сухарями, которые прикрепляют к лонжерону или нервюрам. Сухари соединяют между собой и крепят к монтажной плите стапеля прижимами с образованием жесткого каркаса. Достигается повышение технологичности ремонта агрегата сотовой конструкции. 2 н. и 5 з.п. ф-лы, 11 ил.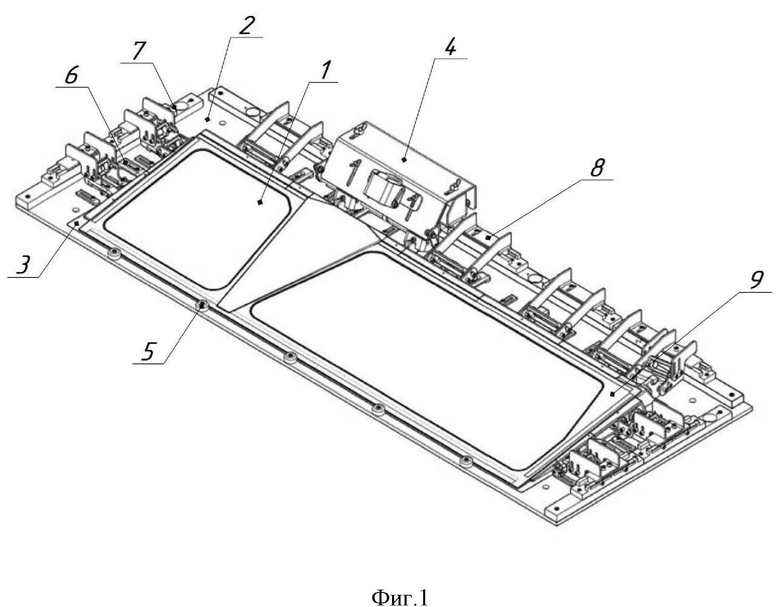
1. Способ ремонта агрегата сотовой конструкции воздушного судна, включающий разборку и дефектацию деталей агрегата, а затем сборку агрегата путем соединения деталей агрегата между собой с образованием трехслойной панели с сотовым заполнителем и последующим креплением узлов навески, отличающийся тем, что перед разборкой обеспечивают фиксацию положения узлов навески агрегата на монтажной плите стапеля с помощью базирующего элемента, кронштейны которого настраивают, обеспечивая их максимальное прилегание к элементам узлов навески, после чего кронштейны закрепляют на планке с образованием жесткой конструкции; перед разборкой обеспечивают фиксацию геометрических параметров агрегата сотовой конструкции путем закрепления положения агрегата на монтажной плите стапеля с помощью упоров и фиксаторов, при этом кронштейны фиксаторов настраивают на плотное прилегание прижимного торца каждого кронштейна к поверхностям лонжерона и нервюр агрегата и фиксируют в настроечном положении, в процессе сборки агрегата лонжерон и нервюры крепят к кронштейнам фиксаторов, закрепленных в настроечном положении, после чего кронштейны фиксаторов последовательно демонтируют и заменяют вкладными сухарями, которые прикрепляют к лонжерону или нервюрам, затем сухари соединяют между собой и крепят к монтажной плите стапеля прижимами с образованием жесткого каркаса.
2. Способ ремонта по п. 1, отличающийся тем, что количество кронштейнов, упоров и прижимов определяют с учетом геометрии ремонтируемого агрегата.
3. Стапель для ремонта агрегата сотовой конструкции, содержащий монтажную плиту, на которой устанавливаются вставка, базирующий элемент, выполненный с возможностью фиксации положения узла навески агрегата на монтажной плите, упоры и фиксаторы, выполненные с возможностью закрепления положения агрегата на монтажной плите, отличающийся тем, что содержит сухари, устанавливаемые со стороны нервюр и лонжерона и закрепляемые прижимами, предназначенные для фиксации геометрических параметров нервюр и лонжерона и предохранения нервюр и лонжерона от деформаций, при этом базирующий элемент и фиксаторы содержат кронштейны, установленные на переходных планках с возможностью смещения вдоль планок, кронштейны фиксаторов содержат направляющие и установочные винты для обеспечения плотного прилегания прижимных торцов кронштейнов к поверхностям нервюр и лонжерона, а кронштейны базирующего элемента содержат направляющие и установочные винты для максимального прилегания к узлам навески и фиксации их положения путем закрепления размещенных на планке кронштейнов с образованием жесткой конструкции.
4. Стапель по п. 3, отличающийся тем, что кронштейны устанавливаются на переходных планках путем размещения выступов кронштейнов в конических отверстиях, выполненных на рабочей поверхности каждой переходной планки.
5. Стапель по п. 3, отличающийся тем, что вставки выполнены с обеспечением прилегания плоскостей обшивки к монтажной плите.
6. Стапель по п. 3, отличающийся тем, что во вставках и монтажной плите выполнены пазы для установки термопар.
7. Стапель по п. 3, отличающийся тем, что монтажная панель выполнена из термоупрочняемого деформируемого сплава алюминия Д16Т.
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| 0 |
|
SU159763A1 | |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| US 3827661 A1, 06.08.1974 | |||
| US 6808143 B2, 26.10.2004. | |||

