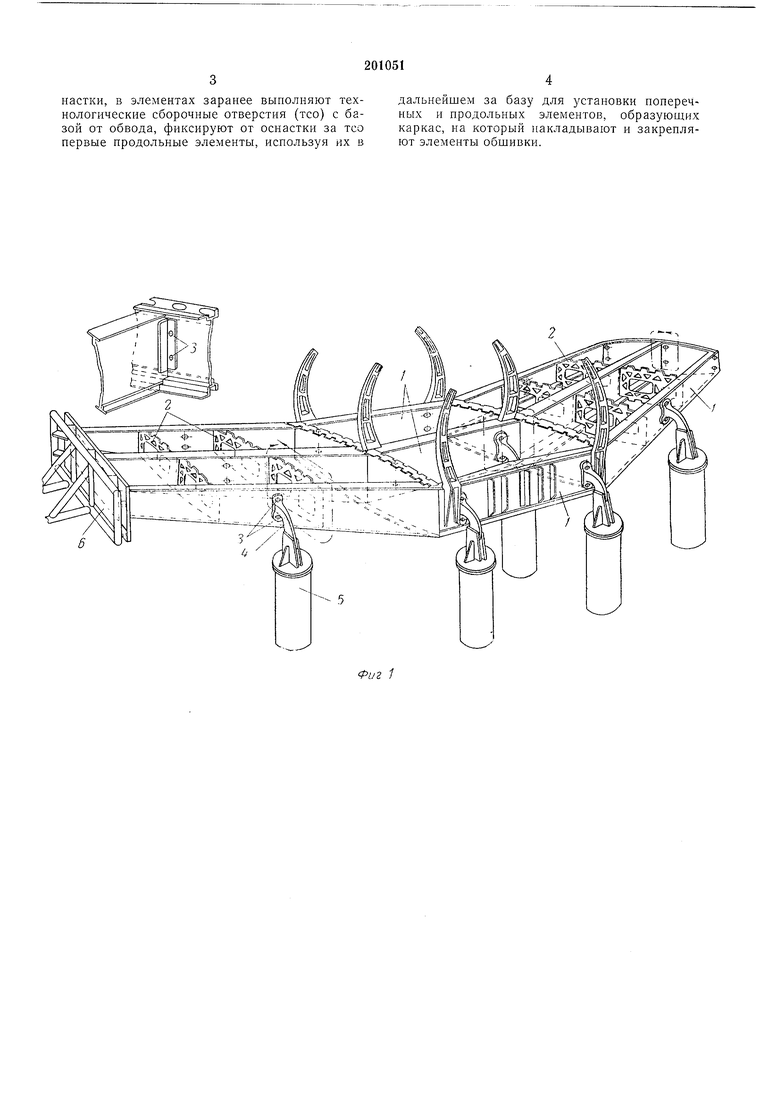
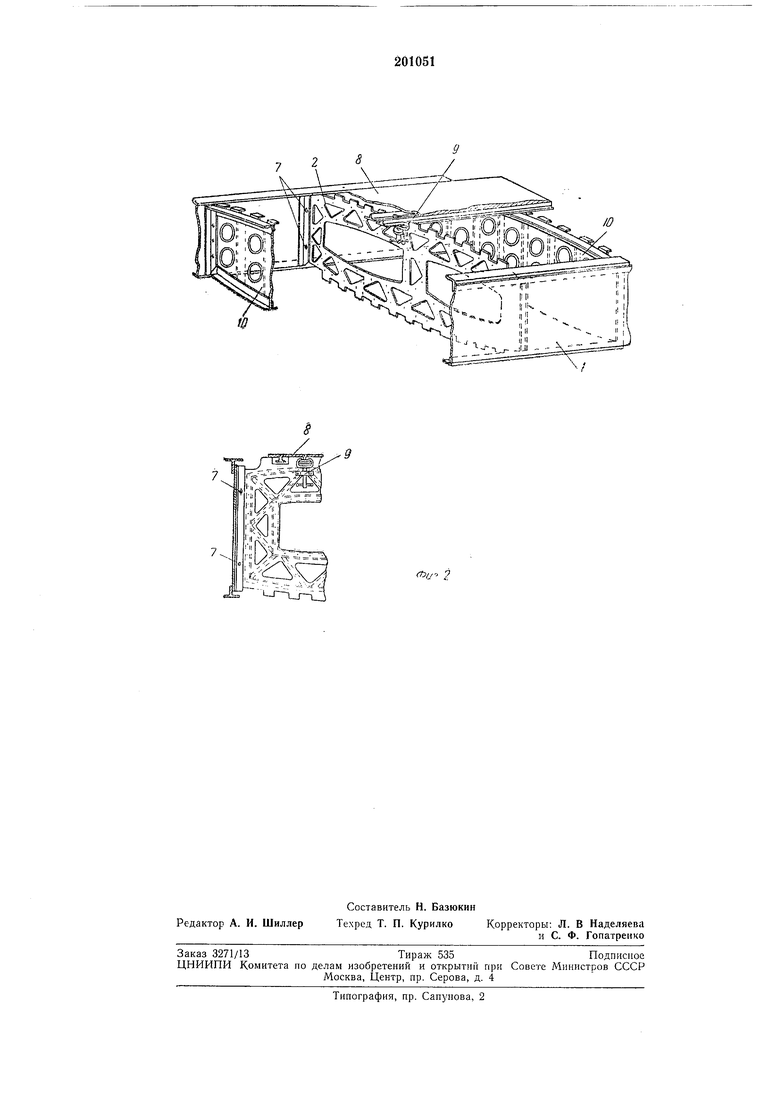
Изобретение относится к области сборки летательных аппаратов, но может быть использовано в судостроительной и других областях промыптленности. Известные способы сборки агрегатов осуществляются в стапелях при помощи рубильников, обнимающих обвод обшивки или каркаса, тем самым фиксирующих положение элемента по отношению обводов. Для соблюдения положения осей, дистанций и т. п. применяется дополнительная фиксация. Сущность изобретения заключается в том, что для получения необходимого обвода агрегата образуют каркас, составленный из взаимно расположенных продольных элементов (лонжеронов), фиксируемых от оснастки за отверстия, выполненные с базой от обвода, и временных макетных нервюр (поперечных обводных элементов) с фиксированием их от лонжеронов. На полученный таким образом каркас укладывают панели обшивки и при этом заменяют макетные нервюры на первюры агрегата. Такой способ сборки агрегата не требует наличия рубильников, определяющих обвод обшивки агрегата, упрощает всю оснастку и сокращает время переналалшвания и подготовки стапелей. Общая сборка агрегата производится путем простого фиксирования подсборок лонжеронов 1, нервюр 2 за отверстия 3, просверленные в стенках при их сборке в приспособлениях. Лонжерон 1 фиксируется за отверстия 3 фиксаторами 4, установленными на колонках стапеля 5. Отверстия 3 зафиксированы от плиты 6 разъема. Макетную нервюру 2 устанавливают за отверстия 7 в стойках лонжеронов 1. Нервюра 2 выполнена по шаблону внутреннего контура полотна панели 8 обшивки и имеет вырезы под стрингера. Наложенная на каркас панель 8 притягивается к обводу макетной нервюры за стрингера прижимами 9, затем устанавливаются нервюры агрегата 10, сверлятся отверстия для крепления обшивки, после чего макетная нервюра удаляется и заменяется нервюрой агрегата, если она стояла на ее дистанции. Таким образом обводы агрегата получают без применения рубильников и фиксаторов. Предмет изобретения Способ сборки объемных агрегатов, например летательных аппаратов, имеющих продольные и поперечные сборочные элементы, отличающийся тем, что, с целью повышения производительности труда и упрощения оснастки, в SvieMeHxax заранее выполняют технологические сборочные отверстия (тсо) с базой от обвода, фиксируют от оснастки за тсо первые продольные элементы, используя их в
дальнейшем за базу для установки поперечных и продольных элементов, образующих каркас, на который накладывают и закрепляют элементы обшивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ УЗЛОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1990 |
|
SU1683280A1 |
| ИНТЕГРАЛЬНАЯ ПАНЕЛЬ МИНИМАЛЬНОЙ МАССЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ОБВОДООБРАЗУЮЩИХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2013 |
|
RU2542801C2 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1988 |
|
SU1607301A1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СПОСОБ МОНТАЖА СТАПЕЛЯ ДЛЯ СБОРКИ АГРЕГАТОВ | 1992 |
|
RU2103201C1 |
/О
Фа 2
