Данное изобретение относится к нагреваемому вакуумному кольцу, к его применению в способе вакуумирования набора уложенных в определенной последовательности слоев и к способу вакуумирования набора уложенных в определенной последовательности слоев.
Набор уложенных в определенной последовательности слоев может быть использован, в частности, для изготовления многослойной панели остекления или солнечного генератора.
Многослойные панели остекления находят широкое применение, например, в качестве оконных панелей транспортных средств, таких как, например, ветровые стекла, боковые стекла, задние стекла или панели крыши транспортных средств, предназначенных для передвижения по воде, по земле или в воздухе, но также в качестве архитектурных панелей, в качестве огнезащитных панелей, в качестве безопасного остекления или в мебели, а также передвигаемых или стационарных предметов интерьера.
Многослойные панели остекления обычно содержат по меньшей мере две панели, например, панель-подложку и панель-облицовку, соединяемые между собой посредством по меньшей мере одного термопластового промежуточного слоя, например, выполненного из термопластовой пленки поливинилбутираля (ПВБ), в процессе наслаивания под действием нагрева и давления.
Солнечные генераторы обычно содержат солнечные элементы, расположенные на их верхних и нижних сторонах термопластовые пленки и две наружные стеклянные панели, соединенные друг с другом под действием нагрева и давления.
Как и в случае многослойных панелей остекления, так и в случае солнечных генераторов, как правило, желательно избегать возникновения пузырьков между соответствующими слоями в наборе уложенных в определенной последовательности слоев во время соответствующего процесса изготовления и/или удалять имеющиеся пузырьки между существующими слоями с тем, чтобы улучшить качество продукта.
Принятые в промышленности способы изготовления многослойных панелей остекления обычно включают процесс вакуумирования, сочетающийся с автоклавным процессом, как раскрыто в патенте US 2948645 и патенте US 4781783. Также и при изготовления солнечных генераторов процесс вакуумирования обычно комбинируют с автоклавным процессом, как раскрыто в заявке на патент DE 3544080 А1. Способы согласно уровня техники являются очень энергоемкими, поскольку в них весь набор уложенных в определенной последовательности слоев нагревают для герметизирования кромочной области вакуумированного набора уложенных в определенной последовательности слоев.
Задача настоящего изобретения состоит в обеспечении улучшенного вакуумного кольца, которое позволит обеспечить вакуумирование набора уложенных в определенной последовательности слоев и локальное его нагревание в области боковой кромки набора уложенных в определенной последовательности слоев и/или смежной с боковой кромкой области и, соответственно, его герметизирование под вакуумом.
Задача настоящего изобретения решается согласно изобретению с помощью вакуумного кольца по независимому пункту 1 формулы изобретения. Предпочтительные варианты осуществления вытекают из зависимых пунктов формулы изобретения.
Термин «набор уложенных в определенной последовательности слоев» относится здесь и далее конкретно к послойной компоновке панелей и термопластовых пленок или послойной компоновке панелей, солнечных элементов и термопластовых пленок, например, к набору уложенных в определенной последовательности слоев для изготовления многослойной панели остекления или солнечного генератора. Особенно предпочтительно, «набор уложенных в определенной последовательности слоев» означает набор уложенных в определенной последовательности слоев для изготовления многослойной панели остекления, то есть набор уложенных в определенной последовательности слоев, включающий по меньшей мере две панели и по меньшей мере одну промежуточную термопластовую пленку.
Изобретение относится к вакуумному кольцу для вакуумирования набора уложенных в определенной последовательности слоев. Вакуумное кольцо согласно изобретению включает вакуумно-стойкий гибкий шланг, который может быть подсоединен к вакуумному насосу. Этот шланг имеет форму замкнутого кольца. Согласно изобретению шланг сообщается с внутренним пространством, то есть он имеет проем во внутреннее пространство образованного шлангом кольца. Шланг может быть расположен вокруг внешней боковой кромки набора уложенных в определенной последовательности слоев таким образом, что внешняя боковая кромка набора уложенных в определенной последовательности слоев удерживается в проеме кольца. Таким образом, шланг вакуумного кольца может быть размещен по периметру набора уложенных в определенной последовательности слоев на внешней боковой кромке набора уложенных в определенной последовательности слоев. Проем шланга выполнен так, чтобы внешняя боковая кромка набора уложенных в определенной последовательности слоев могла удерживаться с таким расчетом, что при этом образуется воздухоотводящий канал. Например, проем шланга может иметь по существу пятиугольную форму. Однако также возможен, например, проем С-образной или U- образной формы.
Вакуумное кольцо согласно изобретению полностью охватывает боковые кромки набора уложенных в определенной последовательности слоев и промежуточное пространство между отдельными панелями и/или пленками в наборе уложенных в определенной последовательности слоев и герметизирует его при использовании вакуумной технологии. В результате создания вакуума в вакуумном кольце воздух может быть удален из воздухоотводящего канала и из промежуточного пространства между отдельными панелями и/или пленками.
Согласно изобретению вакуумное кольцо имеет по меньшей мере один электронагревательный элемент и, соответственно, представляет собой нагреваемое вакуумное кольцо. Вакуумное кольцо может иметь, например, один, два, три, четыре, пять, шесть или более нагревательных элементов.
Используемый здесь и ниже по тексту термин «нагревательный элемент» относится к электрической детали, которая преобразует электрическую энергию в тепловую энергию, то есть тепло.
Предпочтительно, электронагревательный элемент имеет соединительный элемент для подсоединения к источнику напряжения. Подсоединение соединительного элемента к источнику напряжения может быть выполнено контактным или бесконтактным. В случае бесконтактного подсоединения напряжение от источника напряжения индуцируется в соединительном элементе.
Соединительный элемент может иметь любую форму, подходящую для подсоединения к источнику напряжения. Он может представлять собой, например, разъемное соединение или пластину, в которой может индуцироваться напряжение.
В результате подачи напряжения на электронагревательный элемент нагревается нагревательный элемент и, следовательно, также смежная с нагревательным элементом область шланга. Область набора уложенных в определенной последовательности слоев, которая расположена прилегающей к нагретым областям шланга и/или нагревательного элемента, при этом нагревается от них. Как следствие, по меньшей мере одна термопластовая пленка набора уложенных в определенной последовательности слоев также нагревается в этой области и плавится или размягчается при достаточной температуре, например, от 70°С до 100°С. Таким образом, панели набора уложенных в определенной последовательности слоев могут быть соединены друг с другом в этой области и герметизированы воздухонепроницаемым образом. Если электронагревательный элемент имеет соединительный элемент для подсоединения к источнику напряжения, то происходит подача напряжения на электронагревательный элемент путем подсоединения соединительного элемента к источнику напряжения.
В одном варианте осуществления электронагревательный элемент по меньшей мере частично заделан в шланг, более точно, в массу шланга, и/или приклеен к шлангу.
Предпочтительно, электронагревательный элемент по меньшей мере частично заделан в шланг.
В преимущественном варианте осуществления электронагревательный элемент полностью окружен материалом шланга.
В предпочтительном варианте осуществления электронагревательный элемент простирается по всей длине шланга. Этот вариант осуществления обеспечивает полную герметизацию набора уложенных в определенной последовательности слоев в смежной с боковой кромкой области. Таким образом, может быть надежно обеспечено то, что воздух не может вновь проникать между отдельными слоями набора уложенных в определенной последовательности слоев после его вакуумирования и герметизирования.
В другом варианте осуществления отдельные электронагревательные элементы расположены в или на шланге в каждом случае на отдельных участках шланга. Таким образом, может быть достигнуто селективное нагревание отдельно взятых участков шланга и, соответственно, поучастковое герметизирование набора уложенных в определенной последовательности слоев.
Электронагревательный элемент может иметь любую подходящую форму. Предпочтительно, электронагревательный элемент выполнен в виде проволоки или ленты.
Выполненный в виде проволоки нагревательный элемент предпочтительно имеет диаметр между 0,05 мм и 5 мм, особенно предпочтительно между 0,1 мм и 3 мм, наиболее предпочтительно между 0,3 мм и 2 мм, например, 1 мм.
Выполненный в виде ленты нагревательный элемент предпочтительно имеет ширину между 5 мм и 12 мм, особенно предпочтительно между 6 мм и 10 мм, наиболее предпочтительно между 7 мм и 9 мм, например, 8 мм или 5 мм. Толщина выполненного в виде ленты нагревательного элемента предпочтительно составляет в диапазоне между 0,01 мм и 2 мм, особенно предпочтительно между 0,01 мм и 0,5 мм, наиболее предпочтительно между 0,03 мм и 0,1 мм, например, 0,05 мм или 0,1 мм.
Размеры шланга, а именно, размер проема и длина шланга, подбираются с учетом толщины и периметра подлежащего вакуумированию набора уложенных в определенной последовательности слоев. Толщина стенки шланга подбирается с учетом толщины и числа нагревательных элементов и предпочтительно составляет от 3 мм до 10 мм, особенно предпочтительно от 5 мм до 7 мм.
В преимущественных вариантах осуществления электронагревательный элемент выполнен в виде волнообразной, меандрообразной или спиралеобразной проволоки или волнообразной, меандрообразной или спиралеобразной ленты.
Волнообразный, меандрообразный или спиралеобразный вариант осуществления оказывается преимущественным из-за гибкости и долговечности нагревательного элемента. При расширении материала шланга выполненные таким образом нагревательные элементы могут соответственным образом деформироваться без возникновения в них перегибов или разрывов.
В одном варианте осуществления электронагревательный элемент расположен непосредственно прилегающим к проему шланга. В этом случае нагревательный элемент может входить в прямое соприкосновение с подлежащим вакуумированию набором уложенных в определенной последовательности слоев во время вакуумирования вакуумного кольца. Предпочтительно, нагревательный элемент не соприкасается с внешней боковой кромкой подлежащего вакуумированию набора уложенных в определенной последовательности слоев.
В преимущественном варианте осуществления, электронагревательный элемент размещен таким образом, чтобы при удерживании внешней боковой кромки набора уложенных в определенной последовательности слоев в вакуумном кольце нагревательный элемент был расположен вне, в частности полностью вне, образованного в вакуумированном состоянии воздухоотводящего канала. Это надежно обеспечивает то, что электронагревательный элемент не приходит в соприкосновение с боковой кромкой набора уложенных в определенной последовательности слоев.
Соприкосновение с боковой кромкой набора уложенных в определенной последовательности слоев, который имеет термопластовый промежуточный слой, могло бы привести к тому, что при нагревании нагревательного элемента и вакуумировании вакуумного кольца термопластовый промежуточный слой будет частично втягиваться в воздухоотводящий канал и/или нагревательный элемент будет склеиваться с термопластовым промежуточным слоем, выступающим из набора уложенных в определенной последовательности слоев. Кроме того, соприкосновение с боковой кромкой могло бы приводить к ненадежной герметизации между вакуумным кольцом и набором уложенных в определенной последовательности слоев, давая в результате плохое удаление воздуха из набора уложенных в определенной последовательности слоев при нагревании нагревательного элемента и вакуумировании вакуумного кольца.
В одном варианте осуществления электронагревательный элемент выполнен из металла или металлического сплава. Предпочтительно, электронагревательный элемент состоит из меди, медного сплава, никелевого сплава, медноникелевого сплава или хромоникелевого сплава. Особенно предпочтительно, электронагревательный элемент состоит из меди или медного сплава. Электронагревательный элемент может представлять собой, например, медную проволоку, медную ленту, или выполненную из медного сплава проволоку или выполненную из него ленту.
Электронагревательный элемент, необязательно, может быть по меньшей мере частично покрыт по меньшей мере одним изоляционным слоем. в качестве изоляционного слоя особенно подходят непроводящие лаки и/или полимеры. Изоляционный слой может, например, предотвращать или, по меньшей мере, минимизировать повреждение нагревательного элемента, такое как, например, коррозия и тому подобное. Кроме того, изоляционный слой может служить для исключения возможности попадания пользователя вакуумного кольца в прямое соприкосновение с токопроводящими частями вакуумного кольца.
В одном варианте осуществления электронагревательный элемент полностью окружен изоляционным слоем. В альтернативном варианте осуществления нагревательный элемент только частично покрыт изоляционным слоем.
При подаче подходящего напряжения, то есть при подсоединении нагревательного элемента к источнику напряжения, электронагревательный элемент может нагреваться. В одном варианте осуществления электронагревательный элемент нагревается при подаче напряжения до температуры от 20°С до 160°С, предпочтительно от 50°С до 150°С, особенно предпочтительно от 70°С до 130°С, наиболее предпочтительно от 90°С до 110°С, например, до 100°С.
Как описано выше, подсоединение нагревательного элемента к источнику напряжения может, например, происходить за счет того, что нагревательный элемент имеет соединительный элемент, и он подключается контактным или бесконтактным образом к источнику напряжения.
В преимущественном варианте осуществления вакуумное кольцо имеет по меньшей мере два электронагревательных элемента, причем по меньшей мере один электронагревательный элемент размещен в или на шланге выше проема шланга и по меньшей мере один электронагревательный элемент размещен в или на шланге ниже проема шланга. Например, вакуумное кольцо может иметь ровно два электронагревательных элемента, из которых один расположен выше и один – ниже проема. Однако вакуумное кольцо также может иметь четыре электронагревательных элемента, из которых два размещены выше и два – ниже проема. В еще одном варианте осуществления вакуумное кольцо имеет шесть электронагревательных элемента, из которых три расположены выше и три – ниже проема.
В преимущественном варианте осуществления вакуумно-стойкий гибкий шланг вакуумного кольца согласно изобретению изготовлен из эластомера. Например, шланг может быть изготовлен из силикона, каучука или синтетического каучука, в частности, из этилен-пропилен-диенового каучука (EPDM).
Вакуумное кольцо согласно изобретению может быть подсоединено к вакуумному насосу с помощью вакуумного шланга. Необязательно, между вакуумным шлангом и вакуумным насосом может быть размещен вакуумный компенсационный бак. Вакуумное кольцо и вакуумный шланг, например, могут быть подсоединены друг к другу через T-образный элемент (тройник), встроенный в вакуумное кольцо. Предпочтительно, сочетание вакуумного кольца и вакуумного шлага выполнено в виде единой детали.
Упомянутый по меньшей мере один нагревательный элемент может быть электрически подключен к источнику напряжения, в частности, через соединительный элемент, который описан ранее. В случае наличия более одного нагревательного элемента, нагревательные элементы могут быть все подключены либо к одному и тому же источнику напряжения, либо к различным источникам напряжения, причем несколько нагревательных элементов предпочтительно подключены к одному и тому же источнику напряжения.
Вакуумное кольцо, вакуумный шланг, необязательный вакуумный компенсационный бак, вакуумный насос и по меньшей мере один электрически подключенный источник напряжения вместе образуют вакуумную систему согласно изобретению.
В одном варианте осуществления вакуумной системы вакуумный шланг с подсоединенным через необязательный вакуумный компенсационный бак вакуумным насосом и по меньшей мере один источник напряжения расположены на одной и той же стороне вакуумного кольца, предпочтительно рядом друг с другом. В другом варианте осуществления вакуумной системы вакуумный шланг с подсоединенным через необязательный вакуумный компенсационный бак вакуумным насосом и по меньшей мере один источник напряжения расположены на противоположных сторонах вакуумного кольца. В принципе, размещение вакуумного шланга с подсоединенным через необязательный вакуумный компенсационный бак вакуумным насосом и размещение по меньшей мере одного источника напряжения могут происходить независимо друг от друга в любом месте вакуумного кольца.
В том варианте осуществления, в котором электронагревательный элемент имеет соединительный элемент для подключения к источнику напряжения, вакуумный шланг с подсоединенным через необязательный вакуумный компенсационный бак вакуумным насосом и соединительный элемент для подключения к источнику напряжения расположены на одной и той же стороне вакуумного кольца, предпочтительно рядом друг с другом. В другом варианте осуществления вакуумной системы вакуумный шланг с подсоединенным через необязательный вакуумный компенсационный бак вакуумным насосом и соединительный элемент для подключения к источнику напряжения расположены на противоположных сторонах вакуумного кольца. В принципе, размещение вакуумного шланга с подсоединенным через необязательный вакуумный компенсационный бак вакуумным насосом и размещение соединительного элемента для подключения к источнику напряжения могут происходить независимо друг от друга в любом месте вакуумного кольца.
Вакуумный компенсационный бак имеет, например, объем 1 м3. Вакуумный насос имеет, например, производительность 300 м3/ч и позволяет достигать максимального конечного давления 0,1 мбар.
Данное изобретение также относится к способу вакуумирования набора уложенных в определенной последовательности слоев, по меньшей мере включающему в себя размещение набора уложенных в определенной последовательности слоев, размещение вакуумного кольца согласно изобретению вокруг внешней боковой кромки набора уложенных в определенной последовательности слоев, подачу вакуума, то есть пониженного давления, к вакуумному кольцу и подачу напряжения на по меньшей мере один электронагревательный элемент, который вакуумное кольцо согласно изобретению имеет. При подаче пониженного давления, например, по меньшей мере -0,9 бар к вакуумному кольцу, воздух между слоями в наборе уложенных в определенной последовательности слоев удаляется. Электрическая энергия источника напряжения преобразуется в термическую энергию с помощью электронагревательного элемента, и нагревательный элемент нагревается. Как разъяснено подробно выше, это также позволяет локально нагревать набор уложенных в определенной последовательности слоев и содержащуюся в нем по меньшей мере одну термопластовую пленку, так что набор уложенных в определенной последовательности слоев в этой области соединяют друг с другом. Подача вакуума и подача напряжения на по меньшей мере один нагревательный элемент могут даже происходить одновременно.
Вариант осуществления, в котором подача вакуума и подача напряжения на по меньшей мере один нагревательный элемент происходят одновременно, является особенно предпочтительным вариантом осуществления способа согласно изобретению.
В одном варианте осуществления к электронагревательному элементу прикладывают напряжение, которое подходит для нагревания электронагревательного элемента до температуры от 20°С до 160°С, предпочтительно от 50°С до 150°С, особенно предпочтительно от 70°С до 130°С, наиболее предпочтительно от 90°С до 110°С, например, до 100°С.
Данное изобретение также включает применение вакуумного кольца согласно изобретению в способе вакуумирования набора уложенных в определенной последовательности слоев, причем набор уложенных в определенной последовательности слоев представляет собой, в частности, набор уложенных в определенной последовательности слоев для изготовления многослойной панели остекления или солнечного генератора.
Панели набора уложенных в определенной последовательности слоев предпочтительно содержат стекло, особенно предпочтительно листовое стекло, еще более предпочтительно флоат-стекло, и, в особенности, кварцевое стекло, боросиликатное стекло, известково-натриевое стекло, или прозрачные полимеры, предпочтительно жесткие прозрачные полимеры, в частности, полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, полистирол, полиамид, сложный полиэфир, поливинилхлорид и/или их смеси. Панели предпочтительно являются прозрачными, в частности, для применения многослойной панели остекления, полученной из набора уложенных в определенной последовательности слоев, в качестве ветрового стекла или заднего стекла транспортного средства или для других применений, в которых желательно высокое светопропускание. В контексте изобретения термин «прозрачный» относится к панели, имеющей коэффициент пропускания более 70% в видимом спектральном диапазоне. Однако для панелей, которые не находятся в релевантном для движения поле зрения водителя, например, для панелей крыши, коэффициент пропускания может быть и намного ниже, например, более 5%.
Толщина панелей может варьироваться в широких пределах и, таким образом, может быть подобрана в соответствии с требованиями конкретного случая. Предпочтительно используются стандартные толщины от 0,5 мм до 25 мм, предпочтительно от 1,4 мм до 2,5 мм, для стекла транспортного средства, и предпочтительно от 4 мм до 25 мм для мебели, бытовой техники и зданий, в частности, для электрических радиаторов. Размер панелей может варьироваться в широких пределах и определяется размером применения. Панели имеют, например, в автомобилестроении и архитектуре, обычно используемые площади от 200 см2 вплоть до 20 м2.
Панели набора уложенных в определенной последовательности слоев соединяют друг с другом по меньшей мере одним промежуточным слоем. Промежуточный слой предпочтительно является прозрачным. Промежуточный слой предпочтительно содержит по меньшей мере один полимер, предпочтительно поливинилбутираль (ПВБ), этиленвинилацетат (ЭВА) и/или полиэтилентерефталат (ПЭТФ). Промежуточный слой, однако, может также содержать, например, полиуретан (ПУ), полипропилен (ПП), полиакрилат, полиэтилен (ПЭ), поликарбонат (ПК), полиметилметакрилат, поливинилхлорид, полиацетатную смолу, литьевые смолы, акрилаты, фторированный этилен-пропилен, поливинилфторид и/или этилентетрафторэтилен, или содержащие их сополимеры или смеси.
Промежуточный слой может быть образован одной или же несколькими расположенными одна поверх другой пленками, причем толщина пленки составляет предпочтительно от 0,025 мм до 2 мм, обычно 0,38 мм или 0,76 мм или 1,52 мм. Иными словами, промежуточный слой может быть в каждом случае составлен из одной или множества пленок. В этом случае предпочтительными являются по меньшей мере три расположенные одна поверх другой пленки, в частности, пленки поливинилбутираля, с чередующейся различной пластичностью или эластичностью, которые известны, например, из заявок на патент EP 0763420 А1 или EP 0844075 А1.
Промежуточные слои предпочтительно могут быть термопластовыми и после нагревания склеивать панели и любые дополнительные промежуточные слои друг с другом.
Общая толщина подлежащего вакуумированию набора уложенных в определенной последовательности слоев предпочтительно находится в диапазоне между 2 мм и 30 мм.
Подобранные по размеру панелей набора уложенных в определенной последовательности слоев вакуумные кольца согласно изобретению с проемами, подобранными по общей толщине подлежащего вакуумированию набора уложенных в определенной последовательности слоев, надежно обеспечивают то, что вакуумное кольцо согласно изобретению полностью охватывает боковые кромки набора уложенных в определенной последовательности слоев и промежуточное пространство между отдельными панелями и/или пленками в наборе уложенных в определенной последовательности слоев и позволяет герметизировать его при использовании вакуумной технологии.
Вакуумные кольца согласно изобретению могут быть получены, например, в результате размещения по меньшей мере одного электронагревательного элемента и затем экструдирования массы шланга вокруг него. Такой способ получения подходит, в частности, для вакуумных колец согласно изобретению, в которых по меньшей мере один электронагревательный элемент является по меньшей мере частично заделанным в массу шланга.
Вакуумные кольца согласно изобретению, в которых по меньшей мере один электронагревательный элемент приклеен на массу шланга, могут быть получены, например, в результате первоначального получения шланга с использованием экструзионного способа, а затем приклеивания по меньшей мере одного электронагревательного элемента на шланг с помощью термостойкого клея.
Различные варианты осуществления изобретения могут быть реализованы по отдельности или в любых комбинациях. В частности, упомянутые выше и разъясненные ниже признаки могут быть использованы не только в приведенных комбинациях, но и в других комбинациях или по отдельности без отступления от объема настоящего изобретения.
Само собой разумеется, что варианты осуществления, описанные для одного электронагревательного элемента, могут быть в тех случаях, где вакуумное кольцо имеет более одного электронагревательного элемента, перенесены на соответственное число электронагревательных элементов.
Далее изобретение будет разъяснено подробно с помощью иллюстративных вариантов осуществления и со ссылкой на прилагаемые фигуры. Эти фигуры никаким образом не ограничивают изобретение. Они показывают на упрощенном и сделанном не в масштабе изображении:
Фиг. 1 – вид в плане одного варианта осуществления вакуумной системы согласно изобретению,
Фиг. 2 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 3 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению при нормальном давлении, причем подлежащий вакуумированию набор уложенных в определенной последовательности слоев изображен схематически,
Фиг. 4 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению после подачи вакуума, причем подлежащий вакуумированию набор уложенных в определенной последовательности слоев изображен схематически,
Фиг. 5 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 6 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 7 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 8 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 9 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 10 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
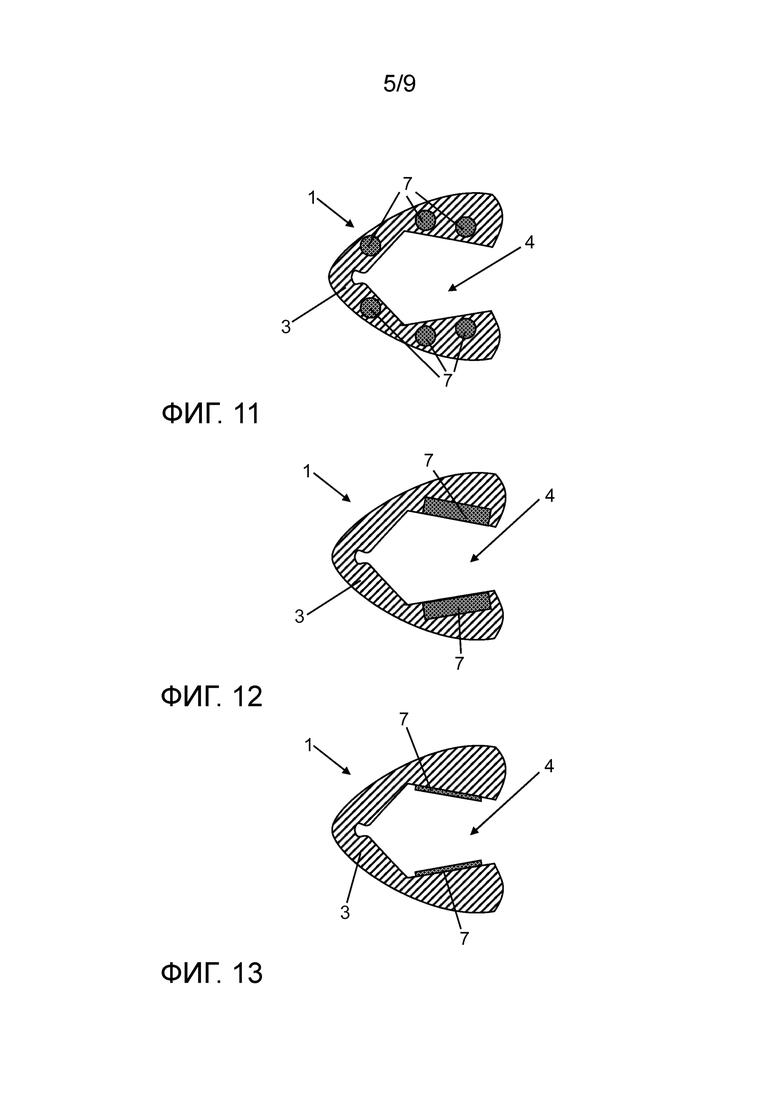
Фиг. 11 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 12 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 13 – поперечный разрез участка одного варианта осуществления вакуумного кольца согласно изобретению,
Фиг. 14 – поперечный разрез участка другого варианта осуществления вакуумного кольца согласно изобретению, причем изображены соединительные элементы нагревательного элемента,
Фиг. 15 – вид в плане вакуумной системы согласно изобретению, в которой удерживается набор уложенных в определенной последовательности слоев,
Фиг. 16 – вид в увеличенном масштабе зоны Z с фиг. 15,
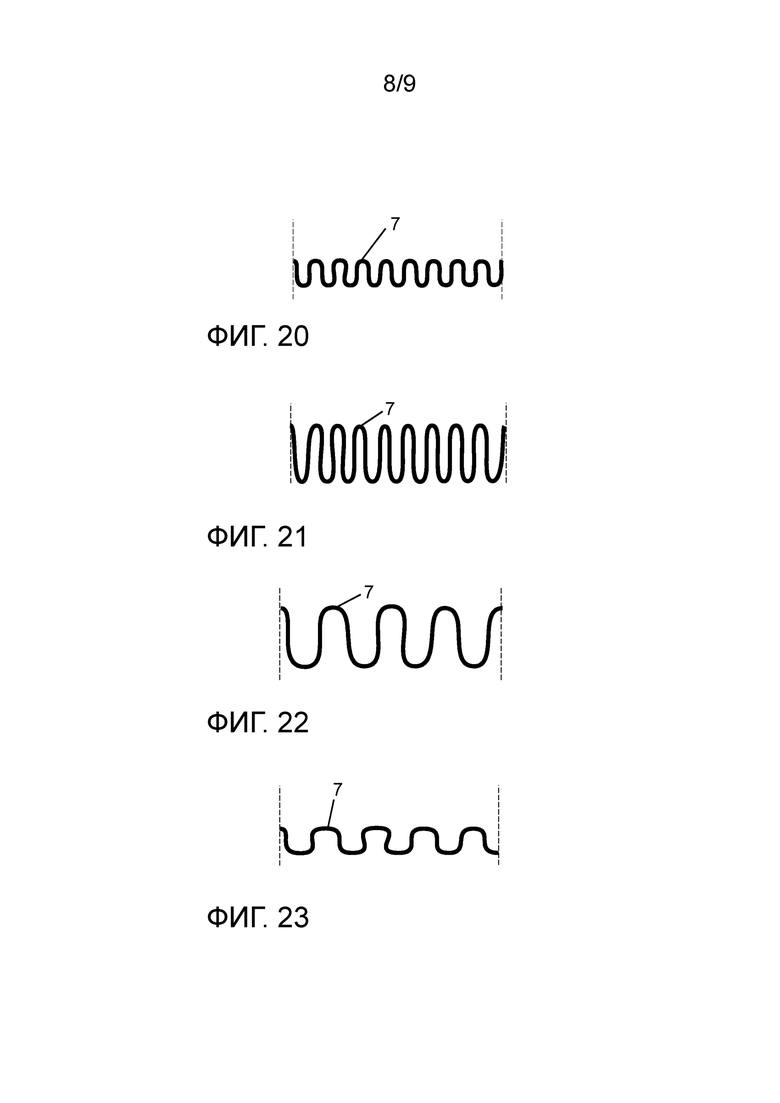
Фиг. 17-23 – участки различных вариантов осуществления волнообразных и меандрообразных нагревательных элементов, и
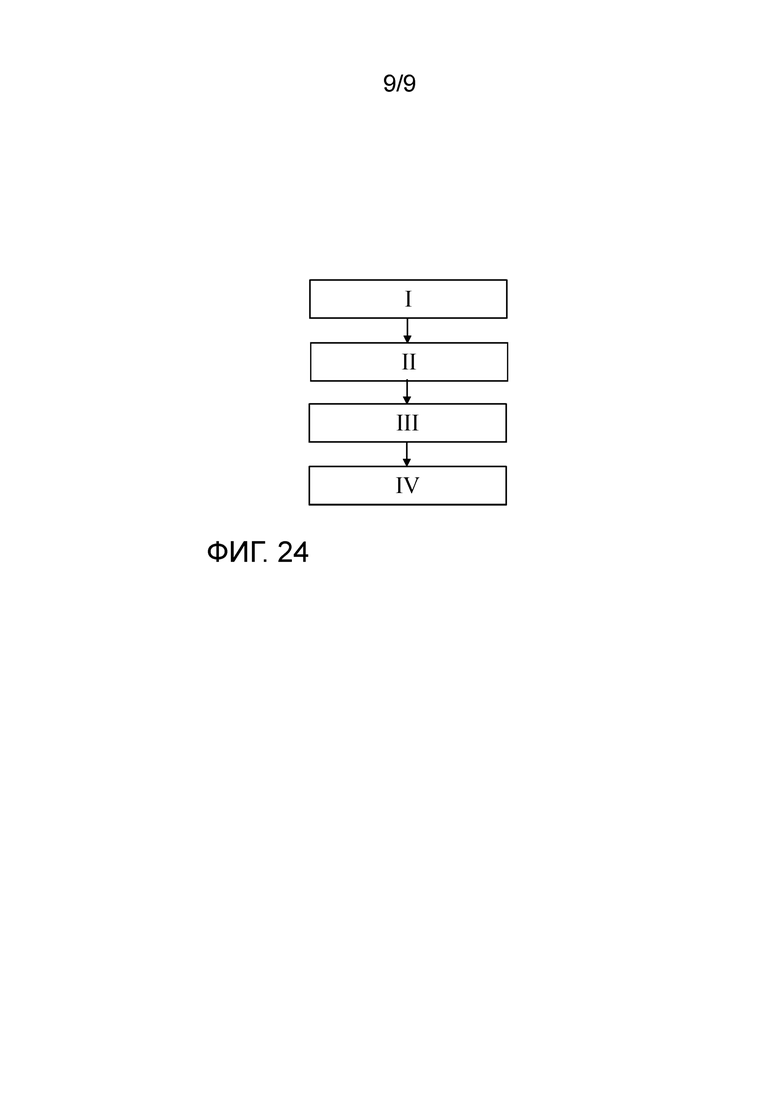
Фиг. 24 – технологическая блок-схема варианта осуществления способа согласно изобретению.
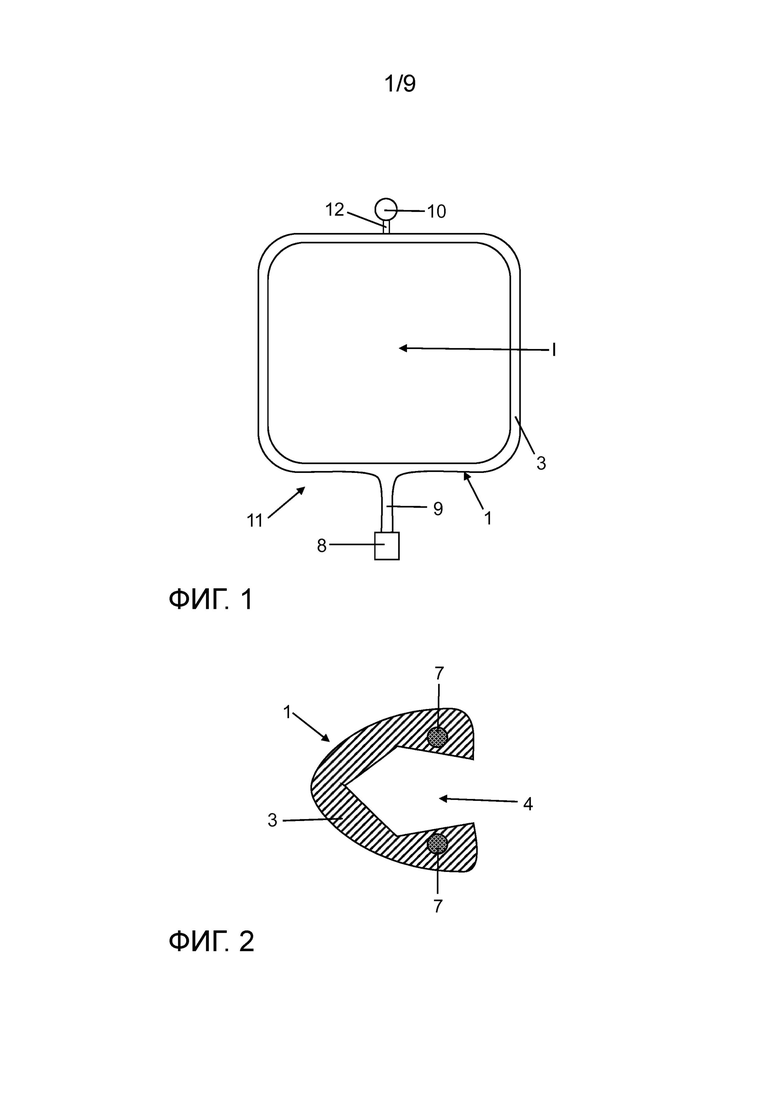
Фиг. 1 изображает вид в плане вакуумной системы 11 согласно изобретению, включающей вакуумное кольцо 1 согласно изобретению, вакуумный шланг 9, вакуумный насос 8 и источник напряжения 10. Вакуумное кольцо 1 включает вакуумно-стойкий гибкий шланг 3, который имеет форму кольца и подсоединяется к вакуумному насосу 8 с помощью вакуумного шланга 9. Внутреннее пространство образованного шлангом 3 кольца обозначено буквой I на фиг. 1. В изображенном на фиг. 1 варианте осуществления вакуумное кольцо 1 и вакуумный шланг 9 выполнены как одно целое, то есть вакуумное кольцо 1 и вакуумный шланг 9 изготовлены в виде единой детали. Этот вариант осуществления является предпочтительным. Вакуумное кольцо 1 имеет по меньшей мере один электронагревательный элемент 7 (скрыт на фиг. 1 верхней стороной шланга 3), который подсоединен к источнику напряжения 10 через соединительный элемент 12. В изображенном на фиг. 1 варианте осуществления вакуумный шланг 9 вместе с вакуумным насосом 8 и соединительный элемент 12 с подключенным к нему источником напряжения 10 расположены на разных, противоположных сторонах вакуумного кольца 1. Однако размещение вакуумного шланга 9 с вакуумным насосом 8 и соединительного элемента 12 вместе с источником напряжения 10 может быть выбрано по желанию. Например, эти элементы также могут быть размещены на одной и той же стороне вакуумного кольца.
Фиг. 2 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 2 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7, которые выполнены в виде проволоки. При этом один нагревательный элемент 7 заделан в массу шланга 3 выше проема 4, а еще один нагревательный элемент 7 – ниже проема 4. Проем 4 имеет в изображенном на фиг. 2 варианте осуществления пятиугольную форму. Диаметр выполненного в виде проволоки нагревательного элемента 7 составляет, например, 1 мм. В изображенном на фиг. 2 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7. Однако, как разъяснено выше, вакуумное кольцо 1 также может иметь, например, только один нагревательный элемент 7.
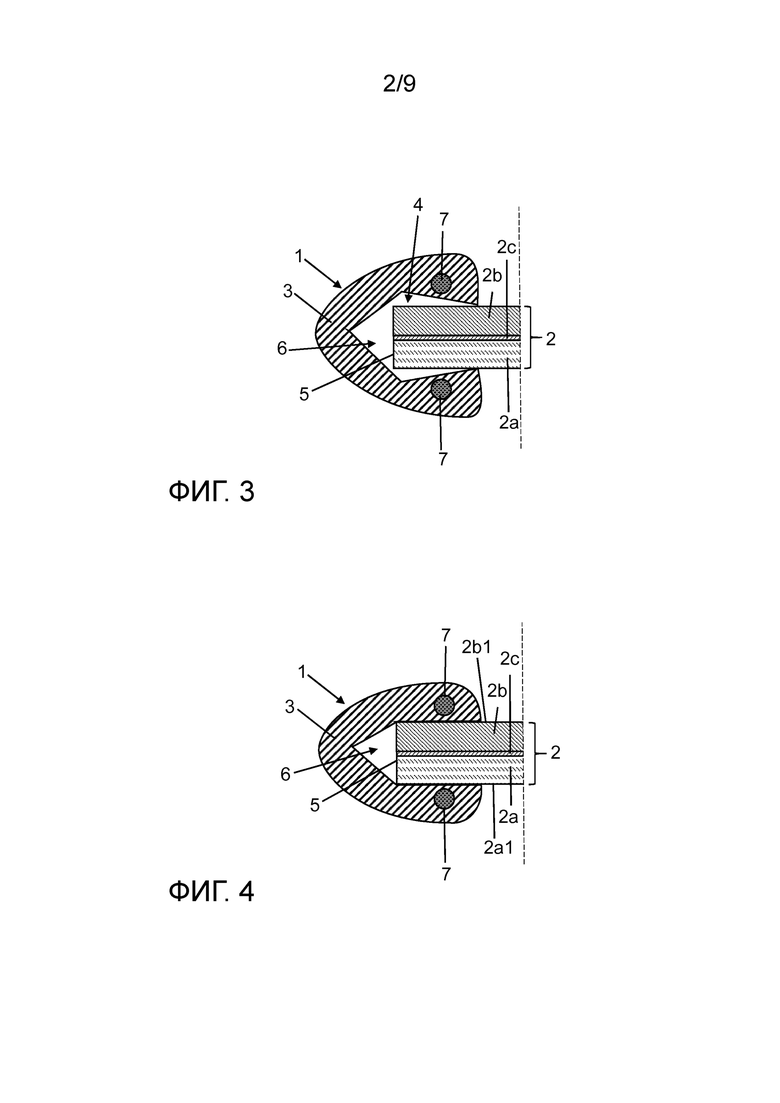
Фиг. 3 изображает тот же поперечный разрез, что и на Фиг. 2, где дополнительно схематически изображен подлежащий вакуумированию набор уложенных в определенной последовательности слоев и вакуум еще не создан. Набор 2 уложенных в определенной последовательности слоев состоит в изображенном на фиг. 3 варианте осуществления из панели-подложки 2а, панели-облицовки 2b и размещенной между ними термопластовой пленки 2с. Вакуумное кольцо согласно изобретению охватывает боковые кромки 5 набора 2 уложенных в определенной последовательности слоев, промежуточное пространство между панелью-подложкой 2а и пленкой 2с и промежуточное пространство между пленкой 2с и панелью-облицовкой 2b и герметизирует эту область при использовании вакуумной технологии. На фиг. 3 можно увидеть образованный вдоль боковой кромки 5 воздухоотводящий канал 6. На фиг. 3 также можно увидеть, что придание проему 4 формы пятиугольника оказывается преимущественным в отношении образования воздухоотводящего канала 6.
Фиг. 4 изображает тот же поперечный разрез, что и на фиг. 3, в вакуумированном состоянии, то есть в то время, когда в воздухоотводящем канале 6 создан вакуум. На фиг. 4 можно увидеть, что в том случае, когда проему 4 придана форма пятиугольника, при подаче вакуума верхняя часть шланга 3 упирается в верхнюю сторону 2b1 панели-облицовки 2b, а нижняя часть шланга 3 упирается в нижнюю сторону 2а1 панели-подложки 2а и сохраняется по существу треугольный воздухоотводящий канал 6.
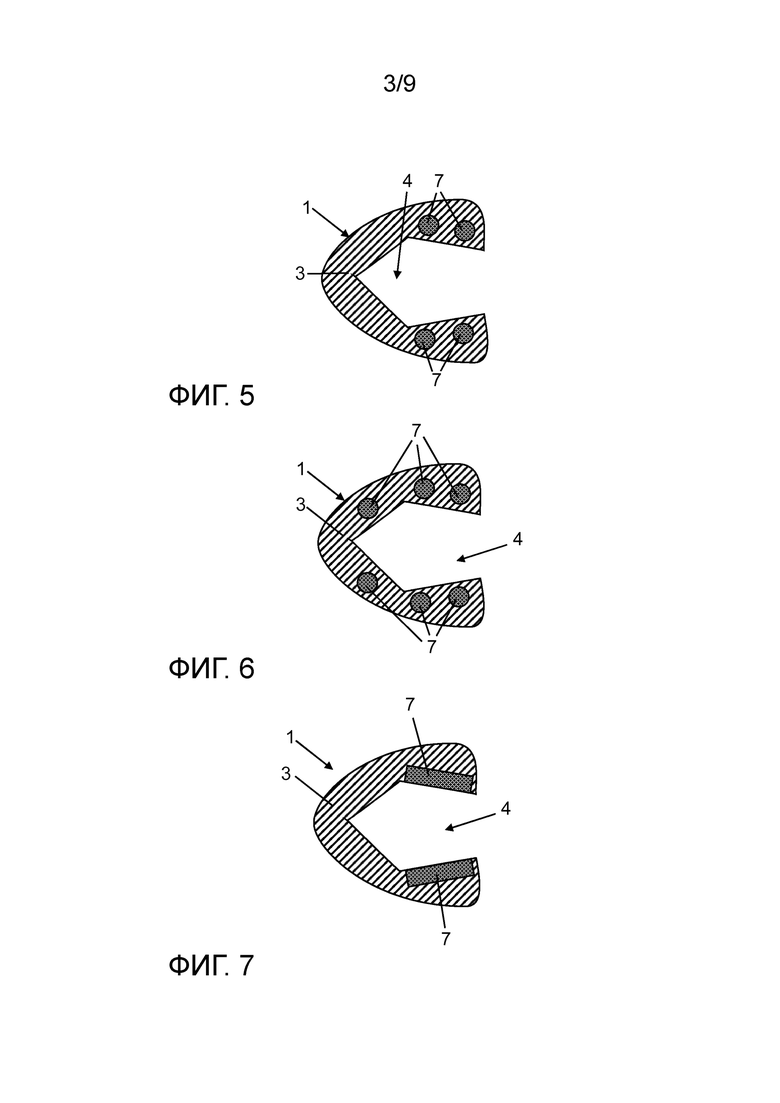
Фиг. 5 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 5 варианте осуществления вакуумное кольцо 1 имеет четыре нагревательных элемента 7, которые выполнены в виде проволоки. При этом два нагревательных элемента 7 заделаны в массу шланга 3 выше проема 4, а еще два нагревательных элемента 7 – ниже проема 4. Проем 4 имеет в изображенном на фиг. 5 варианте осуществления пятиугольную форму. Диаметр выполненных в виде проволок нагревательных элементов 7 составляет, например, 1 мм.
Фиг. 6 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 6 варианте осуществления вакуумное кольцо 1 имеет шесть нагревательных элементов 7, которые выполнены в виде проволоки. При этом три нагревательных элемента 7 заделаны в массу шланга 3 выше проема 4, а еще три нагревательных элемента 7 – ниже проема 4. Проем 4 имеет в изображенном на фиг. 6 варианте осуществления пятиугольную форму. Диаметр выполненных в виде проволок нагревательных элементов 7 составляет, например, 1 мм.
Фиг. 7 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 7 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7, которые выполнены в виде ленты. При этом один нагревательный элемент 7 расположен выше проема 4, а еще один нагревательный элемент 7 расположен ниже проема 4. В изображенном на фиг. 7 варианте осуществления нагревательные элементы 7 являются частично заделанными в массу шланга 3. Одна сторона нагревательных элементов 7, соответственно, может приходить в соприкосновение с удерживаемым в проеме 4 набором 2 уложенных в определенной последовательности слоев (не показан на фиг. 7). Проем 4 имеет в изображенном на фиг. 7 варианте осуществления пятиугольную форму. Также возможно, что нагревательные элементы 7, которые имеют форму ленты, полностью охвачены массой шланга 3. Однако этот вариант осуществления не показан на фиг. 7. Ширина выполненных в виде ленты нагревательных элементов 7 составляет, например, 5 мм, а их толщина составляет, например, 0,1 мм. В изображенном на фиг. 7 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7. Однако, как разъяснено выше, вакуумное кольцо 1 также может иметь, например, только один нагревательный элемент 7.
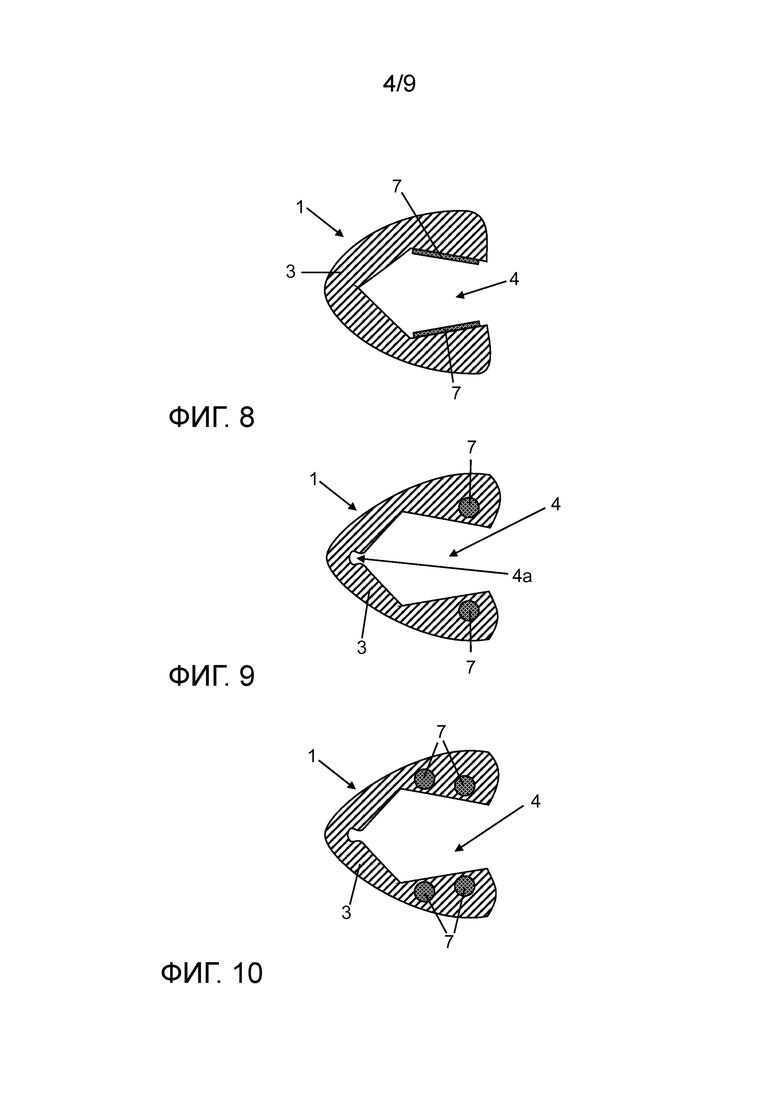
Фиг. 8 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 8 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7, которые выполнены в виде ленты. Один нагревательный элемент 7 расположен выше проема 4, а еще один нагревательный элемент 7 расположен ниже проема 4. В изображенном на фиг. 8 варианте осуществления нагревательные элементы 7 наклеены на массу шланга 3. Одна сторона нагревательных элементов 7, соответственно, может приходить в соприкосновение с удерживаемым в проеме 4 набором 2 уложенных в определенной последовательности слоев (не показан на фиг. 8), в особенности, в вакуумированном состоянии. Проем 4 имеет в изображенном на фиг. 8 варианте осуществления пятиугольную форму. Ширина выполненных в виде ленты нагревательных элементов 7 составляет, например, 8 мм, а их толщина составляет, например, 0,05 мм. В изображенном на фиг. 8 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7. Однако, как разъяснено выше, вакуумное кольцо 1 также может иметь, например, только один нагревательный элемент 7.
Фиг. 9 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 9 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7, которые выполнены в виде проволоки. Один нагревательный элемент 7 заделан в массу шланга 3 выше проема 4, а еще один нагревательный элемент 7 – ниже проема 4. Проем 4 имеет в изображенном на фиг. 9 варианте осуществления по существу пятиугольную форму, причем находящийся напротив боковой кромки 5 угол пятиугольника при удерживании боковой кромки 5 набора 2 уложенных в определенной последовательности слоев выполнен в виде дополнительного паза 4а пятиугольника. Диаметр выполненных в виде проволоки нагревательных элементов 7 составляет, например, 1 мм. В изображенном на фиг. 9 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7. Однако, как разъяснено выше, вакуумное кольцо 1 также может иметь, например, только один нагревательный элемент 7.
Фиг. 10 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 10 варианте осуществления вакуумное кольцо 1 имеет четыре нагревательных элемента 7, которые выполнены в виде проволоки. Два нагревательных элемента 7 заделаны в массу шланга 3 выше проема 4, а еще два нагревательных элемента 7 – ниже проема 4. Проем 4 имеет в изображенном на фиг. 10 варианте осуществления по существу пятиугольную форму, причем находящийся напротив боковой кромки 5 угол пятиугольника при удерживании боковой кромки 5 набора 2 уложенных в определенной последовательности слоев выполнен в виде дополнительного паза 4а пятиугольника. Диаметр выполненных в виде проволоки нагревательных элементов 7 составляет, например, 1 мм.
Фиг. 11 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 11 варианте осуществления вакуумное кольцо 1 имеет шесть нагревательных элементов 7, которые выполнены в виде проволоки. Три нагревательных элемента 7 заделаны в массу шланга 3 выше проема 4, а еще три нагревательных элемента 7 – ниже проема 4. Проем 4 имеет в изображенном на фиг. 11 варианте осуществления по существу пятиугольную форму, причем находящийся напротив боковой кромки 5 угол пятиугольника при удерживании боковой кромки 5 набора 2 уложенных в определенной последовательности слоев выполнен в виде дополнительного паза 4а пятиугольника. Диаметр выполненных в виде проволоки нагревательных элементов 7 составляет, например, 1 мм.
Фиг. 12 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 12 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7, которые выполнены в виде ленты. Один нагревательный элемент 7 расположен выше проема 4, а еще один нагревательный элемент 7 – ниже проема 4. В изображенном на фиг. 12 варианте осуществления нагревательные элементы 7 частично заделаны в массу шланга 3. Одна сторона нагревательных элементов 7, соответственно, может приходить в соприкосновение с удерживаемым в проеме 4 набором 2 уложенных в определенной последовательности слоев (не показан на фиг. 12). Проем 4 имеет в изображенном на фиг. 12 варианте осуществления по существу пятиугольную форму, причем находящийся напротив боковой кромки 5 угол пятиугольника при удерживании боковой кромки 5 набора 2 уложенных в определенной последовательности слоев выполнен в виде дополнительного паза 4а пятиугольника. Также возможно, что нагревательные элементы 7, которые имеют форму ленты, полностью охвачены массой шланга 3. Однако этот вариант осуществления не показан на фиг. 12. Ширина выполненных в виде ленты нагревательных элементов 7 составляет, например, 8 мм, а их толщина составляет, например, 0,1 мм. В изображенном на фиг. 12 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7. Однако, как разъяснено выше, вакуумное кольцо 1 также может иметь, например, только один нагревательный элемент 7.
Фиг. 13 изображает поперечный разрез участка варианта осуществления вакуумного кольца 1 согласно изобретению. В изображенном на фиг. 13 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7, которые выполнены в виде ленты. Один нагревательный элемент 7 расположен выше проема 4, а еще один нагревательный элемент 7 – ниже проема 4. В изображенном на фиг. 13 варианте осуществления нагревательные элементы 7 наклеены на массу шланга 3. Одна сторона нагревательных элементов 7, соответственно, может приходить в соприкосновение с удерживаемым в проеме 4 набором 2 уложенных в определенной последовательности слоев (не показан на фиг. 13), в особенности в вакуумированном состоянии. Проем 4 имеет в изображенном на фиг. 13 варианте осуществления по существу пятиугольную форму, причем находящийся напротив боковой кромки 5 угол пятиугольника при удерживании боковой кромки 5 набора 2 уложенных в определенной последовательности слоев выполнен в виде дополнительного паза 4а пятиугольника. Ширина выполненных в виде ленты нагревательных элементов 7 составляет, например, 8 мм, а их толщина составляет, например, 0,05 мм. В изображенном на фиг. 13 варианте осуществления вакуумное кольцо 1 имеет два нагревательных элемента 7. Однако, как разъяснено выше, вакуумное кольцо 1 также может иметь, например, только один нагревательный элемент 7.
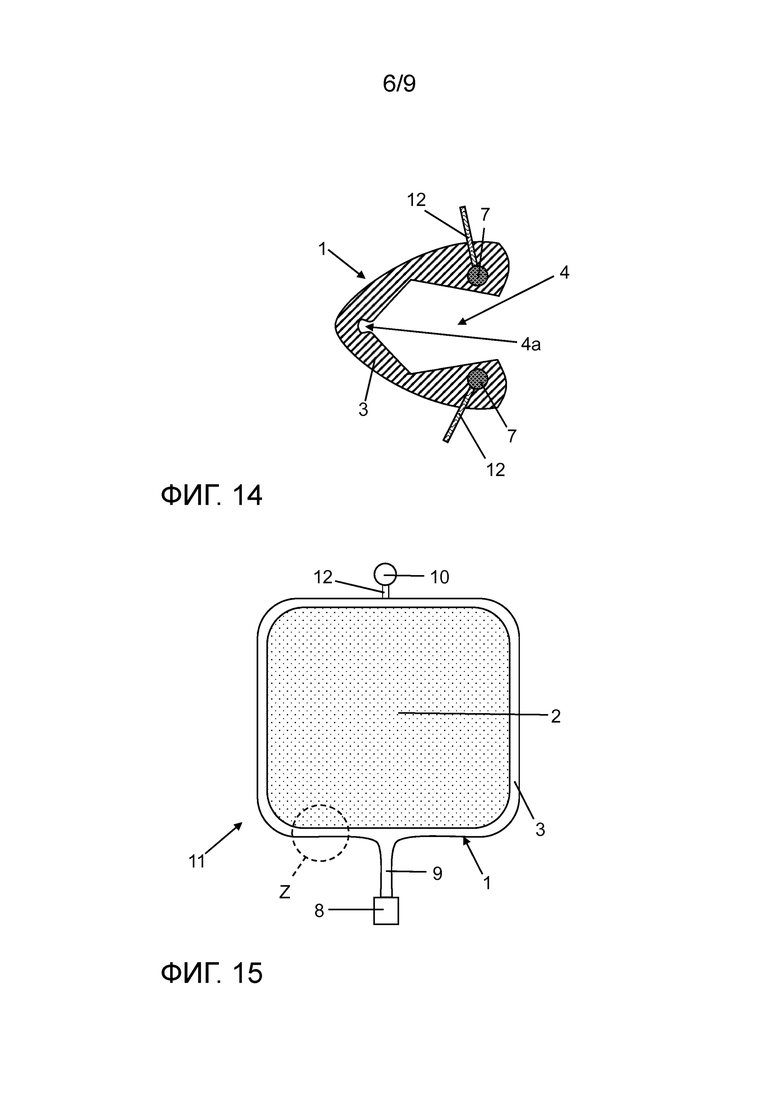
Фиг. 14 изображает поперечный разрез участка другого варианта осуществления вакуумного кольца 1 согласно изобретению. Изображенный на фиг. 14 вариант осуществления отличается от изображенного на фиг. 9 варианта осуществления только тем, что каждый из двух нагревательных элементов 7 имеет соединительный элемент 12 для подключения к источнику напряжения. Оба нагревательных элемента 7 при этом могут быть подсоединены к одному и тому же источнику напряжения.
Само собой разумеется, что в изображенных на фиг. 2-13 вариантах осуществления нагревательные элементы могут в каждом случае иметь соединительный элемент для подключения к источнику напряжения. При этом все нагревательные элементы вакуумного кольца 1 согласно изобретению также могут быть подсоединены к одному и тому же источнику напряжения.
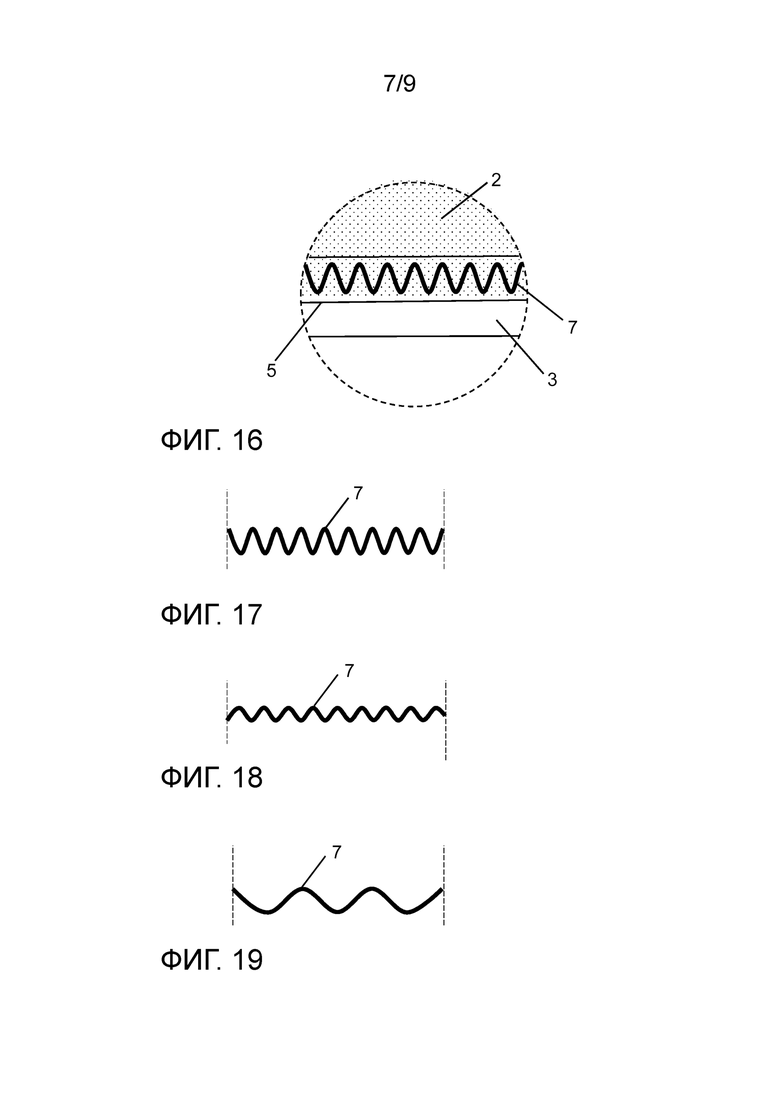
Фиг. 15 изображает вид в плане вакуумной системы 11 согласно изобретению, в которой удерживается набор 2 уложенных в определенной последовательности слоев, а на фиг. 16 изображен увеличенный вид зоны Z с фиг. 15. Вакуумное кольцо 1 изображенной на фиг. 15 вакуумной системы 11 соответствует, например, изображенному на фиг. 2 варианту осуществления. Для иллюстрации расположения набора 2 уложенных в определенной последовательности слоев в вакуумном кольце 1, на фиг. 15 и 16, набор 2 уложенных в определенной последовательности слоев изображен точками. На увеличенном виде зоны Z на фиг. 15 шланг 3 изображен прозрачным с тем, чтобы можно было увидеть расположенный над проемом 4 нагревательный элемент 7. Нагревательный элемент 7 размещен таким образом, чтобы он мог нагревать смежную с боковой кромкой 5 область набора 2 уложенных в определенной последовательности слоев. Расположенный над проемом 4 нагревательный элемент 7 не вступает в соприкосновение с боковой кромкой 5 набора 2 уложенных в определенной последовательности слоев. Расположенный под проемом 4 нагревательный элемент 7 не может быть увиден на фиг. 16, поскольку он расположен ниже набора 2 уложенных в определенной последовательности слоев, который показан точками. Тем не менее, расположенный под проемом 4 нагревательный элемент 7 также не соприкасается с боковой кромкой 5 набора 2 уложенных в определенной последовательности слоев. Нагревательные элементы 7 в изображенном на фиг. 15 и 16 варианте осуществления выполнены в виде проволок, которые проходят волнообразно по всей длине шланга 3.
На фиг. 17-23 подробно изображены различные варианты осуществления волнообразных и меандрообразных нагревательных элементов 7, которые отличаются друг от друга, в частности, по длине волны, амплитуде и/или радиусу кривизны.
Фиг. 24 изображает технологическую блок-схему варианта осуществления способа согласно изобретению для вакуумирования набора 2 уложенных в определенной последовательности слоев.
Способ включает в себя на первой стадии I размещение набора 2 уложенных в определенной последовательности слоев. На второй стадии II способ включает в себя размещение вакуумного кольца 1 согласно изобретению вокруг внешней боковой кромки 5 набора 2 уложенных в определенной последовательности слоев. На третьей стадии III способ включает в себя подачу вакуума в вакуумное кольцо 1. На четвертой стадии IV способ включает в себя подачу напряжения на электронагревательный элемент 7. Стадии III и IV могут происходить даже одновременно.
Перечень ссылочных позиций
1 вакуумное кольцо
2 набор уложенных в определенной последовательности слоев
2а панель-подложка
2а1 нижняя сторона панели-подложки
2b панель-облицовка
2b1 верхняя сторона панели-облицовки
2с промежуточный слой
3 шлаг
4 проем
4а паз
5 боковая кромка
6 воздухоотводящий канал
7 электронагревательный элемент
8 вакуумный насос
9 вакуумный шланг
10 источник напряжения
11 вакуумная система
12 соединительный элемент
I внутреннее пространство образованного шлангом кольца
Изобретение относится к вакуумному кольцу (1) для вакуумирования набора (2) уложенных в определенной последовательности слоев, по меньшей мере содержащему вакуумно-стойкий гибкий шланг (3), который может быть подсоединен к вакуумному насосу (8), имеет форму замкнутого кольца и имеет проем (4) во внутреннее пространство (I) кольца, так что кольцо может удерживать внешнюю боковую кромку (5) набора (2) уложенных в определенной последовательности слоев с образованием воздухоотводящего канала (6) вдоль боковой кромки (5), причем вакуумное кольцо (1) имеет по меньшей мере два электронагревательных элемента (7), из которых по меньшей мере один размещен выше проема (4) и по меньшей мере один размещен ниже проема (4). 4 н. и 10 з.п. ф-лы, 24 ил.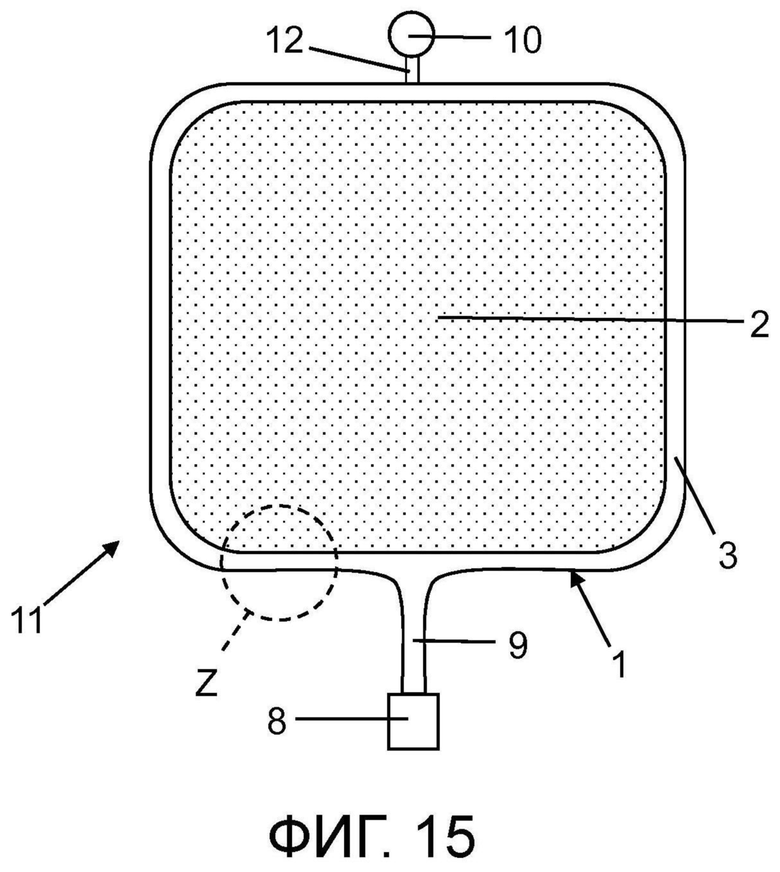
1. Вакуумное кольцо (1) для вакуумирования набора (2) уложенных в определенной последовательности слоев, по меньшей мере содержащее вакуумно-стойкий гибкий шланг (3), который может быть подсоединен к вакуумному насосу (8), имеет форму замкнутого кольца и имеет проем (4) во внутреннее пространство (I) кольца, так что кольцо может удерживать внешнюю боковую кромку (5) набора (2) уложенных в определенной последовательности слоев с образованием воздухоотводящего канала (6) вдоль боковой кромки (5), причем вакуумное кольцо (1) имеет по меньшей мере два электронагревательных элемента (7), из которых по меньшей мере один размещен выше проема (4) и по меньшей мере один размещен ниже проема (4).
2. Вакуумное кольцо (1) по п. 1, причем электронагревательный элемент (7) имеет соединительный элемент (12) для подключения к источнику напряжения (10).
3. Вакуумное кольцо (1) по п. 1 или 2, причем электронагревательный элемент (7) по меньшей мере частично заделан в шланг (3) и/или приклеен к шлангу (3).
4. Вакуумное кольцо (1) по любому из пп. 1-3, причем электронагревательный элемент (7) простирается по всей длине шланга (3).
5. Вакуумное кольцо (1) по любому из пп. 1-4, причем электронагревательный элемент (7) выполнен в виде проволоки или ленты.
6. Вакуумное кольцо (1) по п. 5, причем электронагревательный элемент (7) выполнен волнообразным, меандрообразным или спиралеобразным.
7. Вакуумное кольцо (1) по любому из пп. 1-6, причем электронагревательный элемент (7) размещен непосредственно прилегающим к проему (4).
8. Вакуумное кольцо (1) по любому из пп. 1-7, причем электронагревательный элемент (7) размещен вне воздухоотводящего канала (6), образующегося при удерживании внешней боковой кромки (5) набора (2) уложенных в определенной последовательности слоев в вакуумном кольце (1) в вакуумированном состоянии.
9. Вакуумное кольцо (1) по любому из пп. 1-8, причем электронагревательный элемент (7) выполнен из металла или металлического сплава, предпочтительно из меди, медного сплава, никелевого сплава, медноникелевого сплава или хромоникелевого сплава.
10. Вакуумное кольцо (1) по любому из пп. 1-9, причем электронагревательный элемент (7) по меньшей мере частично покрыт изоляционным слоем, в частности непроводящим лаком и/или полимером.
11. Вакуумное кольцо (1) по любому из пп. 1-10, причем шланг (3) выполнен из эластомера, предпочтительно силикона, каучука или синтетического каучука, в частности этилен-пропилен-диенового каучука (EPDM).
12. Вакуумная система (11), по меньшей мере содержащая
- вакуумное кольцо (1) по любому из пп. 1-11,
- вакуумный шланг (9), один конец которого подсоединен к вакуумному кольцу (1), а другой конец которого подсоединен к вакуумному насосу (8), и
- по меньшей мере один источник напряжения (10), который электрически подключен к по меньшей мере одному нагревательному элементу (7).
13. Способ вакуумирования набора (2) уложенных в определенной последовательности слоев, по меньшей мере включающий
- размещение набора (2) уложенных в определенной последовательности слоев,
- размещение вакуумного кольца (1) по любому из пп. 1-11 вокруг внешней боковой кромки (5) набора (2) уложенных в определенной последовательности слоев,
- подачу вакуума в вакуумное кольцо (1),
- подачу напряжения на электронагревательный элемент (7).
14. Применение вакуумного кольца (1) по любому из пп. 1-11 в способе вакуумирования набора (2) уложенных в определенной последовательности слоев, в частности набора (2) уложенных в определенной последовательности слоев для изготовления многослойной панели остекления или солнечного генератора.
| US 4367108 A, 04.01.1983 | |||
| DE 102011014999 A1, 27.09.2012 | |||
| US 2945268 A, 19.07.1960 | |||
| US 20160229167 A1, 11.08.2016 | |||
| Устройство для механизированной добычи водорослей | 1958 |
|
SU119739A2 |

