Изобретение относится к способу безавтоклавного ламинирования многослойного стекла, а также к устройству для исполнения соответствующего изобретению способа.
Многослойные стекла находят многообразное применение, например, в качестве стекол транспортных средств, таких как ветровые стекла, боковые стекла, задние стекла или стекла крыши в транспортных средствах для передвижения по воде, по земле или по воздуху, но также для остекления строений, в качестве стекол противопожарной защиты, в качестве многослойного безопасного стекла или в мебели, а также в подвижных или стационарных предметах оборудования.
Как правило, многослойные стекла включают две пластины, например, несущую пластину и покровную пластину, которые соединены друг с другом промежуточным слоем, например, из пленки термопластичного поливинилбутираля (PVB), методом ламинирования при воздействии тепла и давления.
При этом обычные промышленные способы ламинирования, как правило, включают процесс удаления воздуха в сочетании с процессом автоклавирования, например, как раскрыто в патентном документе DE 19903171 А1. Процессы автоклавирования, как правило, занимают очень много времени и являются весьма энергоемкими.
Способы безавтоклавного ламинирования зачастую имеют такой недостаток, что пластины только в недостаточной степени соединяются между собой, и, например, не удовлетворяют обычным для автомобильной области требованиям. Кроме того, в сформированных безавтоклавным ламинированием многослойных стеклах часто появляются воздушные включения и помутнения в краевой области многослойного стекла. Поэтому в способах безавтоклавного ламинирования зачастую применяются специальные промежуточные слои.
Патентный документ DE 196 43 404 А1 раскрывает способ безавтоклавного ламинирования, в котором изготавливается многослойное стекло со специальной содержащей пластификатор пленкой из частично ацетализированного поливинилового спирта, с очень низким влагосодержанием менее 0,35 вес.%, в расчете на массу пленки, и с эффективным содержанием повышающего прочность сцепления силана с кремнийорганической функциональной группой. Способ безавтоклавного ламинирования включает одностадийный способ вакуумирования, в котором пластины нагреваются до температур 130°С.
Патентный документ US 2009/0126859 A1 представляет способ безавтоклавного ламинирования, в котором многослойное стекло изготавливается со специальной иономерной пленкой.
Теперь же задача настоящего изобретения состоит в создании усовершенствованного способа безавтоклавного ламинирования многослойного стекла, который обеспечивает возможность экономичного изготовления многослойных стекол высокого качества.
Задача настоящего изобретения решается согласно изобретению посредством способа безавтоклавного ламинирования многослойного стекла согласно независимому пункту 1 формулы изобретения. Предпочтительные варианты исполнения следуют из зависимых пунктов формулы изобретения.
Соответствующий изобретению способ включает по меньшей мере следующие технологические стадии:
первую стадию
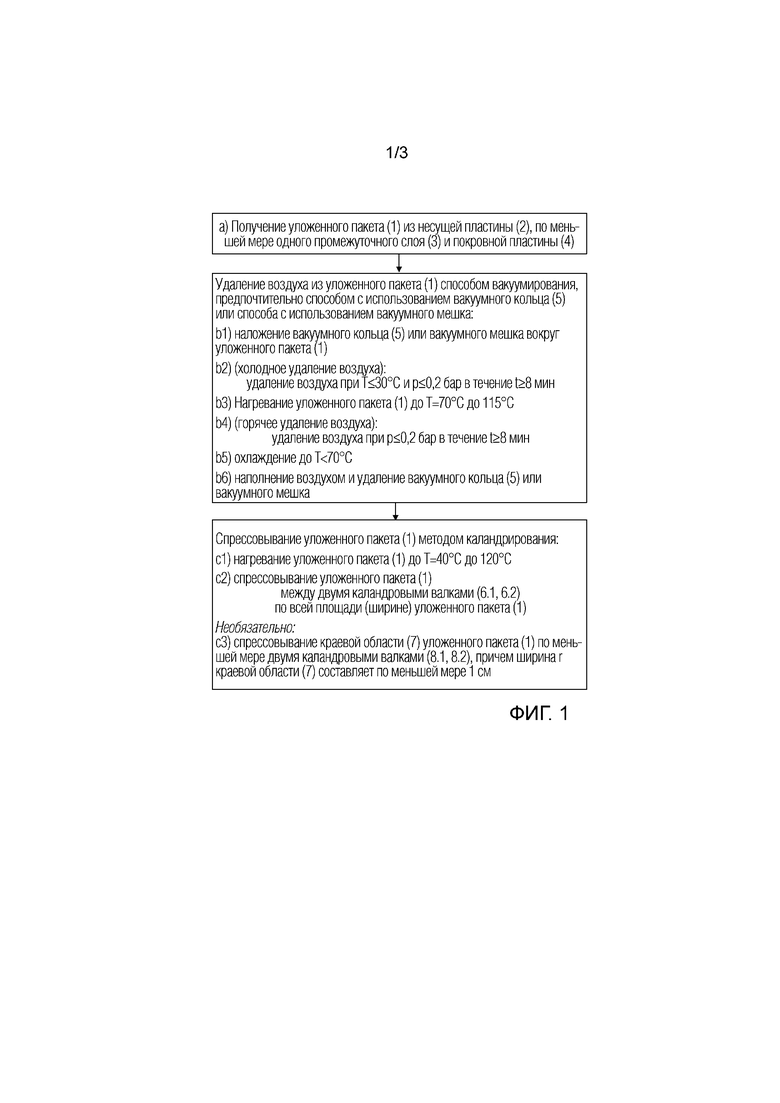
(а) изготовления уложенного пакета из несущей пластины, по меньшей мере одного промежуточного слоя и покровной пластины, которые ламинированы соответствующим изобретению способом с образованием многослойного стекла.
Последовательность технологических стадий для удаления воздуха из уложенного пакета включает стадии:
(b1) укладки вакуумного кольца или вакуумного мешка вокруг уложенного пакета,
(b2) удаления воздуха из уложенного пакета
- при температуре Т от 0°С до 30°С, предпочтительно при комнатной температуре или температуре окружающей среды,
- в течение промежутка времени t, большего или равного 8 минутам (сокращенно: мин), предпочтительно промежутка времени t от 10 мин до 60 мин, и в особенности предпочтительно в течение промежутка времени t от 10 мин до 20 мин, и
- с приложением абсолютного давления p, меньшего или равного 0,3 бар (0,03 МПа), предпочтительно меньшего или равного 0,2 бар (0,02 МПа), и в особенности предпочтительно меньшего или равного 0,15 бар (0,015 МПа), к вакуумному кольцу или вакуумному мешку,
(b3) нагревания уложенного пакета до температуры Т от 70°С до 115°С, предпочтительно от 80°С до 100°С, при давлении р, меньшем или равном 0,3 бар (0,03 МПа), предпочтительно меньшем или равном 0,2 бар (0,02 МПа), и в особенности предпочтительно меньшем или равном 0,15 бар (0,015 МПа),
(b4) удаления воздуха из уложенного пакета
- в течение промежутка времени t, большего или равного 8 мин, предпочтительно промежутка времени t от 10 мин до 60 мин, и в особенности предпочтительно в течение промежутка времени t от 10 мин до 20 мин,
- с приложением абсолютного давления p, меньшего или равного 0,3 бар (0,03 МПа), предпочтительно меньшего или равного 0,2 бар (0,02 МПа), и в особенности предпочтительно меньшего или равного 0,15 бар (0,015 МПа), к вакуумному кольцу или вакуумному мешку,
(b5) охлаждения уложенного пакета до температуры менее 70°С, и
(b6) заполнения воздухом и удаления вакуумного кольца или вакуумного мешка.
А также дополнительная последовательность технологических стадий для спрессовывания уложенного пакета, включающая стадии:
(с1) нагревания уложенного пакета до температуры от 40°С до 120°С, предпочтительно от 50°С до 110°С,
(с2) спрессовывания уложенного пакета в первом каландровом блоке между по меньшей мере двумя размещенными напротив друг друга каландровыми валками по всей ширине b уложенного пакета.
Под «размещенными напротив друг друга» в смысле настоящего изобретения подразумевается, что два каландровых валка размещаются напротив друг друга относительно уровня обработки, то есть положения уложенного пакета во время спрессовывания. Это значит, что один каландровый валок находится по одну сторону от уровня обработки (например, под уложенным пакетом), и другой каландровый валок размещается по другую сторону от уровня обработки (например, поверх уложенного пакета). Относительно ортогональной проекции через уровень обработки каландровые валки размещаются конгруэнтно друг другу. Это значит, что данные в каждом случае центры поверхностей контакта расположенных над и под уложенным пакетом каландровых валков размещаются в точности напротив друг друга на данных поверхностях уложенного пакета.
Ширина b уложенного пакета здесь подразумевает направление, перпендикулярное направлению перемещения уложенного пакета через каландровые валки.
В одном предпочтительном варианте исполнения соответствующего изобретению способа уложенный пакет в технологической стадии (b3) нагревается до заданной температуры в пределах периода времени от 5 мин до 60 мин, предпочтительно в пределах времени от 10 мин до 35 мин.
Один предпочтительный вариант исполнения соответствующего изобретению способа включает последующую после технологической стадии с2) технологическую стадию с3), причем краевая область уложенного пакета спрессовывается во втором каландровом блоке между по меньшей мере двумя дополнительными размещенными напротив друг друга каландровыми валками.
Ширина r краевой области, которая спрессовывается дополнительными каландровыми валками, преимущественно составляет по меньшей мере 1 см, предпочтительно от 1 см до 50% ширины b уложенного пакета, и в особенности предпочтительно от 2 см до 30% ширины b уложенного пакета. Ширина b уложенного пакета здесь определяется как ширина перпендикулярно направлению транспортирования уложенного пакета, то есть ортогонально направлению перемещения через соответствующее изобретению устройство.
Особо полезным является то, что слои пакета в краевой области особенно хорошо соединяются друг с другом. В частности, трапециевидные и/или слегка изогнутые уложенные пакеты могут иметь различную степень изгиба между кривизной несущей пластины и покровной пластины. Эта различная степень изгиба особенно велика в краевой области. В случае трапециевидных многослойных стекол различная степень изгиба особенно велика в краевой области нижней кромки, то есть, в краевой области более длинной стороны основания трапециевидного стекла, и обусловливает предрасположенность к включению воздушных пузырьков или помутнениям. Дополнительная стадия с3) приводит к особенно плотному соединению между несущей пластиной и покровной пластиной в этой критической области, и поэтому к особенно хорошему качеству стекла.
В альтернативном предпочтительном варианте исполнения соответствующего изобретению способа, в технологической стадии с2) уложенный пакет посредством одного или многих размещенных напротив друг друга каландровых валков первого каландрового блока подвергается спрессовыванию в краевой области при более высоком давлении прижима, нежели в остальной области. Для этого необходимо, чтобы каландровые валки по отдельности или в группах могли прилагать различные давления прижима. Это также приводит к особенно плотному соединению между несущей пластиной и покровной пластиной в этой, как разъяснено выше, критической краевой области многослойного стекла, и тем самым к особенно хорошему качеству стекла. Подразумевается, что этот вариант исполнения соответствующего изобретению способа также может предусматривать технологическую стадию с3), и тем самым качество многослойного стекла может быть еще больше улучшено.
В качестве несущей пластины и покровной пластины в принципе пригодны все электрически изолирующие подложки, которые в условиях изготовления и применения соответствующих изобретению многослойных стекол термически и химически стабильны, а также имеют размерную стабильность.
Несущая пластина и/или покровная пластина предпочтительно содержат стекло, в особенности предпочтительно листовое стекло, наиболее предпочтительно флоат-стекло, и, в частности, кварцевое стекло, боросиликатное стекло, известково-натриевое стекло, или состоят из них. Альтернативные несущие пластины и/или покровные пластины содержат предпочтительно прозрачные синтетические материалы, в особенности предпочтительно жесткие прозрачные синтетические материалы, и, в частности, полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, полистирол, полиамид, сложный полиэфир, поливинилхлорид, и/или их смеси, или состоят из них. Подразумевается, что также одна из пластин содержит стекло, и другая пластина содержит синтетический материал, или может состоять из них. Несущая и/или покровная пластина предпочтительно являются прозрачными, в частности, для применения стекла в качестве ветрового стекла или заднего стекла транспортного средства, или для других вариантов применения, в которых желательно высокое светопропускание. Под «прозрачным» в смысле изобретения тогда понимается стекло, которое имеет коэффициент светопропускания в видимой области спектра свыше 70%. Но для стекол, которые не находятся в существенном для дорожного движения поле зрения водителя, например, для стекол крыши, коэффициент светопропускания может быть также значительно более низким, например, более 5%.
Толщина несущей и/или покровной пластины может варьировать в широких пределах, и тем самым приспосабливается исключительно к требованиям конкретной ситуации. Предпочтительно применяются стандартные толщины от 1,0 мм до 25 мм, предпочтительно от 1,4 мм до 2,5 мм для стекол транспортных средств, и предпочтительно от 4 мм до 25 мм для мебели, приборов и строений, в частности, для электрических нагревательных элементов. Величина стекла может варьировать в широких пределах, и выбирается сообразно размерам для соответствующего изобретению применения. Несущая и по обстоятельствам покровная пластина имеют, например, в автомобилестроении и строительной области, обычные площади от 200 см2 до 20 м2.
Многослойное стекло может иметь произвольную трехмерную форму. Трехмерная форма предпочтительно не имеет затененных зон, так что она, например, может быть снабжена покрытием с помощью катодного распыления. Несущие пластины предпочтительно являются плоскими или слегка или сильно изогнутыми по одному направлению или по многим направлениям в пространстве. В частности, используются плоские несущие пластины. Стекла могут быть бесцветными или окрашенными.
Несущие и/или покровные пластины соединены друг с другом по меньшей мере одним промежуточным слоем. Промежуточный слой предпочтительно является прозрачным. Промежуточный слой предпочтительно содержит по меньшей мере один синтетический материал, предпочтительно поливинилбутираль (PVB), этиленвинилацетат (EVA) и/или полиэтилентерефталат (PET). Но промежуточный слой также может содержать, например, полиуретан (PU), полипропилен (PP), полиакрилат, полиэтилен (PE), поликарбонат (PC), полиметилметакрилат, поливинилхлорид, полиацетатную смолу, литьевую смолу, акрилаты, фторированные этилен-пропиленовые сополимеры, поливинилфторид и/или этилен-тетрафторэтиленовый сополимер, или их сополимеры или смеси.
Промежуточный слой может быть сформирован одной или также многими размещенными друг над другом пленками, причем толщина пленки предпочтительно составляет от 0,025 мм до 1 мм, как правило, 0,38 мм или 0,76 мм. То есть промежуточный слой в каждом случае может быть сформирован из одной или из многочисленных пленок. При этом предпочтительными являются по меньшей мере три размещенных друг поверх друга пленки, в частности, поливинилбутиральных пленки, с попеременно различающимися пластичностью или гибкостью, как это известно, например, из патентных документов EP 0763420 A1 или EP 0844075 A1.
Промежуточные слои предпочтительно могут быть термопластичными, и после наслоения несущей пластины, покровной пластины и возможных дополнительных промежуточных слоев склеиваются между собой.
Соответствующий изобретению способ особенно пригоден для обработки промежуточных слоев из одной или многих поливинилбутиральных пленок. При этом поверхность поливинилбутиральной пленки может быть тисненой, или иметь любую шероховатость. В особенности предпочтительны поливинилбутиральные пленки с шероховатостью Rz от 15 мкм до 90 мкм. Здесь Rz определяется как усредненная глубина шероховатости, то есть, сумма высоты самых больших выступов профиля и глубины самых больших впадин профиля в пределах отдельного измерительного участка Ir.
В одном предпочтительном варианте исполнения соответствующего изобретению способа в качестве промежуточного слоя применяется поливинилбутиральная пленка с влагосодержанием, превышающим или равным 0,35 вес.%, в расчете на массу пленки, предпочтительно с влагосодержанием, превышающим или равным 0,4 вес.%, и в особенности предпочтительно с влагосодержанием, превышающим или равным 0,45 вес.%. В частности, поливинилбутиральные пленки не содержат силаны.
Тем самым соответствующий изобретению способ пригоден для использования в стандартной промышленной PVB-пленке с влагосодержанием ≥0,4 вес.%, и без специального содержащего силан активатора склеивания. Подобные пленки являются особенно экономически выгодными и хорошо пригодными для промышленной переработки. В отличие от способа согласно прототипу, в соответствующем изобретению способе не требуются никакие специальные согласованные со способом пленки. Соответствующий изобретению способ является универсально применимым, и может достигать особенно хороших результатов с указанными пленками.
Кроме того, уложенный пакет должен быть нагрет только до температуры максимально от 90°С до 115°С, и не до более высоких температур, как в прототипе. Соответствующий изобретению способ с использованием валков является особенно энергосберегающим. Соответствующий изобретению способ с комбинацией способа сравнительно холодного вакуумирования и особенно энергосберегающего способа с использованием валков в целом требует лишь мало энергии и является особенно экономичным.
В одном предпочтительном варианте исполнения изготовление многослойного стекла в целом осуществляется без применения автоклава. Поэтому соответствующий изобретению способ является особенно энергосберегающим и экономичным.
В одном предпочтительном варианте исполнения соответствующего изобретению способа во время проведения технологических стадий (b2)-(b5) непрерывно поддерживается пониженное давление в вакуумном кольце или в вакуумном мешке. Предпочтительно беспрерывно прилагается давление p, меньшее или равное 0,3 бар (0,03 МПа). Это в особенности действительно при использовании вакуумного кольца. По техническим соображениям может быть необходимым, чтобы вакуумный трубопровод на короткое время отделялся, в частности, при применении вакуумного мешка. Вакуумное кольцо и вакуумный мешок имеют клапаны, которые при отсоединении вакуумного трубопровода сохраняют вакуум в кольце или в мешке. Отсоединение может понадобиться, чтобы транспортировать уложенный пакет, в частности, с одной технологической позиции на следующую. Через неплотности в системе кольца/мешка-уложенного пакета и вследствие выделения газов из уложенного пакета давление может повышаться. Давление p даже во время фазы отсоединения предпочтительно остается меньшим или равным 0,8 бар (0,08 МПа), в особенности предпочтительно меньшим или равным 0,7 бар (0,07 МПа), и, в частности, меньшим или равным 0,6 бар (0,06 МПа). Оказалось, что кратковременное отсоединение и короткое повышение давления не ухудшает существенно результаты.
Дополнительный аспект изобретения включает устройство для осуществления способа, по меньшей мере включающее:
- транспортное устройство для проведения уложенного пакета через устройство вдоль направления транспортирования,
- вакуумную систему по меньшей мере с одним вакуумным кольцом или по меньшей мере одним вакуумным мешком для удаления воздуха из уложенного пакета в технологических стадиях b2) и b4),
- первую зону нагрева для нагревания уложенного пакета (1) в технологической стадии b3),
- вторую зону нагрева, которая размещена по направлению транспортирования позади первой зоны нагрева, для нагревания уложенного пакета в технологической стадии с1),
- систему каландровых валков, которая размещена по направлению транспортирования во второй зоне нагрева или позади нее, и включает первый каландровый блок по меньшей мере с двумя размещенными напротив друг друга каландровыми валками, для спрессовывания уложенного пакета в технологической стадии с2).
Как первая зона нагрева, так и вторая зона нагрева в каждом случае могут быть сформированы из одной зоны или многочисленных, размещенных последовательно по направлению транспортирования подзон нагрева. Подразумевается, что первая зона нагрева или совокупность первых подзон нагрева находится или, соответственно, находятся в области вакуумной системы. Кроме того, подразумевается, что вторая зона нагрева или совокупность вторых подзон нагрева находится или, соответственно, находятся в области системы каландровых валков.
Зоны нагрева могут действовать с использованием всех технически рациональных нагревательных устройств, например, с использованием одного или многих электрических радиационных нагревателей, например, из кварцевых стержней, с использованием других пригодных источников излучения, таких как микроволновые излучатели, с помощью конвекционных печей, печей с циркуляцией воздуха, или с использованием потоков горячего воздуха.
В одном предпочтительном варианте выполнения соответствующего изобретению устройства система каландровых валков включает второй каландровый блок для спрессовывания уложенного пакета в технологической стадии с3), причем второй каландровый блок размещается по направлению транспортирования уложенного пакета позади первого каландрового блока, и имеет по меньшей мере два размещенных напротив друг друга каландровых валка.
В одном предпочтительном варианте выполнения соответствующего изобретению устройства уложенный пакет в краевой области спрессовывается сильнее, чем в остальной области. Остальная область представляет собой область между краевыми областями. В одном предпочтительном соответствующем изобретению устройстве каландровые валки первого каландрового блока размещаются таким образом, что уложенный пакет в краевой области может сдавливаться с более высоким давлением прижима, чем в остальной срединной области. Для этого отдельные каландровые валки или также более крупные участки каландровых валков могут прилагать более высокие давления на определенные области уложенного пакета, например, с помощью гидравлической системы регулирования.
В одном дополнительном предпочтительном соответствующем изобретению устройстве каландровые валки второго каландрового блока выполнены так, что уложенный пакет может спрессовываться в краевой области с более высоким давлением прижима, чем в остальной, срединной области.
В одном дополнительном предпочтительном соответствующем изобретению устройстве каландровые валки второго каландрового блока размещены только в той области, в которой краевая область уложенного пакета проводится через второй каландровый блок. Подразумевается, что устройство с повышенным давлением прижима первого каландрового блока в краевой области уложенного пакета также может быть скомбинировано со вторым соответствующим изобретению каландровым блоком.
Один предпочтительный вариант выполнения соответствующего изобретению устройства имеет по меньшей мере один холодильный блок, предпочтительно вентилятор с радиатором или без него. Холодильный блок размещается по направлению транспортирования между первой зоной нагрева и второй зоной нагрева. Этим обеспечивается такое особенное преимущество, что уложенный пакет в технологической стадии b4) может быть быстро охлажден до требуемой температуры, что приводит к сокращению продолжительности обработки.
В одном предпочтительном варианте выполнения соответствующего изобретению устройства ролик каландрового валка имеет округлый сердечник, предпочтительно с полым профилем, в особенности предпочтительно со спицами или подкосами, или же со сплошным профилем. Сердечник предпочтительно содержит металл, такой как алюминий или высокосортная сталь, или состоит из него.
Сердечник предпочтительно имеет диаметр от 5 см до 30 см. В одном предпочтительном варианте выполнения размещенные напротив друг друга ролики каландровых валков имеют сердечники с различными диаметрами. Так, диаметры размещенных на одной стороне относительно уложенного пакета сердечников составляют от 5 см до 10 см, и диаметры размещенных на противоположной стороне относительно уложенного пакета сердечников составляют от 12 см до 30 см.
На рабочей поверхности сердечника размещается по меньшей мере одно эластомерное покрытие. Эластомерное покрытие предпочтительно имеет постоянную толщину слоя, в особенности предпочтительно толщину слоя от 5 мм до 30 мм, в частности, от 10 мм до 25 мм.
Ролик каландрового валка предпочтительно имеет ширину от 0,9 см до 20 см, предпочтительно от 1,8 см до 5 см. Эластомерное покрытие предпочтительно размещается по всей ширине ролика каландрового валка в форме оболочки. Но эластомерное покрытие также может состоять из двух или многих участков оболочки с соответственно меньшей шириной, которые кольцеобразно размещаются вокруг сердечника. Это является особенно благоприятным для равномерного распределения прижимающей нагрузки также на изогнутых уложенных пакетах.
Соответствующее изобретению эластомерное покрытие предпочтительно имеет твердость по Шору A от 40 до 90, согласно стандартам DIN EN ISO 868 и DIN ISO 7619-1. Подобные эластомерные покрытия в особенности пригодны для обеспечения хорошей передачи нагрузки от каландровых валков на поверхность уложенного пакета, без повреждения пластин уложенного пакета точечными перегрузками.
Подобные ролики каландровых валков первого каландрового блока прижимаются к поверхности уложенного пакета предпочтительно с давлением прижима от 100 Н до 1000 Н, предпочтительно от 200 Н до 950 Н.
Подобные ролики каландровых валков второго каландрового блока прижимаются к поверхности уложенного пакета предпочтительно с давлением прижима от 50 Н до 1000 Н, предпочтительно от 100 Н до 700 Н.
Еще один аспект изобретения включает применение соответствующего изобретению способа изготовления многослойного стекла для средств передвижения для перемещения по земле, по воздуху или по воде, в частности, в автомобилях, поездах, самолетах или судах, например, в качестве ветрового стекла, заднего стекла, бокового стекла и/или стекла крыши, для строений, в частности, во входной зоне, в оконном остеклении, на крыше или в области фасада, в качестве конструкционной детали в мебели и приборах.
Далее изобретение разъясняется более подробно с помощью чертежа и примеров осуществления. Чертеж представляет схематическое изображение, и выполнен не в масштабе. Чертеж никоим образом не ограничивает изобретение.
Как показано:
Фигура 1 представляет технологическую блок-схему одного варианта осуществления соответствующего изобретению способа,
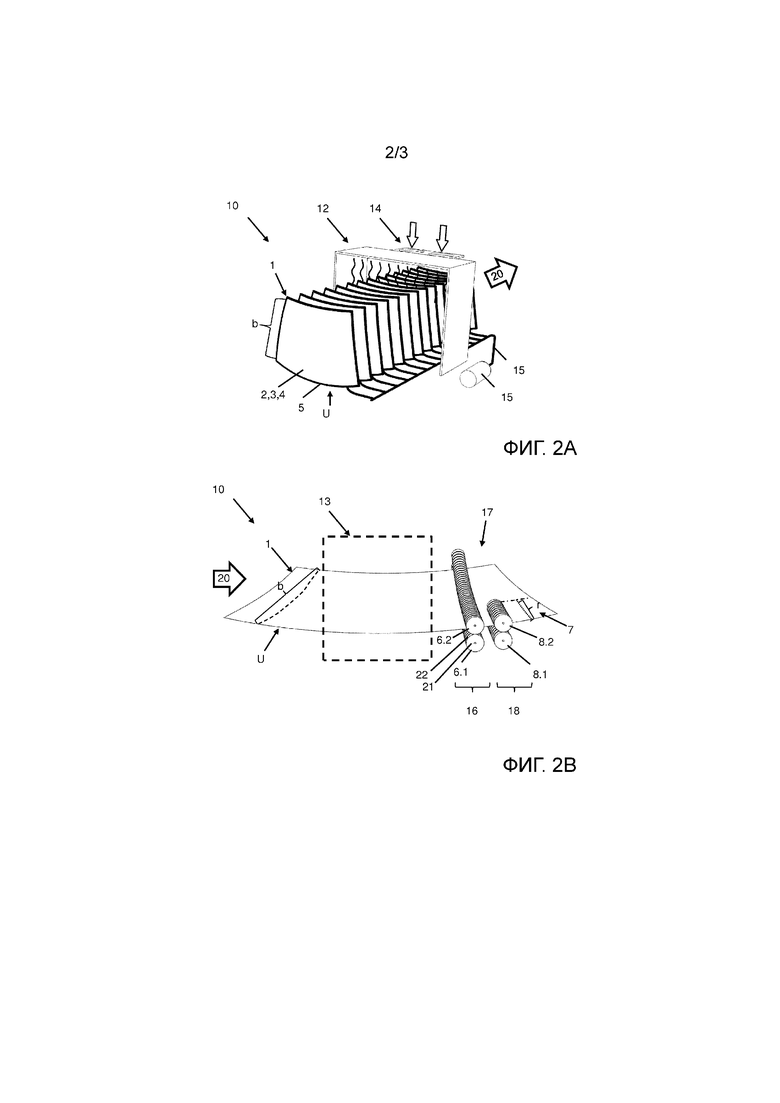
Фигура 2А представляет перспективное изображение одного участка соответствующего изобретению устройства,
Фигура 2В представляет перспективное изображение последующего участка соответствующего изобретению устройства, и
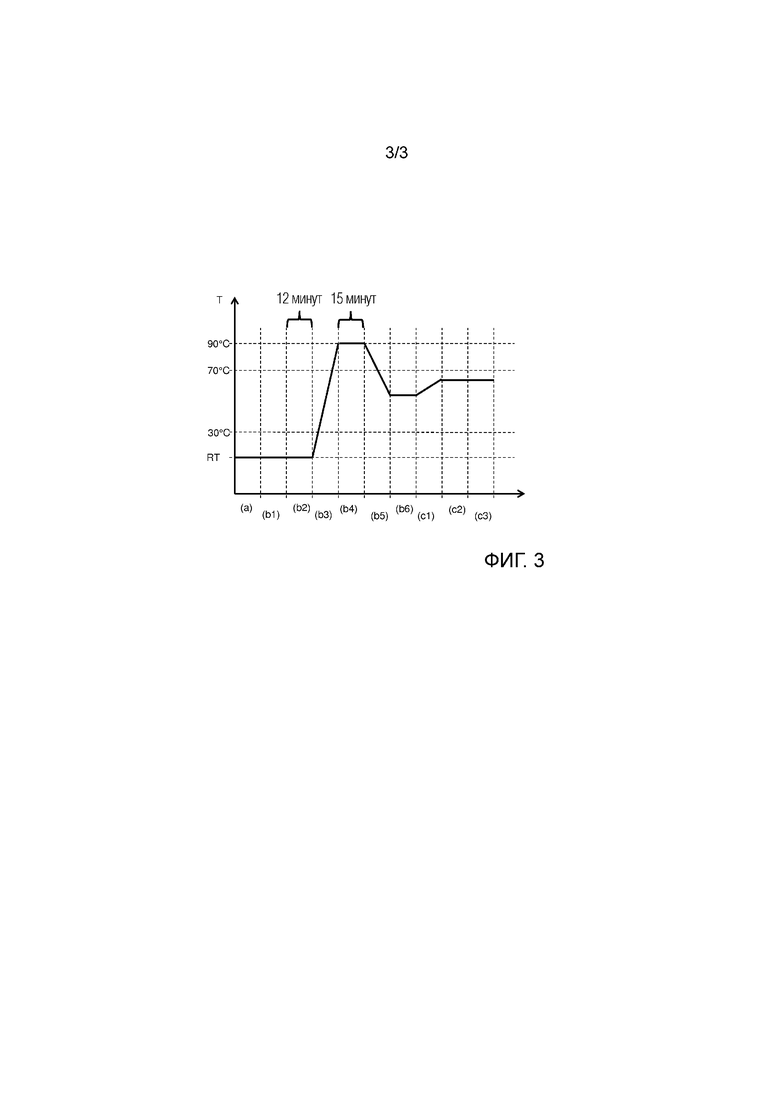
Фигура 3 представляет пример графика температурного режима.
Фигура 1 показывает технологическую блок-схему одного варианта осуществления соответствующего изобретению способа безавтоклавного ламинирования многослойного стекла.
Фигура 2А и Фигура 2В показывают в каждом случае перспективное изображение участка соответствующего изобретению устройства 10 для осуществления соответствующего изобретению способа. Части устройства 10 согласно участку из Фигуры 2В размещены, при рассматривании по направлению 20 транспортирования, позади частей устройства 10 согласно участку из Фигуры 2А.
В первой стадии а) соответствующего изобретению способа формируется уложенный пакет 1, например, из несущей пластины 2, промежуточного слоя 3 и покровной пластины 4. Изготавливаемое из уложенного пакета 1 безавтоклавным ламинированием многослойное стекло представляет собой, например, ветровое стекло легкового автомобиля.
Несущая пластина 2 и покровная пластина 4 в этом примере в каждом случае являются приблизительно трапециевидными, и имеют небольшую кривизну, как это обычно для современных ветровых стекол. Несущая пластина 2 и покровная пластина 4 в этом примере имеют одинаковые размеры и размещены друг над другом точно совпадающими между собой. Несущая пластина 2 и покровная пластина 4 имеют ширину, например, 0,9 м и длину по нижнему краю U, то есть на самой длинной стороне основания трапециевидных стекол, например, 1,5 м. Противоположная относительно нижнего края U кромка имеет длину, например, 1,2 м. Подразумевается, что при ламинировании многослойных стекол, например, боковых стекол или стекол крыши, могут применяться меньшие или бóльшие, а также треугольные со сложными выступами или прямоугольные несущие пластины 2 и покровные пластины 4.
Например, в отношении несущей пластины 2 предусматривается, что в смонтированном состоянии она должна быть обращенной к внутреннему пространству транспортного средства, тогда как покровная пластина 4 предполагается быть направленной наружу относительно внутреннего пространства транспортного средства. Несущая пластина 2 и покровная пластина 4 состоят, например, из известково-натриевого стекла. Толщина несущей пластины 2 составляет, например, 1,6 мм, и толщина покровной пластины 4 составляет 2,1 мм. Подразумевается, что несущая пластина 2 и покровная пластина 4, например, также могут быть сформированы с одинаковой толщиной. Промежуточный слой 3 представляет собой термопластичный промежуточный слой, и состоит, например, из поливинилбутираля (PVB). Он имеет толщину, например, от 0,76 мм до 0,86 мм.
В стадии b1) соответствующего изобретению способа вокруг наружных боковых краев уложенного пакета 1 укладывается вакуумное кольцо 5. Вакуумное кольцо 5 («зеленый шнур») состоит из устойчивого к пониженному давлению шланга, который имеет форму замкнутого кольца и на своей внутренней стороне имеет прорезь, в которую вставляется наружный боковой край уложенного пакета 1. Вакуумное кольцо 5 полностью охватывает боковые края и зазор между несущей пластиной 2 и покровной пластиной 4 и уплотняет их при вакуумировании. Вакуумное кольцо 5 через вакуумный шланг соединено с необязательным вакуумным компенсационным резервуаром и вакуумным насосом. Вакуумное кольцо 5, вакуумный шланг, по обстоятельствам вакуумный компенсационный резервуар и вакуумный насос составляют вакуумную систему 15. Например, вакуумный компенсационный резервуар имеет объем 1 м3. Вакуумный насос имеет, например, производительность подачи 300 м3/час и достигает максимального конечного давления 0,1 мбар (10 Па).
В Фигуре 2А представлены многочисленные уложенные пакеты 1 такого рода, в каждом случае из несущей пластины 2, промежуточного слоя 3 и покровной пластины 4, в каждом случае с установленным вакуумным кольцом 5. Уложенные пакеты размещаются в вертикальном положении и параллельно друг другу. Уложенные пакеты 1 устанавливаются в непоказанное транспортное устройство, которое транспортирует уложенные пакеты 1 через устройство вдоль направления 20 перемещения. Транспортное устройство представляет собой, например, ленточный транспортер с подходящими держателями для размещения уложенных пакетов 1. Вакуумное кольцо 5 и вакуумный шланг, который соединяет вакуумное кольцо 5 с вакуумным насосом, сформированы подвижными так, что они могут транспортироваться с уложенными пакетами 1 через устройство 10 с сохранением пониженного давления.
В последующей стадии b2) из уложенного пакета 1 откачивается воздух приложением пониженного давления, например, р=0,1 бар (0,01 МПа). Величины давления подразумевают абсолютное давление, то есть давление относительно абсолютного вакуума с р=0 бар. Удаление воздуха в этой технологической стадии производится при температуре Т уложенного пакета 1 между 0°С и 30°С, и, например, при комнатной температуре (RT) окружающей среды. Это выполняется на протяжении промежутка t времени, большего или равного 8 мин, и, например, 12 мин.
Фигура 3 показывает примерный график температурного режима во время проведения соответствующего изобретению способа. Горизонтальная ось подразделена на технологические стадии. Обе оси приведены не в масштабе.
Затем в стадии b3) уложенный пакет 1 перемещается с помощью транспортного устройства в первую зону 12 нагрева устройства 10. Первая зона 12 нагрева представляет собой, например, печь с циркуляцией воздуха, в которой уложенный пакет 1 нагревается потоком горячего воздуха. Уложенный пакет 1 нагревается там до температуры Т от 70°С до 115°C, и, например, до 90°С. При этом в вакуумном кольце непрерывно поддерживается пониженное давление р=0,1 бар (0,01 МПа). Подразумевается, что пониженное давление также может создаваться только периодически. Это имеет место особенно при применении способа с вакуумным мешком, в котором вакуумный мешок отсоединяется при транспортировании между многочисленными положениями вакуумной системы.
Затем в стадии b4) из уложенного пакета 1 удаляется воздух при температуре Т, например, 90°С, на протяжении промежутка t времени, большего или равного 8 мин, и, например, 15 мин. При этом в вакуумном кольце непрерывно поддерживается пониженное давление р=0,1 бар (0,01 МПа).
Затем в стадии b5) уложенный пакет 1 охлаждается до температуры Т менее 70°С, например, до температуры Т 50°С. При этом в вакуумном кольце непрерывно поддерживается пониженное давление р=0,1 бар (0,01 МПа). Охлаждение может быть ускорено с помощью холодильного блока 14, например, воздушным потоком вентилятора с использованием воздуха из окружающей устройство 10 среды.
Охлаждение при пониженном давлении является благоприятным, поскольку охлаждение без пониженного давления приводит к образованию пузырьков и помутнений в образованном позднее многослойном стекле.
Затем в стадии b6) всасывающее действие на вакуумное кольцо 5 прекращается, и создается давление окружающей среды, для чего в вакуумное кольцо 5 впускается воздух. После этого вакуумное кольцо 5 удаляется с уложенного пакета 1.
Затем уложенный пакет 1 в этом примере переводится из вертикального положения в горизонтальное, например, с помощью промышленного робота.
Фигура 2В показывает схематическое изображение уложенного пакета 1, второй зоны 13 нагрева и системы 17 каландровых валков. Здесь уложенный пакет 1 уложен горизонтально и размещен в продольном направлении, то есть, нижний край U ориентирован приблизительно параллельно направлению 20 транспортирования.
В стадии с1) уложенный пакет 1 с помощью транспортного устройства перемещается во вторую зону 13 нагрева. Вторая зона 13 нагрева представляет собой, например, печь, которая действует с использованием многочисленных электрических радиационных нагревателей из кварцевых стержней. Уложенный пакет 1 нагревается там до температуры Т от 40°С до 120°С, и, например, до 60°С.
Затем уложенный пакет 1 вводится в каландровую систему 17. Каландровая система 17 состоит по меньшей мере из одного первого каландрового блока 16. Первый каландровый блок 16 включает по меньшей мере два размещенных напротив друг друга каландровых валка 6.1, 6.2. В представленном примере первый каландровый блок 16 включает тридцать пять нижних каландровых роликов 6.1 и тридцать пять верхних каландровых роликов 6.2, которые в каждом случае размещены напротив друг друга. При этом уложенный пакет 1 проводится между нижними каландровыми роликами 6.1 и верхними каландровыми роликами 6.2 и спрессовывается ими.
Каландровые ролики 6.1, 6.2 в каждом случае имеют сердечник из сплошного профиля, который состоит из алюминия. Сердечник нижних каландровых роликов 6.1 имеет диаметр, например, 16 см, сердечник верхних каландровых роликов 6.2 имеет диаметр, например, 9 см. Рабочие поверхности каландровых роликов 6.1, 6.2 в каждом случае имеют эластомерное покрытие 22 с толщиной, например, 2 см, с твердостью по Шору А, например, 70. Ширина каландровых роликов 6.1, 6.2 составляет, например, 2,6 см. Каландровые ролики 6.1, 6.2 по всей своей ширине имеют эластомерное покрытие 22, причем эластомерное покрытие 22, например, посередине по направлению ширины, имеет кольцеобразную канавку с шириной, например, 0,2 см, так, что ширина поверхности контакта эластомерного покрытия 22 с уложенным пакетом 1 составляет дважды по 1,2 см.
В представленном примере каждый пятый нижний каландровый ролик 6.1 имеет привод, который продвигает уложенный пакет 1 со скоростью транспортного устройства. Подразумевается, что также большее или меньшее число каландровых роликов 6.1, 6.2, и, в частности, все каландровые ролики 6.1, 6.2 могут иметь привод. Другие нижние каландровые ролики 6.1 и верхние каландровые ролики 6.2 размещены вращающимися вокруг их центральной оси, и вращаются соответственно перемещению уложенного пакета 1.
Каждый каландровый ролик 6.1, 6.2 первого каландрового блока 16 предпочтительно соединен с пневмоцилиндром, с помощью которого каландровые ролики 6.1, 6.2 могут прилагать давление на уложенный пакет 1. Рабочее давление пневмоцилиндра составляет, например, от 2 бар до 8 бар (0,2-0,8 МПа). Давление прижима каландровых роликов 6.1, 6.2 на поверхности уложенного пакета 1 составляет, например, от 200 Н до 950 Н.
С использованием подобного устройства уже могли бы быть изготовлены многослойные стекла с превосходным качеством, без применения автоклава, и поэтому с экономией энергии и при более короткой продолжительности обработки.
В одном предпочтительном варианте выполнения соответствующего изобретению устройства пневмоцилиндры по отдельности, или соседние блоки из пневмоцилиндров по отдельности могут создавать нагрузки с различными давлениями. Благодаря этому можно, например, в одной краевой области r уложенного пакета 1 прилагать более высокое давление прижима на уложенный пакет 1, чем, например, в смежных областях уложенного пакета 1. Эта конфигурация имеет преимущество в улучшенном качестве краевой области изготовленного соответствующим изобретению способом многослойного стекла.
Показанная в Фигуре 2В каландровая система 17 имеет второй каландровый блок 18, который размещается по направлению транспортирования позади первого каландрового блока 16. Второй каландровый блок 18 состоит, например, из девяти пар каландровых роликов 8.1, 8.2, причем нижние каландровые ролики 8.1 в каждом случае размещаются напротив верхних каландровых роликов 8.2.
Каландровые ролики 8.1, 8.2 сформированы, например, соответственно каландровым роликам 6.1, 6.2. То есть, каландровые ролики 8.1, 8.2 имеют, например, в каждом случае сердечник 21 из сплошного профиля, который состоит из алюминия. Сердечник 21 нижних каландровых роликов 8.1 имеет диаметр, например, 16 см, сердечник верхних каландровых роликов 8.2 имеет диаметр, например, 9 см. Рабочие поверхности каландровых роликов 8.1, 8.2 в каждом случае имеют эластомерное покрытие 22 с толщиной, например, 2 см, с твердостью по Шору А, например, 70. Ширина каландровых роликов 8.1, 8.2 составляет, например, 2,6 см. Каландровые ролики 8.1, 8.2 по всей своей ширине имеют эластомерное покрытие 22, причем эластомерное покрытие 22, например, посередине по направлению ширины, имеет кольцеобразную канавку с шириной, например, 0,2 см, так, что ширина поверхности контакта эластомерного покрытия 22 с уложенным пакетом 1 составляет дважды по 1,2 см.
Каждый каландровый ролик 8.1, 8.2 второго каландрового блока 18 предпочтительно соединен с пневмоцилиндром, с помощью которого каландровые ролики 8.1, 8.2 могут прилагать давление на уложенный пакет 1. Рабочее давление пневмоцилиндра составляет, например, от 1 бар до 6 бар (0,1-0,6 МПа). Давление прижима каландровых роликов 8.1, 8.2 на поверхности уложенного пакета 1 составляет, например, от 50 Н до 700 Н.
В одном предпочтительном варианте осуществления соответствующего изобретению способа уложенный пакет 1 после спрессовывания в первом каландровом блоке 16 по всей своей площади в технологической стадии с2) пропускается между каландровыми роликами 8.1, 8.2 второго каландрового блока 18 в следующей технологической стадии с3). Второй каландровый блок 18 теперь спрессовывает заданную краевую область 7 по ширине r, например, 20 см вдоль нижнего края уложенного пакета 1. Краевая область 7 вдоль нижнего края уложенного пакета 1 и, соответственно, сформированного тем самым многослойного стекла при способе согласно прототипу часто имеет помутнения и воздушные включения. Посредством технологической стадии с3) эти воздушные включения и помутнения могут быть эффективно устранены.
Это было непредсказуемым и неожиданным для авторов настоящего изобретения.
Дополнительный аспект изобретения включает способ безавтоклавного ламинирования многослойного стекла, причем
(а) уложенный пакет (1) изготавливается из несущей пластины (2), по меньшей мере одного промежуточного слоя (3) и покровной пластины (4),
(b1) вокруг уложенного пакета (1) накладывается вакуумное кольцо (5) или вакуумный мешок,
(b2) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, и при температуре Т от 0°С до 30°С удаляется воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b3) уложенный пакет (1) при пониженном давлении р, меньшем или равном 0,3 бар (0,03 МПа), нагревается до температуры Т от 70°С до 115°С,
(b4) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, удаляется воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b5) уложенный пакет (1) охлаждается до температуры Т менее 70°С,
(b6) вакуумное кольцо (5) или вакуумный мешок заполняется воздухом и удаляется,
(с1) уложенный пакет (1) нагревается до температуры Т от 40°С до 120°С,
(с2) уложенный пакет (1) спрессовывается между по меньшей мере двумя размещенными напротив друг друга каландровыми роликами (6.1, 6.2) первого каландрового блока (16) по всей ширине b уложенного пакета (1).
Дополнительный аспект изобретения включает способ безавтоклавного ламинирования многослойного стекла, причем
(а) уложенный пакет (1) изготавливается из несущей пластины (2), по меньшей мере одного промежуточного слоя (3) и покровной пластины (4),
(b1) вокруг уложенного пакета (1) накладывается вакуумное кольцо (5) или вакуумный мешок,
(b2) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, и при температуре Т от 0°С до 30°С удаляется воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b3) уложенный пакет (1) при пониженном давлении р, меньшем или равном 0,3 бар (0,03 МПа), нагревается до температуры Т от 70°С до 115°С,
(b4) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, удаляется воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b5) уложенный пакет (1) охлаждается до температуры Т менее 70°С,
(b6) вакуумное кольцо (5) или вакуумный мешок заполняется воздухом и удаляется,
(с1) уложенный пакет (1) нагревается до температуры Т от 40°С до 120°С,
(с2) уложенный пакет (1) спрессовывается между по меньшей мере двумя размещенными напротив друг друга каландровыми роликами (6.1, 6.2) первого каландрового блока (16) по всей ширине b уложенного пакета (1), и каландровые ролики (6.1, 6.2) первого каландрового блока (16) спрессовывают уложенный пакет (1) в краевой области (7) с более высоким давлением прижима, чем в остальной области.
Дополнительный аспект изобретения включает способ безавтоклавного ламинирования многослойного стекла, причем
(а) уложенный пакет (1) изготавливается из несущей пластины (2), по меньшей мере одного промежуточного слоя (3) и покровной пластины (4),
(b1) вокруг уложенного пакета (1) накладывается вакуумное кольцо (5) или вакуумный мешок,
(b2) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, и при температуре Т от 0°С до 30°С удаляется воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b3) уложенный пакет (1) при пониженном давлении р, меньшем или равном 0,3 бар (0,03 МПа), нагревается до температуры Т от 70°С до 115°С,
(b4) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, удаляется воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b5) уложенный пакет (1) охлаждается до температуры Т менее 70°С,
(b6) вакуумное кольцо (5) или вакуумный мешок заполняется воздухом и удаляется,
(с1) уложенный пакет (1) нагревается до температуры Т от 40°С до 120°С,
(с2) уложенный пакет (1) спрессовывается между по меньшей мере двумя размещенными напротив друг друга каландровыми роликами (6.1, 6.2) первого каландрового блока (16) по всей ширине b уложенного пакета (1), и
(с3) краевая область (7) уложенного пакета (1) спрессовывается между по меньшей мере двумя дополнительными размещенными напротив друг друга каландровыми роликами (8.1, 8.2) второго каландрового блока (18).
Список условных обозначений:
1 уложенный пакет
2 несущая пластина
3 промежуточный слой
4 покровная пластина
5 вакуумное кольцо
6.1, 6.2 каландровые ролики
7 краевая область
8.1, 8.2 каландровые ролики
10 устройство
12 первая зона нагрева
13 вторая зона нагрева
14 холодильный блок
15 вакуумная система
16 первый каландровый блок
17 система каландровых валков
18 второй каландровый блок
20 направление транспортирования
21 сердечник
22 эластомерное покрытие
b ширина уложенного пакета 1
r ширина краевой области 7
U нижний край уложенного пакета 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ОКОННОГО СТЕКЛА С МНОГОСЛОЙНЫМ СТЕКЛОМ С РАСШИРЕННЫМ ЕМКОСТНЫМ КОММУТАЦИОННЫМ УЧАСТКОМ | 2017 |
|
RU2727797C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ЛИСТА И СЛОИСТЫЙ ЛИСТ | 2019 |
|
RU2761027C1 |
| СПОСОБ НАСЛАИВАНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ОСТЕКЛЕНИЯ | 2017 |
|
RU2715849C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА С ПОЛЯРИЗАЦИОННО-СЕЛЕКТИВНЫМ ПОКРЫТИЕМ | 2019 |
|
RU2759685C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 2018 |
|
RU2745956C1 |
| ДЕКОРАТИВНАЯ ПАНЕЛЬ С МНОГОСЛОЙНОЙ ПЛАСТИКОВОЙ НЕСУЩЕЙ ПЛАСТИНОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2747008C1 |
| МНОГОСЛОЙНАЯ ПЛАСТИКОВАЯ НЕСУЩАЯ ПЛАСТИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2747150C1 |
| МНОГОСЛОЙНОЕ ОКОННОЕ СТЕКЛО СО СКВОЗНЫМ ОТВЕРСТИЕМ СО СКОШЕННЫМИ КРОМКАМИ | 2018 |
|
RU2744441C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО С ЭЛЕКТРИЧЕСКИ ПЕРЕКЛЮЧАЕМЫМ ФУНКЦИОНАЛЬНЫМ ЭЛЕМЕНТОМ В ТЕРМОПЛАСТИЧНОМ ПРОМЕЖУТОЧНОМ СЛОЕ | 2019 |
|
RU2761244C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГНУТОГО МНОГОСЛОЙНОГО ОКОННОГО СТЕКЛА, СОДЕРЖАЩЕГО ТОНКИЙ СТЕКЛЯННЫЙ ЛИСТ | 2017 |
|
RU2720685C1 |
Изобретение относится к способу безавтоклавного ламинирования многослойного стекла. Согласно способу: (а) получают уложенный пакет (1) из несущей пластины (2), по меньшей мере одного промежуточного слоя (3) и покровной пластины (4), (b1) вокруг уложенного пакета (1) накладывается вакуумное кольцо (5) или вакуумный мешок, (b2) из уложенного пакета (1) в течение промежутка времени t≥8 мин и при температуре Т от 0°С до 30°С удаляется воздух приложением пониженного давления р≤0,3 бар (0,03 МПа) к вакуумному кольцу (5) или к вакуумному мешку, (b3) уложенный пакет (1) нагревается до температуры Т от 70°С до 115°С, (b4) из уложенного пакета (1) в течение промежутка t времени t≥8 мин удаляется воздух приложением пониженного давления р≤0,3 бар (0,03 МПа) к вакуумному кольцу (5) или к вакуумному мешку, (b5) уложенный пакет (1) охлаждается до температуры Т<70°С, (b6) вакуумное кольцо (5) или вакуумный мешок заполняется воздухом и удаляется, (с1) уложенный пакет (1) нагревается до температуры Т от 40°С до 120°С, (с2) уложенный пакет (1) спрессовывается между по меньшей мере двумя размещенными напротив друг друга каландровыми роликами (6.1, 6.2) первого каландрового блока (16) по всей ширине b уложенного пакета (1). Изобретение обеспечивает создание усовершенствованного способа безавтоклавного ламинирования многослойного стекла, который обеспечивает возможность экономичного изготовления многослойных стекол высокого качества. 2 н. и 13 з.п. ф-лы, 3 ил.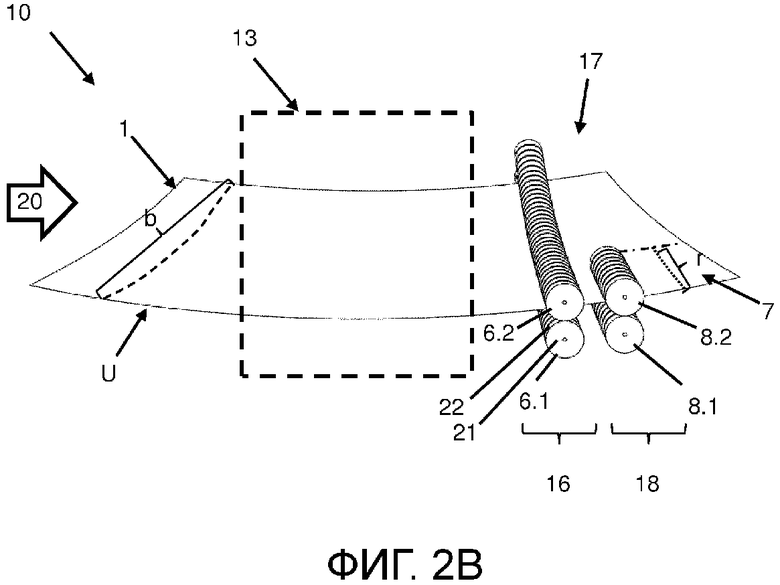
1. Способ безавтоклавного ламинирования многослойного стекла, причем
(а) получают уложенный пакет (1) из несущей пластины (2), по меньшей мере одного промежуточного слоя (3) и покровной пластины (4),
(b1) вокруг уложенного пакета (1) накладывают вакуумное кольцо (5) или вакуумный мешок,
(b2) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, и при температуре Т от 0°С до 30°С удаляют воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b3) уложенный пакет (1) при пониженном давлении р, меньшем или равном 0,3 бар (0,03 МПа), нагревают до температуры Т от 70°С до 115°С,
(b4) из уложенного пакета (1) в течение промежутка t времени, большего или равного 8 мин, удаляют воздух приложением пониженного давления р, меньшего или равного 0,3 бар (0,03 МПа), к вакуумному кольцу (5) или к вакуумному мешку,
(b5) уложенный пакет (1) охлаждают до температуры Т менее 70°С,
(b6) вакуумное кольцо (5) или вакуумный мешок заполняют воздухом и удаляют,
(с1) уложенный пакет (1) нагревают до температуры Т от 40°С до 120°С,
(с2) уложенный пакет (1) спрессовывают между по меньшей мере двумя размещенными напротив друг друга каландровыми роликами (6.1, 6.2) первого каландрового блока (16) по всей ширине b уложенного пакета (1), причем
- каландровыми роликами (6.1, 6.2) первого каландрового блока (16) спрессовывают уложенный пакет (1) в краевой области (7) с более высоким давлением прижима, чем в остальной области, и/или
- в следующей технологической стадии (с3) краевую область (7) уложенного пакета (1) спрессовывают между по меньшей мере двумя дополнительными размещенными напротив друг друга каландровыми роликами (8.1, 8.2) второго каландрового блока (18).
2. Способ по п. 1, причем краевая область (7) имеет ширину r по меньшей мере 1 см, и предпочтительно от 2 см до 30% ширины b уложенного пакета (1).
3. Способ по п. 1 или 2, причем в качестве промежуточного слоя (3) используют поливинилбутиральную пленку с влагосодержанием, бóльшим или равным 0,35 вес.%, предпочтительно бóльшим или равным 0,4 вес.%, в расчете на массу пленки, и/или не содержащую силан поливинилбутиральную пленку.
4. Способ по одному из пп. 1-3, причем в качестве промежуточного слоя (3) применяют по меньшей мере одну пленку из поливинилбутираля (PVB), предпочтительно по меньшей мере три размещенных друг на друге пленки из поливинилбутираля с попеременно различающимися пластичностью или гибкостью.
5. Способ по одному из пп. 1-4, причем для несущей пластины (2) и/или покровной пластины (4) применяют стекло, предпочтительно листовое стекло, наиболее предпочтительно флоат-стекло, в частности известково-натриевое стекло, кварцевое стекло или боросиликатное стекло, или полимеры, предпочтительно полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, и/или их смеси.
6. Способ по одному из пп. 1-5, причем давление прижима каландровых роликов (6.1, 6.2) первого каландрового блока (16) на поверхность уложенного пакета (1) составляет от 100 Н до 1000 Н, и предпочтительно от 200 Н до 950 Н, и/или причем давление прижима каландровых роликов (8.1, 8.2) второго каландрового блока (18) на поверхность уложенного пакета (1) составляет от 50 Н до 1000 Н, и предпочтительно от 100 Н до 700 Н.
7. Способ по одному из пп. 1-6, причем изготовление многослойного стекла в целом осуществляют без применения автоклава.
8. Устройство (10) для осуществления способа по одному из пп. 1-7, по меньшей мере включающее:
- транспортное устройство для проведения уложенного пакета (1) через устройство (10) вдоль направления (20) транспортирования,
- вакуумную систему (15) по меньшей мере с одним вакуумным кольцом (5) или по меньшей мере одним вакуумным мешком для удаления воздуха из уложенного пакета (1) в технологических стадиях b2) и b4),
- первую зону (12) нагрева для нагревания уложенного пакета (1) в технологической стадии b3),
- вторую зону (13) нагрева, которая размещена по направлению (20) транспортирования позади первой зоны (12) нагрева, для нагревания уложенного пакета (1) в технологической стадии с1),
- систему (17) каландровых валков, которая размещена по направлению (20) транспортирования во второй зоне (13) нагрева или позади нее, и включает первый каландровый блок (16) по меньшей мере с двумя размещенными напротив друг друга каландровыми валками (6.1, 6,2), для спрессовывания уложенного пакета (1) в технологической стадии с2).
9. Устройство (10) по п. 8, причем система (17) каландровых валков включает второй каландровый блок (18) для спрессовывания уложенного пакета (1) в технологической стадии с3), который размещен по направлению (20) транспортирования уложенного пакета (1) позади первого каландрового блока (16), и который имеет по меньшей мере два размещенных напротив друг друга каландрового валка (8.1, 8,2).
10. Устройство (10) по п. 8 или 9, причем между первой зоной (12) нагрева и второй зоной (13) нагрева по направлению (20) транспортирования размещен холодильный блок (14), предпочтительно вентилятор, для охлаждения уложенного пакета (1) в технологической стадии b4).
11. Устройство (10) по одному из пп. 8-10, причем каландровый ролик (6.1, 6.2, 8.1, 8.2) имеет округлый сердечник (21), предпочтительно из полого профиля или сплошного профиля, и предпочтительно из металла, и в частности из алюминия или высокосортной стали, и на рабочей поверхности сердечника (21) размещено эластомерное покрытие (22).
12. Устройство (10) по п. 11, причем сердечник (21) каландрового ролика (6.1, 6.2, 8.1, 8.2) имеет диаметр от 5 см до 30 см и ширину от 0,9 см до 20 см.
13. Устройство (10) по п. 11 или 12, причем эластомерное покрытие (22) имеет толщину слоя от 5 мм до 30 мм, и предпочтительно от 10 мм до 25 мм.
14. Устройство (10) по одному из пп. 11-13, причем эластомерное покрытие (22) имеет твердость по Шору А от 40 до 90 согласно стандартам DIN EN ISO 868 и DIN ISO 7619-1.
15. Устройство (10) по одному из пп. 8-14, причем каландровые ролики (6.1, 6.2, 8.1, 8.2) выполнены таким образом, что уложенный пакет (1) в краевой области (7) спрессовывается с более высоким давлением прижима, чем в остальной области.
| DE 19643404 A1, 23.04.1998 | |||
| US 2009126859 A1, 21.05.2009 | |||
| US 2003148114 A1, 07.08.2003 | |||
| Способ получения водорода | 1969 |
|
SU331648A1 |

