Объектом настоящей патентной заявки являются способ и система для изготовления стержнеобразных изделий, используемых в табачной промышленности.
Объект относится к продукции и полуфабрикатам табачной промышленности. Продукция табачной промышленности, например сигареты и фильтрующие стержни, а также полуфабрикаты, например части сигарет и фильтрующих стержней, определяются как стержнеобразные изделия или стержнеобразная продукция. Их изготавливают или обрабатывают посредством конвейерных технологий или барабанных технологий. Для обеих технологий, готовую продукцию изготавливают путем нарезки бесконечного стержня, сформированного оберточной бумагой, причем бесконечный стержень состоит из различных видов табачных и фильтрующих материалов, а также некоторых других материалов. Такой стержень разрезают на отдельные изделия, которые подают для выполнения последующих этапов процесса изготовления. Что касается конвейерной технологии, составные части соединяют друг с другом на ленточном транспортере. Однако в случае барабанной технологии составные части, например фильтрующие стержни, соединяют друг с другом на барабанном конвейере и далее заворачивают в оберточную бумагу. Независимо от используемой технологии, стержнеобразные изделия проходят проверку, во время которой проверяют параметры качества изготовленных стержнеобразных изделий, для того, чтобы отбраковать дефектные изделия из производственного процесса.
Из уровня техники известны документы, раскрывающие различные системы для выполнения проверки качества изготовленных стержнеобразных изделий. Патент US 4212541 A раскрывает производственную систему, предназначенную для изготовления многосегментных стержней, снабженную измерительным модулем и системой для отбраковки дефектной продукции.
Производители проверяют множество различных параметров, определяющих качество изделий, причем для различных изделий могут проверять различные параметры. Для фильтрующих стержней, изготавливаемых из одного вида фильтрующего материала, параметрами качества являются диаметр, длина, однородность материалов и отсутствие посторонних включений. В случае, когда фильтрующие стержни изготавливают из однородного материала, в который вводят капсулы (например с ароматическим веществом), дополнительно будут проверять следующие параметры: наличие капсул в надлежащем месте, размер капсулы, качество капсулы, расстояние до капсулы от конца стержня, расстояние между отдельными капсулами, а также центральное положение капсулы в поперечном сечении стержня. В случае многосегментных стержней, содержащих различные сегменты, ключевыми будут следующие параметры качества: длина отдельных сегментов, расстояние между отдельными сегментами и, если сегменты содержат капсулы, то дополнительно положение капсул в сегментах вдоль оси, а также, например, поперечное сечение сегментов. Во время изготовления стержнеобразных изделий проверяют по меньшей мере несколько параметров качества, причем измерения параметров выполняют на разной скорости для всего диапазона эффективности производственных установок. При проведении измерений имеется несколько ключевых моментов. Самым главным моментом является выполнение измерений на большой скорости работы производственной установки. При скорости бесконечного стержня порядка 500 м/мин повышается вероятность проведения неточных измерений. С ростом динамичности процесса повышается вероятность возникновения помех при измерении. Время измерения является очень коротким, и вероятность влияния случайных факторов, не принимаемых во внимание системой управления и приводящих к ошибкам измерения, повышается. Для обеспечения высокой эффективности измерительного модуля, измерения определенных параметров осуществляют посредством нескольких датчиков, и измерения для каждого датчика сравнивают друг с другом или усредняют. В альтернативном варианте, один параметр может быть измерен посредством нескольких датчиков, измеряющих один и тот же параметр на основе различных принципов измерения, а затем результаты сравнивают друг с другом. Параметры качества имеют заданные диапазоны, в пределах которых должны попадать значения измеренного параметра. Система управления получает результаты всех измерений и принимает решение об отбраковке изделия, если фактическое значение какого-либо из параметров не попадает в необходимый диапазон допустимых значений параметра. В табачной промышленности производители требуют отбраковывать только такие изделия, параметры качества которых на самом деле попадают за пределы допустимых предельных значений параметров, т.е. за пределы допусков по параметру. Наиболее серьезная проблема при проведении измерений заключается в том, что часть параметров лежит вблизи предельных значений диапазона параметра. Измерение значения параметра посредством измерительного модуля определяется точностью измерительного датчика. По этой причине, непосредственная близость измеренного значения к допустимому пределу параметра повышает вероятность неточной классификации изделия. Низкая точность измерения приводит к вероятности того, что измерение как для хороших, так и для дефектных изделий может давать одинаковый результат. В случае проведения измерения одного параметра посредством двух или трех датчиков, и при наличии расхождения результатов, т.е. когда некоторые из датчиков указывают, что измеренное изделие удовлетворяет требованиям в отношении качества, тогда как остальные датчики указывают, что измеренное изделие не удовлетворяет требованиям в отношении качества, имеется вероятность неточной классификации изделия. При стремлении исключить все потенциально дефектные изделия из производства, все изделия, параметры которых не могут быть четко определены, могут быть отбракованы. Тем не менее, существует потребность производителей в системе, которая будет отбраковывать из производства только дефектные изделия и которая не будет отбраковывать изделия, имеющие надлежащие параметры качества.
Объектом изобретения является способ изготовления стержнеобразных изделий, в котором стержнеобразные изделия изготавливают на установке для изготовления стержнеобразных изделий или стержнеобразные изделия подают от подающего устройства, осуществляют измерение с первой точностью измерения на первом измерительном модуле для измерения по меньшей мере одного параметра качества изготовленных стержнеобразных изделий, причем указанный параметр качества имеет заданный диапазон допустимых значений параметра, и поток стержнеобразных изделий разделяют на первый поток, содержащий стержнеобразные изделия, для которых указанный параметр качества попадает в пределы диапазона допустимых значений параметра, и второй поток стержнеобразных изделий, для которых по меньшей мере один из указанных параметров качества не попадает в пределы диапазона допустимых значений параметра, при этом первый поток перемещают как выходной поток системы изготовления стержнеобразных изделий посредством первого перемещающего устройства. Способ согласно изобретению отличается тем, что второй поток стержнеобразных изделий перемещают через трассу повторной проверки качества на измерительном конвейере, и осуществляют повторное измерение на втором измерительном модуле с второй точностью измерения, более высокой, чем первая точность измерения первого измерительного модуля, причем проверенное стержнеобразное изделие перемещают посредством второго перемещающего устройства к выходному потоку стержнеобразных изделий на первом перемещающем устройстве, если результат повторной проверки указанного параметра качества для отдельного стержнеобразного изделия попадает в пределы диапазона допустимых значений указанного параметра.
Преимущество такого способа согласно настоящему изобретению заключается в том, что все изготовленные качественные стержнеобразные изделия по результатам дополнительной проверки передают на следующий этап производства, и они не образуют отходы производства.
Способ согласно настоящему изобретению отличается тем, что стержнеобразные изделия изготавливают путем образования бесконечного стержня и разрезания бесконечного стержня на отдельные стержнеобразные изделия, причем по меньшей мере один параметр качества бесконечного стержня измеряют до разрезания, причем соответствующий параметр качества присваивают отдельному стержнеобразному изделию на основе результатов измерений для бесконечного стержня.
Способ согласно настоящему изобретению отличается тем, что изделие, для которого указанное значение по меньшей мере одного параметра качества близко к предельному значению диапазона допустимых значений указанного параметра, направляют для повторной проверки для верификации значений измеренного параметра.
Способ согласно настоящему изобретению отличается тем, что разность между измеренным значением указанного параметра и предельным значением диапазона допустимых значений указанного параметра равна или меньше, чем точность измерения.
Изделия, которые имеют параметры качества, лежащие вблизи предельных допустимых значений, и которые оказываются качественными изделиями, присоединяют непосредственно к выходному потоку изготовленных изделий сразу после измерения, при этом не требуется их накапливания для того, чтобы впоследствии вводить их отдельно в дальнейшие этапы изготовления.
Способ согласно настоящему изобретению отличается тем, что изделие, имеющее указанный по меньшей мере один параметр качества, попадающий в пределы диапазона допустимых значений указанного параметра, направляют для повторной проверки для верификации правильности измерения.
Способ согласно настоящему изобретению обеспечивает возможность верификации фактических значений параметров качества, вызывающих отбраковку изделия, и обеспечивает возможность верификации надлежащей работы системы управления.
Способ согласно настоящему изобретению отличается тем, что поток стержнеобразных изделий перемещают на по меньшей мере одном барабанном конвейере.
Способ согласно настоящему изобретению отличается тем, что измерение посредством первого измерительного модуля осуществляют на по меньшей мере одном барабанном конвейере.
Способ согласно настоящему изобретению отличается тем, что выходной поток представляет собой массовый поток.
Способ согласно настоящему изобретению отличается тем, что повторное измерение указанного по меньшей мере одного параметра качества осуществляют при более низкой скорости перемещения изделия, чем скорость перемещения во время первого измерения.
Объектом изобретения является также система для изготовления стержнеобразных изделий, содержащая установку для изготовления стержнеобразных изделий или подающее устройство для подачи стержнеобразных изделий, первый измерительный модуль для измерения по меньшей мере одного параметра качества изготовленных стержнеобразных изделий, осуществляющий измерение с первой точностью измерения, причем указанный параметр качества имеет заданный диапазон допустимых значений параметра, устройство для разделения потока стержнеобразных изделий на первый поток, содержащий стержнеобразные изделия, для которых указанный по меньшей мере один параметр качества попадает в пределы диапазона допустимых значений параметра, и на второй поток стержнеобразных изделий, для которых указанный по меньшей мере один параметр качества не попадает в пределы диапазона допустимых значений параметра, и первое перемещающее устройство, принимающее первый поток стержнеобразных изделий и передающее этот поток как выходной поток производственной системы стержнеобразных изделий. Система отличается тем, что она дополнительно снабжена устройством для повторной проверки указанного параметра качества, содержащим измерительный конвейер, принимающий второй поток стержнеобразных изделий, и второй измерительный модуль, осуществляющий повторное измерение указанного параметра качества стержнеобразного изделия с второй точностью измерения, более высокой, чем первая точность измерения первого измерительного модуля, причем устройство для повторной проверки указанного параметра качества является частью трассы повторной проверки качества, а также вторым перемещающим устройством, передающим проверенное стержнеобразное изделие к выходному потоку Стержнеобразных изделий на первом перемещающем устройстве, когда результат повторной проверки указанного по меньшей мере одного параметра качества для определенного стержнеобразного изделия попадает в пределы диапазона допустимых значений указанного параметра.
Система согласно настоящему изобретению отличается тем, что установка для изготовления стержнеобразных изделий представляет собой установку для изготовления стержнеобразных изделий путем образования бесконечного стержня, причем установка снабжена режущей головкой для разрезания бесконечного стержня на отдельные стержнеобразные изделия, причем первый измерительный модуль осуществляет измерение указанного по меньшей мере одного параметра качества бесконечного стержня с первой точностью измерения, при этом указанный соответствующий параметр качества присваивается отдельному стержнеобразному изделию на основе результатов измерений для бесконечного стержня.
Система согласно настоящему изобретению отличается тем, что выходной поток представляет собой массовый поток.
Система согласно настоящему изобретению отличается тем, что первый измерительный модуль проводит измерения изделий, перемещаемых на по меньшей мере одном барабанном конвейере.
Система согласно настоящему изобретению отличается тем, что устройство для повторной проверки параметра выполнено с возможностью осуществления повторного измерения указанного по меньшей мере одного параметра качества при более низкой скорости перемещения изделия, чем скорость перемещения во время первого измерения.
Система отличается своей простотой и может быть легко объединена с существующими системами изготовления.
Система и способ обеспечивают возможность анализа параметров качества изделий, которые являются либо дефектными, либо хорошими, либо имеют параметры, значение которых близко к предельному значению допустимого диапазона. Система согласно настоящему изобретению обеспечивает возможность анализа того, как распределены отклонения параметров качества стержнеобразных изделий, изготавливаемых на определенных установках.
Объект изобретения представлен в предпочтительных вариантах осуществления на чертежах, на которых:
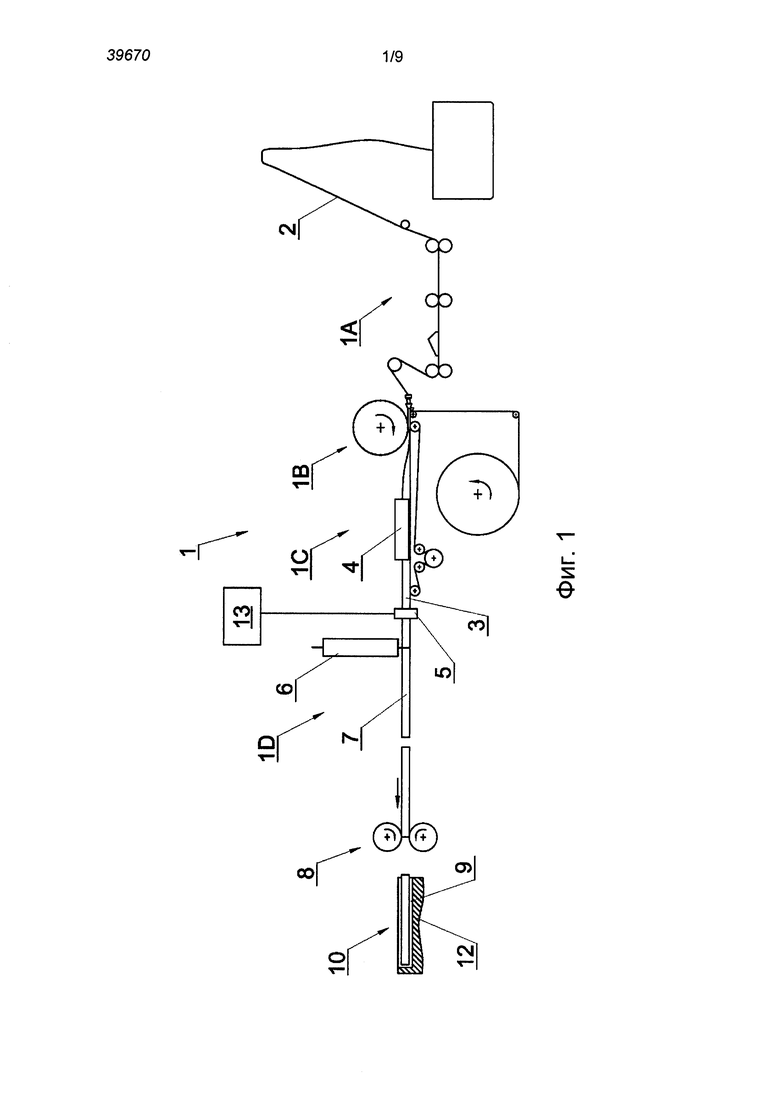
- на фиг. 1 показан вид производственной установки (компоненты системы представлены без соблюдения масштаба);
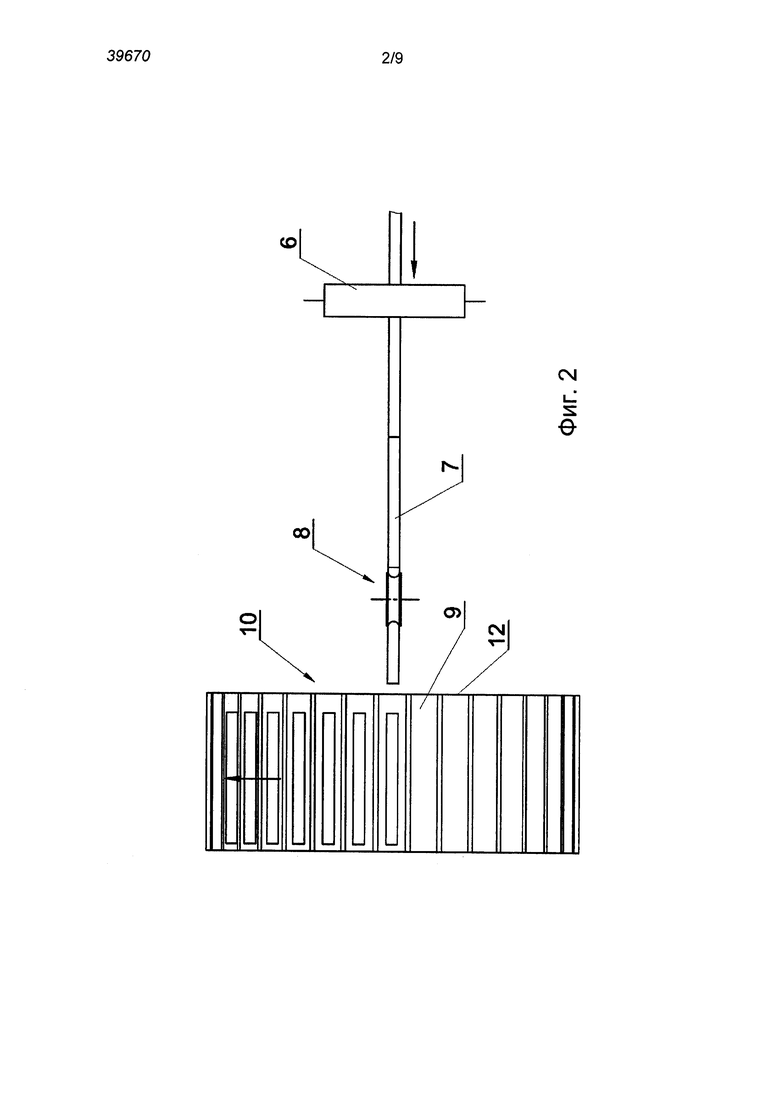
- на фиг. 2 показан фрагмент производственной установки, показанной на фиг. 1, и фрагмент приемного устройства;
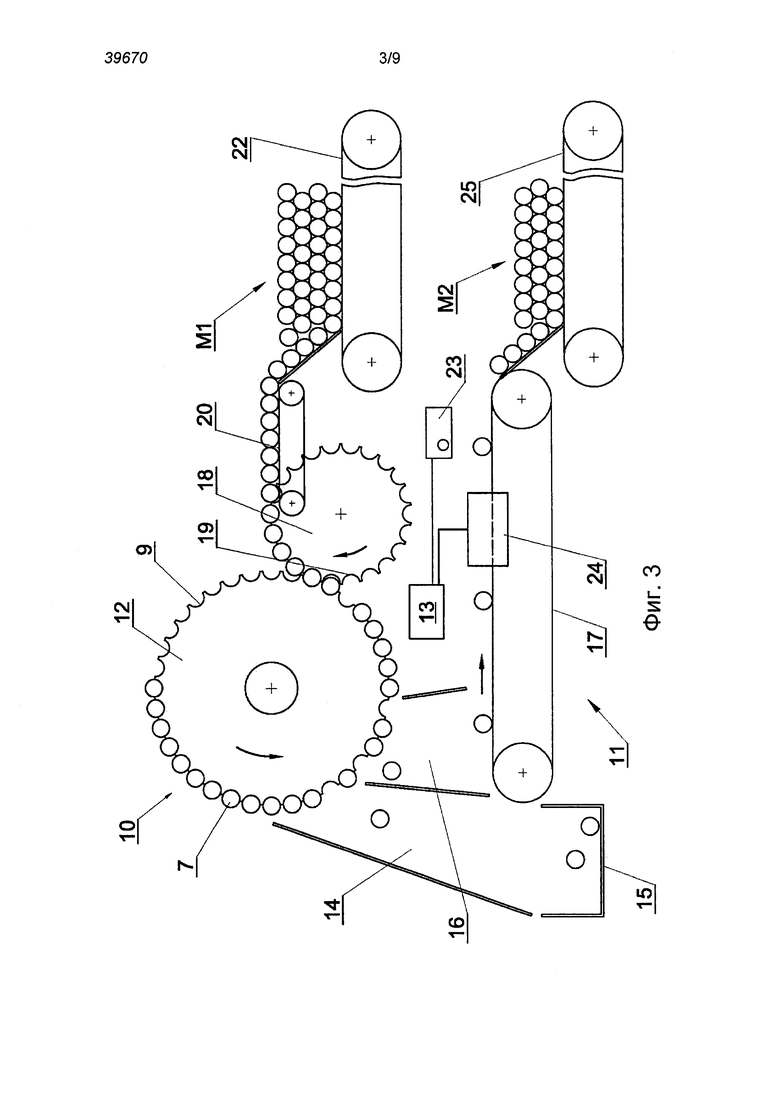
- на фиг. 3 показан фрагмент производственной системы стержнеобразных изделий в ее первом варианте осуществления;
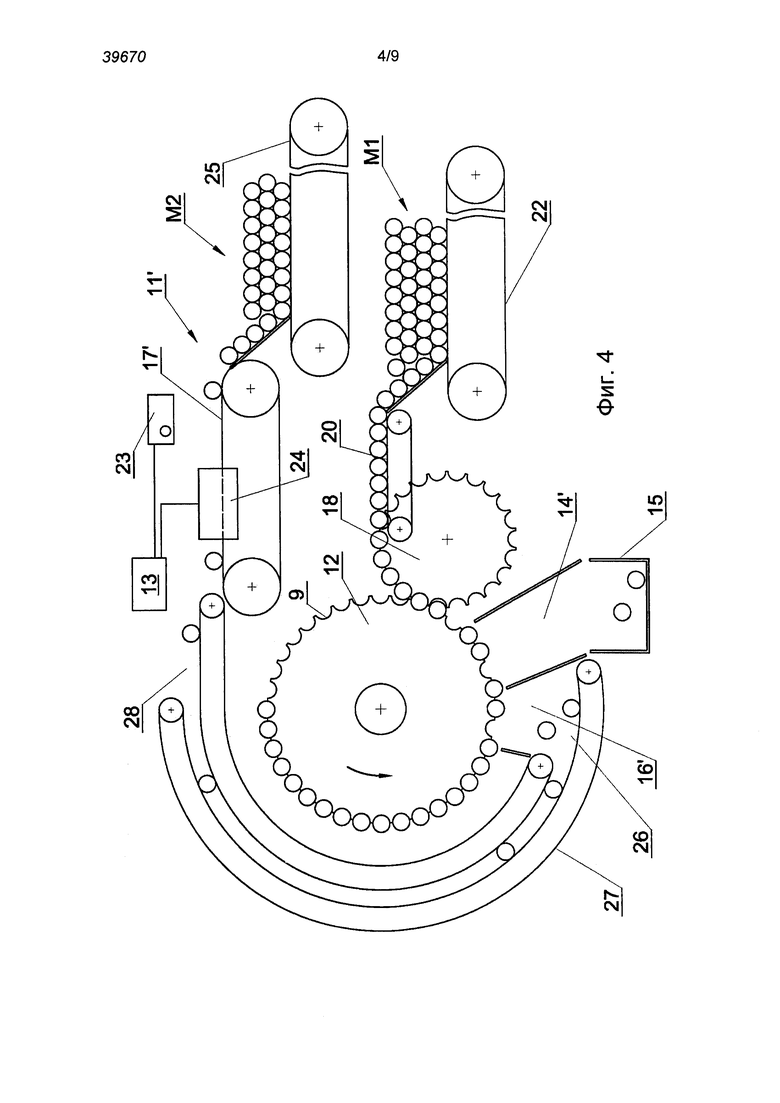
- на фиг. 4 показан фрагмент производственной системы стержнеобразных изделий в ее втором варианте осуществления;
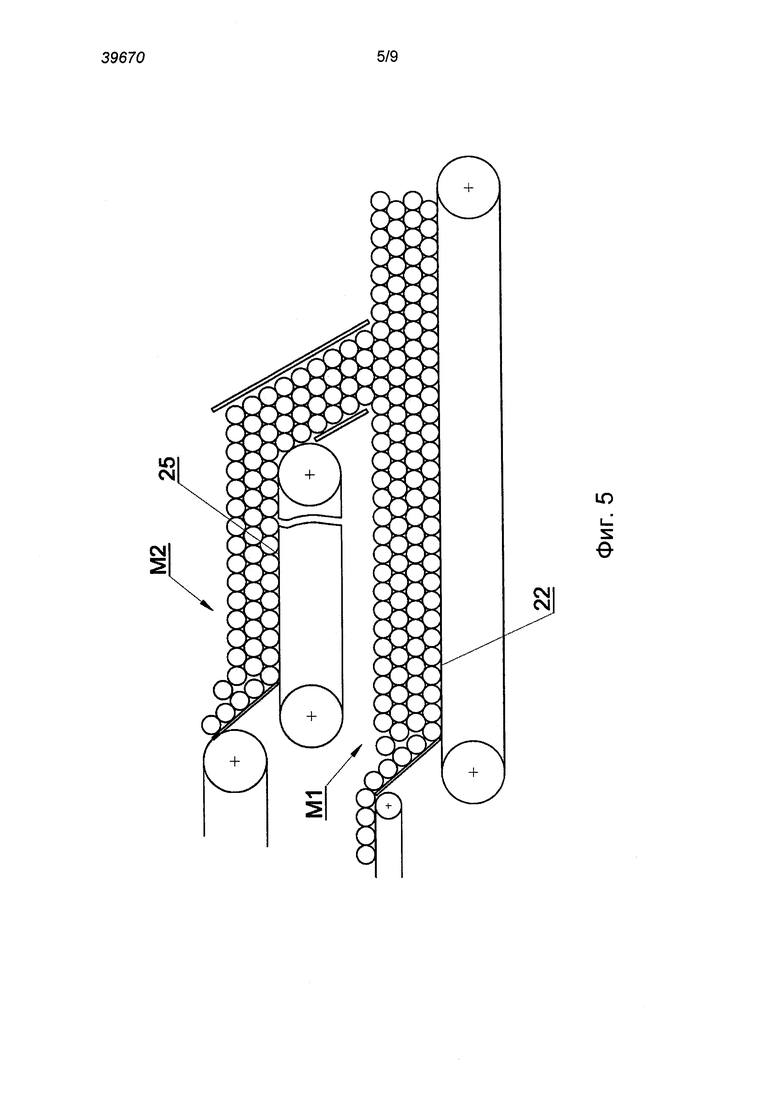
- на фиг. 5 показан соединительный модуль массового потока;
- на фиг. 6 показан фрагмент производственной системы стержнеобразных изделий в ее третьем варианте осуществления;
- на фиг. 7 и 8 показан вариант выполнения стержнеобразного изделия - стержня с капсулами;
- на фиг. 9 и 10 показаны кривые сигналов от датчика для бесконечного стержня с капсулами;
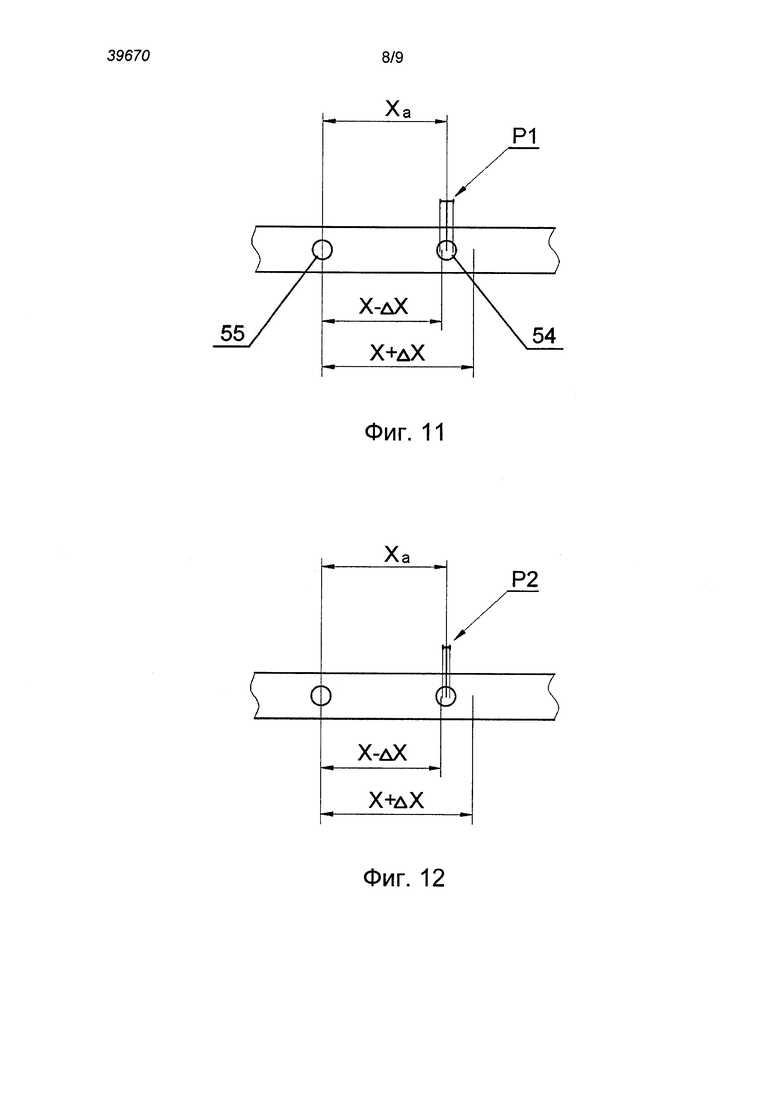
- на фиг. 11 показан вариант результата измерения посредством первого измерительного модуля;
- на фиг. 12 показан вариант результата измерения посредством второго измерительного модуля;
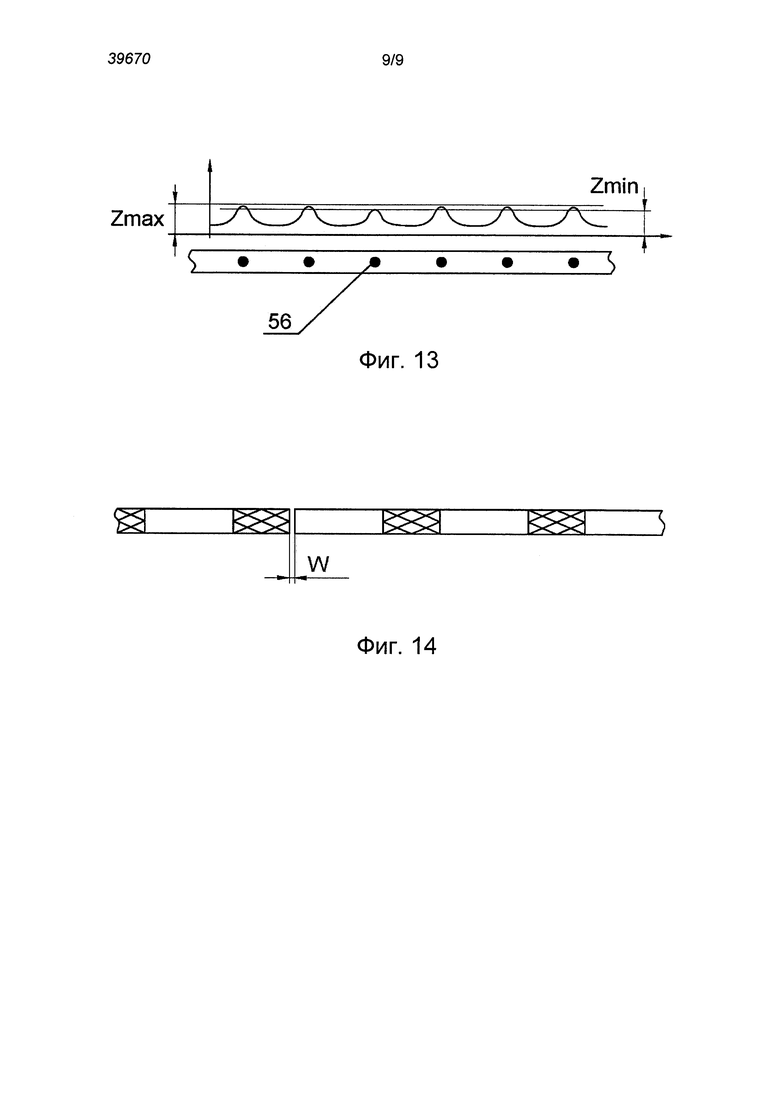
- на фиг. 13 показаны кривые сигнала от датчика для бесконечного стержня с капсулами;
- на фиг. 14 показан многосегментный бесконечный стержень.
Производственная установка 1, показанная на фиг. 1, используется для изготовления стержнеобразных изделий в форме фильтрующих стержней из фильтрующего материала 2, причем в стержень помещают капсулы с ароматическим веществом. Установка 1, входящая в состав системы для изготовления изделий, содержит подающий модуль 1А, подающий фильтрующий материал, например ацетатное волокно, элемент 1В, в котором в фильтровальный материал 2 помещают капсулы, формирующий модуль 1С, в котором формируют бесконечный стержень 3, и элемент 1D, в котором отрезают отдельные фильтрующие стержни 7. Формирование бесконечного стержня 3 осуществляют в формирующем модуле 4. Сформированный стержень 3 перемещают через первый измерительный модуль 5. Измерительный модуль 5 осуществляет измерения параметров качества бесконечного стержня 3. Измерительный модуль 5 может быть снабжен датчиками различных видов, например, оптическими, микроволновыми, ультразвуковыми, рентгеновскими и другими датчиками. Измерительный модуль 5 является первым измерительным модулем и осуществляет измерение по меньшей мере одного параметра с заданной точностью измерения. Сигналы от определенных датчиков или выходные сигналы от измерительного модуля 5 передают в систему 13 управления, при этом каждому элементу стержня присваивают измеренные параметры качества, которые временно сохраняют в измерительном модуле или памяти системы управления. Бесконечный стержень 3 перемещают в продольном направлении и разрезают посредством режущей головки 6, в общем случае посредством режущего устройства, на отдельные стержни 7. В то же время, система управления временно сохраняет в модуле памяти значения по меньшей мере одного параметра качества, присвоенные отдельным стержням 7 на основании результатов измерений, выполненных ранее посредством измерительного модуля 5. Обычно изготовленные стержни описывают набором параметров качества. Каждый отрезаемый стержень 7 ускоряют посредством ускоряющего модуля 8 и перемещают к первому приемному устройству 10, и в этом случае помещают в желобок 9 барабанного конвейера 12 (фиг. 1, фиг. 2). Барабанный конвейер 12 взаимодействует с барабанным конвейером 18, показанном на фиг. 3, на который передают стержни 7. На барабанном конвейере 18 стержни 7 перемещают в желобках 19. Барабанный конвейер 18 взаимодействует с ленточным конвейером 20, вместе с которым перемещают стержни 7 с образованием массового потока М1 на конвейере 22. Стержни 7 перемещают на конвейере 22 на последующий этап производства. Массовый поток М1 образует первый поток изготовленных стержней, причем первый поток содержит стержни 7, для которых указанный по меньшей мере один измеренный параметр качества попадает в пределы диапазона допустимых значений параметра. Первый поток образует выходной поток системы изготовления стержнеобразных изделий, перемещаемых из системы посредством первого перемещающего устройства, образованного в данном варианте осуществления посредством конвейера 22. Второй поток стержней образован путем отделения стержней, для которых указанный по меньшей мере один измеренный параметр качества не попадает в пределы диапазона допустимых значений параметра. Барабанный конвейер 12 снабжен не изображенными соплами для подачи сжатого воздуха, выполненными с возможностью отбраковки соответствующих стержней 7, отмеченных системой 13 управления, из желобков 9 во время перемещения на барабанном конвейере 12. Отбраковку могут осуществлять на другом взаимодействующем барабанном конвейере, посредством которого стержни 7 передают внутри установки. Стержни 7, определенные как дефектные в результате измерения, могут отправлять по каналу 14 в контейнер 15 (фиг. 3). Стержни 7, которые должны пройти повторную проверку качества, направляют в виде второго потока на трассу повторной проверки качества. Для этого стержни 7 выбрасывают по каналу 16 на измерительный конвейер 17, который является частью трассы 11 повторной проверки качества. На трассе повторной проверки качества на измерительном конвейере 17 осуществляют повторную проверку параметров качества изготовленных стержнеобразных изделий - стержней 7, посредством второго измерительного модуля 24. Дефектные изделия, хорошие изделия и изделия, для которых значение параметра качества является близким к предельному значению диапазона допустимых значений параметра, могут претерпевать повторную проверку. Стержнеобразные изделия 7, размещенные на конвейере 17, передают через второй измерительный модуль 24, осуществляющий измерение параметра с второй точностью измерения, более высокой, чем первая точность измерения первого измерительного модуля. Параметры качества изделия 7 могут проверять при более низкой скорости, чем скорость в случае первого измерительного модуля 5, и измерения могут осуществлять посредством тех же самых датчиков или датчиков, работающих по тому же самому принципу, или посредством датчиков, отличных от применяемых в первом измерительном модуле 5. Параметры качества могут проверять посредством датчиков более высокой точности. Сигналы измерения второго измерительного модуля 24 передают на систему 13 управления. В зависимости от сигналов, полученных от второго измерительного модуля, система 13 управления может разрешать перемещение проверенных стержней 7, удовлетворяющих требованиям качества, на конвейер 25, на котором стержни передают в виде второго потока в форме массового потока М2. В то же время конвейер 25 представляет собой второе перемещающее устройство для перемещения второго потока в форме массового потока М2, после повторной проверки, к выходному потоку системы изготовления стержней на первом перемещающем устройстве в форме конвейера 22. Система управления обеспечивает возможность отбраковки проверенного стержня 7 из второго потока. Если в результате измерения, осуществляемого посредством второго измерительного модуля, проверенное изделие 7 оказывается дефектным, его выкидывают из конвейера 17 посредством отбраковывающего устройства, например, выполненного в виде сопла 23 для подачи сжатого воздуха, а если проверенное изделие оказывается хорошим, его оставляют на конвейере 17 и обеспечивают его присоединение к массовому потоку М2. Массовый поток М2 может быть соединен с массовым потоком М1 любым известным специалисту в области техники образом. Дефектные стержни 7 могут выбрасывать в контейнер 15, причем стержни, значение по меньшей мере одного параметра качества для которых близко к предельному значению диапазона допустимых значений параметра, направляют на трассу повторной проверки качества, причем можно направить все стержни, параметр качества которых не попадает в пределы диапазона параметра значения, на второй поток, перемещаемый через трассу повторной проверки качества. Затем дефектные изделия будут направлены по каналу 16 на измерительный конвейер 17, будут измерены их параметры качества, а затем их будут выбрасывать с измеряющего транспортера 17. Производственная система согласно настоящему изобретению обеспечивает повторную проверку качества дефектных или потенциально дефектных изделий, а также возможность эпизодической проверки изделий, параметры качества которых были определены первым измерительным модулем как корректные. Их направляют на измерительный конвейер и, после проведения и записи измерения, объединяют с массовым потоком М2, а затем массовым потоком М1 выходного потока производственной системы стержнеобразных изделий.
На фиг. 4 показан фрагмент второго варианта осуществления производственной системы стержнеобразных изделий. Система содержит производственную установку, например, как в первом варианте осуществления изобретения. Соответствующие стержни 7 подают на желобки 9 барабанного конвейера 12. Стержни, имеющие параметры качества, удовлетворяющие необходимым требованиям в отношении качества, перемещают в виде первого потока (выходного потока) на конвейере 22. Дефектные стержни 7 могут выбрасывать по каналу 14' в контейнер 15. Стержни, направляемые на трассу повторной проверки качества, выбрасывают по каналу 16' во впускное отверстие 26 конвейера 27. Также возможно направить все стержни, для которых по меньшей мере один параметр качества не попадает в пределы диапазона допустимых значений параметра, в форме второго потока по каналу 16'. Конвейер 27 выстроен в форме искривленного или кругового конвейера и перемещает стержни 7 на барабанный конвейер 12. Из выходного отверстия 28 стержни 7 подают на трассу 11' повторной проверки. Аналогично первому варианту осуществления изобретения, измерительный модуль 24 осуществляет повторное измерение параметров качества. Стержни, параметры качества которых соответствуют ожидаемым, т.е. попадают внутрь допустимого диапазона параметров значения, направляют на массовый поток М2 на конвейере 25, где массовый поток М2 соединяют с массовым потоком М1 на конвейере 22, на котором стержни 7 удовлетворяют условиям качества, и доставляют посредством барабанного конвейера 18 и ленточного конвейера 20. На фиг. 5 показан вариант осуществления модуля, соединяющего второй поток стержней в форме массового потока М2 с первым потоком стержней в форме массового потока М1. В зависимости от фактических положений определенных перемещающих модулей производственной системы, модуль, соединяющий массовый поток М2 с М1, может быть выполнен в любом виде, он может быть снабжен датчиками, контролирующими поток, а также буферными резервуарами.
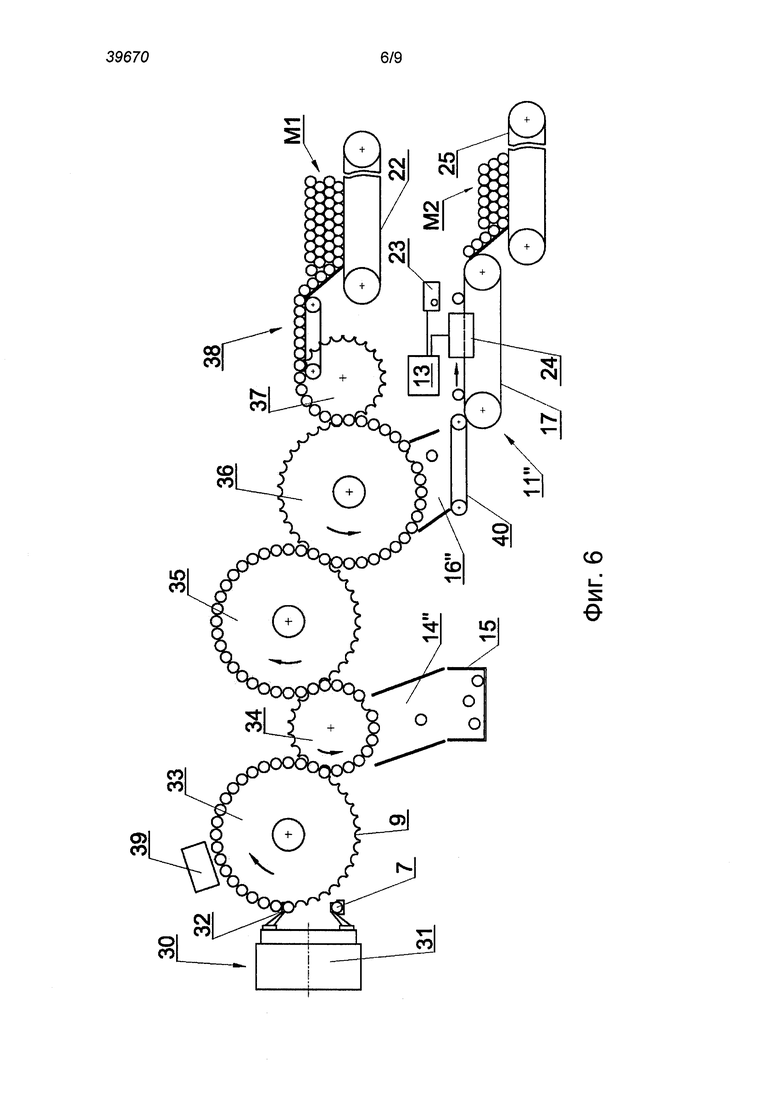
На фиг. 6 показан третий вариант осуществления производственной системы стержнеобразных изделий. Показанный подающий модуль 31 образует часть установки 30 для изготовления стержней 7. Подающий модуль 31 снабжен вакуумными захватами 32, осуществляющими движение по эллиптической траектории и перемещающими стержни 7 на желобки 9 барабанного конвейера 33. Стержни перемещают через последовательные барабанные конвейеры 34, 35, 36, 37, на которых могут осуществлять различные операции, в желобках 9 могут быть размещены дополнительные стержни, стержни могут отрезать, и стержни могут заворачивать в оберточную бумагу. Производственные установки могут содержать еще больше барабанных конвейеров, предназначенных для выполнения различных процессов, осуществляемых со стержнеобразными изделиями. Изготовленные стержнеобразные изделия разделяют на два потока. В первом потоке перемещают изделия, имеющие параметры качества, удовлетворяющие установленным требованиям и полученные приемным устройством 38, при этом выходной поток образован в форме массового потока М1. Данный вариант осуществления системы снабжен измерительным модулем 39 для измерения параметров качества стержнеобразных изделий 7. В случае определения дефектного изделия, не удовлетворяющего требованиям в отношении качества, такое изделие отбраковывают из барабана 34 по каналу 14" в контейнер 15. Повторную проверку стержнеобразных изделий осуществляют аналогично первому и второму вариант осуществления. Изделия 7 подают на трассу 11" повторной проверки качества посредством приемного устройства в форме конвейера 40. Образованный второй поток подсоединен к выходному потоку аналогично случаю упомянутых выше вариантов осуществления изобретения.
На фиг. 7 показан пример стержнеобразного изделия в форме фильтрующего стержня, в котором в фильтрующий материал помещены четыре капсулы. Такой стержень будут разрезать на последующем этапе производства на четыре равные части, которые будут прикреплять к табачным стержням для изготовления сигарет с фильтром. Части такого стержня могут также использовать для изготовления многосегментных фильтрующих стержней, которые будут затем разрезать на части и прикреплять к табачным стержням для изготовления многосегментных сигарет с фильтром. Во время процесса изготовления проверяют различные параметры качества стержней. Параметром качества может быть диаметр стержня, длина стержня или положение капсул вдоль и поперечно оси стержня. Параметром качества может быть расстояние Y от центра первой капсулы до конца стержня. На фиг. 7 показано минимальное допустимое расстояние Y-ΔY и максимальное допустимое расстояние Y+ΔY от центра капсулы до конца стержня, причем удвоенное значение промежутка ΔY образует область допустимых значений расстояния от капсулы до конца стержня. Аналогичным образом, на фиг. 8 показан параметр, представляющий собой расстоянием X между соседними капсулами в стержне. Минимальное допустимое значение этого параметра составляет X-ΔХ, а максимальное допустимое значение этого параметра составляет Х+ΔХ. Параметром качества может также быть длина стержня. На фиг. 9 показана кривая сигнала от микроволнового датчика, обеспечивающего возможность проверки наличия капсулы, качества, заполнения и положения капсулы в бесконечном стержне, причем это представление относится к ситуации, когда капсулы распределены в номинальных положениях вдоль стержня, имеют сферическую форму и не повреждены. На фиг. 10 показан бесконечный стержень, в котором капсула 50 не является сферической, а имеет удлиненную, круглую форму и размещена в ненадлежащем положении. От сигнала, полученного от микроволнового датчика для этой капсулы, образуется кривая, отличная от кривых для остальных капсул. Расстояние определяется посредством измерительного модуля следующим образом: расстояние между капсулой 50 и капсулой 51, соседней слева, составляет Х2, причем расстояние между капсулой 50 и капсулой 52 справа составляет Х3. Может случиться, что расстояние Х2 является близким к допустимому значению Х+ΔХ и меньше этого предельного значения, а дополнительное измерение посредством оптического датчика покажет, что расстояние Х2 превышает допустимое значение Х+ΔХ параметра. Затем стержень, на котором капсулы распределены таким образом, направляют на повторное измерение для верификации измерения. Даже если микроволновый датчик и оптические датчик измеряют одинаковый результат, близкий к предельному значению параметра, стержень, на котором капсулы распределены таким образом, должен пройти повторную проверку, поскольку профиль самого сигнала может указывать на то, что капсула либо немного деформирована, либо она повреждена, и ароматизированное вещество подтекает, что должно быть определено однозначно, и стержень должен быть либо отбракован, либо пропущен на дальнейшие этапы изготовления. Повторное измерение осуществляют с более высокой точностью измерения, например посредством тех же самых датчиков, но при более низкой скорости перемещения стержней, что позволяет исключить ошибки, вызываемые случайными перебоями, возникающими на большой скорости перемещения стержня во время измерения. В альтернативном варианте повторное измерение могут осуществлять посредством датчиков, имеющих более высокую точность измерения. На фиг. 11 и 12 показана дополнительная капсула 54, размещенная на расстоянии Ха от соседней капсулы 55. Предельное минимальное и максимальное расстояние от центра капсулы 54 до центра капсулы 55 определяется значениями Х-ΔХ и Х+ΔХ соответственно, причем в одном из вариантов осуществления можно полагать предельные диапазоны асимметричными, составляющими в этом случае Х-ΔХ' и Х+ΔХ" соответственно. На фиг. 11 показано измерение, осуществляемое первым измерительным модулем с первой точностью измерения, при этом на фиг. 12 показано измерение, осуществляемое вторым измерительным модулем с второй точностью измерения, причем вторая точность измерения является более высокой, чем первая точность. Поле Р1 иллюстрирует возможную дисперсию значения измеренного расстояния Ха во время измерения первым измерительным модулем. Что касается расстояния Ха, его фактическое значение может попадать за пределы диапазона допуска для определенной точности измерения первого измерительного модуля для выполненного измерения, т.е. в указанном варианте осуществления значение может быть ниже минимального допустимого значения Х-ΔХ. Расстояние Ха, измеряемое вторым измерительным модулем, может иметь значение, отличное от расстояния при измерении, осуществляемом первым измерительным модулем. Поле Р2 иллюстрирует возможную дисперсию измеренного расстояния Ха во время измерения вторым измерительным модулем. Второй измерительный модуль измеряет с более высокой точностью, причем поле Р2 меньше, чем поле Р1. В данном варианте осуществления изобретения фактическое расстояние Ха, измеренное вторым измерительным модулем, попадает в пределы диапазона допуска ±ΔХ. Предпочтительно разность между измеренным значением указанного параметра и предельным значением диапазона значений указанного параметра равна или меньше, чем точность измерения.
На фиг. 13 показана кривая сигнала от микроволнового датчика, используемого при изготовлении фильтрующих стержней с капсулами. Контур кривой сигнала отображает информацию о заполнении капсулы с ароматическим веществом, в общем случае, информацию о качестве капсулы, и пиковые точки кривой сигнала должны попадать в пределы допустимого диапазона между нижним значением Zmin и верхним значением Zmax. Очевидно, что для капсулы 56 значение сигнала относится к меньшему пределу допустимого значения Zmin. Следует также отметить, что зарегистрированная кривая сигнала определяется с определенной точностью, что означает, что фактическое значение пика сигнала для капсулы 56 может лежать в пределах или же попадать за пределы допустимого диапазона. Для обеспечения качества, стержень, в котором размещена упомянутая выше капсула, должен пройти повторное измерение с более высокой точностью.
На фиг. 14 показан бесконечный многосегментный стержень, на котором все сегменты должны примыкать друг к другу, т.е. должен отсутствовать зазор между сегментами или зазор не должен быть крупнее, чем зазор, возникающий при деформации лицевых поверхностей сегментов. В случае, когда попадается зазор W, измерительный модуль 5 будет генерировать сигнал, указывающий на наличие зазора. Если измеренный зазор имеет ширину, близкую к допустимому предельному значению, то стержень, на котором имеются разнесенные друг относительно друга сегменты, должен пройти повторную проверку качества.

Изобретение относится к способу и системе для изготовления стержнеобразных изделий, используемых в табачной промышленности. Способ изготовления стержнеобразных изделий, в котором изготавливают стержнеобразные изделия на установке для изготовления стержнеобразных изделий или подают стержнеобразные изделия с подающего устройства; осуществляют измерение с первой точностью измерения на первом измерительном модуле для измерения по меньшей мере одного параметра качества изготовленных стержнеобразных изделий, причем указанный параметр качества имеет заданный диапазон допустимых значений параметра; разделяют поток стержнеобразных изделий на первый поток, содержащий стержнеобразные изделия, для которых указанный параметр качества попадает в пределы диапазона допустимых значений параметра, и второй поток стержнеобразных изделий, для которых указанный по меньшей мере один параметр качества не попадает в пределы диапазона допустимых значений параметра; перемещают первый поток как выходной поток системы изготовления стержнеобразных изделий посредством первого перемещающего устройства, причем второй поток стержнеобразных изделий перемещают через трассу повторной проверки качества на измерительном конвейере и осуществляют повторное измерение на втором измерительном модуле с второй точностью измерения, более высокой, чем первая точность измерения первого измерительного модуля; и проверенное стержнеобразное изделие перемещают посредством второго перемещающего устройства к выходному потоку стержнеобразных изделий на первом перемещающем устройстве, если результат повторной проверки указанного параметра качества для определенного стержнеобразного изделия попадает в пределы диапазона допустимых значений указанного параметра. Техническим результатом изобретения является создание системы, которая будет отбраковывать из производства только дефектные изделия и которая не будет отбраковывать изделия, имеющие надлежащие параметры качества. 2 н. и 12 з.п. ф-лы, 14 ил.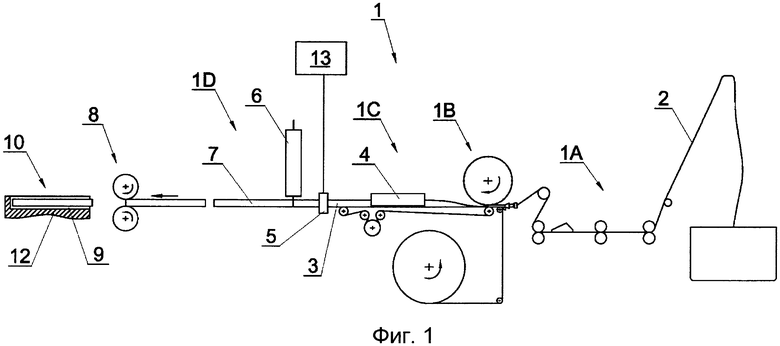
1. Способ изготовления стержнеобразных изделий, в котором:
- изготавливают стержнеобразные изделия на установке для изготовления стержнеобразных изделий или подают стержнеобразные изделия с подающего устройства;
- осуществляют измерение с первой точностью измерения на первом измерительном модуле для измерения по меньшей мере одного параметра качества изготовленных стержнеобразных изделий, причем указанный параметр качества имеет заданный диапазон допустимых значений параметра;
- разделяют поток стержнеобразных изделий на первый поток, содержащий стержнеобразные изделия, для которых указанный параметр качества попадает в пределы диапазона допустимых значений параметра, и второй поток стержнеобразных изделий, для которых указанный по меньшей мере один параметр качества не попадает в пределы диапазона допустимых значений параметра;
- перемещают первый поток как выходной поток системы изготовления стержнеобразных изделий посредством первого перемещающего устройства;
причем второй поток стержнеобразных изделий перемещают через трассу повторной проверки качества на измерительном конвейере и осуществляют повторное измерение на втором измерительном модуле с второй точностью измерения, более высокой, чем первая точность измерения первого измерительного модуля; и
проверенное стержнеобразное изделие перемещают посредством второго перемещающего устройства к выходному потоку стержнеобразных изделий на первом перемещающем устройстве, если результат повторной проверки указанного параметра качества для определенного стержнеобразного изделия попадает в пределы диапазона допустимых значений указанного параметра.
2. Способ по п. 1, в котором стержнеобразные изделия изготавливают путем формирования бесконечного стержня и разрезания бесконечного стержня на отдельные стержнеобразные изделия, причем по меньшей мере один параметр качества бесконечного стержня измеряют до разрезания, при этом соответствующий параметр качества присваивают отдельным стержнеобразным изделиям на основании результатов измерений для бесконечного стержня.
3. Способ по п. 1 или 2, в котором изделие, имеющее указанный по меньшей мере один параметр качества, значение которого близко к предельному значению диапазона допустимых значений указанного параметра, направляют для повторной проверки для верификации значений измеренного параметра.
4. Способ по п. 3, в котором разность между измеренным значением указанного параметра и предельным значением диапазона допустимых значений указанного параметра равна или меньше, чем точность измерения.
5. Способ по п. 1 или 2, в котором изделие, имеющее указанный по меньшей мере один параметр качества, который попадает в пределы диапазона допустимых значений указанного параметра, направляют для повторной проверки для верификации правильности измерения.
6. Способ по п. 1, в котором поток стержнеобразных изделий перемещают через по меньшей мере один барабанный конвейер.
7. Способ по п. 1, в котором измерение посредством первого измерительного модуля осуществляют на по меньшей мере одном барабанном конвейере.
8. Способ по п. 1, в котором выходной поток представляет собой массовый поток.
9. Способ по любому из пп. 1, 2, 4, 6-8, в котором повторное измерение указанного по меньшей мере одного параметра качества осуществляют при более низкой скорости перемещения изделия, чем скорость перемещения во время первого измерения.
10. Система для изготовления стержнеобразных изделий, содержащая:
- установку для изготовления стержнеобразных изделий или подающее устройство для подачи стержнеобразных изделий;
- первый измерительный модуль для измерения по меньшей мере одного параметра качества изготовленных стержнеобразных изделий, выполненный с возможностью осуществления измерения с первой точностью измерения, причем указанный параметр качества имеет заданный диапазон допустимых значений параметра;
- устройство для разделения потока стержнеобразных изделий на первый поток, содержащий стержнеобразные изделия, имеющие указанный по меньшей мере один параметр качества, который попадает в пределы диапазона допустимых значений параметра, и на второй поток стержнеобразных изделий, имеющих указанный по меньшей мере один параметр качества, который не попадает в пределы диапазона допустимых значений параметра;
- первое перемещающее устройство, выполненное с возможностью приема первого потока стержнеобразных изделий и перемещения указанного потока в виде выходного потока производственной системы стержнеобразных изделий;
причем система дополнительно содержит:
- устройство для повторной проверки указанного параметра качества, содержащее измерительный конвейер, выполненный с возможностью приема второго потока стержнеобразных изделий, и второй измерительный модуль, выполненный с возможностью осуществления повторного измерения указанного параметра качества стержнеобразного изделия с второй точностью измерения, более высокой, чем первая точность измерения первого измерительного модуля, причем устройство для повторной проверки указанного параметра качества является частью трассы повторной проверки качества;
- второе перемещающее устройство, выполненное с возможностью перемещения проверенного стержнеобразного изделия к выходному потоку стержнеобразных изделий на первом перемещающем устройстве, если результат повторной проверки указанного по меньшей мере одного параметра качества для отдельного стержнеобразного изделия попадает в пределы диапазона допустимых значений указанного параметра.
11. Система по п. 10, в которой установка для изготовления стержнеобразных изделий представляет собой установку для изготовления стержнеобразных изделий путем формирования бесконечного стержня, причем установка содержит режущую головку для разрезания бесконечного стержня на отдельные стержнеобразные изделия, при этом первый измерительный модуль выполнен с возможностью осуществления измерения указанного по меньшей мере одного параметра качества бесконечного стержня с первой точностью измерения, причем указанный соответствующий параметр качества присваивается отдельному стержнеобразному изделию на основе результатов измерений для бесконечного стержня.
12. Система по п. 10, в которой выходной поток представляет собой массовый поток.
13. Система по п. 10, в которой измерение посредством первого измерительного модуля осуществляется на по меньшей мере одном барабанном конвейере.
14. Система по любому из пп. 10-13, в которой устройство для повторной проверки параметра выполнено с возможностью осуществления повторного измерения указанного по меньшей мере одного параметра качества при более низкой скорости перемещения изделия, чем скорость перемещения во время первого измерения.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| DE 202004020681 U1, 08.12.2005 | |||
| US 4001579 A, 04.01.1977 | |||
| US 4212541 A, 15.07.1980. | |||

