Изобретение относится к устройству перемещения стержнеобразных изделий, используемых в табачной промышленности.
В табачной промышленности используются машины для производства табака и фильтрующих стержней, причем стержни изготавливаются путем разрезания бесконечного табачного и фильтрующих стержней, перемещающихся в продольном направлении. Бесконечные фильтрующие стержни могут быть изготовлены из одного или более типов фильтрующего материала.
Сигареты с наконечником, содержащим один тип фильтрующего материала, изготавливают путем прикрепления наконечника, содержащего фильтрующий материал, к табачному стержню. Обычно в машину, соединяющую наконечник, подаются табачные стержни двойной длины, то есть из каждого табачного стержня получается по две сигареты. После того, как двойной табачный стержень отрезается, сегмент фильтра, составляющий двойной наконечник, вставляется между нарезанными частями табака, и после того, как табачные стержни и наконечник покрываются ободковым материалом, двойная сигарета разрезается посередине длины двойного наконечника для получения двух сигарет с наконечником. Сегменты фильтра создаются путем разрезания фильтрующего материала на стержни. Присоединенная часть наконечника может быть изготовлена из одного или более типов фильтрующего материала.
Производство сигарет с наконечником, содержащим несколько типов фильтрующего материала, осуществляется с использованием многосегментных фильтрующих стержней, в которых отдельные сегменты выполнены из различных типов фильтрующих материалов. Такие стержни разрезают на фрагменты, которые будут использоваться как многосегментные наконечники. Двойные многосегментные части наконечника, содержащие различные фильтрующие материалы, помещаются между табачными стержнями в процессе производства таким же образом, как и при производстве сигарет с наконечником из одного фильтрующего материала. После того, как табачные стержни и наконечник покрыты покровным материалом, двойная сигарета разрезается посередине двойного наконечника, так что получаются две сигареты с многосегментным наконечником.
Описанный способ изготовления сигарет с наконечником можно использовать для добавления дополнительных сегментов к многосегментным стержням. В процессе производства подается многосегментный стержень двойной длины, который разрезается, и двойной сегмент следующего типа фильтрующего материала помещается между многосегментными стержнями одинаковой длины, аналогично описанному выше способу для прикрепление наконечника к табачным частям. Аналогичным образом производится покрытие оболочкой и нарезка.
Обычно в процессе прикрепления наконечника к табачному стержню или прикрепления другого сегмента фильтра к многосегментным фильтрующим стержням направление движения стержней, предназначенных для разрезания, меняется. Во время резки табака или фильтрующих стержней как бесконечный стержень, так и отрезанные стержни перемещаются в продольном направлении. В процессе прикрепления наконечника или следующего сегмента стержни перемещаются поперек своих осей. Как правило, машина для изготовления стержней и машина крепления наконечников или крепления сегментов расположены перпендикулярно друг другу, то есть на виде сверху направление движения стержней на машине крепления наконечников или машине крепления сегментов перпендикулярно направлению движения стержней на машине для изготовления стержней. Кроме того, стержни на машине крепления частей или сегментов наконечников, ориентированы параллельно стержням на машине для изготовления стержней.
Устройства перемещения табачных стержней из машин для производства однопутных и двухпутных стержней известны в данной области техники. Устройства перемещения для однопутных машин раскрыты, например, в документах US3567011, US3952865 и US4051947. Устройства перемещения для двухпутных машин раскрыты, например, в документах EP1493338 и GB2199799. Устройства перемещения, раскрытые в вышеуказанных документах, позволяют расположить машину для изготовления стержней и машину крепления наконечника только под прямым углом по отношению друг к другу, учитывая направление движения стержней на обеих машинах. Патент EP2997839 раскрывает устройство перемещения, которое позволяет расположить машину крепления наконечников относительно машины для изготовления табачных стержней таким образом, чтобы направление движения табачных стержней на машине крепления наконечников на виде сверху было таким же, что и на машине для изготовления стержней. Пары поворотных захватов, перемещающие стержни от сигаретной машины к машине крепления наконечников, установлены на качающемся корпусе, установленном на поворотном барабане. Оси указанных поворотных захватов расположены радиально по отношению к оси барабана и поворачиваются вокруг данной оси, перемещаемая сигарета во время перемещения совершает движение, которое представляет собой комбинацию поворотного движения вокруг двух осей и, по сути, подвергается высоким ускорениям. Такие ускорения, а также чрезмерные нагрузки, возникающие во время замедления сигареты, могут быть вредными для содержимого сигареты, в частности для табака, и в случае использования такого устройства перемещения для многосегментных фильтрующих стержней они могут быть вредными для содержимого отдельных сегментов.
Объектом изобретения является устройство перемещения стержнеобразных изделий, используемых в табачной промышленности, от продольного конвейера, транспортирующего стержнеобразные изделия в направлении транспортировки вдоль оси стержнеобразных изделий, к поперечному конвейеру, транспортирующему стержнеобразные изделия в направлении транспортировки поперечно оси стержнеобразных изделий, или, наоборот, содержащее поворотное устройство транспортировки с горизонтальной осью поворота, снабженное поворотными рычагами, на которых установлены кронштейны, поддерживающие горизонтальное положение во время поворота устройства транспортировки и имеющие захваты для захвата стержнеобразных изделий. Устройство отличается тем, что захват установлен в поворотной системе на кронштейне, так что ось поворота захвата направлена вертикально во время движения кронштейна.
Направление транспортировки стержнеобразных изделий на продольном конвейере и направление транспортировки на поперечном конвейере на виде сверху могут быть параллельными по отношению друг к другу.
Направление транспортировки стержнеобразных изделий на продольном конвейере и направление транспортировки на поперечном конвейере может быть под углом, меньшим, чем прямой угол.
Ось поворота захвата на устройстве может находиться на половине длины захвата.
Ось поворота захвата на устройстве может находиться на конце захвата.
Предпочтительно кронштейны захвата выполнены с возможностью перемещения по круговой траектории.
Предпочтительно кронштейны захвата выполнены с возможностью перемещения по эллиптической траектории.
Захваты могут перемещаться в вертикальной плоскости.
Устройство согласно изобретению позволяет выполнить любую угловую комбинацию машины для изготовления стержней и машины крепления наконечников к сигарете или машины крепления сегмента к многосегментному фильтрующему стержню. Кроме того, ускорения, которым сигареты или фильтрующие стержни подвергаются во время транспортировки, минимальны.
Объект изобретения описан более подробно в предпочтительном варианте осуществления, показанном на чертежах, на которых:
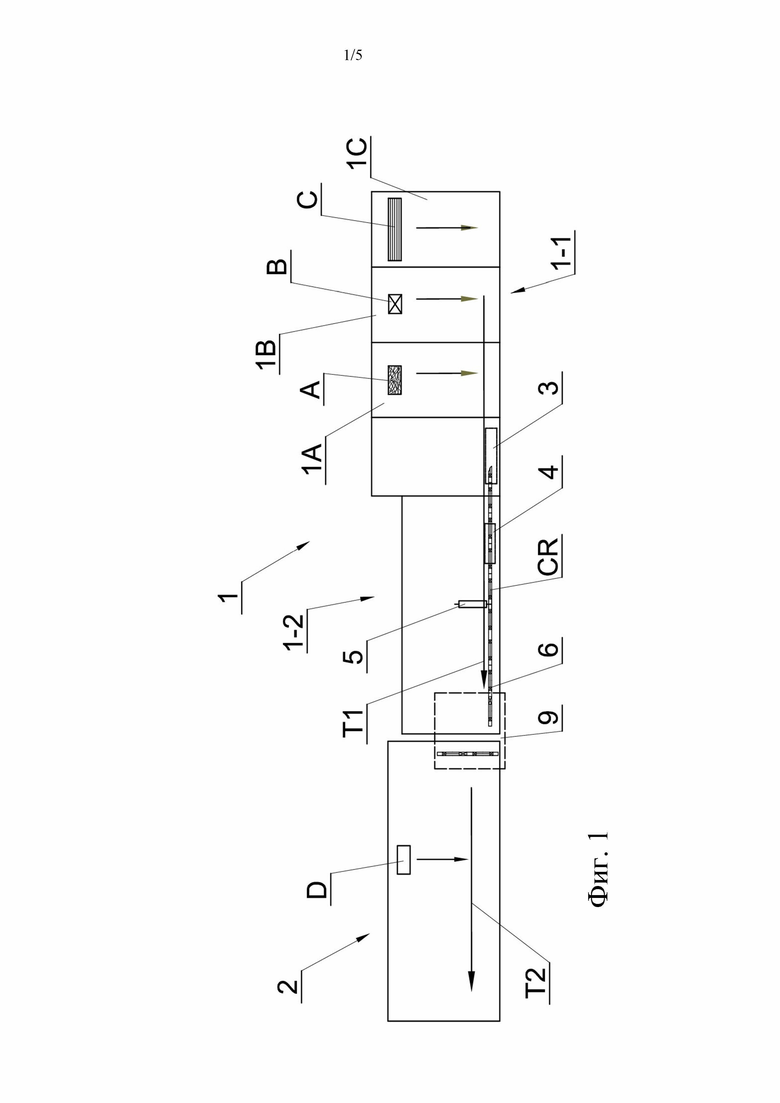
на фиг. 1 показан вид сверху машины для изготовления многосегментных стержней и машины крепления сегмента,
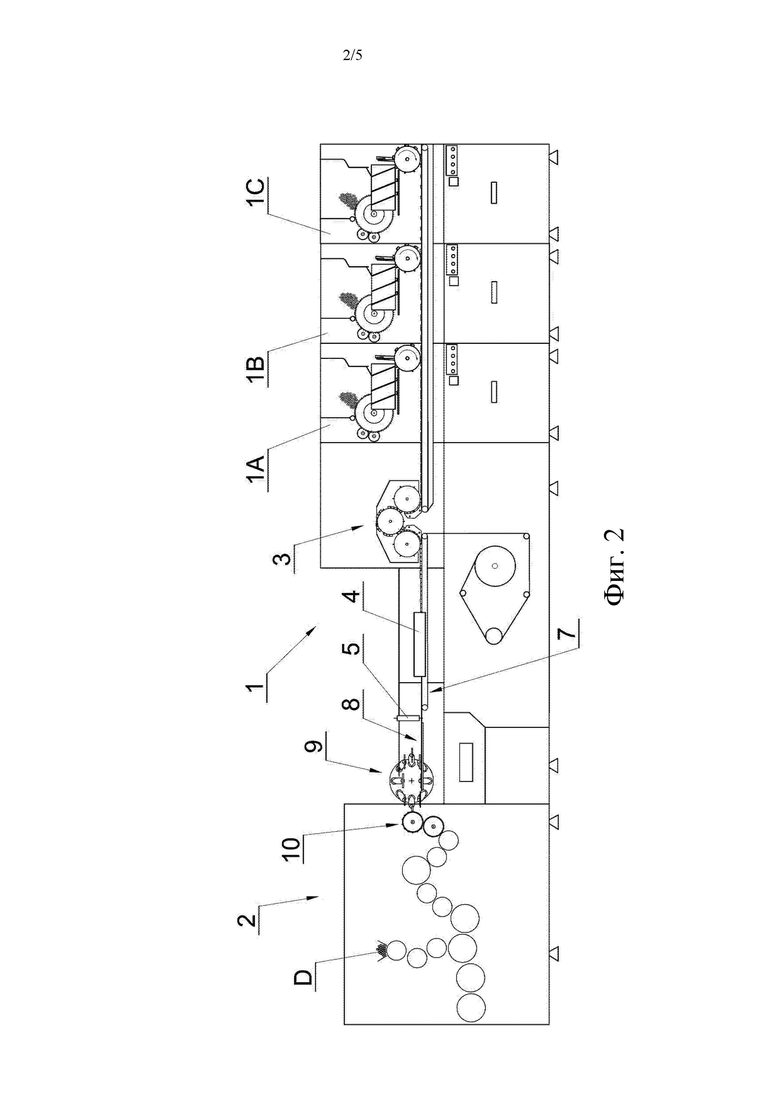
на фиг. 2 показаны виды спереди машин с фиг 1,
на фиг. 3 показан вид спереди устройства перемещения,
на фиг.4 показан вид сверху устройства перемещения и барабанного конвейера машины крепления сегментов,
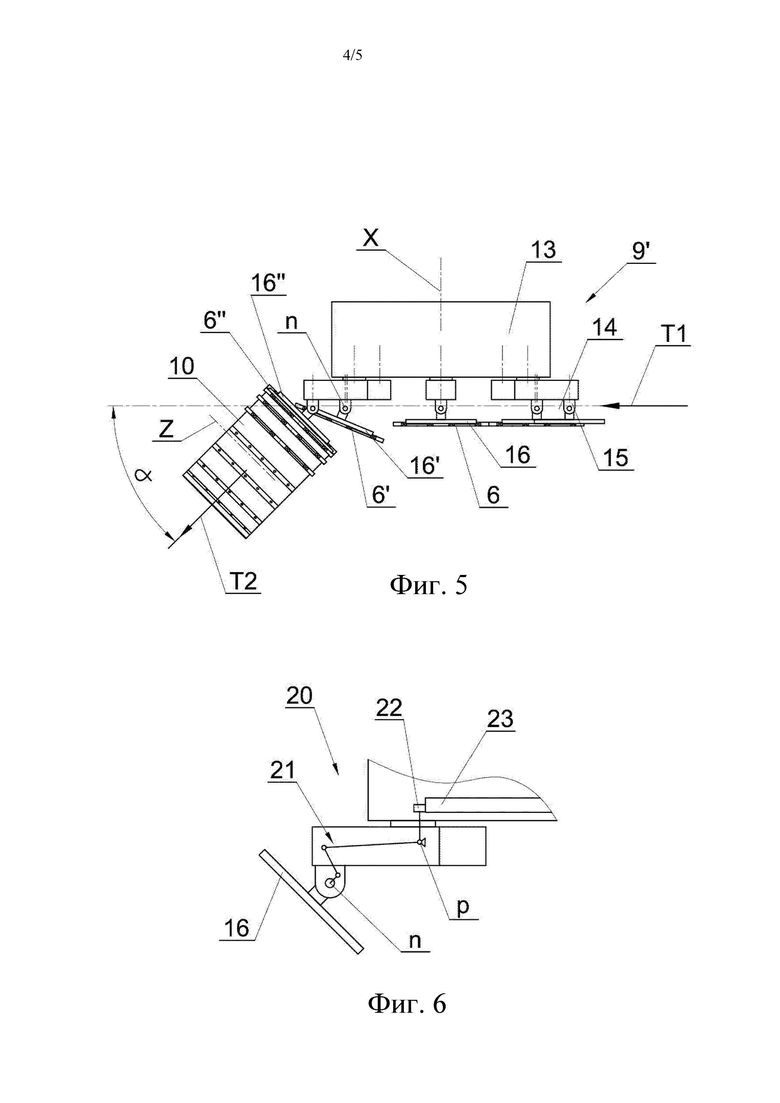
на фиг. 5 показан вид сверху устройства перемещения и барабанного конвейера машины крепления сегментов в угловом положении,
на фиг. 6 схематично показан приводной механизм, используемый для поворота захвата,
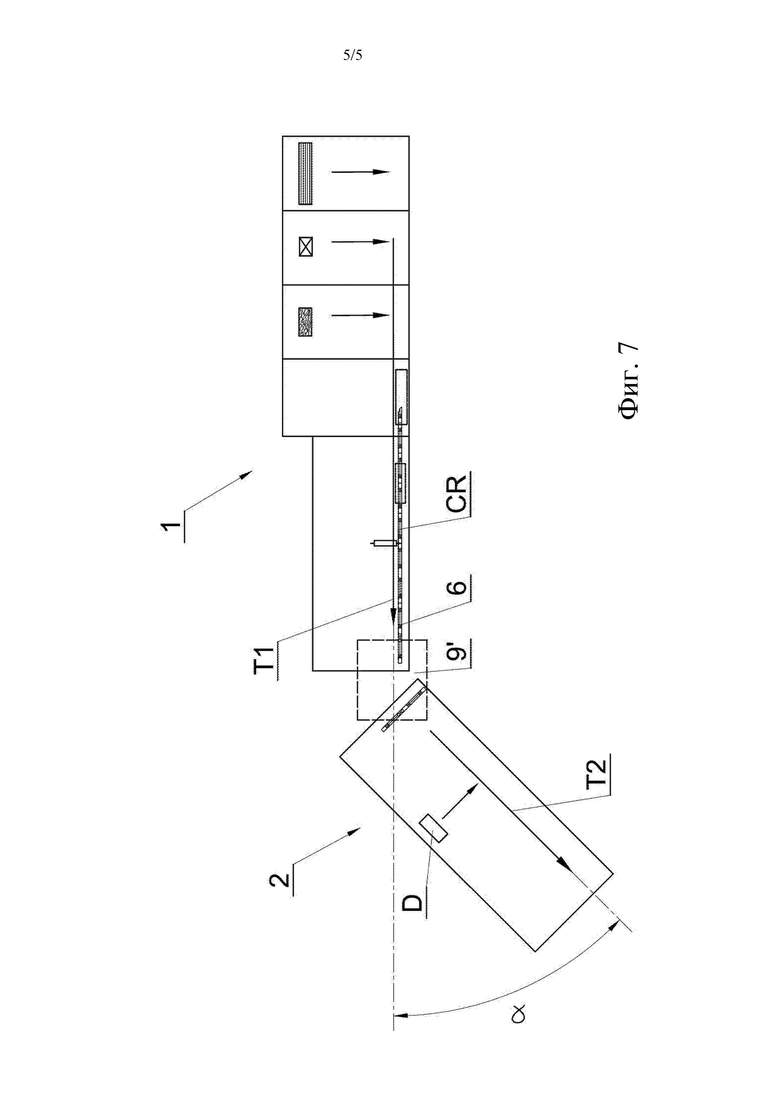
на фиг. 7 показан вид сверху машины для изготовления многосегментных стержней и машины крепления сегментов в угловом положении.
На фиг. 1 показана компоновка машин для изготовления многосегментных фильтрующих стержней на виде сверху. Система включает машину 1 для изготовления многосегментных стержней и машину 2 крепления другого сегмента к стержням, изготовленным на машине 1. Машина 1 включает подающую часть 1-1, к которой подаются фильтрующие стержни типов A, B, C, которые разрезаются на сегменты A, B и C в модулях 1A, 1B и 1C. Подаваемые сегменты A, B, C перемещаются в виде последовательности сегментов, которая транспортируется узлом 3 перемещения на формовочную часть 1-2. Сегменты A, B, C движутся в направлении T1 транспортировки как в подающей части 1-1, так и в формовочной части 1-2. Последовательность сегментов A, B, C оборачивается покрывающим материалом, например пленкой или рулонной бумагой, в формовочном блоке 4, в результате чего бесконечный многосегментный стержень CR перемещается дальше в направлении T1 и разрезается посредством режущей головки 5 на отдельные многосегментные фильтрующие стержни 6. Как многосегментный стержень CR, так и многосегментные фильтрующие стержни 6 перемещаются продольно в продольном осевом направлении T1 по линейному конвейеру 7 (фиг. 2), который заканчивается подающим каналом 8. Устройство 9 перемещения многосегментных стержней 6 расположено на выходе из машины 1. Во время транспортировки многосегментные стержни 6 поворачиваются и транспортируются к машине 2, на которой добавляется еще один сегмент D. Стержни 6 поворачиваются вокруг вертикальной оси n, отмеченной на фиг. 3 и 4, то есть оси, перпендикулярной плоскости фиг. 1 и лежащей в плоскости фиг. 2, при этом многосегментные стержни 6 сохраняют свое горизонтальное положение. После поворота многосегментный стержень 6 помещается на барабанный конвейер 10, первый из многих барабанных конвейеров на машине 2 крепления сегментов. В машине 2 многосегментные стержни 6 перемещаются поперек своих осей на барабанных конвейерах, которые являются поперечными конвейерами, которые, как правило, если смотреть сверху, перемещаются в направлении T2 транспортировки параллельно направлению T1. Стержни 6 разрезаются и снова оборачиваются материалом наконечника после добавления сегмента D. Результатом работы машины 2 крепления следующего сегмента являются стержни, имеющие сегменты типа A, B, C и D. Машина 1 для изготовления многосегментных стержней и машина 2 крепления сегмента могут быть расположены друг за другом, поскольку во время транспортировки на устройстве 9 многосегментные стержни 6 поворачиваются вокруг вертикальной оси.
Устройство перемещения стержнеобразных изделий для вышеописанной компоновки машин имеет захваты, которые, когда они захватывают стержнеобразное изделие на машине для изготовления стержней, перемещаются по касательной относительно продольного перемещения стержнеобразных изделий, в данном случае многосегментных стержней, и, при транспортировке стержнеобразного изделия в машину крепления сегмента, перемещаются поперек оси стержнеобразного изделия. Такое устройство перемещения известно в данной области техники. Механизмы, обеспечивающие удержание захватов в фиксированном горизонтальном положении, раскрыты, например, в US3039606, US3303926, US4408621 и US4465083. Представленные здесь механизмы обеспечивают движение захватов по круговой или эллиптической траектории. Кроме того, в вышеупомянутых документах описаны способы создания вакуума в захватах. Устройство перемещения стержнеобразных изделий согласно изобретению функционирует по тому же принципу, причем оно имеет механизм для поворота стержнеобразного изделия вокруг вертикальной оси и, пока изделие поворачивается, его горизонтальное положение сохраняется.
Устройство 9 перемещения стержнеобразных изделий 6, показанное на фиг. 3, приспособлено для приема стержнеобразных изделий 6 с продольного конвейера 7 и перемещения их к поперечному конвейеру 10. На чертеже показан только конец продольного конвейера 7 в виде подающего канала 8, например в виде полосы, снабженной канавкой 11, по которой многосегментные стержни перемещаются в направлении Т1. Поперечный конвейер в виде барабанного конвейера 10 снабжен по окружности многочисленными канавками 12. Барабанный конвейер 10 имеет ось Z поворота и поворачивается в направлении, указанном стрелкой. Устройство 9 перемещения стержнеобразных изделий включает в себя устройство транспортировки в виде барабана 13 с осью X поворота, как показано стрелкой, барабан 13 поворачивается по часовой стрелке. Поворотные рычаги 14 установлены на устройстве 13 транспортировки, причем поворотный рычаг 14 имеет ось Y поворота, в то время как оси Y поворота всех поворотных рычагов 14 расположены на окружности k на барабане 13. В варианте осуществления с фиг. 3 устройство 9 перемещения оснащено восемью захватами 16. Во время поворотного движения устройства 13 перемещения поворотный рычаг 14 поворачивается против часовой стрелки вокруг оси Y, которая обозначена стрелкой m. Каждый поворотный рычаг 14 имеет на конце, противоположном оси Y поворота, установленный с возможностью поворота кронштейн 15, несущий захват 16 с посадочной поверхностью 17, к которой примыкают захваченные многосегментные стержни 6. Многосегментные стержни 6 захватываются вакуумом, который подается через отверстия 18 в посадочной поверхности 17. Захваты 16 сохраняют горизонтальное положение во время поворота барабана 13 вместе с рычагами 14. Кронштейны 15 перемещаются по эллиптической или круговой траектории. Захват 16 установлен с возможностью поворота на кронштейне 15 с осью n поворота захвата 16 во время работы устройства 9 для перемещения стержнеобразных изделий с сохранением вертикального направления. В показанном варианте осуществления захват 16 поворачивается на 90 градусов. Ось n поворота захвата 16 расположена в центральной части захвата 16, при этом ось n поворота может быть размещена на конце захвата 16. Устройство 9 для перемещения стержнеобразных изделий показано на фиг.4 на виде сверху. Как на фиг. 3, так и на фиг. 4 стержни 6, 6', 6″ видны на последующих этапах перемещения устройством 9 перемещения на барабанный конвейер 10. Стержень 6, который двигался в направлении Т1, захватывается захватом 16. Стержень 6', удерживаемый захватом 16', находится в промежуточном положении после поворота вокруг вертикальной оси n на определенный угол, на чертеже показано положение после поворота на 45°. Между тем, захват 16″ и стержень 6″ находятся в положении после поворота на 90°, и в этом положении стержень 6″ перемещается в канавку 12 на барабанном конвейере 10. Оси n поворота захватов 16 перемещаются в вертикальной плоскости параллельно направлению T1. Устройство согласно изобретению позволяет перемещать стержнеобразные изделия в обратном направлении, то есть с поперечного конвейера на продольный конвейер, при этом движения всех механизмов выполняются в направлениях, противоположных описанным выше. Поворотное движение захвата 16 может осуществляться, например, с помощью рычажного механизма или шестерни, расположенной внутри рычага 14 или устройства 13 перемещения. Поворотное движение захвата 16 может выполняться с помощью кулачкового механизма, причем кулачок расположен вне барабана 13 транспортировки или внутри этого барабана. На фиг.6 схематично показан кулачково-рычажный механизм 20 для поворота захвата 16. Механизм 20 включает в себя шарнирный четырехугольник 21 с рычагами четырехугольника 21, установленными на осях n и p. Движение шарнирного четырехугольника 21 осуществляется роликом 22, взаимодействующим с кулачком 23 внутри барабана 13 транспортировки. Изменение положения ролика 22 вызывает поворотное движение захвата 16. Выполненное таким образом поворотное движение создает минимальные ускорения, которые воздействуют на перемещаемый стержень, потому что поворот происходит вокруг оси, расположенной в середине длины стержня.
На фиг. 5 показано устройство 9' для перемещения стержнеобразных изделий, которое снабжено захватами 16, приспособленными для поворота стержней 6 на угол α меньше 90°, в показанном варианте осуществления поворота на 45°. Стержни 6, 6', 6″, удерживаемые захватами 16, 16', 16″, показаны в последовательных фазах поворота во время работы устройства 9' перемещения. Следует отметить, что стержни 6 можно повернуть на любой угол от 0° до 90°. Возможен поворот на угол более 90°, но он не применим в производственных условиях. На фиг. 7 показана машина 1 для изготовления многосегментных стержней и машина 2 крепления сегментов на виде сверху при использовании с устройством 9' перемещения с фиг. 5. Как можно видеть, направление T2 движения стержнеобразных изделий 6 на машине 2 крепления сегментов отклоняется от направления T1 движения стержнеобразных изделий на машине 1 для изготовления многосегментных стержней на угол α.

Изобретение относится к устройству перемещения стержнеобразных изделий, используемых в табачной промышленности. Технический результат – обеспечение возможности выполнения любой угловой комбинации машины для изготовления стержней и машины крепления наконечников к сигарете или машины крепления сегмента к многосегментному фильтрующему стержню. Устройство для перемещения стержнеобразных изделий (6) табачной промышленности от продольного конвейера (7), транспортирующего стержнеобразные изделия (6) в направлении (T1) транспортировки вдоль оси стержнеобразных изделий (6), к поперечному конвейеру (10), транспортирующему стержнеобразные изделия (6) в направлении (T2) транспортировки поперечно оси стержнеобразных изделий (6), или наоборот, содержащее поворотное устройство (13) транспортировки с горизонтальной осью (X) поворота, снабженное поворотными рычагами (14), на которых горизонтальное положение во время поворота устройства (13) транспортировки поддерживается кронштейнами (15) с захватами (16) для захвата стержнеобразных изделий (6), прикрепленных к кронштейнам (15), отличающееся тем, что захват (16) установлен с возможностью поворота на кронштейне (15), так что ось (n) поворота захвата (16) направлена вертикально во время движения кронштейна (15). 7 з.п. ф-лы, 7 ил.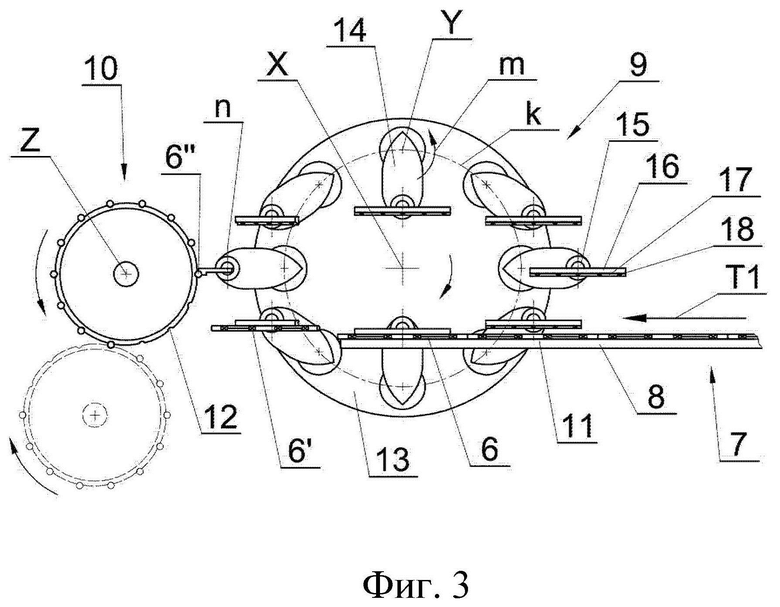
1. Устройство перемещения стержнеобразных изделий (6) табачной промышленности от продольного конвейера (7), транспортирующего стержнеобразные изделия (6) в направлении (T1) транспортировки вдоль оси стержнеобразных изделий (6), к поперечному конвейеру (10), транспортирующему стержнеобразные изделия (6) в направлении (T2) транспортировки поперечно оси стержнеобразных изделий (6), или наоборот, содержащее поворотное устройство (13) транспортировки с горизонтальной осью (X) поворота, снабженное поворотными рычагами (14), на которых установлены кронштейны (15), поддерживающие горизонтальное положение во время поворота устройства (13) транспортировки, с захватами (16) для захвата стержнеобразных изделий (6), прикрепленных к кронштейнам (15), отличающееся тем, что захват (16) установлен с возможностью поворота на кронштейне (15), так что ось (n) поворота захвата (16) направлена вертикально во время движения кронштейна (15).
2. Устройство по п.1, отличающееся тем, что направление (Т1) транспортировки на продольном конвейере (7) и направление (Т2) транспортировки на поперечном конвейере (10) параллельны друг другу на виде сверху.
3. Устройство по п.1, отличающееся тем, что направление (T1) транспортировки на продольном конвейере (7) и направление (T2) транспортировки на поперечном конвейере (10) расположены под углом, меньшим, чем прямой угол.
4. Устройство по любому из пп.1-3, отличающееся тем, что ось (n) поворота захвата (16) расположена на половине длины захвата (16).
5. Устройство по любому из пп.1-3, отличающееся тем, что ось (n) поворота захвата (16) расположена на конце захвата (16).
6. Устройство по любому из пп.1-5, отличающееся тем, что кронштейны (15) выполнены с возможностью перемещения по круговой траектории.
7. Устройство по любому из пп.1-5, отличающееся тем, что кронштейны (15) выполнены с возможностью перемещения по эллиптической траектории.
8. Устройство по любому из пп.1-7, отличающееся тем, что обеспечена возможность перемещения осей (n) поворота захватов (16) в вертикальной плоскости.
| US 6247577 B1, 19.06.2001 | |||
| US 3235060 A1, 15.02.1966 | |||
| Электрическая машина переменного тока | 1987 |
|
SU1525811A1 |
| US 4051947 A1, 04.10.1977 | |||
| СИСТЕМА ДЛЯ ПЕРЕДАЧИ ОВАЛЬНЫХ СИГАРЕТ С УЧАСТКА ПРОДОЛЬНО-ОСЕВОГО ПЕРЕМЕЩЕНИЯ НА УЧАСТОК ПОПЕРЕЧНО-ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1999 |
|
RU2220631C2 |

