Изобретение относится к способу герметизации мембран, а именно к способу соединения мембран из сплавов палладия с конструкционными материалами при изготовлении фильтрующих элементах для глубокой очистки водорода. Данное изобретение позволяет изготавливать с высокой производительностью стенки мембранных элементов, которые используются для получения сверхчистого водорода (99,9999 об. %). Водородная энергетика и высокие технологии испытывают потребность в таких фильтрующих элементах.
Известен способ соединения нержавеющей стали с палладием или палладиевым сплавом сваркой плавлением (А.с. СССР №703262 от 1974 г.). Он обеспечивает получение равнопрочного качественного соединения за счет применения промежуточного слоя из хромоникелевого сплава, но не обеспечивает вакуумно-плотного соединения указанных материалов, так как при плавлении соединяемых материалов происходит частичное выгорание химических компонентов сплавов и происходит растрескивание сварного шва.
Известен способ соединения нержавеющей стали с палладием или палладиевым сплавом шовной роликовой сваркой с перекрытием сварочных точек от 30 до 80% (Справочник сварщика в 4-х т. М.: Машиностроение, 1978 г.).
Недостатком данного способа также является невозможность получения качественного соединения, так как в процессе кристаллизации сварочной ванны, образующейся при прохождения импульса сварочного тока, и при повторной кристаллизации сварочной ванны, происходящей при прохождении второго - перекрывающего - импульса, происходит растрескивание шва из-за образования хрупких интерметаллидов.
Прототипом данного изобретения является способ диффузионной сварки RU 2579413, МПК В23К 20/14, В23К 20/16, В23К 103/18 опубл. 10.04.2016 г., согласно которому при способе диффузионной сварки деталей из нержавеющей стали с мембраной из фольг палладия или палладиевого сплава, включающем очистку соединяемых поверхностей, сборку пакета, содержащего детали из нержавеющей стали, промежуточный слой и мембрану из фольги палладия или палладиевого сплава, детали перед сборкой очищают электрополировкой, в качестве промежуточного слоя применяют фольгу из никеля, сварку ведут в вакууме не хуже 5⋅10-5 мм рт.ст., температура процесса Т=930-980°С, время выдержки 30-45 мин, при этом прикладывают сварочное давление, которое обеспечивает пластическую деформацию промежуточного слоя на 50% от его исходной толщины.
Недостатками этого способа является высокая трудоемкость изготовления, ограниченность применения по габаритам, недостаточная производительность процесса, а также снижение прочности мембраны за счет роста зерна из-за длительности разогрева при сварке.
Задача, на решение которой направлено настоящее изобретение, заключается в разработке способа герметизации мембран из сплавов палладия с РЗМ в конструкции фильтрующих элементов для глубокой очистки водорода и устранении указанных выше недостатков.
Техническим результатом изобретения является высокая производительность процесса, сохранение физико-механических свойств свариваемых материалов и получение равнопрочного сварного соединения с требуемыми характеристиками.
Технический результат достигается тем, что в способе герметизации мембран из фолы сплавов палладия с РЗМ в конструкции фильтрующих элементов для глубокой очистки водорода, включающим очистку соединяемых поверхностей, сборку пакета, содержащего детали из нержавеющей стали, промежуточный слой и мембраны из фольги сплавов палладия, согласно изобретению, детали из нержавеющей стали и мембраны из фольги сплавов палладия перед сборкой очищают электрополировкой. В качестве промежуточного слоя между нержавеющей сталью и палладиевым сплавом применяют фольгу из никеля, на мембрану из сплава палладия также помещают фольгу из никеля. Пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для соединения элементов с перекрытием сварных точек 20-25%, при этом сварку осуществляют в среде защитного газа (аргон).
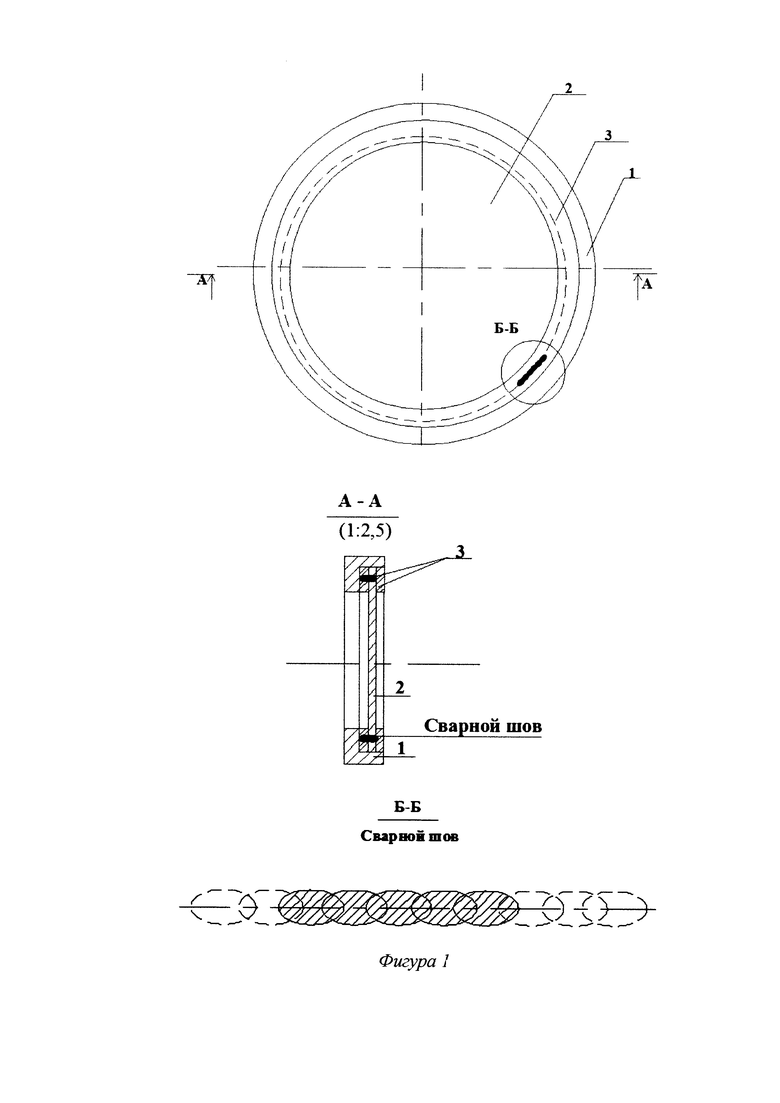
Сущность предлагаемого изобретения заключается в том, что выбранные сварочные режимы и метод сварки обеспечивают высокие механические свойства сварочного шва сравнимые с механическими свойствами сплава. Пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для соединения элементов с перекрытием сварных точек 20-25%, при этом сварку осуществляют в среде защитного газа (аргон), что обеспечивает интенсивность образования и формирования сварного соединения деталей из сплавов палладия. Выбранная величина перекрытия гарантирует герметичность по всему замкнутому контуру детали. На фигуре 1 приведена принципиальная схема стенки фильтрующего элемента где: 1 - рамка из стали 12Х18Н10Т (конфигурация рамки может быть любая иная); 2 - мембрана из сплава на основе палладия; 3 - промежуточный слой из никеля НП-2. Сварка в инертном газе предохраняет свариваемую поверхность от образования оксидов, повышает качество сварного соединения. Отсутствие в сварном шве хрупких интерметаллидов достигается за счет использования в качестве промежуточного слоя фольги из никеля. Отличительные признаки в совокупности дают возможность получить технический результат изобретения, т.е. обеспечить равнопрочное вакуумно-плотное соединение нержавеющей стали со сплавом палладия.
В качестве примера выбрали сплав палладия с самарием т.к. легирование самарием значительно повысило прочность палладия без снижения пластичности. Пример 1
Производили контактную сварку детали из нержавеющей стали 12Х18Н10Т (рамка фильтрующего элемента) и мембраны из фольги сплава Pd-9 мac.% Sm, без предварительной электрополировки деталей, с протиркой свариваемых поверхностей салфеткой, смоченной в спиртобензиновой смеси. Между свариваемыми деталями не прокладывали промежуточных слоев. Сборку размещали между электродами. Затем пропускали импульсы сварочного тока при постоянно сжатых электродах в течение времени, необходимого для соединения элементов с перекрытием сварных точек 35% (по аналогии фиг. 1).
Сварной шов не обеспечил качественное соединение, в зоне сварки наблюлось растрескивание металла, отсутствие герметичности в местах перекрытия в связи с повторным плавлением металла и образованием хрупких интерметаллидов. Прочность соединения менее 12-14 кгс/мм2.
Пример 2
Производили контактную сварку детали из нержавеющей стали 12Х18Н10Т и мембраны из сплава Pd-9Mac.% Sm, включив перед сваркой процессы обезжиривания и активации свариваемых поверхностей электрополировкой. Между свариваемыми деталями не прокладывали промежуточных слоев. Сборку размещали между электродами. Затем пропускали импульсы сварочного тока при постоянно сжатых электродах в течение времени, необходимого для соединения элементов с перекрытием сварных точек 30% (по аналогии фиг. 1). Результат улучшился, количество трещин в зоне сварки снизилось. Прочность соединения низкая, менее 16-18 кгс/мм2, что связано с образованием хрупких интерметаллидов. Для увеличения прочности и повышения качества сварного соединения необходимо использование промежуточного слоя.
Пример 3
Производили контактную сварку детали из нержавеющей стали 12Х18Н10Т и мембраны из фольги Pd-9Mac.%Sm палладия с предварительной электрополировкой свариваемых поверхностей. Между деталями и на мембрану помещали фольгу никеля толщиной 30 мкм. Далее сборку размещали между электродами и обеспечивали защитную среду в зоне сварки аргоном. Затем пропускали импульсы сварочного тока при постоянно сжатых электродах в течение времени, необходимого для соединения элементов с перекрытием сварных точек 20-25% (по аналогии с фиг. 1). В результате применения промежуточного слоя из фольги никеля соединение получилось равнопрочным, сравнимым с прочностью сплава, его прочность составила около 42 кгс/мм2. Прочность сплава Pd-9 мac.% Sm в отожженном состоянии составляет 45 кгс/мм2. Был получен вакуумно-плотный шов без интерметаллических включений. Эти показатели обеспечивают технический результат изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2014 |
|
RU2579413C1 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2001 |
|
RU2253554C2 |
| КОНТАКТНЫЕ СОЕДИНИТЕЛЬНЫЕ ВЫВОДЫ ДЛЯ ЭЛЕКТРОДОВ НА ОСНОВЕ ЛИТИЯ | 2012 |
|
RU2598647C2 |
| Редкоземельная аустенитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2022 |
|
RU2792266C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| МЕМБРАННАЯ ТРУБКА И РЕАКТОР С МЕМБРАННОЙ ТРУБКОЙ | 2010 |
|
RU2575725C2 |
Изобретение может быть использовано для получения неразъемных вакуумно-плотных соединений при герметизации мембран из сплавов палладия с РЗМ в конструкции фильтрующих элементов для глубокой очистки водорода. После очистки соединяемых поверхностей проводят сборку пакета, содержащего детали из нержавеющей стали, промежуточный слой и мембраны из фольги сплавов палладия. Размещают сборку между электродами для контактной роликовой сварки и осуществляют сварку при пропускании импульсов сварочного тока и приложении давления сжатия. В качестве промежуточного слоя между нержавеющей сталью и сплавом палладия применяют фольгу из никеля. Фольгу из никеля помещают также на мембрану из сплава палладия. Пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для соединения элементов с перекрытием сварных точек 20-25%, при этом сварку осуществляют в среде защитного газа. Применение данного способа позволяет получить равнопрочное вакуумно-плотное соединение нержавеющей стали со сплавами Pd-РЗМ, имеющее прочность на уровне прочности сплавов палладия, и повысить производительность процесса за счет снижения времени контакта при сварке деталей. 1 ил.
Способ герметизации мембран из сплавов палладия с РЗМ при изготовлении фильтрующих элементов для глубокой очистки водорода, включающий очистку соединяемых поверхностей электрополировкой, сборку пакета, содержащего деталь фильтрующего элемента в виде рамки из нержавеющей стали, промежуточный слой в виде фольги из никеля и мембрану в виде фольги из сплавов палладия с РЗМ, и затем осуществляют герметичную приварку мембраны к рамке, отличающийся тем, что фольгу из никеля при сборке размещают между упомянутыми рамкой и мембраной и дополнительно на мембране из сплава палладия с РЗМ, затем устанавливают полученную сборку между электродами для контактной роликовой сварки и осуществляют герметичную приварку мембраны к рамке в среде защитного газа при пропускании импульсов сварочного тока и приложении давления сжатия, при этом пропускание импульсов сварочного тока осуществляют при постоянно сжатых электродах в течение времени, необходимого для получения перекрытия сварных точек от 20 до 25%.
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2014 |
|
RU2579413C1 |
| RU 2016149407 А, 15.06.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ДЛЯ КИСЛОРОДНО-ВОДОРОДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2017 |
|
RU2674748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ДЛЯ КИСЛОРОДНО-ВОДОРОДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ, МОДИФИЦИРОВАННОГО НАНОСТРУКТУРИРОВАННЫМ ПАЛЛАДИЕМ | 2019 |
|
RU2724609C1 |
| US 7955491 В2, 07.06.2011. | |||

