ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к комбинации сонотрода и опоры для ультразвуковой сварки пластика, предпочтительно пластикового контейнера, и к способу изготовления пластикового контейнера, предпочтительно тубы/тюбика, содержащего, по меньшей мере, одно сварное соединение, полученное ультразвуковой сваркой, и к способу заполнения пластикового контейнера. Более конкретно, настоящее изобретение относится к пластиковым контейнерам, полученным посредством формования с раздувом и растяжением.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Пластики в большинстве случаев могут быть разделены на две категории, то есть термопластичные пластики и термореактивные пластики. Термореактивный пластик, также называемый термоотверждающимся или термореактивным полимером, содержит полимеры, которые могут быть расплавлены один раз для получения определенной формы, после чего отверждение делает невозможным какой-либо дополнительный этап расплавления. Напротив, термопластичные пластики, так называемые термопластами, могут быть неоднократно размягчены или даже расплавлены.
Термопласты могут быть дополнительно разделены на аморфные и полукристаллические термопласты. Примерами аморфных термопластов являются сополимер акрилонитрила, бутадиена и стирола (ABS), акриловый полимер, поливинилхлорид (ПВХ) и поликарбонат (PC). Примерами полукристаллических термопластичных материалов являются полиэтилен/политен (ПЭ), полипропилен (ПП), полиамид (ПА) и сложный полиэфир.
Общеизвестно, что ультразвуковая сварка позволяет соединять термопластичные пластики вместе. При ультразвуковой сварке механические колебания преобразуются в тепло, в результате чего слои пластиков подвергаются расплавлению на молекулярном уровне, при этом пластики размещают между опорой и сонотродом.
Тубы, известны как гибкие пластиковые контейнеры, как правило, изготавливают из ПЭ (высокой плотности) или посредством процесса литья под давлением, при этом заполненную тубу запечатывают как одно целое, или в два этапа, при этом сначала трубу экструдируют и колпачок герметично соединяют с входной частью. На втором этапе оба компонента сваривают вместе для формирования тубы. Способ, указанный последним, особенно предпочтителен, поскольку он позволяет изготавливать тубы в очень больших количествах и при очень высоком уровне автоматизации, и длину контейнера можно регулировать, изменяя обрезку экструдированной трубы. Однако недостатком этих способов и материалов является отсутствие прозрачности в связи с тем, что невозможно экструдировать ПЭ в виде совершенно прозрачного материала. Кроме того, при экструзии или литье под давлением ограничена адаптация тубы к требованиям заказчика. Также имеется ряд недостатков при заполнении в связи с тем, что после заполнения туба имеет зону, подвергнутую горячему тиснению, что означает, что она не может быть заполнена до достаточной высоты.
В предшествующем уровне техники уже известны способы, предлагающие решение для устранения этих недостатков. В этих технических решениях в большинстве случаев используется способ, включающий этап раздува с растяжением, такой как при литье под давлением с раздувом и растяжением/ориентированием (ISBM). Недостаток гибких пластиковых контейнеров, предпочтительно туб, изготовленных способом, включающим этап раздува с растяжением, как при литье под давлением с раздувом и растяжением (ISBM), является то, что эти гибкие пластиковые контейнеры, предпочтительно тубы, имеют сравнительно большое различие в толщине концентрических стенок. В известных способах сварки, предназначенных для сварки гибких пластиковых контейнеров, предпочтительно туб (то есть при использовании горячего тиснения), преимущественно используются системы плоского прессования для заделки концов гибких пластиковых контейнеров, предпочтительно туб. Эти способы сварки непригодны для гибких пластиковых контейнеров, предпочтительно туб, изготовленных способом с раздувом и растяжением, в связи с тем, что вследствие различий в толщине концентрических стенок возникает неравномерное усилие сжатия. В результате в этих гибких пластиковых контейнерах, предпочтительно тубах, не может быть достигнута заданная прочность сварного шва.
Согласно предшествующему уровню техники известны различные устройства для ультразвуковой сварки. В ЕР0242480А2 описано устройство для ультразвуковой сварки с сонотродом и опорой, у которой выступы ее плоской верхней поверхности имеют наклонные стороны. В DE102010039003А1 описано оборудование, которое осуществляет сварку и тиснение заготовки на одной операции. В ЕР2804247А1 описано сварочное устройство с вибратором для создания волн давления и устройством для приема оправки, расположенным напротив вибратора, предназначенного для создания волн давления. В сварочном устройстве, указанном последним, вибратор для создания волн давления и устройство для приема оправки удерживают деталь, подлежащую сварке, и обеспечивают ее размещение под давлением при воздействии ультразвуковых колебаний. Вибратор для создания волн давления и устройство для приема оправки имеют неровные рабочие контактные поверхности с выступами, которые скошены и должны быть обращенными друг к другу для создания очень малой зоны под давлением, которая обеспечивает разрушение термостойких слоев в объекте, подлежащем сварке. Следовательно, единственно возможная структура сварного шва достигается при размещении выступов на вибраторе, предназначенном для создания волн давления, и устройстве для приема оправки напротив друг друга. Недостатком этих сварочных устройств является то, что они не позволяют получить эффективный и прочный сварной шов.
Задача изобретения
Изобретение, в частности, направлено на преодоление этих недостатков предшествующего уровня техники. Более конкретно, задача изобретения состоит в том, чтобы предложить комбинацию сонотрода и опоры для эффективной сварки слоев пластика.
Более конкретно, задача изобретения согласно, по меньшей мере, одному варианту осуществления состоит в том, чтобы получить пластиковый контейнер, предпочтительно тубу, который (которая) может обеспечить большее сопротивление расхождению сварного шва вследствие изменений внешнего давления.
Другая задача изобретения согласно, по меньшей мере, одному из вариантов осуществления состоит в том, чтобы предложить способ изготовления пластикового контейнера, предпочтительно тубы, включающий этап ультразвуковой сварки.
Еще одна задача изобретения согласно, по меньшей мере, одному из вариантов осуществления состоит в том, чтобы предложить способ заполнения пластикового контейнера, предпочтительно тубы, посредством которого может быть заполнен достаточно большой объем пластикового контейнера.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в том, чтобы предложить решение, которое соответствует вышеуказанным потребностям. В настоящем изобретении предложена комбинация сонотрода и опоры, в которой вышеуказанный сонотрод для ультразвуковой сварки пластика, предпочтительно пластикового контейнера, содержит
а. поверхность сонотрода, предпочтительно прямоугольную, предназначенную для размещения сварочных контактных элементов сонотрода, при этом вышеуказанная поверхность сонотрода содержит, по меньшей мере, одну сторону поверхности сонотрода,
b. по меньшей мере, один ряд из, по меньшей мере, одного сварочного контактного элемента сонотрода, выполненный так, что во время сварки он находится в контакте с пластиком, при этом вышеуказанный сварочный контактный элемент сонотрода содержит первую плоскую поверхность и первую группу из, по меньшей мере, одной первой боковой поверхности, при этом вышеуказанная первая боковая поверхность содержит первую по существу прямолинейную поверхность, при этом вышеуказанный, по меньшей мере, один ряд из, по меньшей мере, одного сварочного контактного элемента сонотрода расположен в соответствии с вышеуказанной стороной поверхности сонотрода,
при этом вышеуказанная первая группа для каждого вышеуказанного сварочного контактного элемента сонотрода из первого ряда содержит первую адаптированную боковую поверхность, которая соединяет, по меньшей мере, одну часть вышеуказанной первой плоской поверхности с, по меньшей мере, одной частью вышеуказанной стороны поверхности сонотрода, при этом вышеуказанная первая адаптированная боковая поверхность содержит первую криволинейную поверхность, расположенную между вышеуказанной первой плоской поверхностью и вышеуказанной первой по существу прямолинейной поверхностью, при этом вышеуказанная первая криволинейная поверхность имеет дугу, выпуклую наружу,
и при этом вышеуказанная опора для ультразвуковой сварки пластика, предпочтительно пластикового контейнера, содержит
с. поверхность опоры, предпочтительно прямоугольную, предназначенную для размещения сварочных контактных элементов опоры, при этом вышеуказанная поверхность опоры содержит, по меньшей мере, одну сторону поверхности опоры,
d. по меньшей мере, один ряд из, по меньшей мере, одного сварочного контактного элемента опоры, выполненный так, что во время сварки он находится в контакте с пластиком, при этом вышеуказанный сварочный контактный элемент опоры содержит вторую плоскую поверхность и вторую группу из, по меньшей мере, одной второй боковой поверхности, при этом вышеуказанная вторая боковая поверхность содержит вторую по существу прямолинейную поверхность, при этом вышеуказанный, по меньшей мере, один ряд из, по меньшей мере, одного сварочного контактного элемента опоры расположен в соответствии с вышеуказанной стороной поверхности опоры,
при этом вышеуказанная вторая группа для каждого вышеуказанного сварочного контактного элемента опоры из первого ряда содержит вторую адаптированную боковую поверхность, которая соединяет, по меньшей мере, одну часть вышеуказанной второй плоской поверхности с, по меньшей мере, одной частью вышеуказанной стороны поверхности опоры, при этом вышеуказанная вторая адаптированная боковая поверхность содержит вторую криволинейную поверхность, расположенную между вышеуказанной второй плоской поверхностью и вышеуказанной второй по существу прямолинейной поверхностью, при этом вышеуказанная вторая криволинейная поверхность имеет дугу, выпуклую наружу.
Вышеуказанный сварочный контактный элемент сонотрода расположен относительно вышеуказанного сварочного контактного элемента опоры так, что вышеуказанный сварочный контактный элемент сонотрода расположен во время сварки рядом с вышеуказанным сварочным контактным элементом опоры, и выполнен с возможностью образования каждым, по меньшей мере, одной части сварного шва.
Авторы изобретения неожиданно обнаружили, что комбинация сонотрода и опоры, описанная выше, имеет преимущество, заключающееся в обеспечении структуры сварного шва в слоях пластика, подлежащих сварке, которая уменьшает вероятность расхождения сварного шва в случае внезапных или других изменений давления, например, если пластиковый контейнер падает под действием силы тяжести.
Кроме того, предложена комбинация сонотрода согласно изобретению и опоры согласно изобретению, в которой вышеуказанный сварочный контактный элемент сонотрода расположен относительно вышеуказанного сварочного контактного элемента опоры так, что вышеуказанный сварочный контактный элемент сонотрода будет расположен во время сварки рядом с вышеуказанным сварочным контактным элементом опоры, выполненным с возможностью образования каждым, по меньшей мере, одной части сварного шва. Под «расположенным рядом с» может пониматься «расположенный в пространстве между соседними сварочными контактными элементами» или «расположенный у одного края сварочного контактного элемента». Преимущество данного варианта осуществления состоит в том, что выровненное расположение сварочных контактных элементов сонотрода и опоры с их чередованием или размещение сварочных контактных элементов сонотрода и опоры с чередованием так, что пространство между двумя соседними сварочными контактными элементами сонотрода может быть заполнено сварочным контактным элементом опоры всякий раз, когда сонотрод и опора перемещаются друг к другу, обеспечивает увеличение поверхности контакта при сварке между слоями пластика, подлежащими сварке, и сварочными контактными элементами. В результате получают более прочный сварной шов.
В конкретном варианте осуществления изобретения вышеуказанная первая по существу прямолинейная поверхность и вышеуказанная первая плоская поверхность вышеуказанного сварочного контактного элемента сонотрода образуют угол тета, при этом угол тета находится в диапазоне 75°-90°, предпочтительно в диапазоне 82°-88°. Преимущество этого варианта осуществления состоит в том, что при контактном усилии, используемом сонотродом, рабочий конец сварочного контакта элемента сонотрода пригоден для достаточно глубокого проникновения в слои пластика, подлежащие сварке, посредством чего могут быть сварены даже пластиковые контейнеры с различиями в толщине концентрической стенки, предпочтительно изготовленные способом, включающим этап раздува с растяжением.
В конкретном варианте осуществления изобретения вышеуказанный сварочный контактный элемент сонотрода определяет первую высоту Н1 и первую ширину В1, при этом вышеуказанная первая высота Н1, по меньшей мере, больше вышеуказанной первой ширины В1, предпочтительно, по меньшей мере, больше удвоенной вышеуказанной первой ширины В1. Преимущество данной конструкции состоит в том, что сварочные контактные элементы сонотрода представляют собой вполне определенные выступы, способные проникать в слои пластика, подлежащие сварке. Первая высота Н1 сварочного контактного элемента сонотрода измеряется как кратчайшее расстояние между поверхностью сонотрода и средней точкой первой плоской поверхности сварочного контактного элемента сонотрода. Первая ширина В1 измеряется как наименьшее расстояние между двумя противоположными первыми боковыми поверхностями, измеряемое на высоте, равной 30% от первой высоты Н1 и измеряемой от поверхности сонотрода, на которой расположен сварочный контактный элемент сонотрода.
Согласно конкретному варианту осуществления изобретения размер вышеуказанной первой плоской поверхности вышеуказанного сварочного контактного элемента сонотрода составляет менее 25 мм2, предпочтительно менее 10 мм2 и, более конкретно, менее 1 мм2. Преимущество данного варианта осуществления состоит в том, что имеется достаточно большая поверхность контакта между вышеуказанными первыми плоскими поверхностями и пластиком, подлежащим сварке, посредством чего может быть увеличена прочность сварного шва.
В конкретном варианте осуществления изобретения вышеуказанная вторая по существу прямолинейная поверхность и вышеуказанная вторая плоская поверхность вышеуказанного сварочного контактного элемента опоры образуют угол гамма, при этом угол гамма находится в диапазоне 75°-90°, предпочтительно в диапазоне 82°-88°. Преимущество этого варианта осуществления состоит в том, что при используемом контактном усилии рабочий конец сварочного контакта элемента опоры пригоден для достаточно глубокого проникновения в слои пластика, подлежащие сварке, посредством чего могут быть сварены даже пластиковые контейнеры с различиями в толщине концентрической стенки.
В конкретном варианте осуществления изобретения вышеуказанный сварочный контактный элемент опоры определяет вторую высоту Н2 и вторую ширину В2, при этом вышеуказанная вторая высота Н2, по меньшей мере, больше вышеуказанной второй ширины В2, предпочтительно, по меньшей мере, больше удвоенной вышеуказанной второй ширины В2. Преимущество данной конструкции состоит в том, что сварочные контактные элементы опоры представляют собой вполне определенные выступы, способные проникать в слои пластика, подлежащие сварке. Вторая высота Н2 сварочного контактного элемента опоры измеряется как кратчайшее расстояние между поверхностью опоры и средней точкой второй плоской поверхности сварочного контактного элемента опоры. Вторая ширина В2 измеряется как наименьшее расстояние между двумя противоположными вторыми боковыми поверхностями, измеряемое на высоте, равной 30% от второй высоты Н2 и измеряемой от поверхности опоры, на которой расположен сварочный контактный элемент опоры.
В конкретном варианте осуществления размер вышеуказанной второй плоской поверхности вышеуказанного сварочного контактного элемента опоры составляет менее 25 мм2, предпочтительно менее 10 мм2 и, более конкретно, менее 1 мм2. Преимущество данного варианта осуществления состоит в том, что сварочный контактный элемент опоры может обеспечить достаточно большую поверхность контакта между вышеуказанными вторыми плоскими поверхностями и пластиком, подлежащим сварке, посредством чего может быть увеличена прочность сварного шва.
В конкретном варианте осуществления изобретения вышеуказанный первый ряд контактных элементов для ультразвуковой сварки расположен прямо напротив вышеуказанного первого ряда сварочных контактных элементов опоры. Предпочтительная особенность данного варианта осуществления состоит в том, что образованный сварной шов имеет структуру шва, которая является по существу однородной, в результате чего прочность сварного шва в меньшей степени зависит от места.
В конкретном варианте осуществления изобретения отношение Н1 к В1 такое же, как отношение Н2 к В2. Данный вариант осуществления позволяет сварочным контактным элементам сонотрода и опоры одинаково проникать в слои пластика, подлежащие сварке, в результате чего прочность сварного шва в меньшей степени зависит от места.
Согласно другому аспекту изобретения предложен способ изготовления пластикового контейнера, включающий, по меньшей мере, один этап ультразвуковой сварки вышеуказанного пластикового контейнера для образования сварного шва в соответствии со свариваемой частью на, по меньшей мере, одной части поверхности вышеуказанного пластикового контейнера, полученной формованием с раздувом, для выполнения вышеуказанного пластикового контейнера, по меньшей мере, с одним сварным соединением, при этом вышеуказанный этап ультразвуковой сварки выполняют посредством вышеуказанной комбинации согласно изобретению. Авторы изобретения неожиданно обнаружили, что пластиковые контейнеры, изготовленные вышеуказанным способом, имеют прочную структуру сварного шва, в результате чего уменьшается вероятность расхождения сварного шва в случае внезапных или других изменений давления.
Согласно предпочтительному способу осуществления изобретения вышеуказанный способ во время этапа ультразвуковой сварки включает этапы определения вышеуказанной свариваемой части на вышеуказанной поверхности вышеуказанного пластикового контейнера, полученной формованием с раздувом, зажима вышеуказанного пластикового контейнера между вышеуказанным сонотродом и/или вышеуказанной опорой, предпочтительно между комбинацией, посредством чего вышеуказанные сварочные контактные элементы соединяются с, по меньшей мере, одной частью вышеуказанной свариваемой части, и образования вышеуказанного сварного шва.
Согласно предпочтительному способу осуществления изобретения вышеуказанный способ изготовления пластикового контейнера дополнительно включает этапы литья под давлением преформы пластикового контейнера, которая может быть подвергнута двухосному вытягиванию, то есть вдоль двух осей, перпендикулярных друг другу, при этом вышеуказанная преформа пластикового контейнера содержит открытое горлышко и герметично заделанную нижнюю часть, при этом вышеуказанное открытое горлышко расположено напротив вышеуказанной герметично заделанной нижней части, и раздува с растяжением вышеуказанной преформы пластикового контейнера, поддающейся двухосному вытягиванию, в выдувной форме, посредством чего вышеуказанная преформа пластикового контейнера расширяется двухосно в вышеуказанной выдувной форме до вышеуказанного пластикового контейнера, содержащего вышеуказанную поверхность, полученную формованием с раздувом, которая подлежит, по меньшей мере частично, ультразвуковой сварке.
Согласно предпочтительному способу осуществления изготовления пластикового контейнера согласно изобретению способ включает этап тиснения вышеуказанной поверхности, полученной формованием с раздувом, во время вышеуказанного этапа раздува с растяжением, при этом вышеуказанный этап тиснения выполняют в вышеуказанной выдувной форме, содержащей, по меньшей мере, плиту, предпочтительно плиту, подвергнутую травлению. Это позволяет выполнить пластиковые контейнеры с прочным сварным швом также с тиснением.
Согласно предпочтительному способу выполнения способа изготовления пластикового контейнера согласно изобретению способ дополнительно включает этап отрезки вышеуказанного пластикового контейнера, при этом вышеуказанный этап отрезки выполняют до, во время или после ультразвуковой сварки вышеуказанного пластикового контейнера.
Изобретение также относится к способу изготовления пластикового контейнера согласно изобретению, в котором вышеуказанный этап отрезки выполняют механическими средствами или с помощью ультразвука.
Изобретение также относится к пластиковому контейнеру, предпочтительно тубе, полученному (-ой) в соответствии с, по меньшей мере, одним вариантом осуществления изобретения.
Изобретение также относится к способу заполнения пластикового контейнера, полученного согласно изобретению, в котором заполнение происходит через вышеуказанное горлышко. Преимущество этого способа состоит в том, что пластиковые контейнеры могут быть заполнены до большего объема по сравнению со стандартными уровнями заполнения. В частности, пластиковые контейнеры, предпочтительно тубы, полученные согласно изобретению, заполняют так, что при этом свободное пространство, то есть свободный от текучей среды объем пластикового контейнера у горлышка, уменьшается до 10 мл, предпочтительно до 5 мл, более предпочтительно почти до 0 мл. Это означает, что до 1 см, предпочтительно до 0,5 см, более предпочтительно даже менее 0,5 см от сварного шва.
Еще один аспект изобретения относится к применению пластикового контейнера согласно любому из пунктов 10-15 формулы изобретения для упаковывания фармацевтических препаратов, лекарств, косметических средств и пищевых продуктов.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Для того чтобы лучше продемонстрировать характеристики изобретения, в качестве примера, а никоим образом не ограничения, в дальнейшем описан, по меньшей мере, один предпочтительный вариант осуществления сонотрода, опоры и комбинации сонотрода и опоры согласно настоящему изобретению, а также приведено описание, по меньшей мере, одного предпочтительного способа изготовления пластикового контейнера, предпочтительно тубы, со ссылкой на приложенные чертежи, в которых:
- Фигура 1А, сокращенно фиг.1А, представляет собой сечение сонотрода согласно варианту осуществления настоящего изобретения.
- Фигура 1В, сокращенно фиг.1В, представляет собой увеличенный детализированный вид того, что показано на фиг.1А.
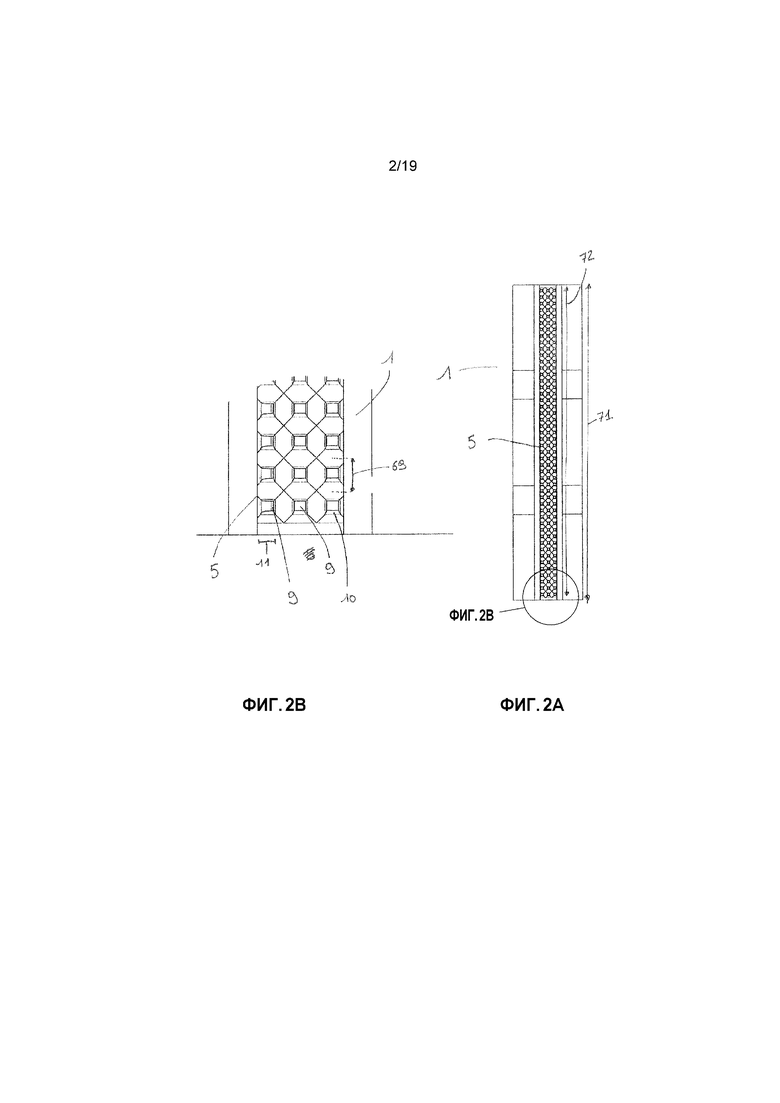
- Фигура 2А, сокращенно фиг.2А, представляет собой вид снизу сонотрода по фиг.1А.
- Фигура 2В, сокращенно фиг.2В, представляет собой увеличенное детализированное изображение вида сонотрода снизу по фиг.2А.
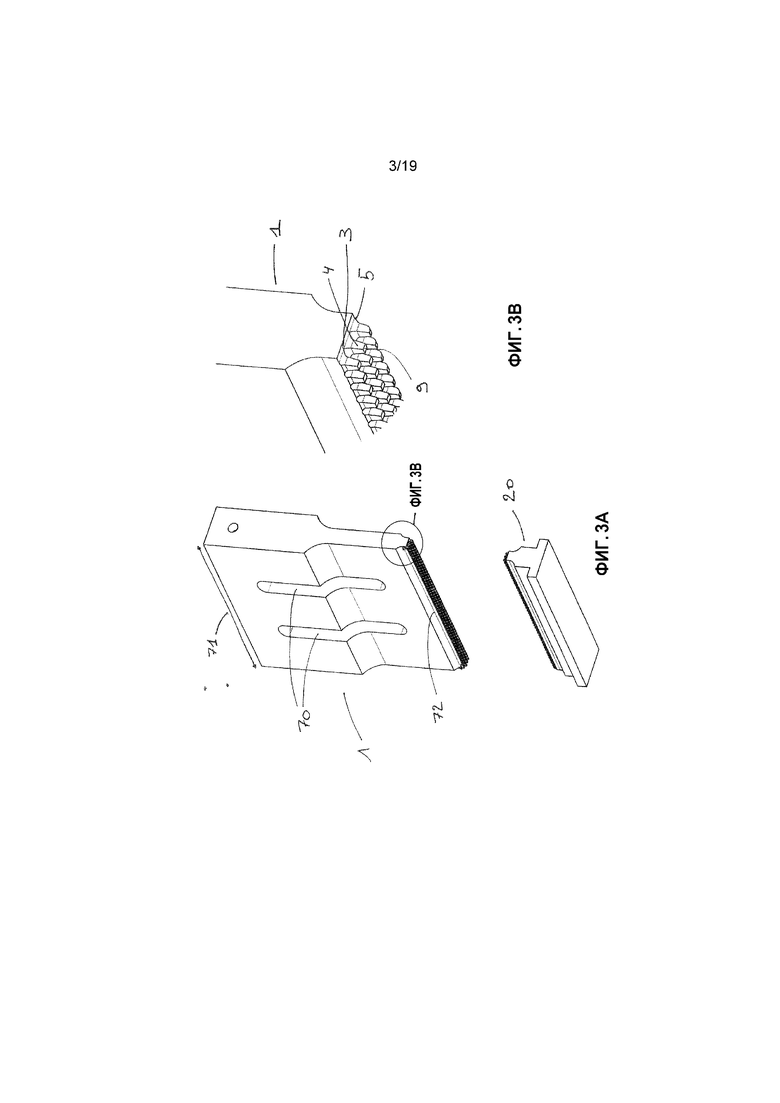
- Фигура 3А, сокращенно фиг.3А, представляет собой изометрическое изображение сонотрода по фиг.1А.
- Фигура 3В, сокращенно фиг.3В, представляет собой увеличенный детализированный вид сонотрода по фиг.3А.
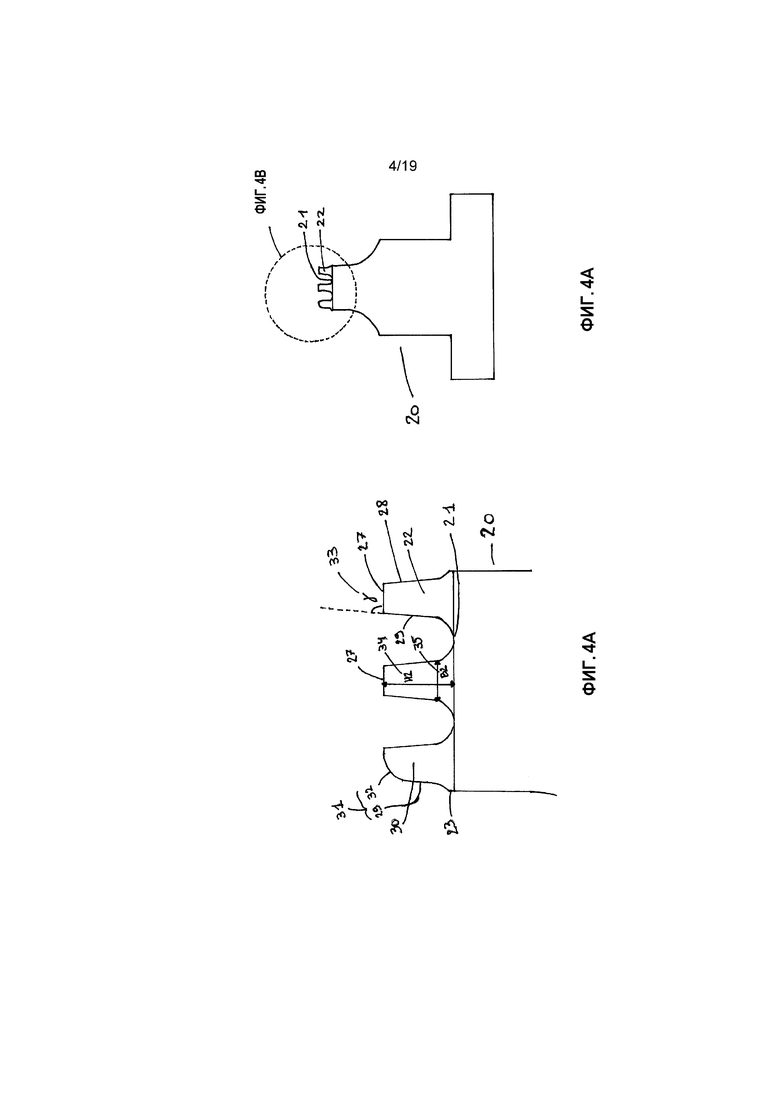
- Фигура 4А, сокращенно фиг.4А, представляет собой сечение опоры согласно варианту осуществления настоящего изобретения.
- Фигура 4В, сокращенно фиг.4В, представляет собой увеличенный детализированный вид опоры по фиг.4А.
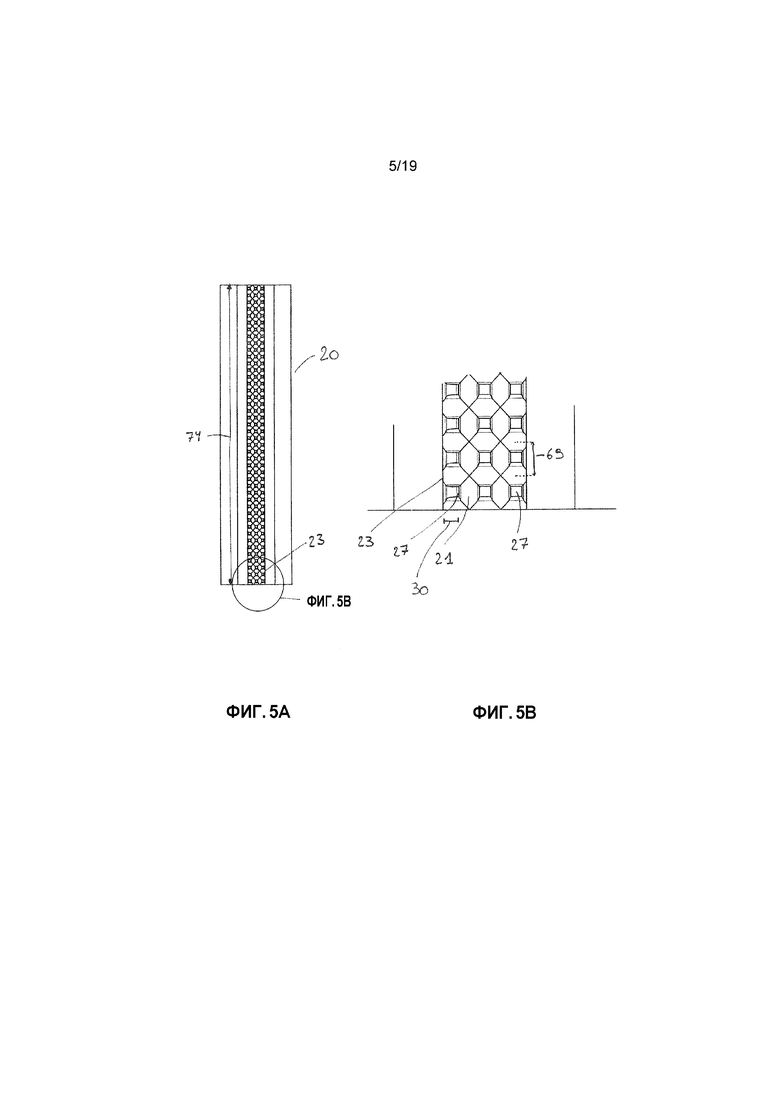
- Фигура 5А, сокращенно фиг.5А, представляет собой вид сверху опоры по фиг.4А.
- Фигура 5В, сокращенно фиг.5В, представляет собой детализированное изображение вида опоры сверху по фиг.5А.
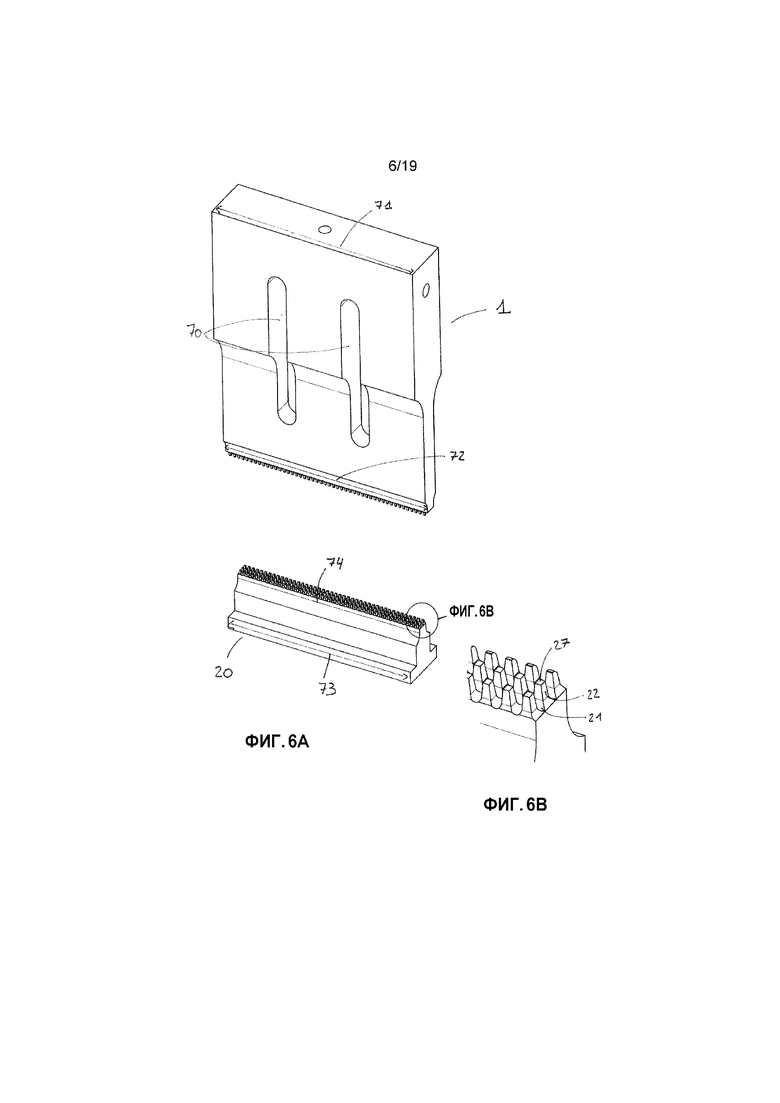
- Фигура 6А, сокращенно фиг.6А, представляет собой изометрическое изображение опоры по фиг.4А.
- Фигура 6В, сокращенно фиг.6В, представляет собой детализированный вид опоры по фиг.6А.
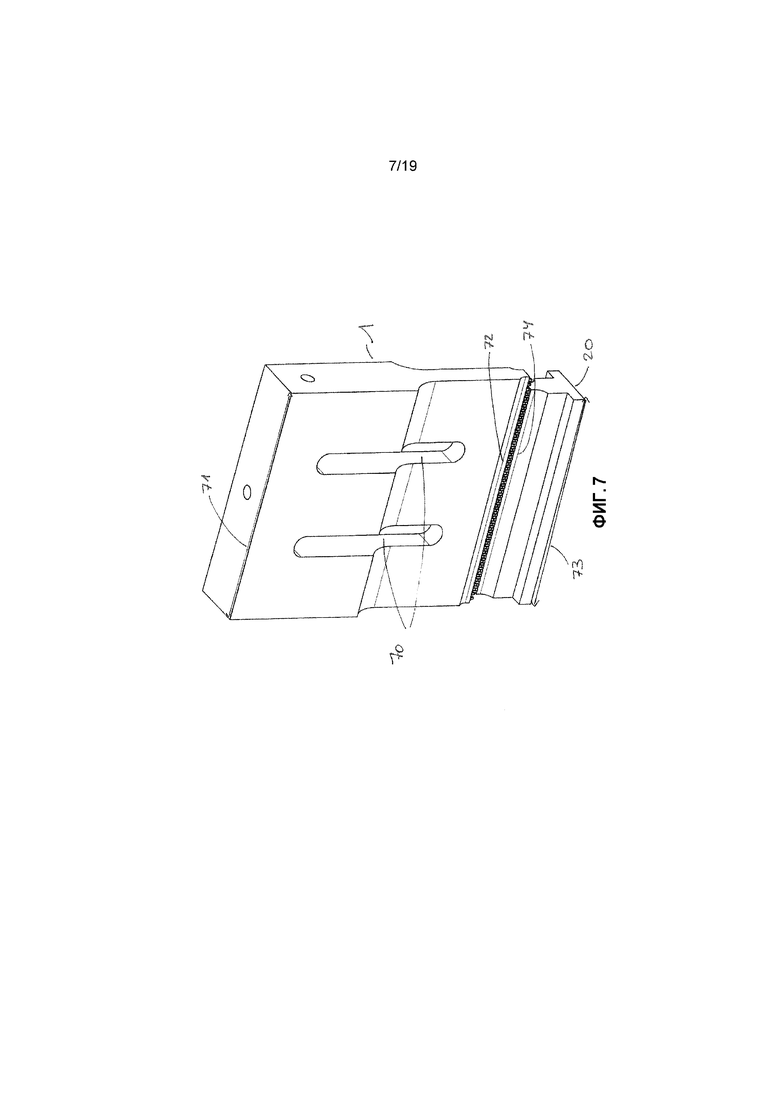
- Фигура 7, сокращенно фиг.7, представляет собой изометрическое изображение комбинации сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
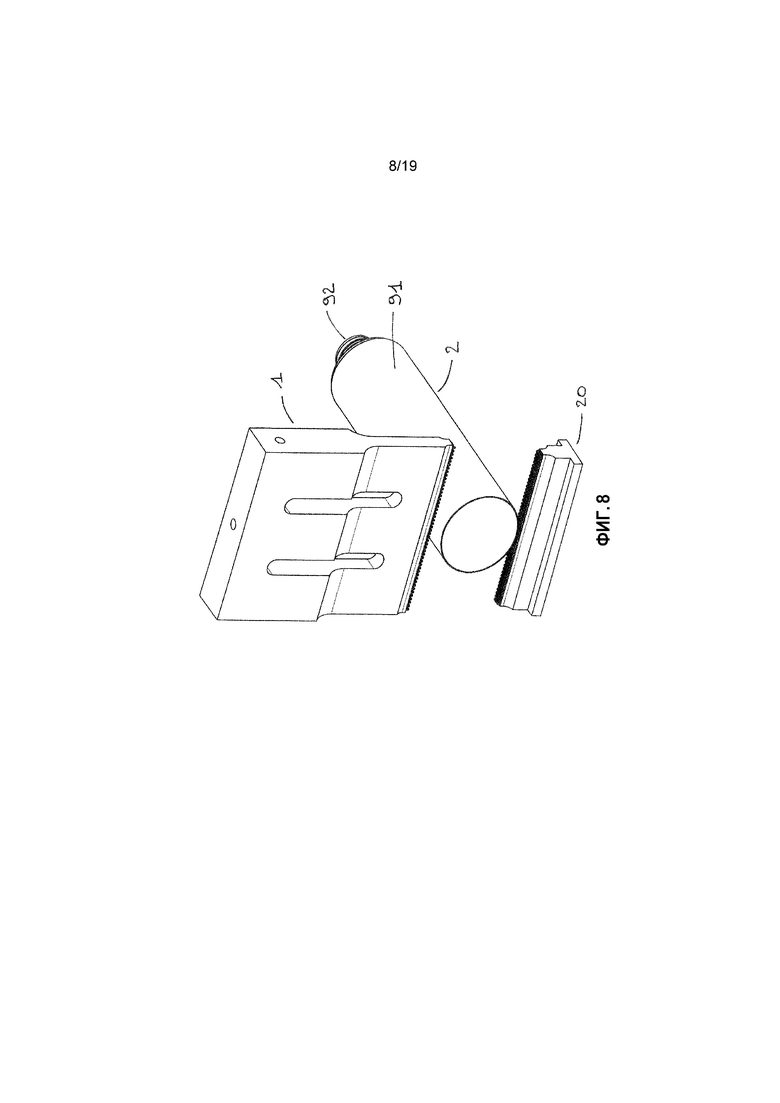
- Фигура 8, сокращенно фиг.8, представляет собой изометрическое изображение комбинации по фиг.7, при этом пластиковый контейнер размещен между сонотродом и опорой.
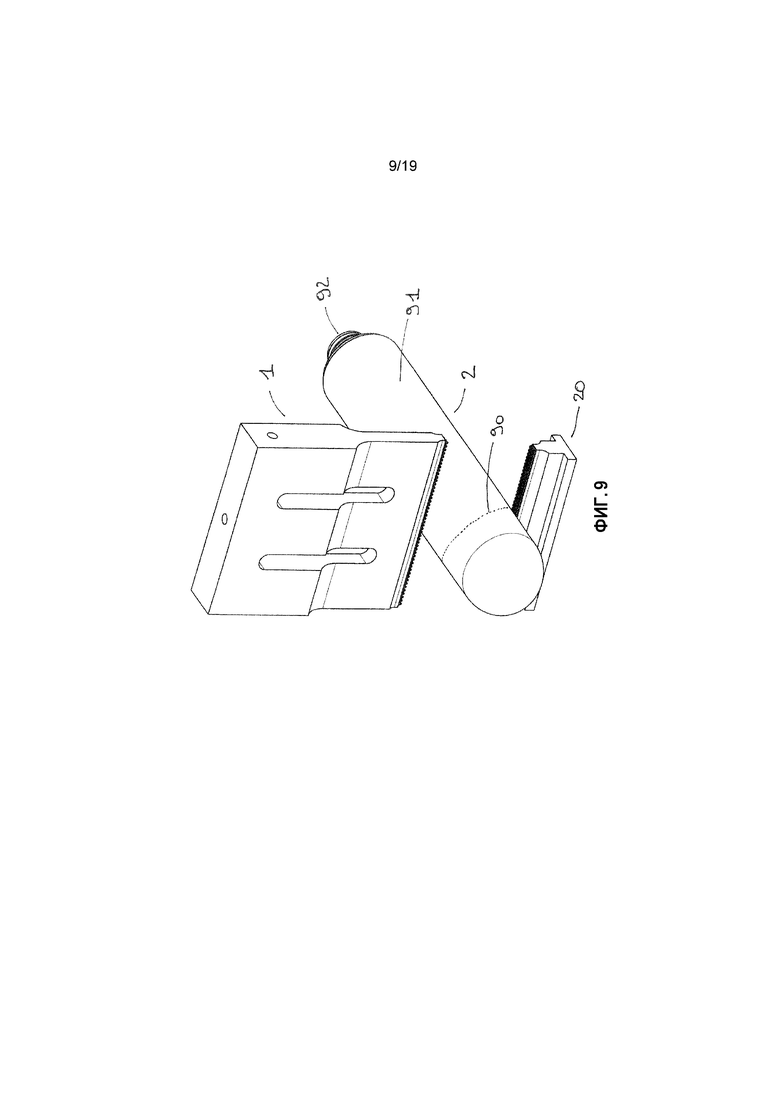
- Фигура 9, сокращенно фиг.9, представляет собой изометрическое изображение комбинации по фиг.7, при этом пластиковый контейнер размещен между сонотродом и опорой для образования сварного шва на, по меньшей мере, одной части поверхности, полученной формованием с раздувом.
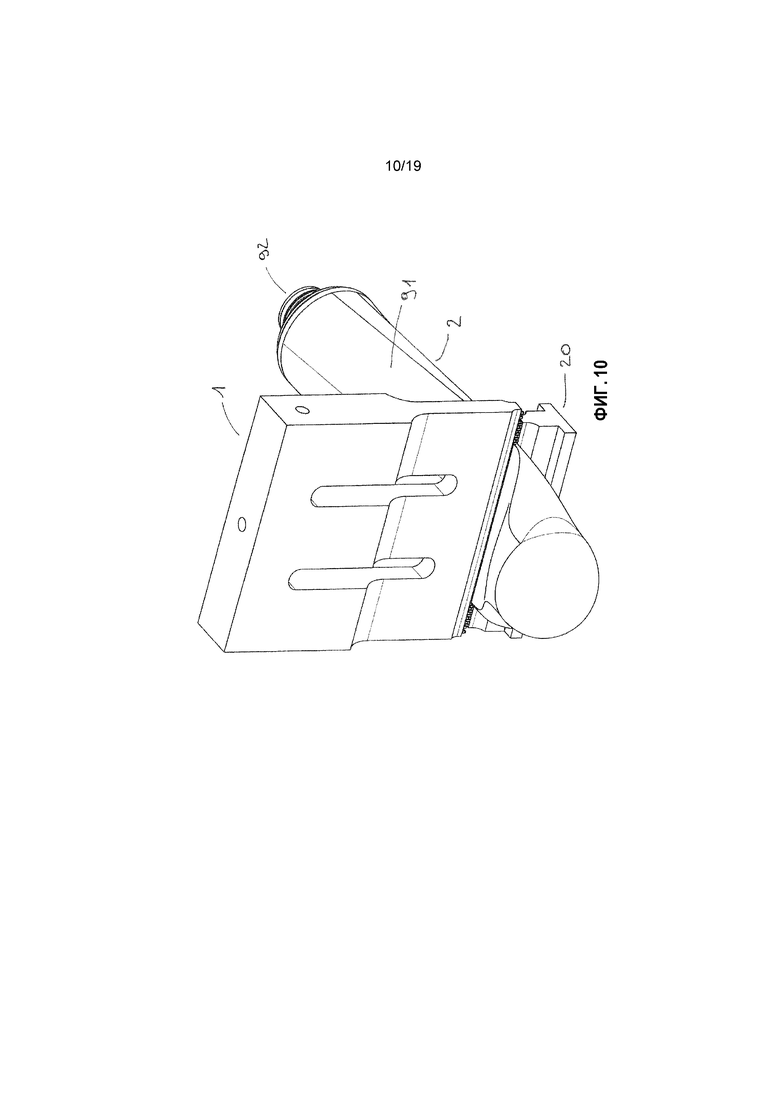
- Фигура 10, сокращенно фиг.10, представляет собой изометрическое изображение комбинации по фиг.7, при этом пластиковый контейнер зажат между сонотродом и опорой для образования сварного шва на, по меньшей мере, одной части поверхности, полученной формованием с раздувом.
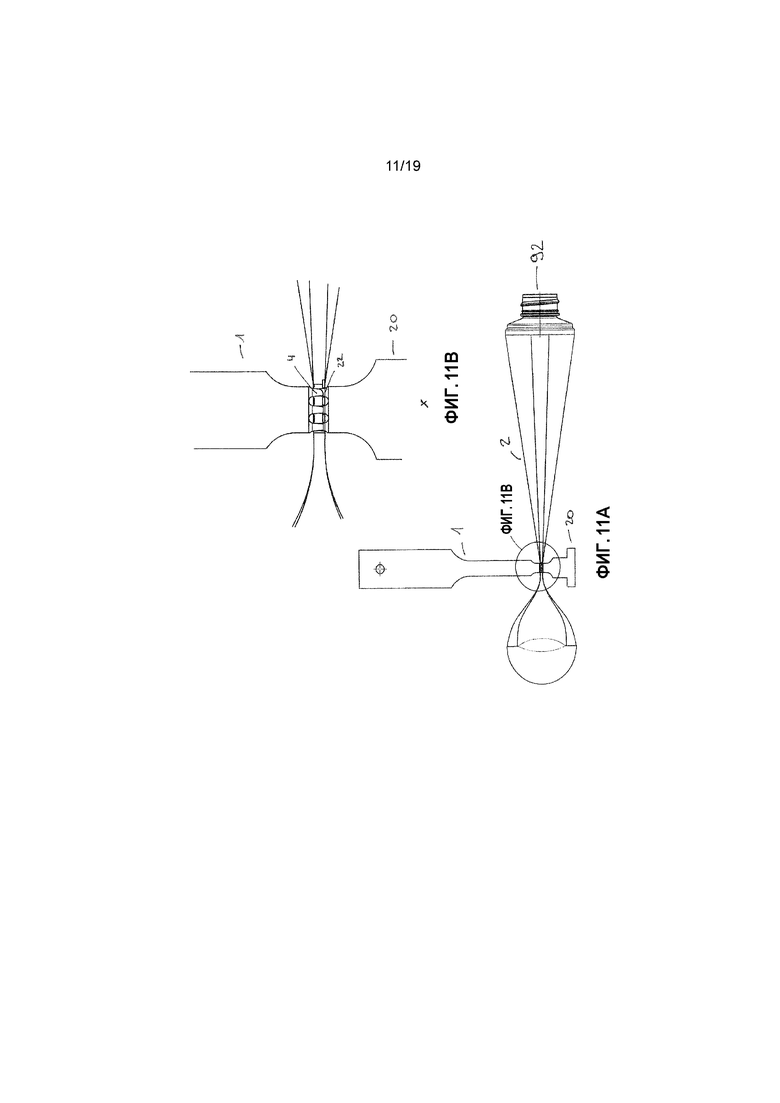
- Фигура 11А, сокращенно фиг.11А, представляет собой сечение комбинации по фиг.10.
- Фигура 11В, сокращенно фиг.11В, представляет собой детализированное изображение сечения по фиг.11А.
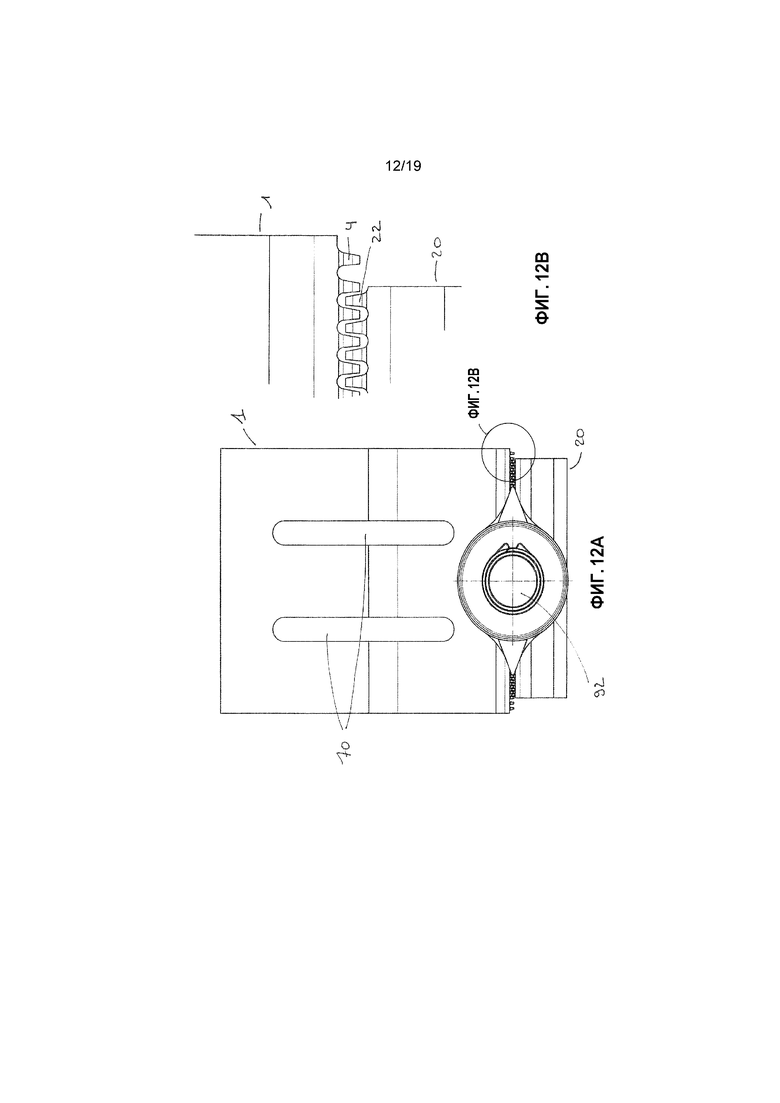
- Фигура 12А, сокращенно фиг.12А, представляет собой вид спереди комбинации по фиг.10.
- Фигура 12В, сокращенно фиг.12В, представляет собой детализированное изображение вида спереди по фиг.12А.
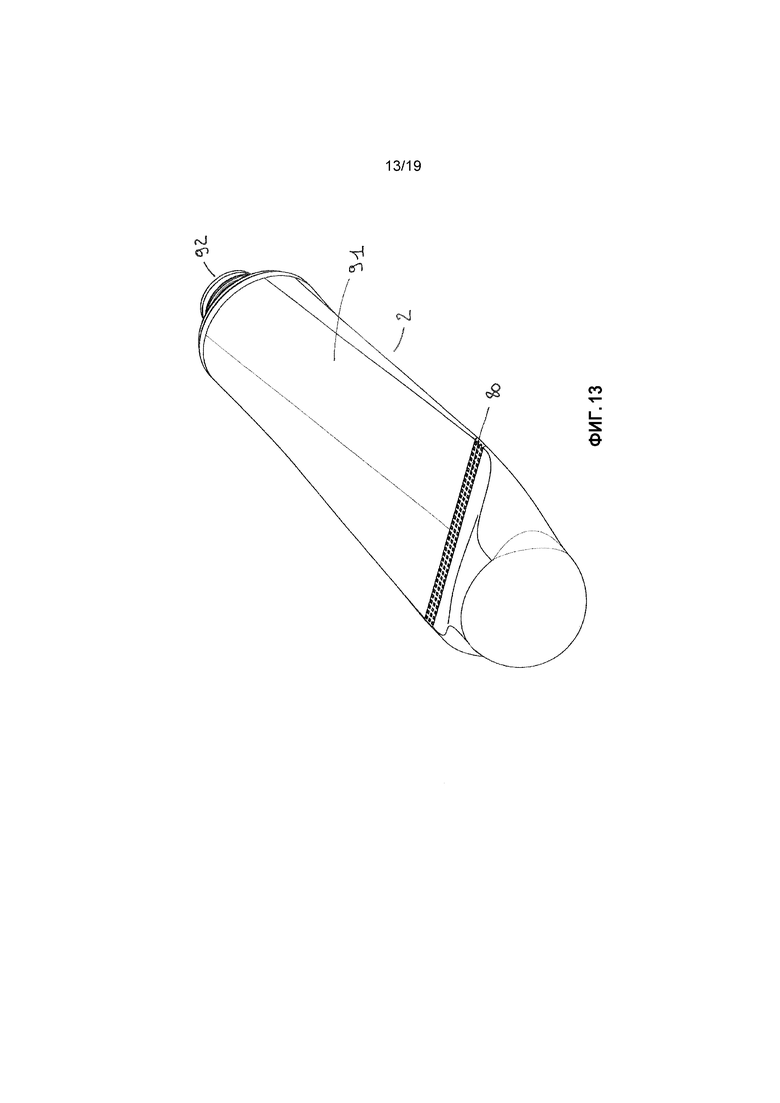
- Фигура 13, сокращенно фиг.13, представляет собой изометрическое изображение пластикового контейнера, содержащего сварной шов, полученный согласно предпочтительному способу, включающему этап ультразвуковой сварки, на котором используют сонотрод и опору согласно варианту осуществления изобретения.
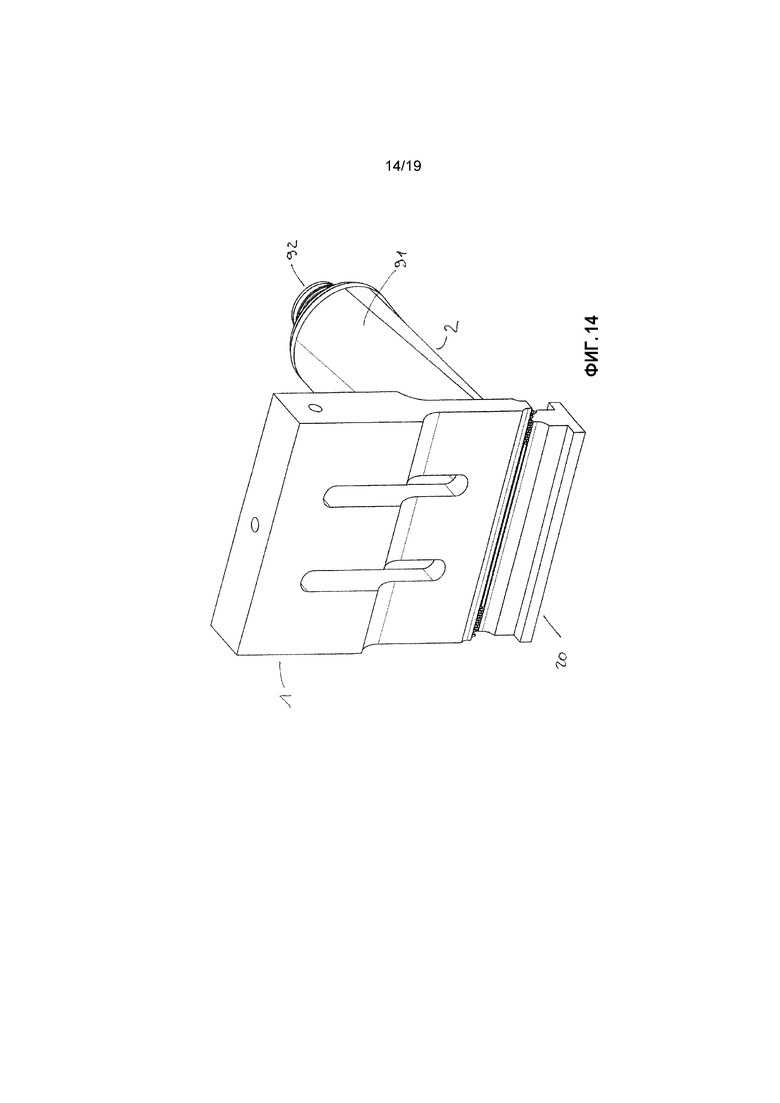
- Фигура 14, сокращенно фиг.14, представляет собой изометрическое изображение комбинации по фиг.10, при этом нижняя часть пластикового контейнера обрезана.
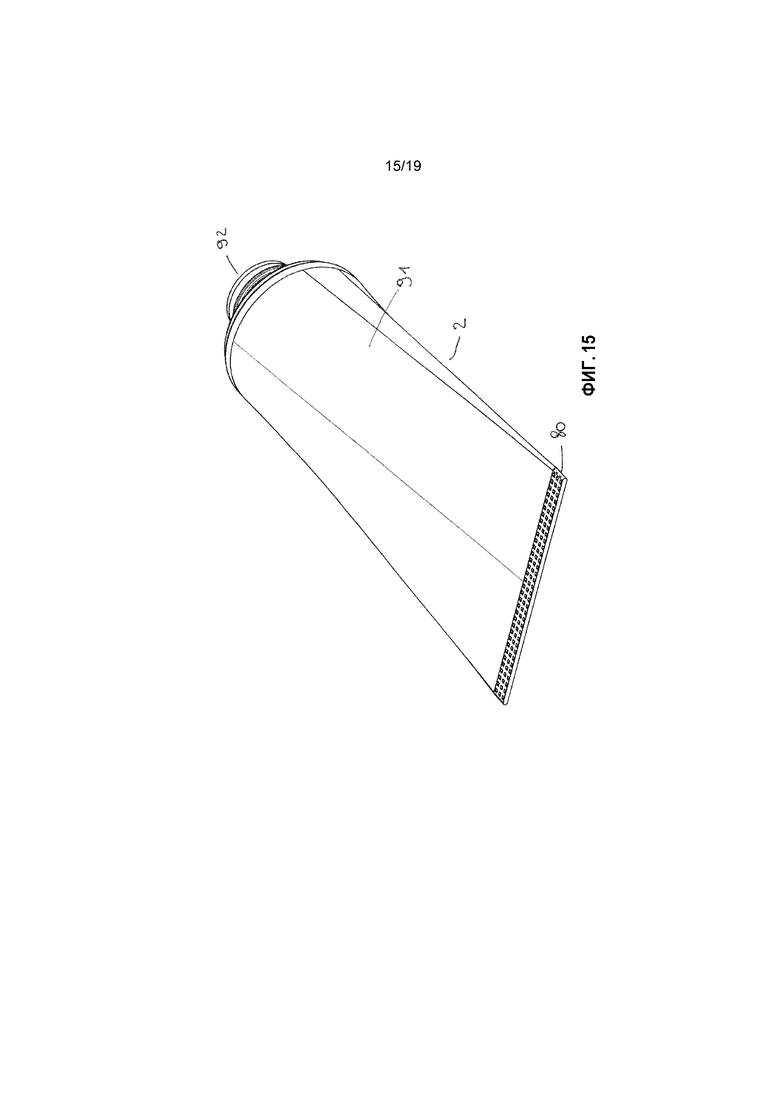
- Фигура 15, сокращенно фиг.15, представляет собой изометрическое изображение пластикового контейнера, предпочтительно тубы, полученного (-ой) согласно, по меньшей мере, одному предпочтительному способу изготовления пластикового контейнера в соответствии с изобретением.
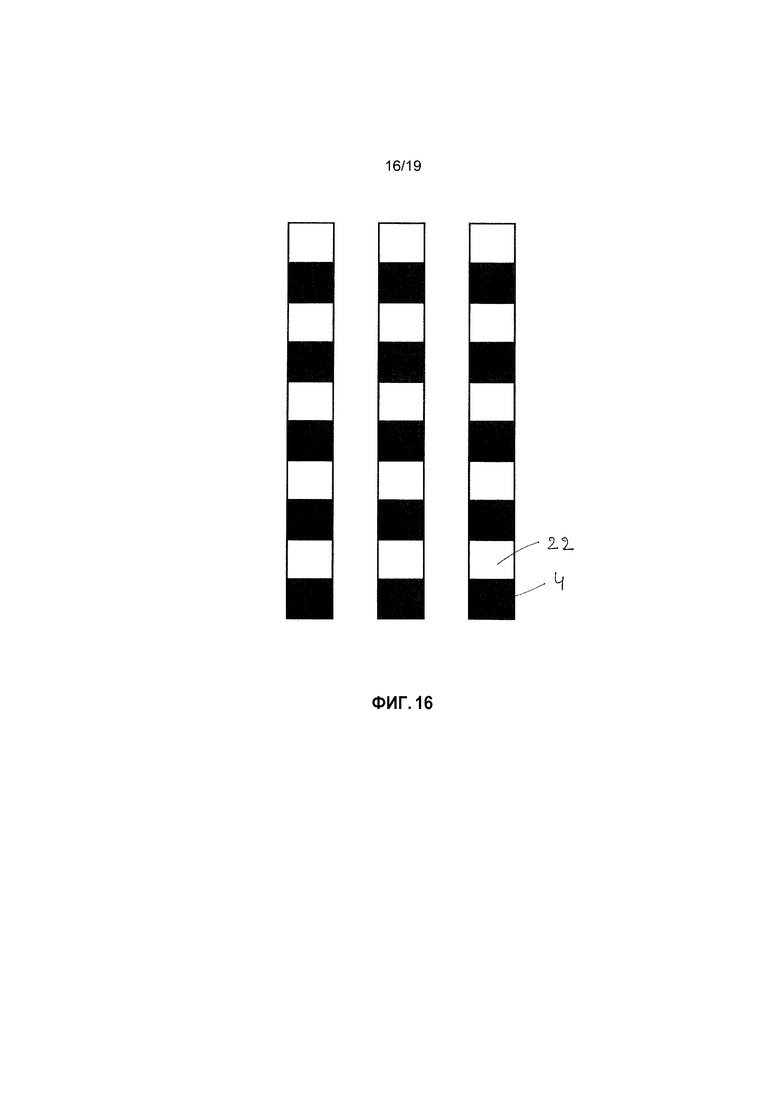
- Фигура 16, сокращенно фиг.16, представляет собой схематическое изображение схемы расположения чередующихся сварочных контактных элементов сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
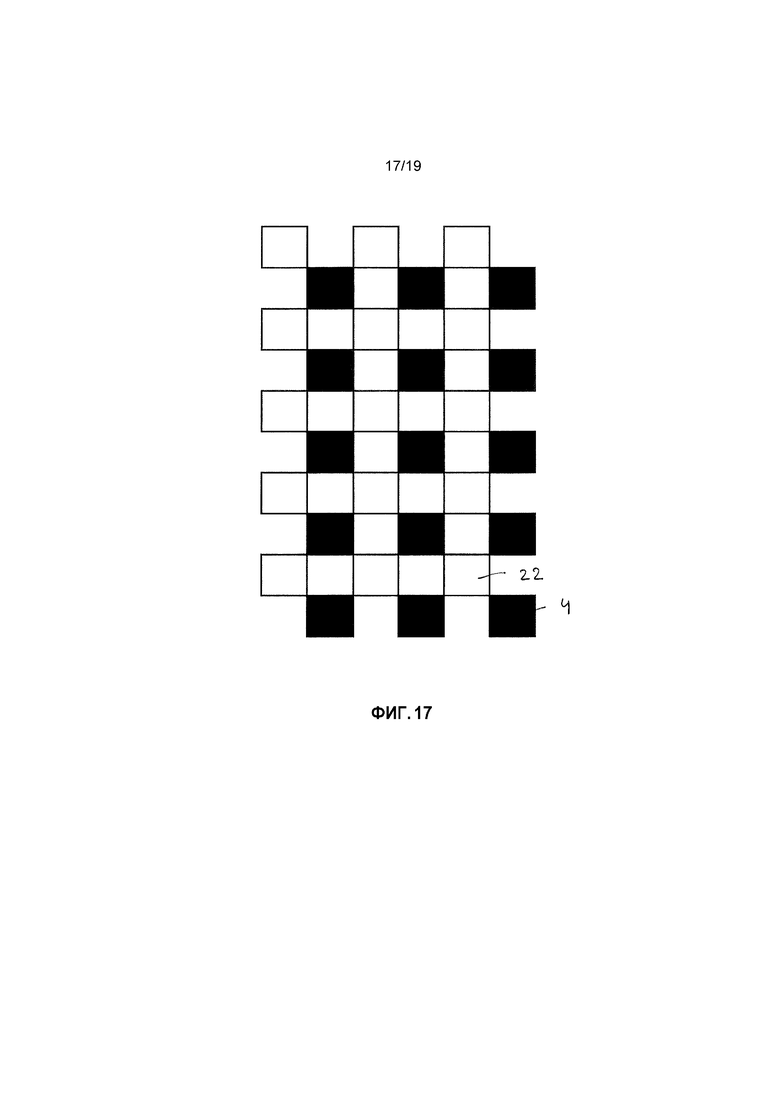
- Фигура 17, сокращенно фиг.17 представляет собой схематическое изображение схемы расположения чередующихся сварочных контактных элементов сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
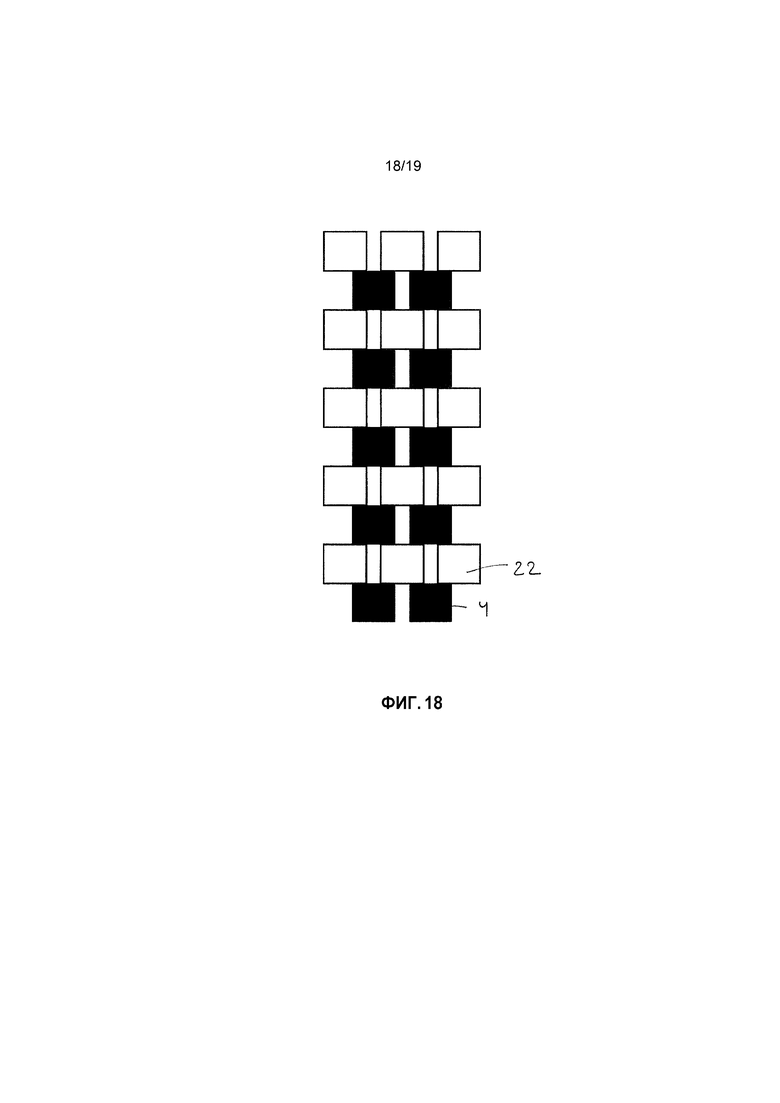
- Фигура 18, сокращенно фиг.18, представляет собой схематическое изображение схемы расположения чередующихся сварочных контактных элементов сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
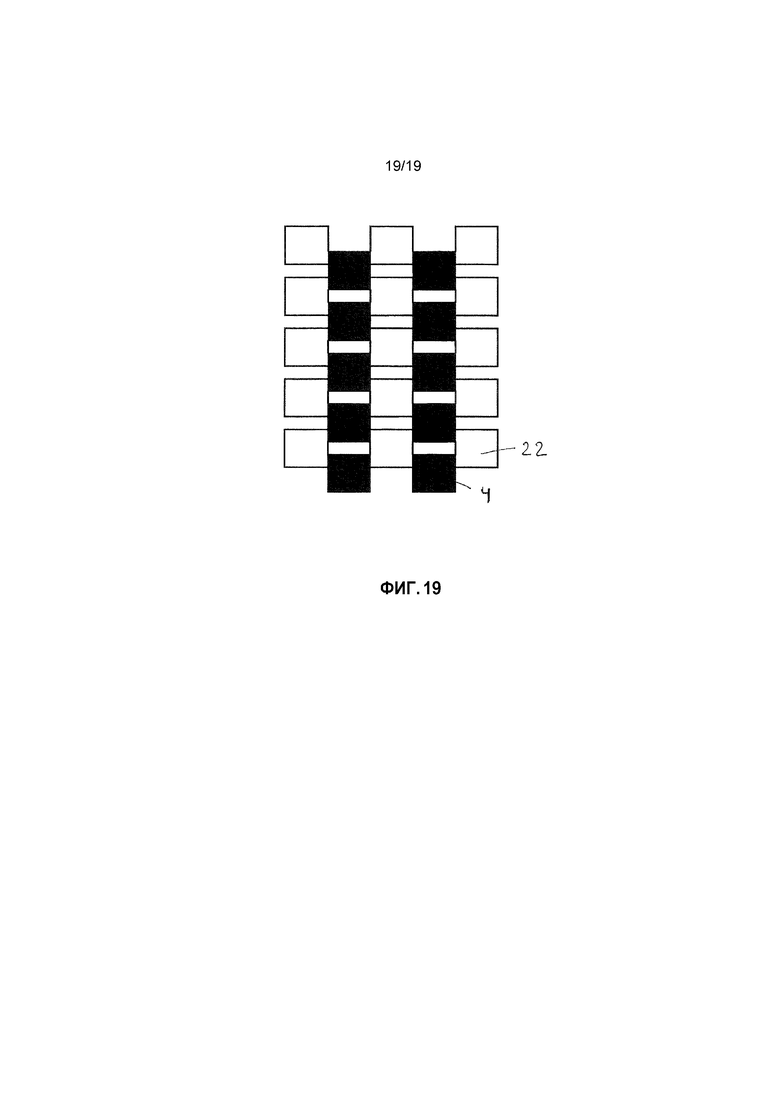
- Фигура 19, сокращенно фиг.19, представляет собой схематическое изображение схемы расположения чередующихся сварочных контактных элементов сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
- Фигура 18, сокращенно фиг.18, представляет собой схематическое изображение схемы расположения предназначенных для использования лака элементов сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
- Фигура 19, сокращенно фиг.19, представляет собой схематическое изображение схемы расположения предназначенных для использования воска, контактных элементов сонотрода и опоры согласно предпочтительному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг.1А показывает сечение сонотрода 1 согласно предпочтительному варианту осуществления настоящего изобретения. Сонотрод 1, также называемый консолью (horn) в релевантном предшествующем уровне техники, выполнен с возможностью соединения с возможным, но необязательным усилителем (непоказанным) и конвертером или преобразователем (непоказанным). Сонотрод 1 служит для ультразвуковой сварки пластика, предпочтительно пластикового контейнера 2, и имеет поверхность 3 сонотрода, на которой расположены три ряда из, по меньшей мере, одного сварочного контактного элемента 4 сонотрода. Сварочные контактные элементы сонотрода, также известные как средства направления энергии в предшествующем уровне техники, представляют собой вполне определенные выступы, выполненные так, чтобы во время ультразвуковой сварки слоев пластика они находились в контакте с, по меньшей мере, частью слоев пластика. Поверхность 3 сонотрода предпочтительно является прямоугольной или четырехугольной и содержит, по меньшей мере, одну сторону 5 поверхности сонотрода. Сонотрод 1 был специально разработан для передачи механической энергии пластику, подлежащему ультразвуковой сварке. Сонотрод 1 предпочтительно изготовлен из алюминия, стали или титана. Алюминий используется чаще для применений в мелкосерийном производстве, поскольку алюминиевый сонотрод 1 изнашивается быстрее, чем титановый или стальной. Однако материал сонотрода 1 не ограничен вышеуказанными материалами. Сварочные контактные элементы 4 сонотрода также могут быть специально подвергнуты обработке для повышения прочности/твердости, чтобы износ при использовании происходил медленнее.
На фиг.1В показано детализированное изображение сечения сонотрода 1 по фиг.1А. Первый ряд 11 сварочных контактных элементов 4 сонотрода отличается от остальных рядов сварочных контактных элементов 4 сонотрода тем, что вышеуказанный первый ряд 11 сварочных контактных элементов 4 сонотрода содержит первую адаптированную боковую поверхность 12, при этом адаптированная боковая поверхность 12 содержит по существу прямолинейную поверхность 14 и первую криволинейную поверхность 13, которая имеет дугу, выпуклую наружу. Следовательно, границы сварочных контактных элементов 4 сонотрода из первого ряда 11 определяются вышеуказанной адаптированной боковой поверхностью 12 и, как правило, тремя первыми боковыми поверхностями 10, которые соединены с, по меньшей мере, одной частью первой плоской поверхности 9. Согласно предпочтительному варианту осуществления сонотрода в соответствии с изобретением первая адаптированная боковая поверхность 12 соединена с, по меньшей мере, одной частью первой плоской поверхности 9 и, по меньшей мере, одной частью стороны 5 плоской поверхности. Число первых боковых поверхностей 10 не ограничено вышеуказанным числом. Следует отметить, что при упоминании сварочных контактных элементов 4 сонотрода из первого ряда 11 упоминаются только те сварочные контактные элементы 4 сонотрода из первого ряда 11, которые выполнены так, что во время ультразвуковой сварки они находятся в прямом контакте с пластиком, подлежащим сварке. Сварочные контактные элементы 4 сонотрода из первого ряда 11, которые не выполнены так, чтобы они находились в прямом контакте с пластиком или слоями пластика, подлежащими сварке, не ограничены вышеуказанной структурой. Границы сварочных контактных элементов 4 сонотрода из остальных рядов, то есть не из первого ряда 11, определяются первой группой первых боковых поверхностей 10 и первой плоской поверхностью 9. Во время ультразвуковой сварки пластика первая плоская поверхность 9 сварочного контактного элемента 4 сонотрода будет входить в прямой контакт с, по меньшей мере, одной частью пластика, подлежащего сварке.
Эти первые боковые поверхности 10 соединены с, по меньшей мере, одной частью первой плоской поверхности 9. Согласно конкретному варианту осуществления изобретения первая плоская поверхность 9 сварочных контактных элементов 4 сонотрода из первого ряда имеет меньший размер, чем первые плоские поверхности 9 сварочных контактных элементов 4 сонотрода не из первого ряда. Первая плоская поверхность 9 сварочных контактных элементов 4 сонотрода не из первого ряда предпочтительно представляет собой прямоугольную поверхность с размерами 0,80 мм x 0,88 мм в отличие от первой плоской поверхности 9 сварочных контактных элементов 4 сонотрода из первого ряда, которые имеют поверхность с размерами 0,1 мм x 0,88 мм. Однако форма первых плоских поверхностей 9 и их размеры не ограничены вышеуказанными формой и размерами. Таким образом, согласно конкретному варианту осуществления изобретения площадь каждой первой плоской поверхности 9 составляет менее 25 мм2, предпочтительно менее 10 мм2 и, более конкретно, менее 1 мм2.
Первая плоская поверхность 9 сварочных контактных элементов сонотрода расположена на первой высоте Н1 17 относительно поверхности 3 сонотрода. Первая высота Н1 17 сварочного контактного элемента 4 сонотрода измерена в соответствии с воображаемой линией, перпендикулярной к поверхности 3 сонотрода и проходящей через среднюю точку первой плоской поверхности 9 вышеуказанного сварочного контактного элемента 4 сонотрода. Эта первая высота Н1 17 является одинаковой для всех сварочных контактных элементов 4 сонотрода, расположенных на одной и той же поверхности 3 сонотрода. Различие по первой высоте Н1 17 между сварочными контактными элементами 4 сонотрода, расположенными на одной и той же поверхности 3 сонотрода, может привести к дырам или отверстиям в пластике, подлежащем сварке, в местах, в которых сварочные контактные элементы 4 сонотрода проникают в слои пластика, подлежащие сварке, или в местах, в которых сварочные контактные элементы 4 сонотрода входят в прямой контакт с, по меньшей мере, одной частью опоры 20.
Помимо первой высоты Н1 для сварочных контактных элементов 4 сонотрода также задана первая ширина В1 18, которая измеряется как наименьшее расстояние между двумя противоположными первыми боковыми поверхностями 10, измеряемое на высоте, составляющей 30% от первой высоты Н1 17 и определяемой относительно поверхности 3 сонотрода, на которой расположены сварочные контактные элементы 4 сонотрода, и при этом, по меньшей мере, первая ширина В1 18 меньше первой высоты Н1. В случае конических сварочных контактных элементов 4 сонотрода первая ширина В1 18 должна быть измерена как наименьший диаметр округлого замкнутого контура с предпочтительно круглой или эллиптической формой, длина которого ограничена первыми боковыми поверхностями на высоте, составляющей 30% от первой высоты Н1 17 и определяемой относительно поверхности 3 сонотрода, на которой расположены сварочные контактные элементы 4 сонотрода. В предпочтительном варианте осуществления изобретения первая высота Н1 17, по меньшей мере, больше вышеуказанной первой ширины В1 18, предпочтительно, по меньшей мере, больше удвоенной вышеуказанной первой ширины В1 18.
С учетом того, что типовая толщина стенок пластиковых контейнеров 2, полученных формованием с раздувом и растяжением, находится в диапазоне от приблизительно 0,2 до 0,5 мм, первая высота Н1 17 должна составлять минимум 1 мм для обеспечения возможности проникновения сварочного контактного элемента 4 сонотрода как в первый слой пластика, так и в нижерасположенный слой пластика, в частности, по меньшей мере, в часть первой стенки из поверхности пластикового контейнера 2, полученной формованием с раздувом, и, по меньшей мере, часть нижерасположенной стенки пластикового контейнера 2.
Согласно конкретному варианту осуществления изобретения каждая вышеуказанная по существу прямолинейная поверхность 14 образует угол тета 15 с первой плоской поверхностью 9, с которой она граничит, по меньшей мере, частично, при этом угол тета 15 находится в диапазоне 75°-90°, предпочтительно составляет от 82° до 88°.
Согласно конкретному варианту осуществления изобретения первая высота Н1 17, по меньшей мере, больше вышеуказанной первой ширины В1 18, предпочтительно, по меньшей мере, больше удвоенной вышеуказанной первой ширины В1 18. Следовательно, с учетом вышеуказанного угла гамма 33 и отношения вышеуказанной первой высоты Н1 17 к вышеуказанной первой ширине В1 33 сварочные контактные элементы 4 сонотрода можно рассматривать как вполне определенные выступы.
Фиг.2А представляет собой вид снизу сонотрода 1 согласно предпочтительному варианту осуществления изобретения. Более конкретно, она показывает вид снизу поверхности 3 сонотрода, на которой расположены сварочные контактные элементы 4 сонотрода. Поверхность 3 сонотрода предпочтительно является прямоугольной или четырехугольной и содержит, по меньшей мере, одну сторону 5 поверхности сонотрода. Длина 72 стороны 5 поверхности сонотрода предпочтительно равна длине 71 сонотрода. Вышеуказанная геометрия поверхности 3 сонотрода и вышеуказанная длина 71 сонотрода не ограничены вышеуказанными геометрией и длиной. Ряды сварочных контактных элементов 4 сонотрода расположены в соответствии с вышеуказанной стороной 5 поверхности сонотрода. Сварочные контактные элементы 4 сонотрода из одного и того же ряда расположены на одинаковом расстоянии от вышеуказанной стороны 5 поверхности сонотрода и на одинаковом расстоянии от стороны, противоположной по отношению к вышеуказанной стороне 5 поверхности сонотрода.
На фиг.2В показано детализированное изображение структуры поверхности сонотрода по фиг.2А, при этом показан первый ряд 11 сварочных контактных элементов 4 сонотрода, описанных выше. Сонотрод 1 содержит три ряда сварочных контактных элементов 4 сонотрода. Согласно предпочтительному варианту осуществления изобретения достаточное число сварочных контактных элементов 4 сонотрода должно быть расположено на поверхности 3 сонотрода для обеспечения достаточного сплавления пластика, подлежащего сварке. Шаг 69 определен как расстояние между центрами двух соседних сварочных контактных элементов 4, определяемое как в продольном направлении сонотрода 1, то есть в соответствии с длиной 72 стороны 5 поверхности сонотрода, так и в поперечном направлении сонотрода, то есть в соответствии с шириной 75 сонотрода. Предпочтительный вариант осуществления сонотрода 1 согласно изобретению имеет шаг, который менее чем в пять раз (продольное направление x поперечное направление) превышает наибольший диаметр первой плоской поверхности 9, более предпочтительно менее чем в три раза (продольное направление x поперечное направление) превышает наибольший диаметр первой плоской поверхности 9. Вышеуказанный диаметр определяют как кратчайшее расстояние между двумя противоположными сторонами плоской поверхности 9 в случае многоугольной конструкции или как диаметр окружности, которая ограничивает круглую плоскую поверхность 9. Шаг 69 должен быть выбран таким, чтобы, по меньшей мере, в одном направлении, а именно в направлении длины и/или ширины, минимальное расстояние между двумя соседними сварочными контактными элементами 4 сонотрода, измеренное параллельно поверхности 3 сонотрода, было больше второй ширины В2 35 сварочных контактных элементов 22 опоры, каждый из которых выполнен с возможностью размещения между двумя соседними сварочными контактными элементами 4 сонотрода.
Фиг.3А показывает изометрическое изображение комбинации сонотрода 1 и опоры 20 согласно предпочтительному варианту осуществления изобретения. Сонотрод 1 содержит группу щелевидных отверстий 70 для обеспечения максимальной амплитуды колебаний в направлении продольной длины. Длина 71 сонотрода предпочтительно равна длине 72 стороны 5 поверхности сонотрода.
Фиг.3В показывает детализированный вид сонотрода по фиг.3А, на котором сварочные контактные элементы 4 сонотрода из первого ряда 11 сварочных контактных элементов сонотрода имеют четко видную конструкцию, которая отличается от сварочных контактных элементов 4 сонотрода из других рядов. Сварочные контактные элементы 4 сонотрода из первого ряда 11 содержат первую адаптированную боковую поверхность 12, дополненную, в частности, тремя боковыми поверхностями 10.
Фиг.4А показывает сечение опоры 20 согласно предпочтительному варианту осуществления настоящего изобретения. Опора 20 должна быть расположена на соответствующей поверхности (непоказанной), которая обеспечивает необходимую устойчивость для оптимального функционирования опоры во время ультразвуковой сварки. Опора 20 согласно конкретному варианту осуществления изобретения оптимизирована для ультразвуковой сварки пластика, предпочтительно пластикового контейнера 2, и содержит поверхность 21 опоры, на которой расположены три ряда из, по меньшей мере, одного сварочного контактного элемента 22 опоры. Сварочные контактные элементы опоры, также известные как средства направления энергии в предшествующем уровне техники, представляют собой вполне определенные выступы, выполненные так, чтобы во время ультразвуковой сварки слоев пластика они находились в контакте с, по меньшей мере, одной частью слоев пластика. Поверхность 21 опоры предпочтительно является прямоугольной или четырехугольной и содержит, по меньшей мере, одну сторону 23 поверхности опоры. Опора 20 была специально разработана для содействия образованию сварного шва на, по меньшей мере, одной части пластика, подлежащего сварке. Опора 20 предпочтительно изготовлена из алюминия, стали или титана. Алюминий используется чаще для применений в мелкосерийном производстве, поскольку алюминиевая опора 20 изнашивается быстрее, чем титановая или стальная. Однако материал опоры 20 не ограничен вышеуказанными материалами. Сварочные контактные элементы 22 опоры также могут быть специально подвергнуты обработке для повышения прочности/твердости, чтобы износ при использовании происходил медленнее.
Фиг.4В показывает детализированное изображение сечения опоры 20 по фиг.4А. Первый ряд 30 сварочных контактных элементов 22 опоры отличается от остальных рядов сварочных контактных элементов 22 опоры тем, что вышеуказанный первый ряд 30 сварочных контактных элементов 22 опоры имеет вторую адаптированную боковую поверхность 31, при этом вторая адаптированная боковая поверхность 31 содержит вторую по существу прямолинейную поверхность 29 и вторую криволинейную поверхность 32, которая имеет дугу, выпуклую наружу. Следовательно, границы сварочных контактных элементов 22 опоры из первого ряда 30 определяются вышеуказанной второй адаптированной боковой поверхностью 31 и, как правило, тремя вторыми боковыми поверхностями 28, которые соединены с, по меньшей мере, одной частью второй плоской поверхности 27. Согласно предпочтительному варианту осуществления опоры в соответствии с изобретением вторая адаптированная боковая поверхность 31 соединена с, по меньшей мере, одной частью второй плоской поверхности 27, которая ограничивает сварочный контактный элемент опоры из первого ряда 30, и, по меньшей мере, одной частью стороны 23 поверхности опоры. Число вторых боковых поверхностей 28 не ограничено вышеуказанным числом три.
Следует отметить, что при упоминании сварочных контактных элементов 22 опоры из первого ряда 30 упоминаются только те сварочные контактные элементы 22 опоры из первого ряда 30, которые выполнены так, что во время ультразвуковой сварки они находятся в прямом контакте с пластиком, подлежащим сварке, предпочтительно пластиковым контейнером, более предпочтительно тубой. Сварочные контактные элементы 22 опоры из первого ряда 30, которые не выполнены так, чтобы они находились в прямом контакте с пластиком или слоями пластика, подлежащими сварке, не ограничены вышеуказанной структурой. Границы сварочных контактных элементов 22 опоры из остальных рядов, то есть не из первого ряда 30, определяются второй группой вторых боковых поверхностей 28 и второй плоской поверхностью 27. Во время ультразвуковой сварки пластика вторая плоская поверхность 27 сварочного контактного элемента 22 опоры будет входить в прямой контакт с, по меньшей мере, одной частью пластика, подлежащего сварке, предпочтительно, по меньшей мере, одной частью поверхности пластикового контейнера, полученной формованием с раздувом.
Эти вторые боковые поверхности 28 соединены с, по меньшей мере, частью второй плоской поверхности 27. Согласно конкретному варианту осуществления изобретения вторая плоская поверхность 27 сварочных контактных элементов 22 опоры из первого ряда 30 имеет меньший размер, чем вторые плоские поверхности 27 сварочных контактных элементов 22 опоры не из первого ряда. Вторая плоская поверхность 27 сварочных контактных элементов 22 опоры не из первого ряда предпочтительно представляет собой прямоугольную поверхность с размерами 0,80 мм x 0,88 мм в отличие от второй плоской поверхности 27 сварочных контактных элементов 22 опоры из первого ряда 30, которые имеют поверхность с размерами 0,1 мм x 0,88 мм. Однако форма вторых поверхностей 27 и их размеры не ограничены вышеуказанными формой и размерами. Таким образом, согласно конкретному варианту осуществления изобретения площадь каждой второй плоской поверхности 27 составляет менее 25 мм2, предпочтительно менее 10 мм2 и, более конкретно, менее 1 мм2.
Вторая плоская поверхность 27 сварочного контактного элемента опоры расположена на второй высоте Н2 34 относительно поверхности 21 опоры. Вторая высота Н2 34 сварочного контактного элемента 22 опоры измерена в соответствии с воображаемой линией, перпендикулярной к поверхности 21 опоры и проходящей через среднюю точку второй плоской поверхности 27 вышеуказанного сварочного контактного элемента 22 опоры. Эта вторая высота Н2 34 является одинаковой для всех сварочных контактных элементов 22 опоры, расположенных на одной и той же поверхности 21 опоры. Различие по второй высоте Н2 34 между сварочными контактными элементами 22 опоры, расположенными на одной и той же поверхности 21 опоры, может привести к дырам или отверстиям в пластике, подлежащем сварке, в местах, в которых сварочные контактные элементы 4 опоры проникают в слои пластика, подлежащие сварке, или в местах, в которых сварочные контактные элементы 22 опоры входят в прямой контакт с, по меньшей мере, одной частью опоры 1.
Помимо второй высоты Н2 34 для сварочных контактных элементов 22 опоры также задана вторая ширина В2 35, которая измеряется как наименьшее расстояние между двумя противоположными вторыми боковыми поверхностями 28, измеряемое на высоте, составляющей 30% от второй высоты Н2 34 и определяемой относительно поверхности 21 опоры, на которой расположены сварочные контактные элементы 22 опоры, и при этом, по меньшей мере, одна вторая ширина В2 35 меньше второй высоты Н34. В случае конических сварочных контактных элементов 22 опоры вторая ширина В2 35 должна быть измерена как наименьший диаметр округлого замкнутого контура с предпочтительно круглой или эллиптической формой, длина которого ограничена вторыми поверхностями 28 опоры на высоте, составляющей 30% от второй высоты Н2 34 и определяемой относительно поверхности 21 опоры, на которой расположены сварочные контактные элементы 22 опоры. В предпочтительном варианте осуществления изобретения вторая высота Н2 34, по меньшей мере, больше второй ширины В2 25, предпочтительно, по меньшей мере, больше удвоенной вышеуказанной второй ширины В2 35.
С учетом того, что типовая толщина стенок пластиковых контейнеров, полученных формованием с раздувом и растяжением, находится в диапазоне от приблизительно 0,2 до 0,5 мм, вторая высота Н2 34 должна составлять минимум 1 мм для обеспечения возможности проникновения сварочного контактного элемента 22 опоры как в первый слой пластика, так и в нижерасположенный слой пластика, предпочтительно, по меньшей мере, в одну часть первой стенки пластикового контейнера 2 и, по меньшей мере, одну часть верхней стенки пластикового контейнера 2, при этом стенка представляет собой часть поверхности пластикового контейнера 2, полученной формованием с раздувом.
Согласно конкретному варианту осуществления изобретения каждая вышеуказанная вторая по существу прямолинейная поверхность 29 образует угол гамма 33 со второй плоской поверхностью 27, с которой она граничит, по меньшей мере, частично, при этом угол гамма 33 находится в диапазоне 75°-90°, предпочтительно составляет от 82° до 88°.
Согласно конкретному варианту осуществления изобретения вторая высота Н2 34, по меньшей мере, больше вышеуказанной второй ширины В2 35, предпочтительно, по меньшей мере, больше удвоенной вышеуказанной второй ширины В2 35. Следовательно, с учетом вышеуказанного угла гамма 33 и отношения вышеуказанной второй высоты Н2 34 к вышеуказанной второй ширине В2 34 сварочные контактные элементы опоры рассматриваются как вполне определенные выступы.
Фиг.5А представляет собой вид сверху опоры 20 согласно предпочтительному варианту осуществления изобретения. Более конкретно, она показывает вид сверху поверхности 21 опоры, на которой расположены сварочные контактные элементы 22 опоры. Поверхность 21 опоры предпочтительно является прямоугольной или четырехугольной и содержит, по меньшей мере, одну сторону 23 поверхности опоры. Длина 74 стороны 23 поверхности опоры предпочтительно равна длине 73 опоры. Геометрия поверхности 21 опоры и вышеуказанная длина 73 опоры не ограничены вышеуказанными геометрией и длиной. Ряды сварочных контактных элементов 22 опоры расположены в соответствии с вышеуказанной стороной 23 поверхности опоры. Сварочные контактные элементы 22 опоры из одного и того же ряда расположены на одинаковом расстоянии от вышеуказанной стороны 23 поверхности опоры и на одинаковом расстоянии от стороны, противоположной по отношению к вышеуказанной стороне 23 поверхности опоры.
Фиг.5В показывает детализированное изображение структуры поверхности опоры по фиг.5А, при этом показан первый ряд 30 сварочных контактных элементов 22 опоры, описанных выше. Опора 20 содержит три ряда сварочных контактных элементов 22 опоры. Согласно предпочтительному варианту осуществления изобретения достаточное число сварочных контактных элементов 22 опоры должно быть расположено на поверхности 21 опоры для обеспечения достаточного сплавления слоев пластика, подлежащих сварке. Как и в случае сонотрода 1, шаг 69 определен как расстояние между центрами двух соседних сварочных контактных элементов 22, определяемое как в продольном направлении опоры 20, то есть в соответствии с длиной 74 стороны 23 поверхности опоры, так и в поперечном направлении опоры, то есть в соответствии с шириной 76 опоры. Предпочтительный вариант осуществления опоры 20 согласно изобретению имеет шаг, который менее чем в пять раз (продольное направление x поперечное направление) превышает наибольший диаметр второй плоской поверхности 27, более предпочтительно менее чем в три раза (продольное направление x поперечное направление) превышает наибольший диаметр второй плоской поверхности 27. Вышеуказанный диаметр определяют как кратчайшее расстояние между двумя противоположными сторонами в случае многоугольной конструкции или как диаметр окружности, которая ограничивает круглую плоскую поверхность 27. Шаг 69 должен быть выбран таким, чтобы, по меньшей мере, в одном направлении, а именно в направлении длины и/или ширины, минимальное расстояние между двумя соседними сварочными контактными элементами 22 опоры, измеренное параллельно поверхности 21 опоры, было больше первой ширины В1 18 сварочных контактных элементов 4 сонотрода, каждый из которых выполнен с возможностью размещения между двумя соседними сварочными контактными элементами 22 опоры.
Фиг.6А показывает изометрическое изображение комбинации опоры 20 и сонотрода 1 согласно предпочтительному варианту осуществления изобретения. Элементы, определенные для сонотрода 1, также показаны на фиг.3А и описаны выше. Длина 73 опоры предпочтительно равна длине 74 стороны 23 поверхности опоры.
Фиг.6В показывает детализированный вид опоры 20 по фиг.3А, на котором сварочные контактные элементы 22 опоры из первого ряда 30 сварочных контактных элементов 22 опоры имеют четко видную конструкцию, которая отличается от сварочных контактных элементов 22 опоры из других рядов. Сварочные контактные элементы 22 опоры из первого ряда 30 содержат вторую адаптированную боковую поверхность 31, дополненную, в частности, тремя боковыми поверхностями 28.
Фиг.7 показывает комбинацию сонотрода 1 и опоры 20 согласно предпочтительному варианту осуществления изобретения. Сонотрод 1 и опора 20 имеют характеристики, описанные выше. В отношении данного варианта осуществления изобретения следует отметить, что сварочные контактные элементы 4 сонотрода выровнены попеременно со сварочными контактными элементами 22 опоры всегда, когда сонотрод 1 и опора 20 находятся на расстоянии друг от друга, которое меньше суммы первой высоты Н1 17 и второй высоты Н2 34. Выравнивание с чередованием означает такое попеременное расположение сварочных контактных элементов 4, 22 сонотрода 1 и опоры 20, что пространство между двумя соседними сварочными контактными элементами 4 сонотрода может быть заполнено сварочным контактным элементом 22 опоры всякий раз, когда сонотрод 1 и опора 20 перемещаются друг к другу, при этом контактная поверхность сварки между слоями пластика, подлежащими сварке, увеличивается предпочтительно в зоне контакта между, по меньшей мере, одной частью поверхности пластикового контейнера 2, полученной формованием с раздувом, и сварочными контактными элементами 4, 22. Таким образом, получают более прочный сварной шов. Согласно конкретному варианту осуществления изобретения длина 71 сонотрода 1, по меньшей мере, больше длины 73 опоры 20. Однако отношение длины сонотрода к длине опоры не ограничено вышеуказанным отношением.
Фиг.8 показывает изометрическое изображение комбинации по фиг.7, при этом, по меньшей мере, одна часть пластикового контейнера 2 размещена в пространстве между сонотродом 1 и опорой 20. Пластиковый контейнер 2 содержит открытое горлышко 92 и поверхность 92, полученную формованием с раздувом.
Согласно конкретному способу по изобретению, предназначенному для изготовления пластикового контейнера 2, пластиковый контейнер получают посредством этапа литья под давлением преформы из пластика, который может быть подвергнут двухосному вытягиванию, то есть вытягиванию вдоль двух осей. Эту преформу предпочтительно изготавливают из полипропилена, но она также может быть изготовлена из других полиолефинов, таких как полиэтилен, или сложных полиэфиров, такие как ПЭТ (полиэтилентерефталат). В альтернативном способе преформы могут содержать два или более слоев, при этом слои содержат разные пластики. Эти пластики могут быть выбраны для улучшения барьерных свойств по отношению к газу, влаге, свету или химическим реагентам. Кроме того, также можно очень быстро заменять цвета или добавки в процессе литья преформы под давлением. При этом данные разные преформы могут подвергаться раздуву идентичным образом. Эта замена невозможна при изготовлении экструдируемых туб, поскольку перенастройка экструзионной линии является значительно более трудной и, следовательно, затратной, чем перенастройка машины для литья под давлением. На втором этапе преформу подвергают раздуву способом раздува с растяжением. При выполнении этого материал подвергают двухосному вытягиванию, что придает материалу особые свойства в отношении прочности и прозрачности. Конкретный элемент предусматривает включение тиснения предпочтительным способом в процесс раздува. Для этого на плоской плите образуют конфигурацию с углублениями предпочтительно посредством травления, при этом плоская плита содержит материал, поддающийся травлению, предпочтительно сталь. При этом плиты применяют в выдувной форме. В выдувной форме могут быть выполнены углубления для обеспечения возможности опускания данных плит на поверхность. Фиксация плит может происходить посредством систем с обратимой адгезией или посредством магнитов, расположенных в выдувной форме. В качестве дополнительного конкретного элемента способ раздува с растяжением обеспечивает бóльшую свободу при формовании. Это позволяет добавлять различные дополнительные конструктивные элементы к бутылке. Согласно конкретному варианту осуществления способа в соответствии с изобретением на следующем этапе изготовления выдувной пластиковый контейнер 2 отрезают до заданной длины. Это может быть выполнено предпочтительно при использовании гильотинной системы, возможно, при использовании лазерной резки или, возможно, посредством контурной резки. Однако этап отрезки не ограничен его выполнением перед этапом ультразвуковой сварки пластикового контейнера 2. В конкретном варианте осуществления изобретения этап отрезки может выполняться во время ультразвуковой сварки пластикового контейнера 2. Более конкретно, этап отрезки пластикового контейнера 2 может выполняться после этапа ультразвуковой сварки.
Фиг.9 показывает такую же комбинацию сонотрода 1 и опоры 20, как на фиг.8. Описанные сонотрод 1 и/или опору 20 предпочтительно используют в способе изготовления пластикового контейнера 2, при этом выполняют, по меньшей мере, один этап ультразвуковой сварки пластикового контейнера 2 для образования сварного шва 80 в соответствии со свариваемой частью 90 на, по меньшей мере, одной части поверхности 91 пластикового контейнера 2, полученной формованием с раздувом, для выполнения пластикового контейнера 2 с, по меньшей мере, одним сварным соединением. Согласно предпочтительному варианту осуществления изобретения, по меньшей мере, одну часть сварного шва 80 образуют посредством описанных сонотрода 1 или опоры 20, или комбинации из данных двух элементов.
Согласно предпочтительному варианту осуществления способа изготовления пластикового контейнера этап ультразвуковой сварки включает следующие этапы:
а. определение вышеуказанной свариваемой части 90 на вышеуказанной поверхности 91 вышеуказанного пластикового контейнера 2, полученной формованием с раздувом,
b. зажим вышеуказанного пластикового контейнера 2 между вышеуказанным сонотродом 1 и/или вышеуказанной опорой 20, предпочтительно между комбинацией, посредством чего вышеуказанные сварочные контактные элементы 4, 22 соединяются с, по меньшей мере, одной частью вышеуказанной свариваемой части 90,
с. образование вышеуказанного сварного шва 80.
Пластиковый контейнер изготавливают в соответствии с этапом литья под давлением преформы пластикового контейнера, поддающейся двухосному вытягиванию, при этом вышеуказанная преформа пластикового контейнера содержит открытое горлышко и герметично заделанную нижнюю часть. Открытое горлышко расположено напротив герметично заделанной нижней части. Кроме того, применяют этап раздува с растяжением вышеуказанной преформы пластикового контейнера, поддающейся двухосному вытягиванию, в выдувной форме, посредством чего преформа пластикового контейнера расширяется двухосно в выдувной форме до вышеуказанного пластикового контейнера, который подлежит ультразвуковой сварке.
Порядок выполнения этапов отрезки и сварки также можно изменить на обратный. При выполнении этого необрезанная бутылка имеет выполненное сварное соединение, и на последующем этапе ее только отрезают. Данный способ выполнения операций имеет основное преимущество, состоящее в том, что обрезка сварного соединения может выполняться на одном этапе вместе с отрезкой бутылок.
Фиг.10 показывает этап зажима пластикового контейнера 2 между сонотродом 1 и/или опорой 20, предпочтительно между комбинацией согласно изобретению. Если сонотрод 1 приводят в действие для передачи механической энергии посредством, по меньшей мере, одной части сварочных контактных элементов 4 сонотрода, по меньшей мере, одна часть сварного шва 80 может быть получена перед герметичным заделыванием пластикового контейнера 2. Сварочные контактные элементы сонотрода 4 и опоры 22 входят в прямой контакт с, по меньшей мере, одной частью поверхности 91 пластикового контейнера 2, полученной формованием с раздувом. Свариваемая часть 90 может быть задана на произвольном расстоянии от открытого горлышка 92 пластикового контейнера 2. Первый ряд 11 сварочных контактных элементов сонотрода и первый ряд 30 сварочных контактных элементов опоры должны всегда быть размещены со стороны открытого горлышка 92.
Фиг.11А и фиг.11В показывают сечение комбинации сонотрода 1 и опоры 20 во время зажима пластикового контейнера для образования сварного шва 80. Четко показано положение первого ряда 11 сварочных контактных элементов сонотрода и первого ряда 30 сварочных контактных элементов опоры относительно открытого горлышка 92 пластикового контейнера 2, подлежащего сварке.
Фиг.12А показывает вид спереди комбинации по фиг.10. Фиг.12В показывает детализированное изображение вида спереди по фиг.12А. Согласно конкретному варианту осуществления изобретения сварочные контактные элементы 4 сонотрода будут выровнены с чередованием по отношению к сварочным контактным элементам 22 опоры всякий раз, когда сонотрод 1 и опора 20 находятся на расстоянии друг от друга, которое меньше суммы первой высоты Н1 17 и второй высоты Н2 34. Выравнивание с чередованием означает такое попеременное расположение сварочных контактных элементов 4, 22 сонотрода 1 и опоры 20, что пространство между двумя соседними сварочными контактными элементами 4 сонотрода может быть заполнено сварочным контактным элементом 22 опоры всякий раз, когда сонотрод 1 и опора 20 перемещаются друг к другу, при этом контактная поверхность сварки между слоями пластика, подлежащими сварке, предпочтительно в зоне контакта между, по меньшей мере, одной частью поверхности пластикового контейнера 2, полученной формованием с раздувом, и сварочными контактными элементами 4, 22 увеличивается. Таким образом, получают более прочный сварной шов.
Фиг.13 показывает изометрическое изображение пластикового контейнера 2, имеющего сварной шов 80, полученный согласно предпочтительному способу по изобретению, включающему этап ультразвуковой сварки, при этом используют сонотрод 1 и опору 20 согласно варианту осуществления изобретения. Этот пластиковый контейнер 2, предпочтительно туба, еще должен (должна) быть обрезан (-а) в соответствии с линией резки, которая может быть задана между сварным швом 80 и нижней частью пластикового контейнера 2, при этом нижняя часть расположена напротив открытого горлышка 92.
Фиг.14 показывает изометрическое изображение комбинации по фиг.10, при этом нижняя часть пластикового контейнера отрезана.
Фиг.15 показывает изометрическое изображение пластикового контейнера 2, предпочтительно тубы, полученного (-й) в соответствии с, по меньшей мере, одним предпочтительным способом изготовления пластикового контейнера согласно изобретению.
Фиг.16 - фиг.19 показывают схематическое изображение расположения, то есть схемы расположения сварочных контактных элементов 4 сонотрода, то есть черных квадратов, с чередованием по отношению к сварочным контактным элементам 22 опоры согласно предпочтительным вариантам осуществления изобретения, при этом шаг адаптирован от фигуры к фигуре. Размер и форма сварочных контактных элементов являются одинаковыми на фиг.16 - фиг.19 для простоты изображения. Однако размер и форма сварочных контактных элементов могут отличаться, как описано выше для изобретения.
Фиг.16 показывает схематический рисунок расположения по предпочтительному варианту осуществления согласно изобретению, и шаг является одинаковым в продольном и поперечном направлениях. Сварочные контактные элементы выполнены выровненными с их чередованием так, чтобы шаг был больше ширины В1 18, В2 35 сварочных контактных элементов.
Фиг.17 показывает схематический рисунок расположения по предпочтительному варианту осуществления согласно изобретению, и шаг является одинаковым в продольном и в поперечном направлениях. Сварочные контактные элементы выполнены выровненными с их чередованием так, чтобы шаг был больше ширины В1 18, В2 35 сварочных контактных элементов. По сравнению с вариантом осуществления на фиг.16 ряд сварочных контактных элементов 4 сонотрода смещен на один шаг в поперечном направлении сонотрода 1 (или опоры 20).
Фиг.18 показывает схематический рисунок расположения по предпочтительному варианту осуществления согласно изобретению, и шаг в продольном направлении превышает шаг в поперечном направлении сонотрода 1 (или опоры 20).
Фиг.19 показывает рисунок расположения с чередованием по предпочтительному варианту осуществления согласно изобретению, и шаг в продольном направлении меньше шага в поперечном направлении сонотрода 1 (или опоры 20).
Отсутствует какой-либо подходящий стандарт ISO для испытаний на удар, поскольку неудовлетворительный сварной шов не создает угрозы безопасности. Таким образом, необходимо «импровизировать» при выполнении этого. В данном случае задача состоит в получении изделия, которое не окажется непригодным в стандартной потребительской среде. В данном случае испытания на удар выполняют при высоте стола, составляющей 1 м, и высоте шкафа, составляющей 1,8 м, при этом гибкий пластиковый контейнер, предпочтительно тубы, падает (-ют) с данной высоты при произвольной ориентации на бетонный пол. Гибкий пластиковый контейнер, предпочтительно тубы, сваренный (-е) стандартным способом посредством горячего тиснения, сваренный (-е) посредством сдавливания вместе между нагретыми элементами или сваренный (-е) посредством ультразвуковой сварки с помощью плоского сонотрода и опоры, демонстрируют частичное или полное разъединение сварного шва при высоте падения, составляющей всего 1 м. Гибкие пластиковые контейнеры, предпочтительно тубы, сваренные посредством описанного способа ультразвуковой сварки, но без отличающейся формы первого ряда сварочных контактных элементов, демонстрируют явное улучшение прочности сварного соединения после испытаний на удар. В этих гибких пластиковых контейнерах, предпочтительно тубах, сварной шов больше не расходится полностью или частично, хотя разделение происходит там, где сварной шов соединяется с основной частью тубы.
Гибкие пластиковые контейнеры, предпочтительно тубы, сваренные посредством описанного способа, в котором выпуклая криволинейная поверхность добавлена для первого ряда сварочных контактных элементов, демонстрируют отсутствие повреждения сварного шва в испытаниях на удар.
По меньшей мере, один из вышеуказанных предпочтительных способов по изобретению обеспечивает возможность изготовления пустого пластикового контейнера, предпочтительно тубы, который (-ая) может быть подан (-а) непосредственно к машине для наполнения. При изготовлении тубы посредством способа с раздувом и растяжением может быть изготовлена туба с относительно большим выпускным отверстием. В результате выпускное отверстие может быть выполнено с размером, превышающим 10 мм, предпочтительно даже превышающим 15 мм, более конкретно, превышающим 20 мм. Это создает возможность заполнения тубы через выпускное отверстие. Для этого или может быть обеспечена подача тубы посредством опоры для горлышка, или туба может быть размещена в держателе, который позволяет разместить тубу вертикально.
Очевидно, что несмотря на то, что были рассмотрены варианты осуществления и/или материалы для реализации вариантов осуществления согласно настоящему изобретению, различные замены или изменения могут быть выполнены без отхода от объема и/или сущности этого изобретения.
Таким образом, тубы, изготовленные посредством данного способа, имеют ряд важных преимуществ с точки зрения гибкости изготовления, художественного оформления и заполнения.

Изобретение относится к комбинации сонотрода и опоры для ультразвуковой сварки пластика, предпочтительно пластикового контейнера, полученного посредством формования с раздувом и растяжением, и к способу изготовления пластикового контейнера, предпочтительно тубы/тюбика, содержащего по меньшей мере одно сварное соединение, полученное ультразвуковой сваркой, и к способу заполнения пластикового контейнера. Комбинация сонотрода (1) и опоры (20) содержит поверхность (3) сонотрода/опоры и первый ряд сварочных контактных элементов (4, 22) сонотрода/опоры, при этом вышеуказанная первая/вторая группа из каждого вышеуказанного сварочного контактного элемента сонотрода/опоры из первого ряда (11) содержит первую/вторую адаптированную боковую поверхность (12), которая соединяет по меньшей мере одну часть вышеуказанной первой/второй плоской поверхности (9) с по меньшей мере одной частью вышеуказанной стороны (5) поверхности сонотрода/опоры, при этом вышеуказанная первая/вторая адаптированная боковая поверхность (12) содержит первую/вторую криволинейную поверхность (13), расположенную между вышеуказанной первой/второй плоской поверхностью (9) и вышеуказанной первой/второй по существу прямолинейной поверхностью (14), при этом вышеуказанная первая/вторая криволинейная поверхность (13) имеет дугу, выпуклую наружу. Сварочный контактный элемент (4) расположен относительно вышеуказанного сварочного контактного элемента (22) опоры так, что вышеуказанный сварочный контактный элемент (4) сонотрода расположен во время сварки рядом с вышеуказанным сварочным контактным элементом (22) опоры и выполнен с возможностью образования по меньшей мере одной части сварного шва. Изобретение обеспечивает комбинацию сонотрода и опоры для эффективной сварки слоев пластика. 5 н. и 13 з.п. ф-лы, 19 ил.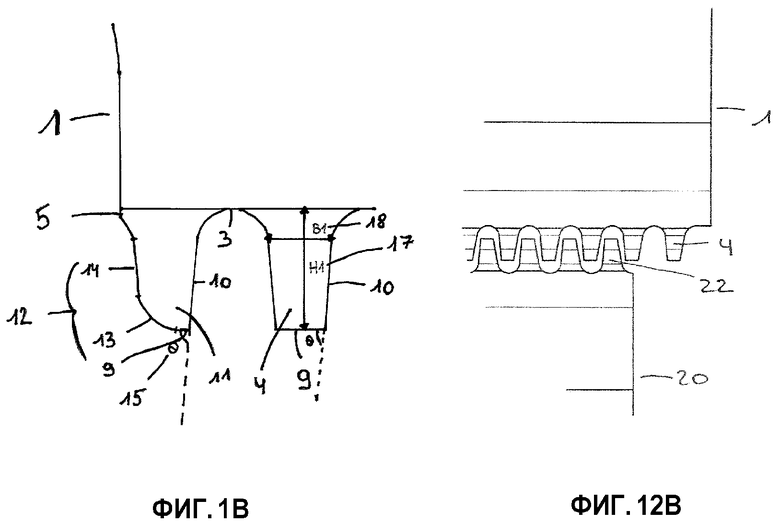
1. Комбинация сонотрода (1) и опоры (20), в которой вышеуказанный сонотрод (1) для ультразвуковой сварки пластикового контейнера (2) на по меньшей мере одной части поверхности вышеуказанного пластикового контейнера, полученной формованием с раздувом, содержит:
а) поверхность (3) сонотрода, предпочтительно прямоугольную, предназначенную для размещения сварочных контактных элементов (4) сонотрода, при этом вышеуказанная поверхность (3) сонотрода содержит по меньшей мере одну сторону (5) поверхности сонотрода;
b) по меньшей мере один ряд из по меньшей мере одного сварочного контактного элемента (4) сонотрода, выполненный так, что во время сварки он находится в контакте с пластиком, при этом вышеуказанный сварочный контактный элемент (4) сонотрода содержит первую плоскую поверхность (9) и первую группу из по меньшей мере одной первой боковой поверхности (10), при этом вышеуказанная первая боковая поверхность (10) содержит первую по существу прямолинейную поверхность (14), при этом вышеуказанный по меньшей мере один ряд из по меньшей мере одного сварочного контактного элемента (4) сонотрода расположен в соответствии с вышеуказанной стороной (5) поверхности сонотрода;
при этом вышеуказанная первая группа каждого вышеуказанного сварочного контактного элемента сонотрода из первого ряда (11) содержит первую адаптированную боковую поверхность (12), которая соединяет по меньшей мере одну часть вышеуказанной первой плоской поверхности (9) с по меньшей мере одной частью вышеуказанной стороны (5) поверхности сонотрода, при этом вышеуказанная первая адаптированная боковая поверхность (12) содержит первую криволинейную поверхность (13), расположенную между вышеуказанной первой плоской поверхностью (9) и вышеуказанной первой по существу прямолинейной поверхностью (14), при этом вышеуказанная первая криволинейная поверхность (13) имеет дугу, выпуклую наружу,
и при этом вышеуказанная опора (20) для ультразвуковой сварки пластикового контейнера (2) содержит
с) поверхность (21) опоры, предпочтительно прямоугольную, предназначенную для размещения сварочных контактных элементов (22) опоры, при этом вышеуказанная поверхность (21) опоры содержит по меньшей мере одну сторону (23) поверхности опоры,
d) по меньшей мере один ряд из по меньшей мере одного сварочного контактного элемента (22) опоры, выполненный так, что во время сварки он находится в контакте с пластиком, при этом вышеуказанный сварочный контактный элемент (22) опоры содержит вторую плоскую поверхность (27) и вторую группу из по меньшей мере одной второй боковой поверхности (28), при этом вышеуказанная вторая боковая поверхность (28) содержит вторую по существу прямолинейную поверхность (29), при этом вышеуказанный по меньшей мере один ряд из по меньшей мере одного сварочного контактного элемента (22) опоры расположен в соответствии с вышеуказанной стороной (23) поверхности опоры,
при этом вышеуказанная вторая группа каждого вышеуказанного сварочного контактного элемента опоры из первого ряда (30) содержит вторую адаптированную боковую поверхность (31), которая соединяет по меньшей мере одну часть вышеуказанной второй плоской поверхности (27) с по меньшей мере одной частью вышеуказанной стороны (23) поверхности опоры, при этом вышеуказанная вторая адаптированная боковая поверхность (31) содержит вторую криволинейную поверхность (32), расположенную между вышеуказанной второй плоской поверхностью (27) и вышеуказанной второй по существу прямолинейной поверхностью (29), при этом вышеуказанная вторая криволинейная поверхность (32) имеет дугу, выпуклую наружу,
отличающаяся тем, что вышеуказанный сварочный контактный элемент (4) сонотрода расположен относительно вышеуказанного сварочного контактного элемента (22) опоры так, что вышеуказанный сварочный контактный элемент (4) сонотрода расположен во время сварки рядом с вышеуказанным сварочным контактным элементом (22) опоры, и выполнен с возможностью образования каждым по меньшей мере одной части сварного шва (80).
2. Комбинация по п.1, в которой вышеуказанная первая по существу прямолинейная поверхность (14) и вышеуказанная первая плоская поверхность (9) вышеуказанного сварочного контактного элемента (4) сонотрода образуют угол тета (15), при этом угол тета (15) находится в диапазоне 75-90°, предпочтительно в диапазоне 82-88°.
3. Комбинация по п.1 или 2, в которой вышеуказанный сварочный контактный элемент (4) сонотрода определяет первую высоту Н1 (17) и первую ширину В1 (18), при этом вышеуказанная первая высота Н1 (17), по меньшей мере, больше вышеуказанной первой ширины В1 (18), предпочтительно, по меньшей мере, больше удвоенной вышеуказанной первой ширины В1 (18).
4. Комбинация по любому из вышеприведенных пунктов, в которой размер вышеуказанной первой плоской поверхности (9) вышеуказанного сварочного контактного элемента (4) сонотрода составляет менее 25 мм2, предпочтительно менее 10 мм2 и, более конкретно, менее 1 мм2.
5. Комбинация по любому из вышеприведенных пунктов, в которой вышеуказанная вторая по существу прямолинейная поверхность (29) и вышеуказанная вторая плоская поверхность (27) вышеуказанного сварочного контактного элемента (22) опоры образуют угол гамма (33), при этом угол гамма (33) находится в диапазоне 75-90°, предпочтительно в диапазоне 82-88°.
6. Комбинация по любому из вышеприведенных пунктов, в которой вышеуказанный сварочный контактный элемент (22) опоры определяет вторую высоту Н2 (34) и вторую ширину В2 (35), при этом вышеуказанная вторая высота Н2 (34), по меньшей мере, больше вышеуказанной второй ширины В2 (35), предпочтительно, по меньшей мере, больше удвоенной вышеуказанной второй ширины В2 (35).
7. Комбинация по любому из вышеприведенных пунктов, в которой размер вышеуказанной второй плоской поверхности (27) вышеуказанного сварочного контактного элемента (22) опоры составляет менее 25 мм2, предпочтительно менее 10 мм2 и, более конкретно, менее 1 мм2.
8. Комбинация по любому из вышеприведенных пунктов, в которой вышеуказанный первый ряд (11) контактных элементов (4) для ультразвуковой сварки расположен прямо напротив вышеуказанного первого ряда (30) сварочных контактных элементов (22) опоры.
9. Комбинация по любому из вышеприведенных пунктов, в которой отношение вышеуказанной первой высоты Н1 (17) к вышеуказанной первой ширине В1 (18) такое же, как отношение вышеуказанной второй высоты Н2 (34) к вышеуказанной второй ширине В2 (35).
10. Способ изготовления пластикового контейнера (2), включающий, по меньшей мере, этап ультразвуковой сварки вышеуказанного пластикового контейнера (2) для образования вышеуказанного сварного шва (80) в соответствии со свариваемой частью (90) на по меньшей мере одной части поверхности (91) вышеуказанного пластикового контейнера (2), полученной формованием с раздувом, для выполнения вышеуказанного пластикового контейнера по меньшей мере с одним сварным соединением,
отличающийся тем, что вышеуказанный этап ультразвуковой сварки выполняют посредством комбинации по любому из пп.1-9.
11. Способ изготовления пластикового контейнера (2) по п.10, в котором вышеуказанный этап ультразвуковой сварки включает следующие этапы:
а) определение вышеуказанной свариваемой части (90) на вышеуказанной поверхности (91) вышеуказанного пластикового контейнера (2), полученной формованием с раздувом,
b) зажим вышеуказанного пластикового контейнера (2) между вышеуказанным сонотродом (1) и/или вышеуказанной опорой (20), предпочтительно между комбинацией, посредством чего вышеуказанные сварочные контактные элементы (4, 22) соединяются с по меньшей мере одной частью вышеуказанной свариваемой части (90),
с) образование вышеуказанного сварного шва (80).
12. Способ изготовления пластикового контейнера по п.10 или 11, дополнительно включающий следующие этапы:
а) литье под давлением преформы пластикового контейнера, поддающейся двухосному вытягиванию, при этом вышеуказанная преформа пластикового контейнера содержит открытое горлышко (92) и герметично заделанную нижнюю часть, при этом вышеуказанное открытое горлышко (92) расположено напротив вышеуказанной герметично заделанной нижней части,
b) раздув с растяжением вышеуказанной преформы пластикового контейнера, поддающейся двухосному вытягиванию, в выдувной форме, посредством чего вышеуказанная преформа пластикового контейнера расширяется двухосно в вышеуказанной выдувной форме до вышеуказанного пластикового контейнера (2), содержащего вышеуказанную поверхность (91), полученную формованием с раздувом, которая подлежит, по меньшей мере частично, ультразвуковой сварке.
13. Способ изготовления пластикового контейнера (2) по п.12, дополнительно включающий этап тиснения вышеуказанной поверхности, полученной формованием с раздувом, во время вышеуказанного этапа раздува с растяжением, при этом вышеуказанный этап тиснения выполняют в вышеуказанной выдувной форме, содержащей, по меньшей мере, плиту, предпочтительно плиту, подвергнутую травлению.
14. Способ изготовления пластикового контейнера по любому из пп.10-13, дополнительно включающий этап отрезки вышеуказанного пластикового контейнера (2), при этом вышеуказанный этап отрезки выполняют до, во время или после ультразвуковой сварки вышеуказанного пластикового контейнера (2).
15. Способ изготовления пластикового контейнера по п.14, в котором вышеуказанный этап отрезки выполняют механическими средствами или с помощью ультразвука.
16. Пластиковый контейнер, предпочтительно туба, полученный по любому из пп.10-15.
17. Способ заполнения пластикового контейнера (2) по п.16, в котором заполнение происходит через вышеуказанное открытое горлышко (92).
18. Применение пластикового контейнера (2), полученного по любому из пп.10-15, для упаковывания фармацевтических препаратов, лекарств, косметических средств и пищевых продуктов.
| US 2015090405 A1, 02.04.2015 | |||
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 0 |
|
SU171539A1 |
| ГЕРМЕТИЗИРУЮЩЕЕ УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ГЕРМЕТИЧНЫХ УПАКОВОК ДЛЯ РАЗЛИВНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2006 |
|
RU2394683C1 |
| СВАРОЧНЫЙ ЗАЖИМ ДЛЯ ПОЛУЧЕНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК С ПИЩЕВЫМ ПРОДУКТОМ | 2009 |
|
RU2490128C2 |
| СОНОТРОД | 2011 |
|
RU2564343C2 |
| DE 102010039003 A1, 09.02.2012 | |||
| US 5804008 A, 08.09.1998 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОБОДНОЙ ИЗВЕСТИ В БЕЛИТОВОМ ШЛАМЕ | 0 |
|
SU242480A1 |

