Настоящее изобретение относится к прикреплению опоры для оборудования на покрытии из пластикового материала части кузова транспортного средства и, в частности, к прикреплению опоры для ультразвукового датчика для обеспечения помощи при парковке или к прикреплению омывателя фар.
В настоящем описании термин «покрытие» части кузова подразумевает стенку этой части, которая представляет поверхность, видную снаружи транспортного средства, как только закрепляется на транспортном средстве. Принято говорить о покрытии бампера, однако изобретение также относится к покрытиям автомобильного крыла или к кромкам, являющимся стенкой, проходящей вниз от бампера спереди или сзади транспортного средства.
Ультразвуковые датчики обычно используются для вспомогательных систем для обеспечения помощи в парковке, часто известных как системы (PDC) контроля при парковке (или парктроники). В описании ниже термин «PDC датчик» используется для обозначения такого ультразвукового датчика.
В целом, PDC датчики устанавливаются группами по три, четыре или шесть на покрытии бампера или кромке и поддерживаются на внутренней стороне бампера опорой, названной как PDC опора, причем опора прикрепляется к внутренней поверхности покрытия бампера. Опора поддерживает PDC датчик, обращенный к отверстию, образованному в покрытии бампера.
В предшествующем уровне техники, закрепление PDC датчика на покрытии бампера требует двух отдельных операций, во-первых, штампования покрытия для образования отверстия, и затем прикрепления опоры к покрытию, чтобы быть обращенной к отверстию. Эти две операции выполняются на двух отдельных рабочих станциях, и необходимо передавать покрытие бампера между этими рабочими станциями, соблюдая осторожность при расположении покрытия бампера, соответствующим образом, на второй рабочей станции, что не всегда легко, так как геометрическое положение отверстия относительно заранее заданной базовой точки бампера может быть потеряно в результате передачи.
Следует отметить, что отверстия обычно не образуются в покрытии бампера при изготовлении покрытия, так как наличие PDC датчиков является предметом выбора, который не встречается во всех промышленных вариантах транспортного средства. Покрытия бамперов, таким образом, все изготавливаются в основном варианте, и PDC датчики добавляются последовательно, обычно после покраски.
Те же самые принципы применяют к омывателям фар, вмонтированных в покрытия бамперов.
Настоящее изобретение обеспечивает инструмент, который улучшает условия, при которых PDC датчики или омыватели фар могут добавляться к покрытию бампера.
Настоящее изобретение обеспечивает инструмент для прикрепления опоры для оборудования на покрытии из пластикового материала части кузова транспортного средства, причем оборудование относится к такому типу, который должен поддерживаться опорой, прикрепленной к покрытию, чтобы быть обращенным к отверстию, обеспеченному с этой целью в покрытии, причем инструмент содержит штамп, съемник, в котором скользит штамп, и пресс-форму, в которую проникает штамп для пробивания покрытия и образования отверстия. Инструмент согласно изобретению характеризуется тем, что:
он включает в себя несущее устройство для опоры, т.е. деталь, которая имеет форму для принятия опоры, зацепленной вокруг несущего устройства для опоры и для ее поддерживания, только в результате указанного зацепления, в конечном положении относительно покрытия;
пресс-форма представляет собой конец несущего устройства для опоры, обращенный к штампу; и
инструмент включает в себя крепежное средство для прикрепления опоры к покрытию при зацеплении на несущем устройстве для опоры.
Посредством изобретения позиционирование части намного улучшилось, так как исходная точка в отношении отверстия, образуемого во время штампования, не теряется частью при передаче с одной рабочей станции на другую, для прикрепления опоры к покрытию.
Операции штампования и прикрепления можно выполнять в любом порядке.
Изобретение обеспечивает экономические преимущества по нескольким причинам: уменьшение площади, занимаемой машиной, поддерживающей инструмент; уменьшение времени цикла из-за сокращения времени транспортировки; и улучшение качества, поскольку сохраняется геометрическая исходная точка и нет повреждения на покрытии бампера при транспортировке, что является особенно заметно преимуществом, если часть кузова уже покрашена.
В варианте осуществления изобретения пресс-форма обеспечивает в плоскости, перпендикулярной направлению штампования, стенку толщиной, изменяющейся от 1 миллиметра (мм) до 8 мм, и предпочтительно изменяющейся от 3 мм до 6 мм.
В конкретном варианте осуществления изобретения, крепежное средство для прикрепления опоры к покрытию содержит сонотрод для ультразвуковой сварки и опору, причем сонотрод примыкает к пресс-форме, тогда как опора прикрепляется к съемнику или объединяется со съемником.
В этом случае опора, зацепленная на несущем устройстве для опоры, может привариваться к покрытию бампера ультразвуком при размещении вместе с покрытием бампера посередине между сонотродом и опорой.
В другом варианте осуществления крепежное средство содержит одну или более скоб, один или более болтов, одно или более зажимных приспособлений или даже легко отслаивающуюся клейкую пленку.
Инструмент согласно изобретению может использоваться для PDC опор, как описывалось выше, а также для омывателей фар.
Изобретение также обеспечивает способ прикрепления опоры для оборудования к покрытию из пластикового материала части кузова транспортного средства, причем оборудование относится к такому типу, который должен поддерживаться опорой, прикрепленной к покрытию, чтобы быть обращенным к отверстию, обеспеченному с этой целью в покрытии, при этом способ заключается в использовании штампа, съемника, в котором скользит штамп, и пресс-формы, в которую проникает штамп для пробивания покрытия и образования отверстия. Способ характеризуется тем, что он включает этапы:
a) расположения и поддерживания опоры в конечном положении относительно покрытия;
b) образования отверстия штампованием покрытия после выполнения этапа а); и
с) прикрепления опоры к покрытию после выполнения этапа а);
причем этапы b) и с) выполняют одновременно или последовательно, в любом порядке.
Согласно изобретению выполнение способа не требует никакого перемещения части кузова между этапами b) и с) и не требует никакой замены инструмента вокруг части кузова.
В заключение, изобретение обеспечивает часть кузова, полученную посредством выполнения вышеупомянутого способа.
Для лучшего понимания изобретения далее следует описание варианта его осуществления, данное посредством неограничивающего примера и со ссылкой на прилагаемые чертежи, на которых:
Фиг 1 - инструмент в положении готовности;
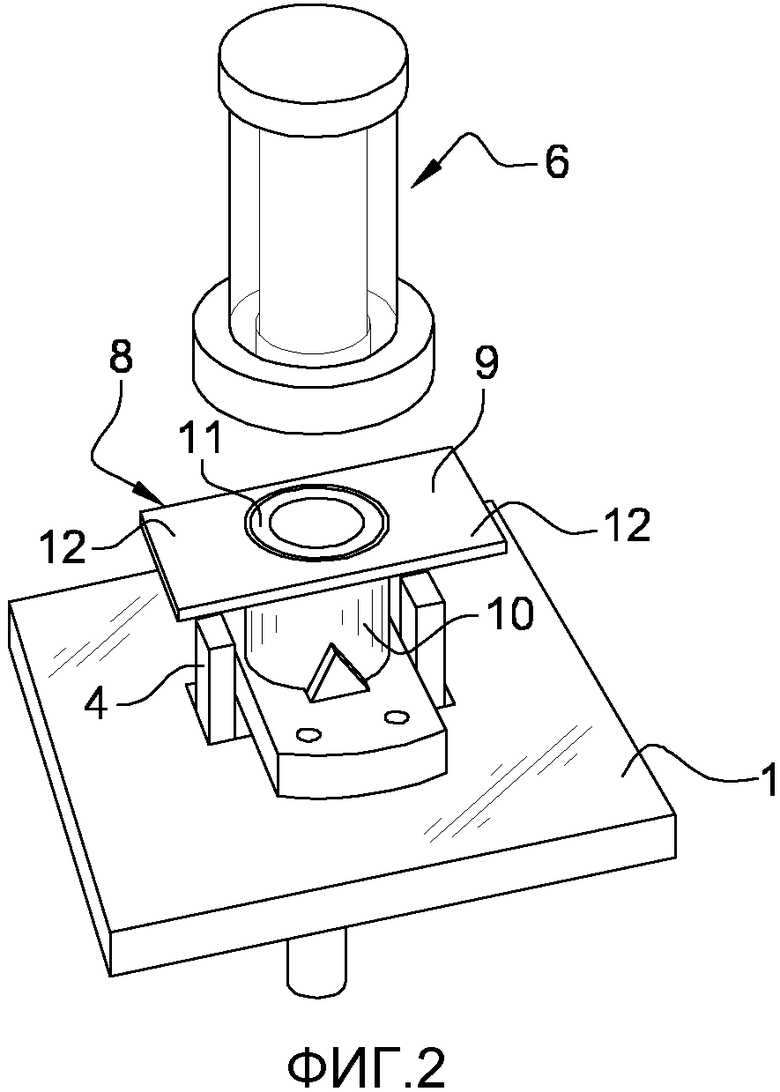
Фиг. 2 - инструмент с опорой в положении готовности;
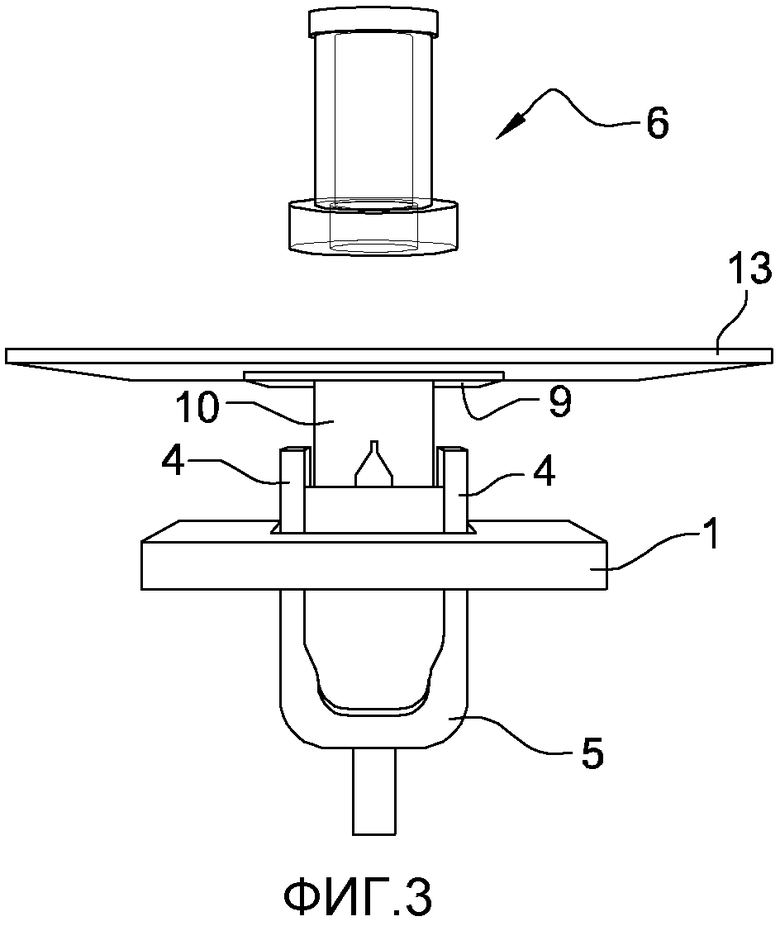
Фиг. 3 - инструмент, опора и участок покрытия бампера непосредственно до штампования покрытия;
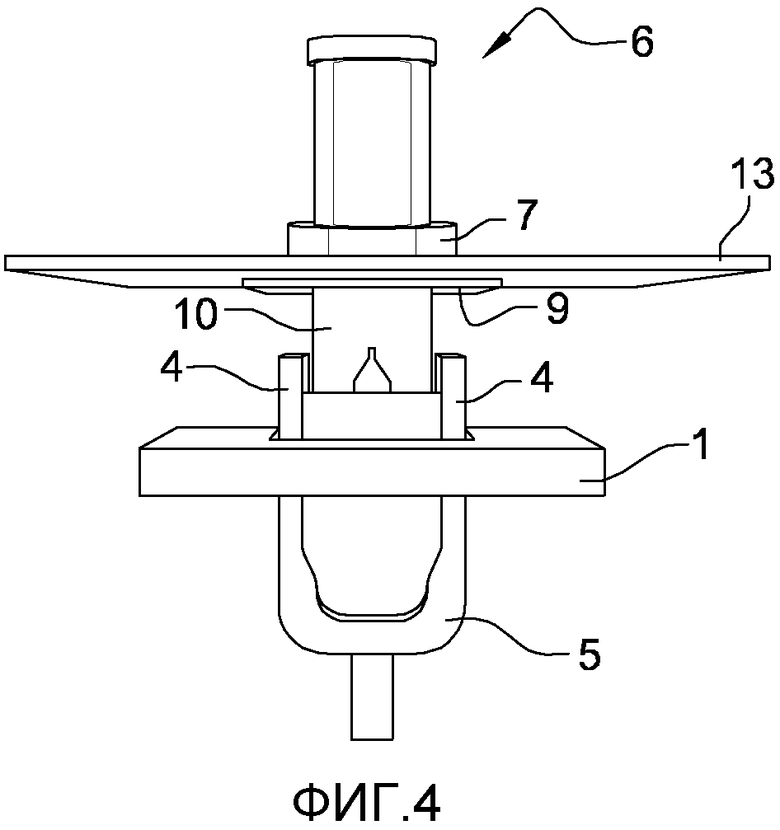
Фиг. 4 - те же самые элементы при штамповании;
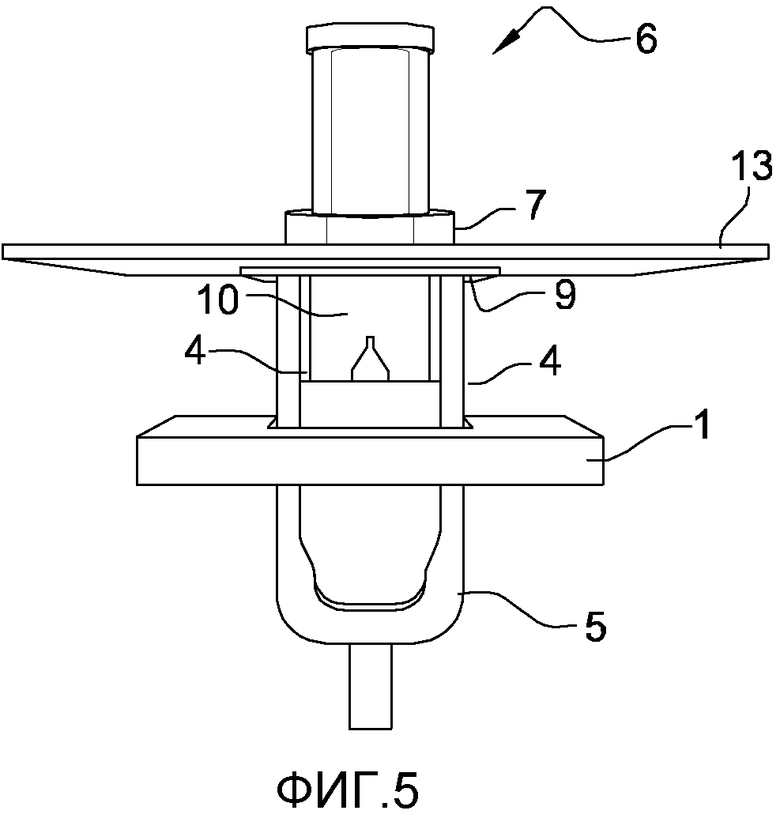
Фиг. 5 - те же самые элементы во время ультразвукового приваривания опоры к покрытию; и
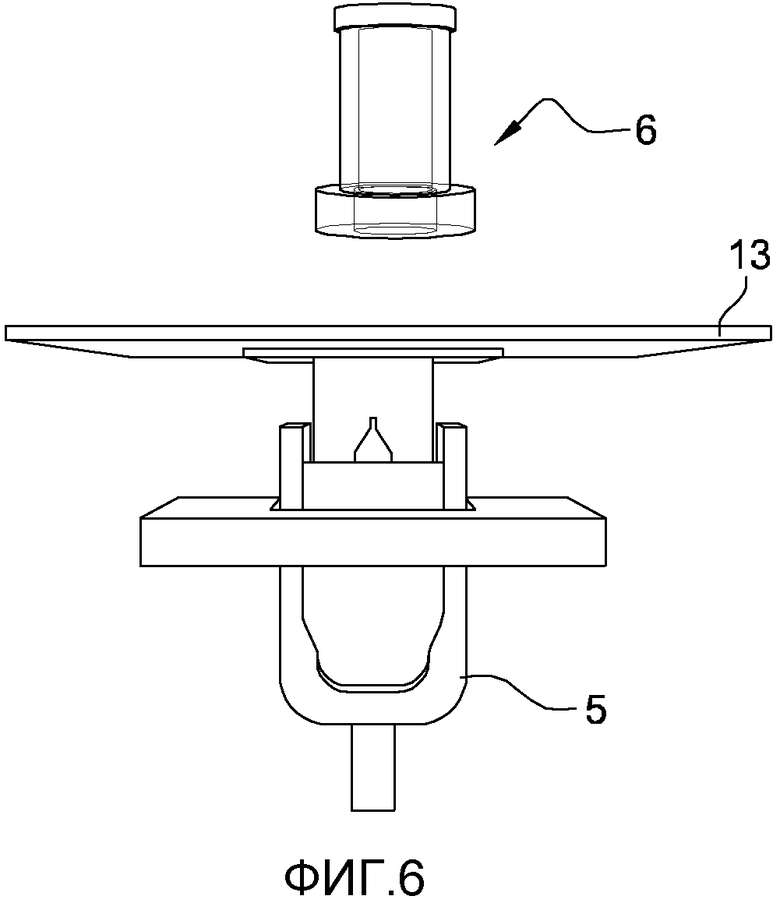
Фиг. 6 - те же самые элементы в конце цикла.
Чертежи обеспечивают схематическое и упрощенное изображение различных элементов, относящихся к изобретению, основанные на простых геометрических формах. Эти простые геометрические формы не следует рассматривать как ограничение объема изобретения.
Как показано на чертежах, опора 1 для пресс-формы поддерживает деталь 2, причем деталь (трубчатая в этом примере) содержит стенку 3 толщиной около 3 миллиметров. Деталь 2 проходит аксиально на высоту 30 мм, которая является также высотой PDC датчика, который должен прикрепляться посредством изображенного инструмента. Деталь 2 представляет собой несущее устройство для опоры в значении изобретения.
Два ответвления 4 U-образного сонотрода 5 обычной конструкции, который соединяется с ультразвуковым генератором (не изображен), проходят через опору 1.
Деталь 2 содержит одну часть, хотя с функциональной точки зрения она может быть собрана из двух частей, а именно: корпуса 2а и пресс-формы 2b.
Несущее устройство 2 для опоры, содержащее корпус 2а и пресс-форму 2b, имеет форму для размещения PDC опоры (описана далее) для PDC датчика (не показан), расположенной вокруг несущего устройства 2 для опоры и для поддерживания в этом положении, только в результате указанного зацепления.
Пресс-форма 2 проходит на высоту нескольких миллиметров, ровно настолько, чтобы обеспечить штампование покрытия резанием штампом 6, который расположен обращенным к пресс-форме 2b.
Штамп 6 и съемник 7 находятся в положении готовности, разнесенные от пресс-формы, но на одной с ней оси Х.
PDC опора 8 содержит крепежный участок 9 для прикрепления к покрытию бампера, причем, хотя участок изображен плоским на чертеже, он может в действительности быть закругленным подобно покрытию бампера, и трубчатый участок 10 для поддерживания PDC датчика. PDC опора 8 зацепляется вокруг несущего устройства 2 для опоры, как показано на Фиг. 2. Длина несущего устройства 2 для опоры такая, что PDC опора 8, когда полностью зацеплена на несущем устройстве 2 для опоры, находится вровень со свободным концом 11 пресс-формы 2b. PDC опора 8 поддерживается в положении без функционального зазора (т.е. с зазором, который является как раз достаточным для обеспечения возможности зацепления и расцепления, возможно с маленьким значением трения, но без какой-либо реальной возможности перемещения опоры радиально относительно несущего устройства для опоры). В этом примере участок 9 для прикрепления покрытия содержит две лапки 12, которые выступают с каждой стороны трубчатого участка 10, причем эти лапки составляют сварочные зоны для прикрепления PDC опоры 8 к покрытию.
PDC опора 8 ориентирована таким образом, что сварочные зоны 12 обращены к ответвлениям 4 сонотрода 5.
Как показано на Фиг. 3, покрытие 13 бампера, представленное на этом чертеже частично прямоугольным, которое является плоским, хотя в действительности является закругленным, занимает положение против плоского участка 9 PDC опоры 8.
Как показано на Фиг. 4, штамп 6 затем перемещается вместе со съемником 7 в осевом перемещении вдоль оси Х против наружной поверхности покрытия 13 бампера, и затем штамп 6 пробивает покрытие бампера для образования отверстия (не показано).
Во время следующего этапа, изображенного на Фиг. 5, но возможно происходящего одновременно или же предварительно, сонотрод 5 входит в контакт с участком 9 для прикрепления PDC опоры 8 и приваривает последнюю к покрытию бампера, используя съемник 7 как опору для сварки. Для этой цели съемник может иметь участок, который действует конкретно как опора.
Опора, таким образом, сохраняет то же самое положение относительно покрытия во время операций штампования и прикрепления. Другими словами, несущее устройство для опоры поддерживает опору в конечном положении относительно покрытия.
Как только выполняются эти две операции, штамп 6 и съемник 7 возвращаются в исходное положение готовности перемещением от пресс-формы 2b, таким образом, позволяя покрытию бампера отделяться от инструмента. Операции штампования и прикрепления PDC опоры выполняются без передачи покрытия бампера с одной рабочей станции на другую.
Конечно, описанный выше вариант осуществления не вносит никаких ограничений и может принимать любую желаемую модификацию без выхода, таким образом, за пределы объема изобретения.
Изобретение относится к инструменту для прикрепления опоры для оборудования к оболочке из пластикового материала части кузова транспортного средства. Оборудование относится к такому типу, который должен поддерживаться опорой, прикрепленной к оболочке, и быть обращенным к отверстию, выполненному в указанной оболочке. Инструмент содержит штамп, съемник, в котором скользит штамп, пресс-форму, в которую проникает штамп для пробивания оболочки и образования отверстия, и несущее устройство для опоры в виде детали, имеющей форму для принятия опоры, зацепленной вокруг несущего устройства для опоры и для ее поддерживания в конечном положении относительно оболочки за счет указанного зацепления. Пресс-форма представляет собой конец несущего устройства для опоры, обращенный к штампу. Инструмент снабжен крепежным средством для прикрепления опоры к оболочке при зацеплении на несущем устройстве для опоры. Изобретение обеспечивает прикрепление вспомогательных устройств для обеспечения помощи при парковке транспортного средства. 2 н. и 5 з.п. ф-лы, 6 ил.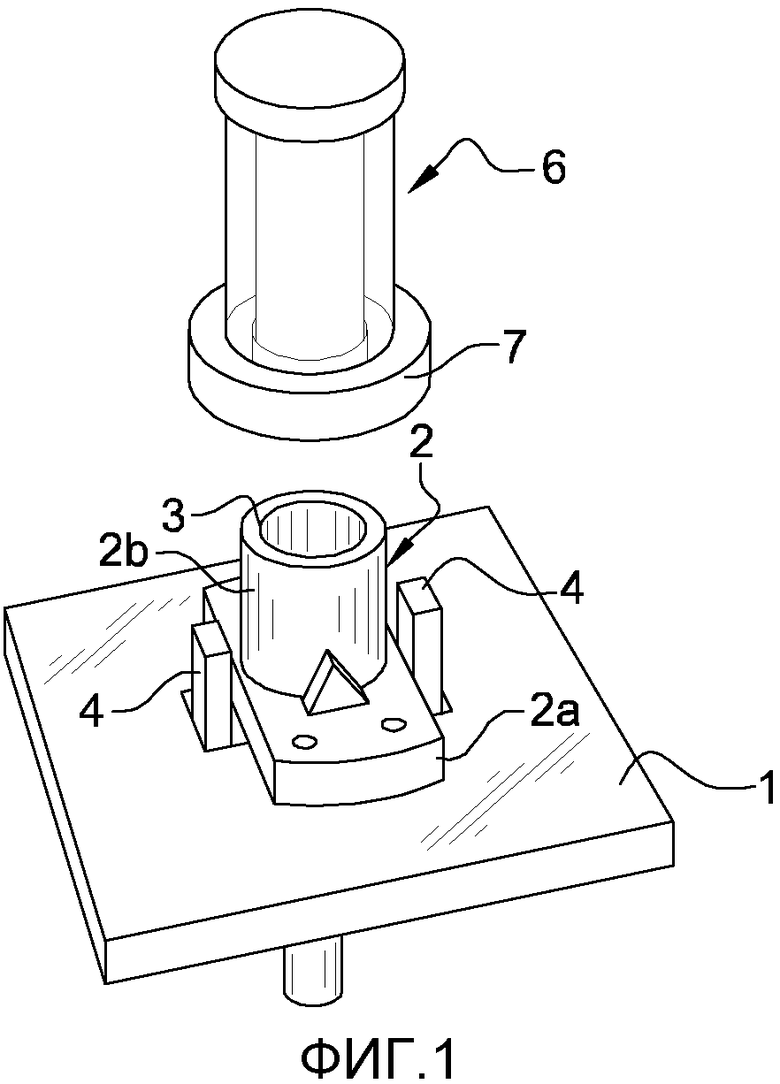
1. Инструмент для прикрепления опоры для оборудования к оболочке из пластикового материала части кузова транспортного средства, причем оборудование относится к такому типу оборудования, который должен поддерживаться опорой, прикрепленной к оболочке, и быть обращенным к отверстию, выполненному в указанной оболочке, при этом инструмент содержит штамп, съемник, в котором скользит штамп, пресс-форму, в которую проникает штамп для пробивания оболочки и образования отверстия, и несущее устройство для опоры в виде детали, имеющей форму для принятия опоры, зацепленной вокруг несущего устройства для опоры и для ее поддерживания в конечном положении относительно оболочки за счет указанного зацепления, при этом пресс-форма представляет собой конец несущего устройства для опоры, обращенный к штампу, а инструмент снабжен крепежным средством для прикрепления опоры к оболочке при зацеплении на несущем устройстве для опоры.
2. Инструмент по п. 1, в котором пресс-форма имеет в плоскости, перпендикулярной направлению штампования, стенку с толщиной, изменяющейся от 1 мм до 8 мм, и предпочтительно изменяющейся от 3 мм до 6 мм.
3. Инструмент по п. 1, в котором крепежное средство для прикрепления опоры к оболочке содержит сонотрод для ультразвуковой сварки и опору, причем сонотрод примыкает к пресс-форме, тогда как опора прикреплена к съемнику или объединена со съемником.
4. Инструмент по п. 1, в котором крепежное средство содержит по меньшей мере одну скобу, по меньшей мере один болт, по меньшей мере одно зажимное приспособление или легко отслаивающуюся клейкую пленку.
5. Инструмент по п. 1, в котором форма несущего устройства для опоры выполнена с возможностью обеспечения принятия и поддерживания опоры для PDC датчика.
6. Инструмент по п. 1, в котором форма несущего устройства для опоры выполнена с возможностью обеспечения принятия и поддерживания опоры для омывателя фар.
7. Способ прикрепления опоры для оборудования к оболочке из пластикового материала части кузова транспортного средства, причем оборудование относится к такому типу оборудования, который должен поддерживаться опорой, прикрепленной к оболочке, и быть обращенным к отверстию, выполненному в указанной оболочке, при этом способ включает использование штампа, съемника, в котором скользит штамп, пресс-формы, в которую проникает штамп для пробивания оболочки и образования отверстия, и включает этапы:
a) расположения и поддерживания опоры в конечном положении относительно оболочки;
b) образования отверстия посредством штампования оболочки после выполнения этапа а); и
c) прикрепления опоры к оболочке после выполнения этапа а);
причем этапы b) и с) выполняют одновременно или последовательно, в любом порядке.
| Способ фотометрической сортировки изделий | 1989 |
|
SU1798019A1 |
| Устройство для вырубки изделий из листового и ленточного материалов | 1978 |
|
SU753670A1 |
| Способ изготовления перфорированных резиновых листов | 1971 |
|
SU523628A3 |
| ИМИТАТОР КАТАПУЛЬТИРОВАНИЯ ДЛЯ АВИАЦИОННОГО ТРЕНАЖЕРА | 1988 |
|
RU1586427C |

