Данное изобретение относится к стали низкой плотности, характеризующейся пределом прочности при растяжении, большим или равным 900 МПа, при равномерном относительном удлинении, большем или равном 9%, и подходящей для использования в автомобильной отрасли промышленности, и способу ее изготовления.
Ограничения, накладываемые требованиями по охране окружающей среды, стимулируют автопроизводителей непрерывно уменьшать выбросы СО2 для своих транспортных средств. Для осуществления этого у автопроизводителей имеется несколько опций, при этом их важнейшие опции заключаются в уменьшении массы транспортных средств или в улучшении коэффициента полезного действия своих систем двигателей. Достижения прогресса зачастую добиваются при использовании комбинации из двух подходов. Данное изобретение относится к первой опции, а именно, к уменьшению массы автотранспортных средств. В данной очень конкретной сфере имеет место две альтернативы.
Первая альтернатива заключается в уменьшении толщин сталей при одновременном увеличении их уровней механической прочности. К сожалению, данному решению свойственны ограничения вследствие непозволительного уменьшения жесткости определенных автомобильных деталей и появления проблем, связанных со звукоизоляцией, которые создают некомфортные условия для пассажира, не говоря ничего уже о неизбежной потере тягучести, связанной с увеличением механической прочности.
Вторая альтернатива заключается в уменьшении плотности сталей в результате легирования их другими, более легкими металлами. В числе данных сплавов привлекательными механическими и физическими свойствами обладают сплавы низкой плотности, называемые железо-алюминиевыми сплавами, которые одновременно делают возможным значительное уменьшение массы. В данном случае термин «низкая плотность» обозначает плотность, меньшую или равную 7,4.
В публикации JP 2005/015909 описываются стали TWIP (с пластичностью, обусловленной двойникованием), характеризующиеся очень высокими уровнями содержания марганца, составляющими более чем 20%, а также содержащие алюминий в количестве, доходящем вплоть до 15%, что в результате приводит к получению более легкой стальной матрицы, но раскрытая сталь демонстрирует высокое сопротивление деформированию во время проведения прокатки совместно с проблемами, связанными со свариваемостью.
Назначение настоящего изобретения заключается в предоставлении в распоряжение холоднокатаных листовых сталей, которые одновременно характеризуются:
- плотностью, меньшей или равной 7,4,
- предельным сопротивлением растяжению, большим или равным 900 МПа, а предпочтительно равным или большим 1000 МПа,
- равномерным относительным удлинением, большим или равным 9%.
Предпочтительно такая сталь также характеризуется хорошей пригодностью для использования при формовке, в частности, при прокатке, и хорошей свариваемостью, и хорошей пригодностью для нанесения покрытия.
Еще одна задача настоящего изобретения также заключается в предоставлении в распоряжение способа изготовления данных листов, который является совместимым с обычными промышленными областями применения при одновременной демонстрации надежности в отношении отклонений по производственным параметрам.
Достижения данной задачи добиваются в результате предложения листовой стали, соответствующей пункту 1 формулы изобретения. Листовая сталь также может включать характеристики из пунктов от 2 до 3 формулы изобретения. Достижения еще одной цели добиваются в результате предложения способа, соответствующего пункту 4 формулы изобретения. Достижения еще одного аспекта добиваются в результате предложения деталей или транспортных средств, соответствующих пунктам от 5 до 7 формулы изобретения.
В целях получения желательной стали настоящего изобретения значительную важность имеет композиция; поэтому в следующем далее описании изобретения предлагается подробное разъяснение композиции.
Уровень содержания углерода находится в диапазоне между 0,10% и 0,6%, и углерод исполняет функцию элемента, создающего значительное твердо-растворное упрочнение. Он также улучшает образование каппа-карбидов (Fe,Mn)3AlCx. Углерод представляет собой элемент, стабилизирующий аустенит, и он запускает сильное уменьшение температуры мартенситного превращения Ms, так что фиксируется значительное количество остаточного аустенита, что, тем самым, увеличивает пластичность. Выдерживание уровня содержания углерода в вышеупомянутом диапазоне обеспечивает получение листовой стали, характеризующейся требуемыми уровнями прочности и тягучести. Это также делает возможным уменьшение уровня содержания марганца при одновременном все еще получении некоторого эффекта TRIP (пластичность, обусловленная превращением).
Уровень содержания марганца должен находиться в диапазоне между 4% и 20%. Данный элемент является элементом, образующим гамма-фазу. Соотношение между уровнем содержания марганца и уровнем содержания алюминия будет оказывать сильное воздействие на структуры, полученные после проведения горячей прокатки. Назначение добавления марганца заключается по существу в получении структуры, которая содержит аустенит в дополнение к ферриту, и в стабилизировании его при комнатной температуре. При наличии уровня содержания марганца, составляющего менее чем 4, аустенит будет недостаточно стабилизирован, что влечет за собой риск преждевременного превращения в мартенсит во время проведения охлаждения на выходе с технологической линии отжига. Помимо этого, добавление марганца приводит к увеличению домена D03, что делает возможным образование достаточных выделений D03 при повышенных температурах и/или при уменьшенных количествах алюминия. При более чем 20% имеет место уменьшение долевой концентрации феррита, что оказывает негативное воздействие на настоящее изобретение, поскольку это может сделать более затруднительным достижение требуемого предела прочности при растяжении. В одном предпочтительном варианте осуществления добавление марганца будет ограничиваться на уровне 17%.
Уровень содержания алюминия находится в диапазоне между 5% и 15%, предпочтительно между 5,5% и 15%. Алюминий представляет собой элемент, образующий альфа-фазу, и поэтому имеет тенденцию к промотированию образования феррита, а, в частности, упорядоченного феррита (Fe,Mn,X)3Al, обладающего структурой D03, (Х представляет собой добавку в виде любого растворенного элемента, например, Ni, который растворяется в D03). Алюминий имеет плотность 2,7 и оказывает важное воздействие на механические свойства. По мере увеличения уровня содержания алюминия механическая прочность и предел упругости также увеличиваются несмотря на уменьшение равномерного относительного удлинения вследствие уменьшения подвижности дислокаций. При менее чем 4% уменьшение плотности вследствие присутствия алюминия становится менее выгодным. При более чем 15% присутствие упорядоченного феррита увеличивается сверх ожидаемого предела и оказывает отрицательное воздействие на настоящее изобретение, поскольку это начинает придавать листовой стали хрупкость. Предпочтительно уровень содержания алюминия будет ограничиваться значением, составляющим менее чем 9%, для предотвращения образования дополнительных хрупких интерметаллических выделений.
В дополнение к вышеупомянутым ограничениям в одном предпочтительном варианте осуществления уровни содержания марганца, алюминия и углерода соответствуют следующему далее соотношению:
0,3 < (Mn/2Al) × exp(C) < 2
При менее чем 0,3 имеет место риск наличия чрезмерно маленького количества аустенита, что, возможно, приведет к получению недостаточной тягучести. При более чем 2 может оказаться возможным увеличение объемной долевой концентрации аустенита до более чем 49%, что тем самым уменьшает потенциал образования выделений фазы D03.
Кремний представляет собой элемент, который делает возможным уменьшение плотности стали, а также является эффективным при твердо-растворном твердении. Он, кроме того, демонстрирует положительный эффект стабилизирования D03 в сопоставлении с фазой В2. Его уровень содержания ограничивается значением 2,0%, поскольку выше данного уровня данный элемент имеет тенденцию к образованию высокоадгезионных оксидов, которые формируют поверхностные дефекты. Присутствие поверхностных оксидов ухудшает смачиваемость стали и может производить дефекты во время проведения потенциальной операции гальванизирования в результате погружения в расплав. В одном предпочтительном варианте осуществления уровень содержания кремния предпочтительно будет ограничиваться значением 1,5%.
Как это установили изобретатели, для получения требуемого образования выделений D03, что делает возможным достижение целевых свойств, кумулятивные количества кремния, алюминия и никеля должны быть, по меньшей мере, равными 6,5%.
Ниобий может быть добавлен в качестве необязательного элемента в количестве в диапазоне от 0,01 до 0,3% к стали настоящего изобретения для обеспечения измельчения зерен. Измельчение зерен делает возможным получение хорошего баланса между прочностью и относительным удлинением и, как это представляется, вносит свой вклад в улучшенные усталостные эксплуатационные характеристики. Но ниобий имел тенденцию к замедлению рекристаллизации во время проведения горячей прокатки и поэтому не всегда представляет собой желательный элемент. Поэтому его держат в качестве необязательного элемента.
Титан может быть добавлен в качестве необязательного элемента в количестве в диапазоне между 0,01% и 0,2% к стали настоящего изобретения для измельчения зерен подобным образом, как и ниобий. Кроме того, он демонстрирует положительный эффект стабилизирования D03 в сопоставлении с фазой В2. Поэтому несвязанная часть титана, которая не образует выделений в качестве нитрида, карбида или карбонитрида, будет стабилизировать фазу D03.
Ванадий может быть добавлен в качестве необязательного элемента в количестве в диапазоне от 0,01% до 0,6%. В случае добавления ванадия он может образовывать мелкие частицы карбонитридных соединений во время проведения отжига, при этом данные карбонитриды придают дополнительное твердение. Кроме того, он демонстрирует положительный эффект стабилизирования D03 в сопоставлении с фазой В2. Поэтому несвязанная часть ванадия, которая не образует выделений в качестве нитрида, карбида или карбонитрида, будет стабилизировать фазу D03.
Медь может быть добавлена в качестве необязательного элемента в количестве в диапазоне от 0,01% до 2,0% для увеличения прочности стали и для улучшения противокоррозионной стойкости. Для получения таких эффектов требуется минимум в 0,01%. Однако, в случае ее уровня содержания, составляющего более чем 2,0%, это может ухудшить внешний облик поверхности.
Никель может быть добавлен в качестве необязательного элемента в количестве в диапазоне от 0,01 до 2,0% для увеличения прочности стали и для улучшения ее вязкости. Он также вносит свой вклад в образование упорядоченного феррита. Для получения таких эффектов требуется минимум в 0,01%. Однако, в случае его уровня содержания, составляющего более чем 2,0%, он будет иметь тенденцию к стабилизированию В2, что было бы пагубным для образования D03.
Другие элементы, такие как церий, бор, магний или цирконий, могут быть добавлены по отдельности или в комбинации при следующих далее долях: РЗМ ≤ 0,1%, В ≤ 0,01, Mg ≤ 0,05 и Zr ≤ 0,05. Вплоть до указанных максимальных уровней содержания данные элементы делают возможным измельчение ферритного зерна во время прохождения затвердевания.
В заключение, молибден, тантал и вольфрам могут быть добавлены для дополнительного стабилизирования фазы D03. Они могут быть добавлены по отдельности или в комбинации вплоть до максимальных уровней содержания: Mo ≤ 2,0, Ta ≤ 2,0, W ≤ 2,0. Сверх данных уровней ухудшается тягучесть.
Микроструктура листа, заявленного в изобретении, включает при выражении в поверхностных долевых концентрациях от 10 до 50% аустенита, при этом упомянутая фаза аустенита необязательно включает внутризеренные каппа-карбиды (Fe,Mn)3AlCx, при этом остаток представляет собой феррит, который включает правильный феррит и упорядоченный феррит, обладающий структурой D03, и необязательно вплоть до 2% внутризеренных каппа-карбидов.
При менее чем 10% аустенита равномерное относительное удлинение, составляющее, по меньшей мере, 9%, не может быть получено.
Правильный феррит присутствует в стали настоящего изобретения для придания стали высоких деформируемости и относительного удлинения, а также в определенной степени некоторой стойкости к усталостному разрушению.
Упорядоченный феррит D03 в рамках настоящего изобретения определяется интерметаллическими соединениями, стехиометрия которых представляет собой (Fe,Mn,X)3Al. Упорядоченный феррит присутствует в стали настоящего изобретения при минимальном количестве, составляющем 0,1% при выражении в поверхностных долевых концентрациях, предпочтительно 0,5%, более предпочтительно 1,0%, а в выгодном случае более чем 3%. Предпочтительно, по меньшей мере, 80% такого упорядоченного феррита характеризуются средним размером, составляющим менее чем 30 нм, предпочтительно менее чем 20 нм, более предпочтительно менее чем 15 нм, в выгодном случае менее чем 10 нм или даже менее чем 5 нм. Данный упорядоченный феррит образуется во время проведения стадии второго отжига, придающей прочность сплаву, при использовании чего могут быть достигнуты уровни в 900 МПа. В случае отсутствия упорядоченного феррита уровень прочности в 900 МПа не может быть достигнут.
Каппа-карбид в рамках настоящего изобретения определяется выделениями, стехиометрия которых представляет собой (Fe,Mn)3AlCx, где х составляет строго менее чем 1. Поверхностная долевая концентрация для каппа-карбидов внутри ферритных зерен может доходить вплоть до 2%. При более чем 2% уменьшается тягучесть, и не достигается равномерное относительное удлинение, составляющее более чем 9%. В дополнение к этому, может иметь место неконтролируемое образование выделений каппа-карбида в окрестности границ ферритных зерен, что, как следствие, увеличивает усилия во время проведения горячей и/или холодной прокатки. Каппа-карбид также может присутствовать и внутри фазы аустенита, предпочтительно в качестве наноразмерных частиц, имеющих размер, составляющий менее чем 30 нм.
Листовые стали, соответствующие изобретению, могут быть получены, используя любой подходящий для использования технологический процесс. Однако, предпочтительным является использование способа, соответствующего изобретению, который будет описываться.
Технологический процесс, соответствующий изобретению, включает получение отлитого полуфабриката, характеризующегося химическим составом в диапазоне изобретения в соответствии с представленным выше описанием изобретения. Разливка может быть произведена либо в слитки, либо непрерывно в виде слябов или тонких штрипсов.
Для целей упрощения технологический процесс, соответствующий изобретению, будет дополнительно описываться при взятии в качестве полуфабриката примера в виде сляба. Сляб может быть подвергнут прямой прокатке после проведения непрерывной разливки или может быть сначала охлажден до комнатной температуры, а после этого повторно нагрет.
Температура сляба, который подвергают горячей прокатке, должна составлять менее чем 1280°С, поскольку выше данной температуры будет иметь место риск образования ферритных зерен неправильной формы, приводящий в результате к получению крупных ферритных зерен, что уменьшает способность данных зерен рекристаллизоваться во время проведения горячей прокатки. Чем большим будет первоначальный размер ферритных зерен, тем труднее феррит будет рекристаллизовываться, что означает необходимость избегания температур повторного нагревания, составляющих более чем 1280°С, поскольку они являются дорогостоящими с точки зрения промышленности и неблагоприятными применительно к рекристаллизации феррита. Крупный феррит также имеет тенденцию к усилению явления, называемого «бороздчатостью».
Желательным является проведение прокатки при, по меньшей мере, одном проходе прокатки в присутствии феррита. Цель этого заключается в улучшении распределения элементов, которые стабилизируют аустенит, в аустените для предотвращения насыщения углеродом в феррите, что может привести к получению хрупкости. Проход чистовой прокатки проводят при температуре, составляющей более чем 800°С, поскольку ниже данной температуры листовая сталь демонстрирует значительное падение прокатываемости.
В одном предпочтительном варианте осуществления температура сляба является достаточно высокой, так что горячая прокатка может быть завершена в межкритическом диапазоне температур, и температура чистовой прокатки остается составляющей более чем 850°С. В целях получения структуры, которая является благоприятной для рекристаллизации и прокатки, предпочтительной является температура чистовой прокатки в диапазоне между 850°С и 980°С. Предпочтительным является начало прокатки при температуре сляба, составляющей более чем 900°С, во избежание избыточной нагрузки, воздействие которой может быть испытано на прокатном стане.
После этого лист, полученный данным образом, охлаждают при скорости охлаждения, предпочтительно меньшей или равной 100°С/с, вплоть до температуры смотки в рулон. Предпочтительно скорость охлаждения будет меньшей или равной 60°С/с.
После этого горячекатаную листовую сталь сматывают в рулон при температуре смотки в рулон, составляющей менее чем 600°С, поскольку выше данной температуры имеет место риск того, что может оказаться невозможным контролируемое выдерживание образования выделений каппа-карбида внутри феррита вплоть до максимума в 2%. Температура смотки в рулон, составляющая более чем 600°С, также будет в результате приводить к значительному распаду аустенита, что делает затруднительным фиксирование требуемого количества такой фазы. Поэтому предпочтительная температура смотки в рулон для горячекатаной листовой стали настоящего изобретения находится в диапазоне между 400°С и 550°С.
Необязательный отжиг горячекатаной листовой стали может быть проведен при температурах в диапазоне между 400°С и 1000°С для улучшения прокатываемости при холодной прокатке. Это может быть непрерывный отжиг или отжиг в камерной печи. Продолжительность выдержки будет зависеть от того, будет ли это непрерывный отжиг (в диапазоне между 50 с и 1000 с) или отжиг в камерной печи (в диапазоне между 6 час и 24 час).
После этого горячекатаные листы подвергают холодной прокатке при обжатии по толщине в диапазоне между 35 и 90%.
Вслед за этим полученную холоднокатаную листовую сталь подвергают двухстадийной отжиговой обработке для придания стали целевых механических свойств и микроструктуры.
На первой стадии отжига холоднокатаную листовую сталь нагревают при скорости нагревания, которая предпочтительно составляет более чем 1°С/с, до температуры выдержки в диапазоне между 750°С и 950°С на протяжении продолжительности времени, составляющей менее чем 600 секунд, для обеспечения получения степени рекристаллизации, составляющей более чем 90% от сильно деформационно-упрочненной первоначальной структуры. После этого лист охлаждают до комнатной температуры, при этом предпочтение отдается скорости охлаждения, составляющей более чем 30°С/с, в целях контролируемого выдерживания каппа-карбидов внутри феррита или на поверхностях раздела аустенит-феррит.
Вслед за этим холоднокатаная листовая сталь, полученная после проведения первой стадии отжига, может быть, например, еще раз повторно нагрета при скорости нагревания, составляющей, по меньшей мере, 10°С/час, до температуры выдержки в диапазоне между 150°С и 600°С на протяжении продолжительности времени в диапазоне между 10 секундами и 1000 часами, предпочтительно между 1 часов и 1000 часами или даже между 3 часами и 1000 часами, а после этого охлаждена вплоть до комнатной температуры. Это осуществляют для эффективного контролируемого выдерживания образования упорядоченного феррита D03 и, возможно, каппа-карбидов внутри аустенита. Продолжительность выдержки зависит от использующейся температуры.
После этого на холоднокатаную листовую сталь может быть нанесено металлическое покрытие, такое как из цинка или цинковых сплавов, в результате осуществления любого подходящего для использования способа, такого как электроосаждение или нанесение покрытия в вакууме. Один предпочтительный способ нанесения покрытия на стали, соответствующие изобретению, представляет собой струйное осаждение из паровой фазы.
Покрытие также может быть нанесено и в результате погружения в расплав, что подразумевает повторное нагревание вплоть до температуры в диапазоне от 460 до 500°С для покрытий из цинка или цинковых сплавов. Такая обработка должна быть проведена таким образом, чтобы не изменять какие-либо из механических свойств или микроструктуру листовой стали.
Примеры
Следующие далее испытания, примеры, представление на изобразительных примерах и таблицы, которые приводятся в настоящем документе, не являются ограничивающими по своей природе и должны рассматриваться только для целей иллюстрирования и будут демонстрировать выгодные признаки настоящего изобретения.
Образцы листовых сталей, соответствующих изобретению и некоторым сравнительным маркам, получали при использовании композиций, собранных в таблице 1, и технологических параметров, собранных в таблице 2. Соответствующие микроструктуры данных листовых сталей были собраны в таблице 3.
Таблица 1 - Составы
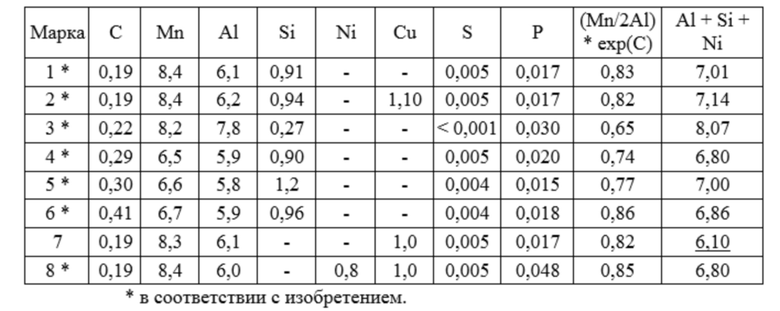
Таблица 2 - Технологические параметры
Параметры горячей и холодной прокатки
* в соответствии с изобретением.
Параметры отжига
* в соответствии с изобретением.
Таблица 3 - Микроструктуры
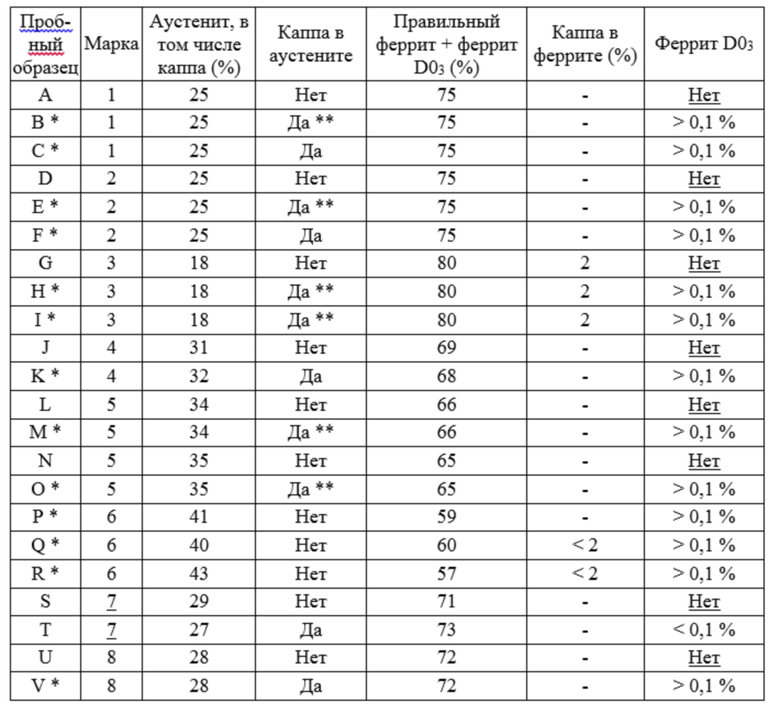
** Ранние ступени образования каппа-выделений в аустените, детектируемые при использовании просвечивающей электронной микроскопии. Аустенитная микроструктура остается стабильной после проведения второй термообработки без прохождения распада в других фазах, подобных перлиту или бейниту.
Определения для долей фаз и каппа-выделений в аустените и феррите проводят при использовании дифракции обратно-рассеянных электронов и просвечивающей электронной микроскопии.
Определения для выделений D03 проводят при использовании электронного микроскопа и дифракции нейтронов в соответствии с описанием в публикации «Materials Science and Engineering: A, Volume 258, Issues 1-2, December 1998, Pages 69-74, Neutron diffraction study on site occupation of substitutional elements at sub lattices in Fe3 Al intermetallics (Sun Zuqing, Yang Wangyue, Shen Lizhen, Huang Yuanding, Zhang Baisheng, Yang Jilian)».
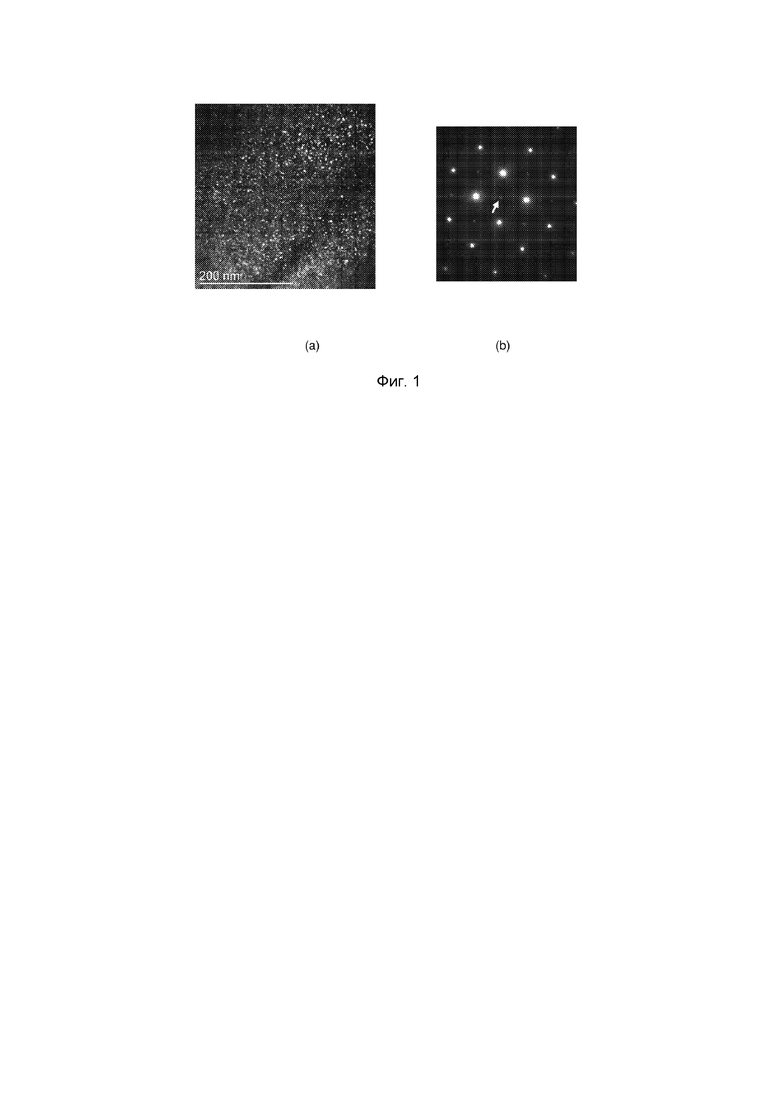
В отношении пробных образцов Е проводили определенные анализы микроструктуры, и на фигурах 1 (а) и 1 (b) воспроизводятся изображения структуры D03.
(а) Темнопольное изображение структуры D03.
(b) Соответствующая дифрактограмма, ось зоны [100] D03. Стрелка указывает на отражение, использующееся для темнопольного изображения в (а).
После этого оценивали свойства данных листовых сталей, при этом результаты собраны в таблице 4.
Таблица 4 - Свойства
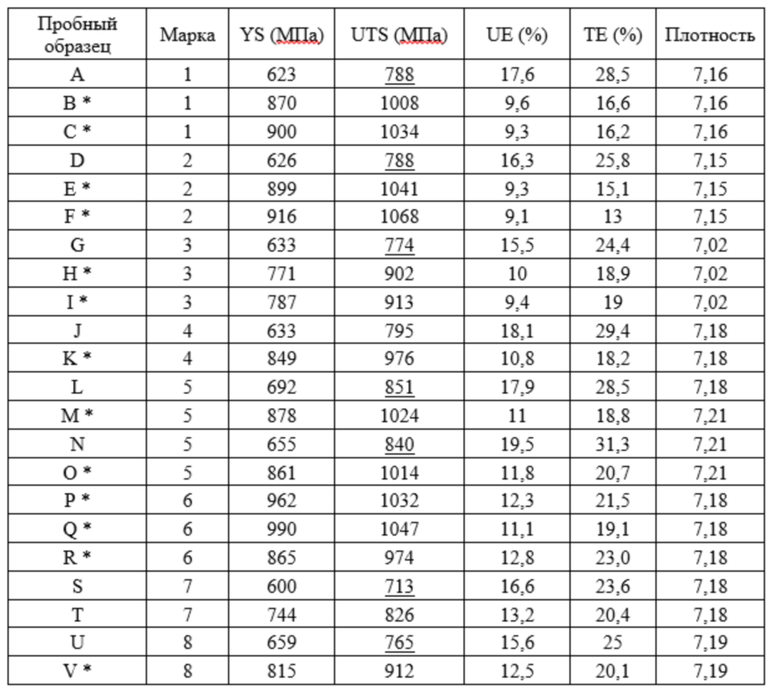
Предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и общее относительное удлинение ТE измеряют в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Плотность измеряют при использовании пикнометрии в соответствии с документом ISO standard 17.060.
Как это демонстрируют примеры, листовые стали, соответствующие изобретению, представляют собой единственные материалы, демонстрирующие все целевые свойства, благодаря своим конкретным композиции и микроструктурам.
Изобретение относится к области металлургии, а именно к сталям низкой плотности, и может быть использовано для изготовления конструкционных деталей транспортного средства или деталей транспортного средства, отвечающих за безопасность. Холоднокатаная и термообработанная листовая сталь содержит, в мас.%: 0,10 ≤ углерод ≤ 0,6, 4 ≤ марганец ≤ 20, 5 ≤ алюминий ≤ 15, 0 ≤ кремний ≤ 2, алюминий + кремний + никель ≥ 6,5 и необязательно содержащая по меньшей мере один из следующих элементов: 0,01 ≤ ниобий ≤ 0,3, 0,01 ≤ титан ≤ 0,2, 0,01 ≤ ванадий ≤ 0,6, 0,01 ≤ медь ≤ 2,0, 0,01 ≤ никель ≤ 2,0, церий ≤ 0,01, бор ≤ 0,01, магний ≤ 0,05, цирконий ≤ 0,05, молибден ≤ 2,0, тантал ≤ 2,0, вольфрам ≤ 2,0, железо и неизбежные примеси - остальное. Микроструктура листовой стали включает в поверхностных долевых концентрациях от 10 до 50% аустенита и остальное - феррит, в том числе упорядоченный феррит со структурой D03 в количестве более 0,1%, причем упомянутая фаза аустенита необязательно включает вплоть до 2% внутризеренных каппа-карбидов (Fe,Mn)3AlCx, где х менее 1. Сталь характеризуется плотностью, равной или меньшей 7,4, пределом прочности при растяжении 900 МПа или более и относительным удлинением 9% или более. 6 н. и 2 з.п. ф-лы, 4 табл., 8 пр., 1 ил.
1. Холоднокатаная и термообработанная листовая сталь, имеющая следующий химический состав, в мас.%:
0,10 ≤ углерод ≤ 0,6,
4 ≤ марганец ≤ 20,
5 ≤ алюминий ≤ 15,
0 ≤ кремний ≤ 2,
алюминий + кремний + никель ≥ 6,5
и необязательно содержащая по меньшей мере один из следующих элементов:
0,01 ≤ ниобий ≤ 0,3,
0,01 ≤ титан ≤ 0,2,
0,01 ≤ ванадий ≤ 0,6,
0,01 ≤ медь ≤ 2,0,
0,01 ≤ никель ≤ 2,0,
церий ≤ 0,01,
бор ≤ 0,01,
магний ≤ 0,05,
цирконий ≤ 0,05,
молибден ≤ 2,0,
тантал ≤ 2,0,
вольфрам ≤ 2,0,
железо и неизбежные примеси - остальное,
при этом микроструктура листовой стали включает в поверхностных долевых концентрациях от 10 до 50% аустенита и остальное - феррит, в том числе упорядоченный феррит со структурой D03 в количестве более 0,1%,
причем упомянутая фаза аустенита необязательно включает вплоть до 2% внутризеренных каппа-карбидов (Fe,Mn)3AlCx, где х менее 1,
при этом листовая сталь имеет предел прочности при растяжении 900 МПа или более.
2. Листовая сталь по п. 1, отличающаяся тем, что она содержит алюминий, марганец и углерод в количествах, удовлетворяющих соотношению
0,3 ˂ (Mn/2Al) × exp(C) ˂2.
3. Листовая сталь по п. 1 или 2, отличающаяся тем, что она имеет плотность 7,4 г/см3 или менее и равномерное относительное удлинение 9% или более.
4. Способ производства холоднокатаной и термообработанной листовой стали, включающий стадии:
подвергание отлитого полуфабриката, имеющего химический состав, в мас.%:
0,10 ≤ углерод ≤ 0,6,
4 ≤ марганец ≤ 20,
5 ≤ алюминий ≤ 15,
0 ≤ кремний ≤ 2,
алюминий + кремний + никель ≥ 6,5
и необязательно содержащая по меньшей мере один из следующих элементов:
0,01 ≤ ниобий ≤ 0,3,
0,01 ≤ титан ≤ 0,2,
0,01 ≤ ванадий ≤ 0,6,
0,01 ≤ медь ≤ 2,0,
0,01 ≤ никель ≤ 2,0,
церий ≤ 0,01,
бор ≤ 0,01,
магний ≤ 0,05,
цирконий ≤ 0,05,
молибден ≤ 2,0,
тантал ≤ 2,0,
вольфрам ≤ 2,0,
железо и неизбежные примеси - остальное,
горячей прокатке при температуре менее 1280°С и чистовой прокатке при температуре 850-950°С с получением горячекатаной листовой стали,
охлаждение до температуры смотки 400-550°С и смотка в рулон горячекатаной листовой стали при указанной температуре,
холодная прокатка со степенью обжатия 35-90% с получением холоднокатаной листовой стали и
термообработка путем нагрева сначала до температуры 750-950°С, выдержки при этой температуре в течение менее 600 с и охлаждения до комнатной температуры со скоростью охлаждения более 30°С/с, а затем путем нагрева до температуры 150-600°С, выдержки при этой температуре в течение 10 с - 1000 ч и охлаждения до комнатной температуры.
5. Применение холоднокатаной и термообработанной листовой стали по любому из пп. 1-3 для изготовления конструкционных деталей транспортного средства или деталей транспортного средства, отвечающих за безопасность.
6. Применение способа производства холоднокатаной и термообработанной листовой стали по п. 4 для изготовления конструкционных деталей транспортного средства или деталей транспортного средства, отвечающих за безопасность.
7. Деталь транспортного средства, изготовленная из холоднокатаной и термообработанной листовой стали, отличающаяся тем, что она изготовлена из листовой стали по любому из пп. 1-3.
8. Транспортное средство, содержащее деталь по п. 7.
| US 20150147221 A1, 28.05.2015 | |||
| WO 2015001367 A1, 08.01.2015 | |||
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2552808C1 |
| WO 2013034317 A1, 14.03.2013. | |||

