ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к биаксиально-ориентированной полипропиленовой многослойной (ВОРР) пленке, используемой для изготовления пакетов и упаковок для пищевого сектора или этикеток, полученных путем совместной экструзии через плоскощелевую экструзионную головку.
УРОВЕНЬ ТЕХНИКИ
Хорошо известно, что, как правило, пленки, используемые в качестве упаковки для пищевых продуктов, образованы, по меньшей мере, одним базовым слоем или основным слоем, который может быть основан, например, на гомополимере, сополимере или терполимере пропилена, и двух или более внешних слоях или наружных слоях, как правило, на основе гомополимера, сополимера и/или терполимера пропилена. Один или несколько промежуточных слоев или адгезивных слоев, которые связывают основной слой с соответствующим внешним слоем, могут быть предусмотрены на каждой стороне основного слоя, в зависимости от потребностей.
Для реализации таких пленок в качестве стандартной и более дешевой технологии, предпочтительной в данной области, применяется соэкструзия с использованием плоскощелевой экструзионной головки с последовательной ориентацией пленки.
Данная технология позволяет после совместной экструзии и формирования пленки, растягивать пленку на охлаждаемый вал в продольном направлении (растяжение в продольном направлении MD) и затем в поперечном направлении (растяжение в поперечном направлении TD).
Последовательность таких операций растяжения позволяет получить известную биаксиально-ориентированную полипропиленовую структуру пленки (ВОРР) и далее называется ВОРР процессом.
Проблема пленки, описанной выше, состоит в том, что обычно такая пленка обладает хорошей влагостойкостью, но барьерные свойства к проникновению кислорода могут быть недостаточными для критических применений.
Барьерные свойства к проникновению кислорода являются важным свойством для пленки, используемой для изготовления пакетов и упаковки для пищевых продуктов, так как обеспечивает более длительный срок хранения упакованных пищевых продуктов, а также надлежащим образом сохраняет его органолептические свойства.
Кроме того, другим критическим фактором этого типа пленки являются плохие барьерные свойства к проникновению минеральных масел. Минеральные масла - это загрязняющие вещества, обычно присутствующие в картонных коробках и картонах, используемых для упаковки, которые могут поглощаться особенно жирными продуктами, если они упакованы в пленки, которые не обладают соответствующими и специфическими барьерными свойствами против них.
Кроме того, полипропилен обычно обладает низкой смачиваемостью и низким поверхностным натяжением, что делает его плохо пригодным для печати, по этой причине при необходимости используют лаки с высокой поверхностной энергией или грунтовку.
Для достижения барьерных свойств к проникновению кислорода и минеральных масел известно изготовление металлической пленки путем нанесения на нее тонкого слоя или листа металла (металлизация). Однако данная процедура приводит к увеличению затрат и времени производства.
Помимо металлизации, для достижения высоких барьерных свойств к проникновению кислорода, также используется сополимер этилена и винилового спирта (EVOH). Однако сополимер этилена и винилового спирта обычно не совместим с полипропиленом; кроме того, поскольку его температура кристаллизации выше, чем традиционно используемая температура для растяжения пленки, это может привести к разрушению кристаллов и, как следствие, к значительному снижению барьерных свойств к проникновению кислорода.
Поэтому производство пленки на основе полипропилена и сополимера этилена и винилового спирта требует дорогостоящих и специальных технологий.
Также известны пленки, которые содержат как слой металлизации, так и слой на основе сополимера этилена и винилового спирта, но такие пленки требуют высоких производственных затрат, а также имеют недостатки, упомянутые ранее.
Для обеспечения барьерных свойств к проникновению кислорода, в качестве компонентов многослойных структур с полиолефиновыми пленками, например полипропиленовыми отлитыми пленками, широко используются биаксиально ориентированные полиамидные или нейлоновые пленки. В таких структурах, в которых обычно используются полиамидные слои толщиной 12 или 15 мкм, полиамидные слои обеспечивают барьерные свойства к проникновению кислорода и/или дают усадку. Такие пленки обычно используются в термоформованных и/или термоусадочных упаковках для сыра и мяса.
Также известно использование полиамида (ПА) в сочетании с полипропиленом (ПП), поскольку барьерные свойства к проникновению кислорода полиамида выше, чем у полипропилена.
Полиамид также обладает высоким поверхностным натяжением, что делает полимер пригодным для печати даже после длительных интервалов времени, например даже через восемнадцать месяцев без необходимости использования лаков или грунтовок.
В патенте US 2011/300363 А1 описывается многослойная барьерная пленка, имеющая, по меньшей мере, три слоя и включающая в себя подложку из полипропилена (ПП), адгезионный слой, расположенный на подложек из ПП, и внешний функциональный слой, состоящий из аморфного или частично кристаллического полиамида (ПА). Многослойную барьерную пленку получают совместной экструзией многослойной пленки, пропускаемой через плоскощелевую экструзионную головку на охлаждаемый вал и подверганием отвержденной первичной многослойной пленки бесконтактной одновременной ориентации. В частности, в патенте US 2011/300363 А1 описано использование одновременной ориентации для получения пленки для решения проблем поверхностных дефектов в полиамидном слое, которые возникают, когда такая пленка образуется с помощью процесса последовательной ориентации. Такие дефекты означают, что при последующем применении металлизации не может быть сформирован безупречный плотный металлический слой, который необходим для обеспечения высоких барьерных свойств, в частности, для обеспечения высоких барьерных свойств к проникновению кислорода. Это решение требует специально изготовленной машины и, следовательно, влечет за собой высокую стоимость запуска и эксплуатации.
В патенте ЕР 2030784 описывается биаксиально-ориентированная и термоусадочная многослойная пленка, которая обеспечивает высокий уровень усадки для использования при глубокой вытяжке. Многослойная пленка содержит, по меньшей мере, первый внешний термосвариваемый полиолефиновый слой, внутренний газобарьерный слой, содержащий, по меньшей мере, одну газобарьерную смолу, такую как сополимеры винилиденхлорида (PVDC) или сополимеры этилена и винилового спирта (EVOH), и полиамидный слой, который включает основную долю одного или нескольких аморфных полиамидов. Полиамидный слой может быть использован в качестве адгезивного слоя между барьерным слоем и полиолефиновым слоем или в качестве внешнего противозадирного слоя, требующего в данном случае большой толщины. Такая пленка изготавливается в виде рукавной пленки, которая ориентирована по двум осям в процессе одновременной ориентации с использованием так называемого процесса с захваченными пузырьками, недостатком которого является низкая производительность.
В патенте ЕР 0564709 В1 описывается многослойная пленка, имеющая базовый слой на основе гомополимера или сополимера пропилена, по меньшей мере, одна поверхность которого содержит пропилен, модифицированный малеиновым ангидридом, и металлизированный наружный слой (слой оболочки), содержащий аморфный полиамид или смесь аморфных и полукристаллических полиамидов.
В патенте ЕР 154113 В1 описывается металлизированная многослойная пленка, содержащая первый компонент, имеющий центральный слой, содержащий гомополимер полипропилена, первый наружный слой, прилегающий к центральному слою, содержащий термопластичный материал, выбранный из полиэтилена, полимера этиленвинилового спирта, полипропилена и аморфного полиамида, промежуточный слой, смежный с первым наружным слоем, содержащий полипропилен, модифицированный малеиновым ангидридом, металлический слой на основе алюминия, смежный с первым наружным слоем, и второй экструдированный слой или наружный слой, содержащий полиолефин или полимер, выбранный из полиэтилена низкой плотности.
Таким образом, в данной области техники известно производство пленок, в которых требуются высокие барьерные свойства, на основе полиамида, поскольку полиамид имеет лучшие характеристики, чем полиолефин, и дешевле, чем этиленвиниловый спирт.
В частности, известно производство пленок на основе полиамида и полипропилена, которые обеспечивают высокие барьерные свойства, достигаемые при достаточно толстых слоях полиамида, или путем нанесения барьерного металлического слоя на бездефектный слой из полиамида, полученный одновременной ориентацией, или с использованием полиамида в сочетании с дополнительным барьерным слоем к проникновению кислорода, такого как полиэтиленвиниловый спирт или сополимер этилена и винилового спирта. Типичные области применения требуют высокого уровня усадки.
Для достижения хороших барьерных свойств, а также механических свойств при использовании экономически эффективной и широко доступной технологии, желательно, биаксиально ориентировать такую соэкструдированную пленку. Однако в целом полипропилен и полиамид взаимно несовместимы с параметрами процесса, обычно используемыми для изготовления пленок ВОРР или ориентированных полиамидных пленок. Фактически, полиамид с параметрами растяжения, обычно используемыми для пленок ВОРР, очень трудно растягивается и имеет тенденцию к разрыву, создавая эстетические и структурные дефекты, которые, с одной стороны, ставят под угрозу требуемые барьерные свойства и, в более общем случае, удобство использования.
Для того чтобы попытаться решить проблему разрыва и расслоения полиамидного слоя в таком процессе биаксильной ориентации, была предпринята попытка одновременно ориентировать пленку в продольном и в поперечном направлении. Однако недостатком одновременной ориентации является низкая производительность или необходимость в специально изготовленных машинах что, следовательно, влечет за собой высокие затраты на запуск и эксплуатацию. Наиболее распространенными машинами для производства биаксильно-ориентированных пленок являются, по сути, машины последовательной ориентации, поскольку они обеспечивают высокую производительность и являются более экономичными.
Одной из целей настоящего изобретения является создание пленки, образованной, по меньшей мере, одним биаксиально-ориентированным полипропиленовым слоем (ВОРР) и, по меньшей мере, одним наружным слоем, содержащим полиамид (РА), обладающей улучшенными барьерными свойствами к проникновению кислорода, высокой смачиваемостью и поверхностным натяжением и в то же время хорошими эстетическими качествами и стойкостью даже в течение продолжительного времени и низким уровнем усадки.
Другая цель настоящего изобретения состоит в том, чтобы предложить способ изготовления многослойной пленки вышеупомянутого типа с низкой стоимостью и с использованием вышеупомянутой стандартной и экономичной технологии соэкструзии.
Заявитель разработал, испытал и воплотил настоящее изобретение для преодоления недостатков уровня техники и для достижения этих и других целей и преимуществ.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы изобретения. Зависимые пункты формулы изобретения описывают другие признаки настоящего изобретения или варианты основной идеи изобретения.
В соответствии с вышеуказанными целями настоящее изобретение относится к биаксиально-ориентированной многослойной полипропиленовой пленке (ВОРР), подходящей для изготовления пакетов, гибкой упаковки, ламинированных продуктов и этикеток и имеющей высокое поверхностное натяжение.
Пленка в соответствии с настоящим изобретением может иметь толщину от 10 до 120 мкм и может быть получена совместной экструзией с применением плоскощелевой экструзионной головки и последовательной ориентацией соответственно в продольном направлении (MD) и в поперечном направлении (TD).
Согласно одному аспекту настоящего изобретения пленка содержит, по меньшей
мере:
- базовый слой, выполненный на основе полипропилена и имеющий внешнюю поверхность и внутреннюю поверхность,
- внешний промежуточный слой или наружный адгезивный слой, прилегающий к внешней поверхности базового слоя и основанный на сополимерах олефинов, включающих полярные сомономеры, такие как винилацетат, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид,
- наружный слой оболочки, прилегающий к внешней поверхности наружного адгезивного слоя и основанный на полиамиде.
В соответствии с признаком изобретения наружный слой оболочки содержит смесь аморфного полиамида и полукристаллического полиамида, где смесь содержит от 25 до 75% (по массе) аморфного полиамида и от 75 до 25% (по массе) полукристаллического полиамида, соответственно.
Согласно одному варианту осуществления настоящего изобретения пленка дополнительно содержит внутренний слой оболочки, противоположный наружному слою оболочки, содержащий гомополимер, сополимер или терполимер пропилена, сополимеры альфа-олефинов, содержащие сомономеры этилена или пропилена, пропиленовые или этиленовые эластомеры, полиэтилен или их смеси.
В соответствии с дополнительным вариантом осуществления пленка дополнительно содержит внутренний адгезивный слой, расположенный между базовым слоем и внутренним слоем оболочки, содержащий гомополимер или сополимер пропилена.
В соответствии с другим вариантом осуществления пленка содержит внутренний адгезивный слой на основе сополимеров олефинов, содержащих полярные сомономеры, такие как винилацетат, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид, прилегающий к внутренней поверхности базового слоя, и внутренний слой оболочки на основе полиамида, прилегающий к внутренней поверхности внутреннего адгезивного слоя, причем указанный внутренний слой оболочки на основе полиамида содержит смесь от 25% до 75% (по массе) аморфного полиамида и от 75% до 25% (по массе) полукристаллического полиамида.
Таким образом, возможно получение пленки с симметричными слоями изнутри наружу, то есть со стороны, обращенной при использовании, к упаковываемому продукту, и со стороны, обращенной при использовании, к внешней среде.
В соответствии с дополнительным вариантом осуществления пленка содержит внутренний адгезивный слой, смежный с внутренней поверхностью базового слоя, включающий сополимер или терполимер пропилена, или С2 С3 пластомеры или их смеси, и внутренний слой оболочки, смежный с внутренней поверхностью внутреннего адгезивного слоя, содержащий гомополимер, сополимер или терполимер пропилена, сополимеры альфа-олефинов, содержащие сомономеры этилена или пропилена, этиленовые или пропиленовые эластомеры, полиэтилен или их смеси.
Согласно дополнительным вариантам осуществления пленка содержит внутренний адгезивный слой, смежный с внутренней поверхностью базового слоя, содержащий гомополимер пропилена, и внутренний слой оболочки, смежный с внутренней поверхностью внутреннего адгезивного слоя, на основе смеси сополимеров полипропилена, модифицированных малеиновым ангидридом.
Согласно этому варианту осуществления пленка может также содержать внутренний слой покрытия, прилегающий к внутренней поверхности внутреннего слоя оболочки, включающий, в качестве неограничивающего примера, алифатический полиуретан.
В соответствии с дополнительными вариантами осуществления наружный слой оболочки и/или внутренний слой оболочки может быть подвергнут поверхностной обработке, например, выбранной из группы, включающей обработку коронным разрядом, обработку пламенем, плазменную обработку или другие технологии, при этом внутренний слой оболочки при необходимости выполняется перед нанесением внутреннего слоя покрытия.
В дополнительном варианте осуществления может быть предусмотрен слой металлического покрытия, выполненный снаружи наружного слоя оболочки.
Пленка согласно изобретению, благодаря такому составу наружного слоя оболочки, проявляет высокую адгезию к лакам, адгезивам, чернилам, обеспечивая устойчивость к царапинам и высокую адгезию к различным типам подложек.
В случае металлического покрытия, нанесенного на наружный слой оболочки, металлический слой также имеет меньшую чувствительность к царапанию.
Присутствие наружного слоя оболочки в соответствии с изобретением также позволяет получать полезные и желательные эффекты, такие как, помимо прочего, тиснение, барьерные свойства к запахам, барьерные свойства к определенным химическим агентам.
Характеристики наружного слоя оболочки позволяют использовать пленки для многих различных применений. Неограничивающие примеры возможных применений включают в себя: этикетку и упаковку, изготовленные как единое целое (In-Mold Labeling), самоклеящиеся этикетки, круговые этикетки с наклейкой, пленки для ламинирования, вертикальные и горизонтальные упаковки, в промышленном применении используются клейкие ленты, табачные пленки, пленки для обертывания, декоративные поверхностные пленки для мебели, автомобилей, бытовой техники и т.п.
Пленка согласно изобретению также может быть использована для применения в области графики, в качестве пленки для ламинирования подложек на основе целлюлозы (бумага и картон).
Настоящее изобретение также относится к способу изготовления биаксиально-ориентированной полипропиленовой пленки (ВОРР), имеющей толщину от 10 до 120 мкм и подходящей для производства пакетов, гибких упаковок, ламинированных изделий и этикеток.
Способ состоит из следующих этапов:
- первый этап совместной экструзии с помощью плоскощелевой экструзионной головки для получения соэкструдированного промежуточного продукта в форме пленки,
- второй этап растяжения в продольном направлении (MD), и
- третий этап растяжения в поперечном направлении (TD) промежуточного продукта, чтобы получить желаемую биаксиально-ориентированную структуру и определить конечную толщину каждого из слоев.
Согласно аспекту способа в соответствии с настоящим изобретением первый этап совместной экструзии обеспечивает экструдирование промежуточного продукта, образованного, по меньшей мере, базовым слоем на основе полипропилена и имеющим внешнюю поверхность и внутреннюю поверхность, наружный адгезивный слой, смежный с внешней поверхностью базового слоя и выполненный на основе сополимеров олефинов, содержащих полярные сомономеры, такие как винилацетат, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид, и наружный слой оболочки, прилегающий к внешней поверхности наружного адгезивного слоя и выполненный на основе полиамида.
Согласно еще одному аспекту изобретения, для экструдирования наружного слоя оболочки способ предусматривает использование смеси аморфного полиамида и полукристаллического полиамида, включающей от 25 до 75% (по массе) аморфного полиамида и от 75% до 25% (по массе) полукристаллического полиамида.
В соответствии с дополнительным аспектом, второй этап и третий этап растяжения включают растяжение промежуточного продукта 3-6 раз в продольном направлении и затем 7-12 раз в поперечном направлении.
Преимущественно способ согласно изобретению может быть осуществлен с использованием стандартной биаксиально-ориентационной линии с использованием плоскощелевой экструзионной головки, так как она используется для изготовления ВОРР, без ущерба для барьерных свойств и эстетического вида.
ПОЯСНЕНИЕ ЧЕРТЕЖЕЙ
Эти и другие признаки настоящего изобретения станут очевидными из следующего описания некоторых вариантов осуществления, предоставленных в качестве неограничивающего примера, со ссылкой на прилагаемые чертежи, на которых:
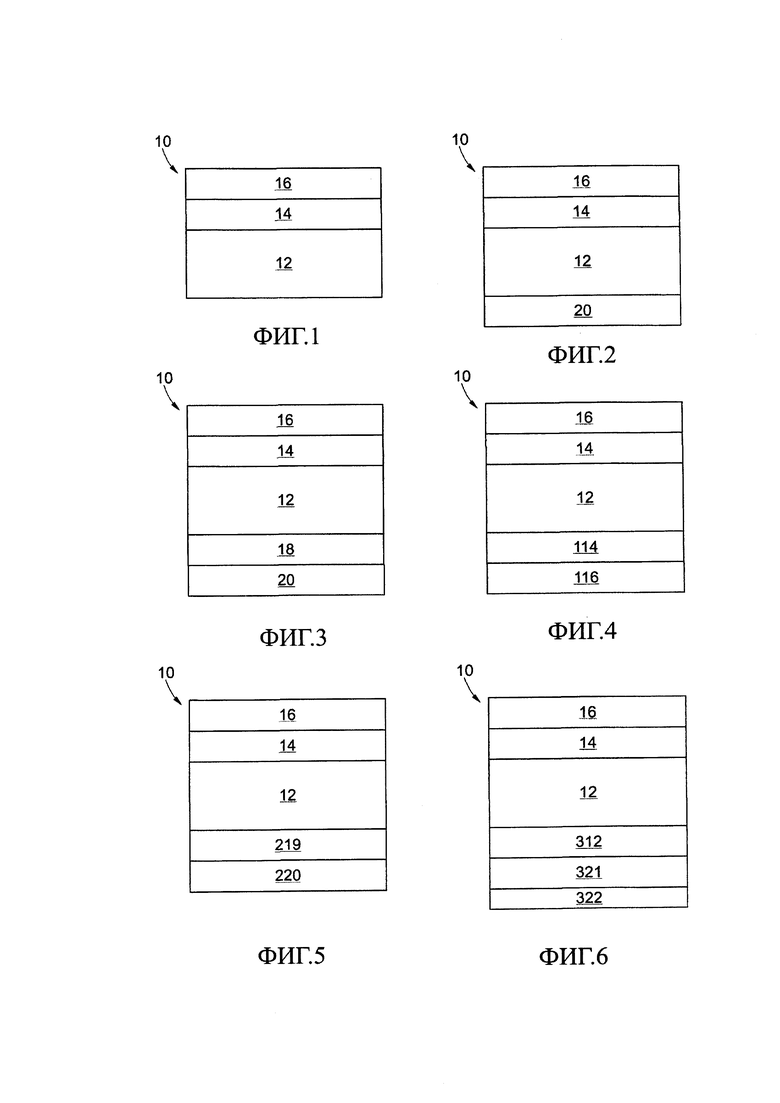
Фиг. 1 - схематический вид в разрезе пленки в соответствии с вариантами осуществления, описанными в данном документе;
Фиг. 2 - схематический вид пленки в разрезе в соответствии с дополнительными вариантами осуществления, описанными в данном документе;
Фиг. 3 - схематический вид пленки в разрезе в соответствии с дополнительными вариантами осуществления, описанными в данном документе;
Фиг. 4 - схематический вид пленки в разрезе в соответствии с дополнительными вариантами осуществления, описанными в данном документе;
Фиг. 5 - схематический вид пленки в разрезе в соответствии с дополнительными вариантами осуществления, описанными в данном документе;
Фиг. 6 - схематический вид пленки в разрезе в соответствии с дополнительными вариантами осуществления, описанными в данном документе.
Для облегчения понимания изобретения, для указания идентичных общих элементов на чертежах использовались одни и те же ссылочные позиции там, где это возможно. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть включены в другие варианты осуществления без дополнительных пояснений.
ДЕТАЛЬНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления, описанные в данном документе со ссылкой на фиг. 1-6, относятся к многослойной пленке 10, которую можно использовать, например, неограничивающим образом, для изготовления пакетов и упаковок для пищевых продуктов, таких как шоколад, снеки, печенье или другие кондитерские изделия или соленые продукты, которые требуют высоких барьерных свойств к проникновению кислорода, запахов и влаги.
В соответствии с вариантами осуществления, описанными с использованием фиг. 1, пленка 10 содержит, по меньшей мере, следующие слои:
- базовый слой 12 или основной слой на основе полипропилена (РР), имеющий внутреннюю поверхность и внешнюю поверхность;
- наружный адгезивный слой 14, примыкающий к внешней поверхности базового слоя 12 и основанный на сополимерах олефинов, содержащих полярные сомономеры;
- и наружный слой оболочки 16, прилегающий к внешней поверхности наружного адгезивного слоя 14 и основанный на полиамиде (ПА).
Пленка 10 также может быть использована для изготовления этикеток, например самоклеящихся этикеток. Высокое поверхностное натяжение, получаемое в результате присутствия слоя, содержащего полиамид, делает эти этикетки пригодными для склеивания даже в местах, подверженных загрязнению, таких как колеса автомобиля, поскольку они действуют как защитный элемент, так что эти этикетки сохраняют свои собственные цвета и не подвергаются пожелтению.
Пленка 10 согласно изобретению также имеет отличные рабочие и технологические характеристики. В частности, наружный слой оболочки 16 позволяет получить высокое поверхностное натяжение, которое является стабильным в течение продолжительного времени. Кроме того, наружный слой оболочки 16 совместим с более широким диапазоном чернил и лаков, чем полиолефиновые подложки.
Базовый слой 12 является более толстым слоем конечной пленки 10 и, по существу, определяет механические характеристики и характеристики жесткости таких пленок.
Согласно некоторым вариантам осуществления базовый слой 12 может быть изготовлен из гомополимера пропилена и может включать один или несколько наполнителей, порообразователей и/или твердых смол или аморфных смол и/или добавок, в зависимости от желаемых свойств и физических характеристик.
В соответствии с некоторыми вариантами осуществления базовый слой 12 может иметь толщину, составляющую от около 10 мкм до около 100 мкм, в частности, от около 15 мкм до около 70 мкм, более предпочтительно, от около 17 мкм до около 60 мкм, в зависимости от типа продукта, предназначенного для упаковки.
В соответствии с возможными вариантами осуществления базовый слой 12 может содержать диоксид титана (ТiO2) в различных количествах в зависимости от эффекта, который требуется в конечной пленке 10.
Например, если нет особой необходимости в эффекте отбеливания, диоксид титана может составлять от 1,5 до 2,5% от количества, используемого для слоя, где он присутствует, но такой процент может возрасти до порядка 20% - 30%, если требуется получение белоснежного эффекта.
В соответствии с дополнительными вариантами осуществления базовый слой 12 может содержать карбонат кальция (СаСО3), который придает пленке 10 эффект непрозрачности. Карбонат кальция может составлять от 1,5 до 23%, в частности от 3 до 20%, наиболее предпочтительно от 5 до 17% от общего количества материала в базовом слое 12.
Согласно дополнительным вариантам осуществления для достижения эффекта непрозрачности базовый слой 12 может также содержать полибутилентерефталат (РВТ), например, но не ограничиваясь, в случае пленки 10, используемой для изготовления этикеток, от 1% до 15%.
Согласно еще одному варианту осуществления базовый слой 12 может содержать одну или несколько мигрирующих добавок, например, антистатики, такие как этоксилированные алкиламины (ЕАА) или глицеролмоностеарат (GMS), или антифрикционные агенты, например, амиды жирных кислот, такие как стеариновый амид, эрукамид, бехенамид или аналогичные вещества.
Наружный адгезивный слой 14, расположенный между базовым слоем 12 и наружным слоем оболочки 16, может быть основан на сополимерах олефинов, содержащих полярные сомономеры, такие как винилацетаты, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид, подходящие для связывания полипропилена базового слоя 12 с полиамидом наружного слоя оболочки 16.
Согласно предпочтительным вариантам осуществления наружный адгезивный слой 14 может содержать этиленовые сополимеры, содержащие полярные сомономеры, такие как винилацетат, метил (мет) акрилат, бутил (мет) акрилат, акриловая кислота или малеиновый ангидрид, или сополимеры любого из этих сомономеров, привитых с полиолефинами, или смеси этих сополимеров с теми же сомономерами или с гомополимерами, сополимерами или терполимерами пропилена.
Согласно другому предпочтительному варианту осуществления наружный адгезивный слой 14 содержит гомополимер, сополимер или терполимер пропилена с этиленом и/или 1-бутеном, привитый полярными сомономерами, такими как винилацетат, метил (мет) акрилат, бутил (мет) акрилат, акриловая кислота или малеиновый ангидрид и смеси гомополимеров, сополимеров или терполимеров пропилена с сополимерами этилена с полярными сомономерами, такими как винилацетат, метил (мет) акрилат, бутил (мет) акрилат, акриловая кислота или малеиновый ангидрид.
В соответствии с еще более предпочтительным вариантом осуществления наружный адгезивный слой 14 содержит гомополимеры, сополимеры или терполимеры пропилена с этиленом и/или 1-бутеном, привитые с малеиновым ангидридом, или смеси этих сополимеров, привитые гомополимерами, сополимерами или терполимерами пропилена с этиленом и/или 1-бутеном. Привитые сополимеры могут быть выбраны из группы, включающей PolyBond 3150 (Chemtura), Admer QF500A, Admer AT1179E (Mitsui Chemicals Europe), G-3003 (Eastman), Fusabond MD511D (DuPont), SCONA TPPP 9212 FA/ GA (Byk Chemie) и аналогичные смолы.
В соответствии с возможными вариантами осуществления изобретения, наружный адгезивный слой 14 может иметь толщину от около 1 до около 6 мкм.
В соответствии с предпочтительными вариантами осуществления настоящего изобретения наружный слой оболочки 16 выполняется из смеси аморфного полиамида и кристаллического или полукристаллического полиамида.
Фактически заявитель обнаружил, что смесь двух типов полиамидов позволяет использовать присущие им свойства, преодолевая их ограничения.
С одной стороны, аморфный полиамид благодаря собственным свойствам легко и эффективно растягивается также с помощью полипропилена, в то время как барьерные свойства полукристаллического полиамида к проникновению кислорода, газа и ароматов выше, чем барьерные свойства, обеспечиваемые аморфным полиамидом.
Следовательно, в отношении желаемых конечных свойств пленки и параметров обработки в способе согласно изобретению процентное содержание аморфного полиамида и полукристаллического полиамида может варьироваться от 25% до 75%, предпочтительно от 35% до 65%, более предпочтительно от 30% % и 60%, а также от 75% до 25%, предпочтительно от 65% до 35%, более предпочтительно от 60% до 40%, соответственно (по весу от общего веса наружного слоя оболочки) для получения конечной композиции.
Например, если барьерные свойства более предпочтительны, чем свойства растяжимости, наружный слой оболочки 16 может состоять из 25% аморфного полиамида и 75% полукристаллического полиамида
В другом примере, если свойства растяжимости более предпочтительны, чем барьерные свойства, наружный слой оболочки 16 может состоять из 75% аморфного полиамида и 25% полукристаллического полиамида.
Можно предусмотреть любую возможную комбинацию в вышеуказанных пределах, например, 30%-70%, 35%-65%, 40%-60%, 45%-65%, 47%-53%, 49%-51%, 53%-47%, 55%-45%, 60%-40%, 65%-35%, 70%-30% или другие промежуточные значения, включенные в интервалы.
В соответствии с некоторыми вариантами осуществления наружный слой оболочки 16 может иметь толщину от около 0,3 до около 10 мкм.
В соответствии с другими вариантами осуществления наружный слой оболочки 16 может иметь толщину, составляющую от около 0,3 мкм до 2 мкм.
В соответствии с другими вариантами осуществления наружный слой оболочки 16 может иметь толщину от около 0,4 мкм до 1,7 мкм.
Согласно дополнительным вариантам осуществления наружный слой оболочки 16 может содержать добавки, препятствующие слипанию, средний размер которых может находиться в диапазоне от 50% до 500% от общей толщины наружного слоя оболочки 16, чтобы выступать, по меньшей мере, частично из последнего.
В соответствии с дополнительными вариантами осуществления наружный слой оболочки 16 может содержать небольшой процент сополимеров олефинов, содержащих полярные сомономеры, такие как винилацетаты, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид
Согласно некоторым вариантам осуществления наружный слой оболочки 16 может соответствовать слою пленки 10, который при использовании контактирует с внешней средой, или слою, обращенному в любом случае наружу относительно базового слоя 12.
Такой наружный слой оболочки 16 на основе полиамида является преимущественным для обеспечения поверхности с высокой силой поверхностного натяжения, долговременной пригодностью для печати или, особенно в сочетании с вакуумной металлизацией, улучшенным или даже превосходным барьерным свойством к проникновению, например кислорода, минерального масла или запахов.
Согласно некоторым вариантам осуществления, на наружном слое оболочки 16, в зависимости от области применений, может быть выполнена обработка поверхности, выбранная из группы, включающей коронную обработку, обработку пламенем и плазменную обработку, или другие технологии обработки.
Кроме того, в соответствии с некоторыми вариантами осуществления наружный слой оболочки 16 может быть покрыт металлом, оксидом металла, органическими или неорганическими лаками или их комбинацией, чтобы обеспечить дополнительный внешний слой пленки 10 и получить больший барьерный эффект.
В соответствии с некоторыми вариантами осуществления, описанными, например, со ссылкой на фиг.2, пленка 10 также содержит внутренний слой оболочки 20, противоположный наружному слою оболочки 16. В соответствии с возможными вариантами, внутренний слой оболочки 20 может включать гомополимер, сополимер или терполимер полимера, сополимеры альфа-олефинов, содержащие сомономеры этилена или пропилена, пропиленовые или этиленовые эластомеры или их смеси.
Согласно дополнительным вариантам осуществления, проиллюстрированным, например, на фиг. 3, пленка 10 также может включать в себя внутренний адгезивный слой 18, расположенный между базовым слоем 12 и внутренним слоем оболочки 20.
В соответствии с этими вариантами осуществления внутренний адгезивный слой 18 может включать гомополимер или сополимер пропилена.
В соответствии с другими вариантами осуществления, описанными, например, со ссылкой на фиг.4, пленка 10 содержит внутренний адгезивный слой 114 на основе сополимеров олефинов, содержащих полярные сомономеры, прилегающий к внутренней поверхности базового слоя 12.
Примерами полярных сомономеров могут быть винилацетат, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид.
В соответствии с некоторыми вариантами осуществления пленка 10 дополнительно содержит внутренний слой оболочки 116, прилегающий к внутренней поверхности внутреннего адгезивного слоя 114 на основе полиамида.
В соответствии с возможными вариантами осуществления внутренний слой оболочки 116 на основе полиамида содержит смесь от 25% до 75% (по массе) аморфного полиамида и от 75% до 25% (по массе) полукристаллического полиамида.
В соответствии с возможными вариантами осуществления пленка 10 может, таким образом, иметь симметричную структуру, в которой внутренний слой оболочки 116 может иметь характеристики, толщину и состав, по существу, аналогичные таковому наружного слоя покрытия 16, а внутренний адгезивный слой 114 может иметь характеристики, толщину и состав по существу аналогичные составу наружного адгезивного слоя 14.
Подходящие аморфные полиамиды могут быть выбраны, но не ограничены, из группы, включающей полиамид 4I (состоящий в основном из тетраметилендиамина и изофталевой кислоты), полиамид 4I/4T (сополимеры тетраметилендиамина со смесью изофталевой кислоты и терефталевой кислоты), полиамид 6I (состоящий в основном из гексаметилендиамина и изофталевой кислоты), полиамид 6I/6T (сополимеры гексаметилендиамина со смесью изофталевой кислоты и терефталевой кислоты), полиамид 6I/69/66 (сополимеры гексаметилендиамина со смесью изофталевой кислоты, азелаиновой кислоты кислота и адипиновой кислоты), полиамид DT/DI (сополимеры 2-метилпентаметилендиамина со смесью изофталевой кислоты и терефталевой кислоты) или полиамид 6/3-Т (смолы на основе терефталевой кислоты и 2,2,4-триметил [гексам] этилен диамина).
Подходящие полукристаллические полиамиды могут быть выбраны, но не ограничены, из группы сополимеров, включающей полиамид 6, полиамид 6/6Т, полиамид 6.6, полиамид 6/6.6, полиамид 4.6, полиамид 4.10, полиамид 4.12, полиамид 6.10, полиамид 6.12, полиамид MDX6 или полиамид 6/3-Т.
Указанные аморфные и полукристаллические полиамиды предпочтительно имеют вязкость в диапазоне 100-3000 см3/г, более предпочтительно 180-400 см3/г, более предпочтительно 200-260 см3/г.
Согласно возможным вариантам осуществления аморфные полиамиды могут быть выбраны из полиамида 6/3-Т, полиамида 4I/4T и полиамида 6I/6T, полиамида 6I/69/66, полиамида 6/6.6, полиамида DT/DI, полукристаллические полиамидов могут быть выбраны из полиамида 6, полиамида 6-3Т, сополимера полиамида 6/6Т, полиамида 6/6.6, полиамида 6.10 и полиамида MDX6. Коммерческими примерами аморфных полиамидов являются Grilon FE4494, Grilon FE4495, Grivory G21 (EMS), Selar® PA 3626 (Du Pont), Trogamid T5000 (Evonik), Novadyn DT / DI, примерами полукристаллических полиамидов являются Ultramid C33L01 (BASF), K7007 (Mitsubishi Gas Chemical Co), Grilon F34 (EMS), TrogamidMX97.
В соответствии с дополнительным вариантом осуществления, описанным со ссылкой на фиг.5, пленка 10 дополнительно содержит внутренний адгезивный слой 219, смежный с внутренней поверхностью базового слоя 12, содержащий сополимеры или терполимеры пропилена или этилен или пропиленовые пластомеры или их смеси.
Согласно дополнительным вариантам осуществления внутренний адгезивный слой 219 может, при необходимости, включать пигменты, антистатические агенты и/или другие добавки.
В соответствии с дополнительными вариантами осуществления внутренний слой 219 может иметь толщину от 2 до 6 мкм, в частности от 2,5 до 5 мкм.
В соответствии с этим вариантом осуществления пленка 10 дополнительно содержит внутренний слой 220, прилегающий к внутренней поверхности внутреннего адгезивного слоя 219 и основанный на гомополимере, сополимере или терполимере пропилене, альфа-олефиновых сополимерах, содержащих сомономеры этилена или полипропилена, пропиленовые или этиленовые эластомеры, полиэтилен или их смеси.
Согласно дополнительным вариантам осуществления, внутренний слой оболочки 20, 220 может, при необходимости, быть подвергнут обработке, например, пламенем, коронным разрядом или другими технологиями.
В соответствии с дополнительными вариантами осуществления внутренний слой оболочки 20, 220 также может включать в себя добавки, против слипания, такие как частицы синтетического кремнезема, частицы сшитого силоксана и/или частицы сшитого полиметилметакрилата (ПММА), причем все они имеют приблизительно сферическую форму. Предпочтительно указанные добавки, против слипания либо включены в основной компонент, либо предоставлены диспергированными в подходящем полиолефине, предпочтительно в полипропиленовой смоле.
В соответствии с вариантами осуществления изобретения внутренний слой оболочки 20, 220 предпочтительно содержит частицы полиметилметакрилата (ПММА).
В соответствии с некоторыми вариантами осуществления частицы ПММА могут иметь по существу сферическую форму и демонстрировать узкое распределение размера частиц. В соответствии с неограничивающим примером можно использовать коммерческий продукт Schulman ABVT22SC (маточная смесь на основе РР).
В соответствии с дополнительными вариантами осуществления внутренний слой оболочки 20, 220 также может включать частицы кремнезема. В соответствии с неограничивающим примером можно использовать Sylobloc 44 или Sylobloc 45, как в коммерческом продукте Schulman ABPP05SC (маточная смесь на основе РР).
В соответствии с дополнительными вариантами осуществления внутренний слой оболочки 20, 220 также может включать сшитые по существу сферические силоксановые частицы. В соответствии с неограничивающим примером может быть использован коммерческий продукт под торговой маркой Tospearl.
Согласно возможному примерному решению, внутренний слой оболочки 20, 220 может состоять по большей части из сополимеров и/или терполимеров пропилена и/или сополимеров полибутена-1 или их смесей, например, в количестве от 95% до 99,9%, а также может включать от 0,1 до 5% частиц полиметилметакрилата.
В соответствии с дополнительными вариантами осуществления внутренний слой оболочки 20, 220 может иметь толщину, составляющую от 0,7 до 3 мкм, предпочтительно, от 0,8 до 2 мкм, более предпочтительно, от 0,9 до 1,5 мкм.
Согласно еще одному варианту, особенно подходящему для изготовления этикеток, описанному со ссылкой на фиг. 6, пленка 10 содержит внутренний адгезивный слой 312, прилегающий к внутренней поверхности базового слоя 12 и содержащий гомополимер пропилена.
Внутренний адгезивный слой 312, согласно этому варианту осуществления, может иметь состав, по существу аналогичный составу базового слоя 12. Таким образом, благодаря наличию двух слоев гомополимера пропилена, характеристики жесткости пленки 10 могут быть улучшены.
В соответствии с некоторыми вариантами осуществления внутренний адгезивный слой 312 может иметь толщину от 2 до 6 мкм, предпочтительно от 2,5 до 5 мкм.
В соответствии с этим вариантом осуществления пленка 10 дополнительно содержит внутренний слой оболочки 321, прилегающий к внутренней поверхности внутреннего адгезивного слоя 312, полученного из гомополимеров или сополимеров пропилена, модифицированных малеиновым ангидридом или их смесей с другими немодифицированными гомополимерами или сополимерами пропилена. Внутренний слой оболочки 321 согласно этому варианту осуществления может преимущественно использоваться в качестве слоя для печати изображений, графики и/или знаков.
Согласно возможным вариантам воплощения, внутренний слой оболочки 321 может также включать неорганические наполнители и/или добавки, против слипания.
В соответствии с некоторыми вариантами осуществления внутренний слой оболочки 321 может иметь толщину от 0,3 до 2 мкм.
Согласно варианту осуществления, описанному в качестве примера со ссылкой на фиг. 6, пленка 10 содержит внутренний слой покрытия 322, смежный с внутренним слоем оболочки 321, который, в соответствии с неограничивающим примером, может быть основан на алифатическом полиуретане или полиазиридине. Подходящими покрытиями являются, например, покрытия, доступные под торговыми марками R600, R610, R1010 от DSM. Другие подходящие покрытия, такие как полиакрилаты или полистиролакрилаты, доступные от различных поставщиков, могут потребовать предварительного нанесения грунтовки, содержащей либо алифатический полиуретан, такой как R600, либо полиазиридин, который доступен, например, от компании BASF.
Например, для алифатического полиуретанового покрытия внутренний слой покрытия 322 может быть изготовлен с поверхностной плотностью в диапазоне от примерно 0,01 г/м2 до примерно 1 г/м2, предпочтительно от 0,02 до 0,04 г/м2.
Согласно дополнительным вариантам осуществления дополнительные внутренние слои покрытия 322 могут быть предусмотрены рядом с соответствующим слоем покрытия 20, 116, 220,321.
Другими неограничивающими примерами внутреннего слоя покрытия 322 могут быть: лаки на основе акрилата, лаки, препятствующие образованию капель, разделительные лаки (также на основе силикона), лаки на основе ПВДХ.
В соответствии с возможными вариантами осуществления внутренний слой покрытия 322 может представлять собой: покрытие на основе сополимера винилацетата и этилена, нанесенное посредством экструзионного покрытия на соответствующий слой покрытия 20, 116, 220, 321.
В соответствии с возможными вариантами осуществления пленка 10 может содержать второй внутренний слой покрытия (не показан), рядом с внутренней поверхностью внутреннего слоя покрытия 322, на основе лаков на основе акрилата, лаков, препятствующих образованию капель, разделительных лаков (также на основе силикона) или лаков на основе ПВДХ.
В некоторых вариантах осуществления второй внутренний слой покрытия может иметь поверхностную плотность от 0,8 г/м2 до 3 г/м2, предпочтительно от 1,0 до 2,5 г/м 2.
Согласно предпочтительным вариантам осуществления пленка 10 в соответствии с настоящим изобретением обеспечивает усадку при температуре 130°С менее 7%, более предпочтительно менее 5% как в продольном направлении, так и в поперечном направлении.
В соответствии с вариантами осуществления, которые являются особенно предпочтительными, пленка 10 согласно данному изобретению может содержать:
- базовый слой 12 или внутренний слой на основе полипропилена (РР), имеющий внутреннюю поверхность и внешнюю поверхность, который может иметь толщину от примерно 10 до примерно 100 мкм, предпочтительно от примерно 15 до примерно 70 мкм, более предпочтительно, от примерно 17 до примерно 60 мкм, базовый слой, при необходимости, может содержать от 1,5 до 30% диоксида титана, дополнительно, при необходимости, от 1,5 до 23% СаСО3 или от 1 до 15% полибутилентерефталата и, при необходимости, этилен-акриловую кислоту и/или глицеролмоностеарат и/или амиды жирных кислот;
- наружный адгезивный слой 14, примыкающий к внешней поверхности базового слоя 12, толщиной от около 1 мкм до около 6 мкм и основанный на сополимерах олефинов, содержащих полярные сомономеры, преимущественно гомополимеры, сополимеры или терполимеры пропилена, привитые с малеиновым ангидридом или смеси этих сополимеров, привитых с гомополимерами, сополимерами или терполимерами пропилена;
- наружный слой оболочки 16, прилегающий к внешней поверхности наружного адгезивного слоя 14, составляет от примерно 0,3 мкм до 2 мкм, предпочтительно примерно от 0,4 до 1,7 мкм, который, при необходимости, обработан коронным разрядом или пламенем, на основе смеси, по меньшей мере, одного аморфного и одного полукристаллического полиамида, предпочтительно в соотношении от 65% до 35%, более предпочтительно от 60% и 40% вязкости в диапазоне 180-400 см3/г, более предпочтительно 200-260 см3/г;
- внутренний адгезивный слой 219, примыкающий к внутренней поверхности базового слоя 12, в диапазоне от 2 до 6 мкм, в частности, от 2,5 до 5 мкм, содержащий сополимеры или терполимеры пропилена или этилен или пропиленовые пластомеры или их смеси, которые, при необходимости, могут включать пигменты, антистатики и/или другие добавки;
- внутренний слой оболочки 220, прилегающий к внутренней поверхности внутреннего адгезивного слоя 219, толщиной от 0,8 до 2 мкм, предпочтительно от 0,9 до 1,5 мкм и основанный на гомополимере, сополимере или терполимере пропилена, сополимерах альфа-олефинов, включающем сомономер этилена, пропиленовые или этиленовые эластомеры или их смеси, а также могут включать добавки, против слипания, в количестве от 0,1 до 5% внутреннего слоя оболочки, такие как частицы синтетического диоксида кремния, частицы сшитого силоксана и/или частицы сшитого метилметакрилата (ПММА), все они имеют приблизительно сферическую форму, предпочтительно частицы сшитого ПММА по существу сферической формы и с узким распределением размера частиц;
- и, при необходимости, внутренний слой покрытия 322, примыкающий к внутренней поверхности внутреннего слоя оболочки 220, с поверхностной плотностью от около 0,01 г/м2 до около 1 г/м2, предпочтительно от 0,02 до 0,04 г/м2, который может быть на основе алифатического полиуретана или полиазиридина или внутреннего покрытия на основе смолы на основе сополимера этилена и винилацетата, нанесенного экструзионным покрытием.
Согласно другим вариантам осуществления, которые являются особенно предпочтительными, пленка 10 согласно данному изобретению может содержать:
- базовый слой 12 или внутренний слой на основе полипропилена (РР), имеющий внутреннюю поверхность и внешнюю поверхность, которые могут иметь толщину от примерно 10 до примерно 100 мкм, предпочтительно, от примерно 15 до примерно 70 мкм, более предпочтительно, от примерно 17 до примерно 60 мкм, может, при необходимости, содержать от 1,5 до 30% диоксида титана, дополнительно, при необходимости, может содержать от 1,5 до 23% СаСО3 полибутилентерефталата и, при необходимости, этилен-акриловой кислоты и/или глицеролмоностеарат и/или амиды жирных кислот;
- наружный адгезивный слой 14, примыкающий к внешней поверхности базового слоя 12, толщиной от около 1 мкм до около 6 мкм и основанный на сополимерах олефинов, содержащих полярные сомономеры, преимущественно гомополимеры, сополимеры или терполимеры пропилена, привитые с малеиновым ангидридом или смеси этих сополимеров, привитых с гомополимерами, сополимерами или терполимерами пропилена;
- наружный слой оболочки 16, примыкающий к внешней поверхности наружного адгезивного слоя 14, размером от около 0,3 мкм до 2 мкм, предпочтительно от около 0,4 мкм до 1,7 мкм, который, при необходимости, обработан коронным разрядом или пламенем, на основе смеси, по меньшей мере, одного аморфного и одного полукристаллического полиамида, предпочтительного в соотношении от 65% до 35%, более предпочтительно от 60% до 40%, с вязкостью в диапазоне 180-400 см3/г, более предпочтительно 200-260 см3/г;
- внутренний адгезивный слой 312, прилегающий к внутренней поверхности базового слоя 12, толщиной от 2 до 6 мкм, предпочтительно, от 2,5 до 5 мкм, и содержащий гомополимер пропилена, необязательно имеющий состав, по существу, аналогичный составу базового слоя 12;
- внутренний слой оболочки 321, прилегающий к внутренней поверхности внутреннего адгезивного слоя 312 толщиной от 0,3 до 2 мкм, изготовленный из гомополимеров или сополимеров пропилена, модифицированных малеиновым ангидридом или их смесей с другими немодифицированными гомополимерами или сополимерами пропилена, при необходимости, также содержащие неорганические наполнители и/или добавки против слипания;
- при необходимости, внутренний слой покрытия 322, примыкающий к внутреннему слою оболочки 321, с поверхностной плотностью от примерно 0,01 г/м2 до примерно 1 г/м2, предпочтительно от 0,02 до 0,04 г/м2, который может быть основан на алифатическом полиуретане или полиазиридине;
- и, в качестве дополнительного варианта, вторичный внутренний слой покрытия, прилегающий к внутреннему слою покрытия 322, с поверхностной плотностью от 0,8 до 3 г/м2, предпочтительно от 1,0 г/м2 до 2,5 г/м2, на основе лаков на основе акрилата, лаков, препятствующих образованию капель, разделительных лаков (также на основе силикона) или лаков на основе ПВДХ;
- с пленкой, произведенной на типичной последовательной линии ВоРР, в процессе, включающем, по существу, этапы наматывания на охлаждаемый вал, нагрев и растяжение в продольном направлении, дальнейший нагрев и растяжение в поперечном направлении, с возможностью последующей обработки одной или обеих поверхностей пленки;
- с пленкой, обеспечивающей усадку при температуре 130°С менее 7%, предпочтительно менее 5% как в продольном, так и в поперечном направлении, после металлизации в вакууме и высокими барьерными свойствами к проникновению кислорода, минерального масла и запахов, и превосходной долговременной пригодностью для печати.
Способ изготовления биаксиально-ориентированной пленки на основе полипропилена и полиамида, пригодной для изготовления пищевых упаковок, обладающих барьерными свойствами к проникновению кислорода и образованных множеством слоев, наложенных друг на друга, включает следующие этапы:
- первый этап совместной экструзии с помощью плоскощелевой экструзионной головки для получения соэкструдированного промежуточного продукта в форме пленки,
- второй этап растяжения в продольном направлении (MD), и
- третий этап растяжения в поперечном направлении (TD) промежуточного продукта, чтобы получить желаемую биаксиально-ориентированную структуру и определить механические свойства пленки.
В соответствии с некоторыми вариантами осуществления, после стадии соэкструзии на охлаждаемом вале предусмотрена стадия охлаждения или кристаллизации расплавленного продукта.
Способ согласно изобретению предусматривает совместную экструзию промежуточной пленки, содержащей, по меньшей мере, базовый слой 12 на основе полипропилена, наружный адгезивный слой 14 на основе олефиновых сополимеров, содержащих полярные сомономеры, такие как винилацетат, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид и наружный слой оболочки 16 на основе полиамида.
Для получения наружного слоя оболочки 16, способ предусматривает, в частности, использование смеси аморфного полиамида и полукристаллического полиамида, включающей от 25 до 75% (по массе) аморфного полиамида и от 75% до 25% (по массе) полукристаллического полиамида.
Второй этап растяжения в продольном направлении (MD), в частности, предусматривает растяжение промежуточного продукта в 3-6 раз, предпочтительно 4,5-5,4 раза в направлении продвижения промежуточного продукта (продольное направление MD).
Наконец, после растяжения в продольном направлении (MD) третий этап растяжения включает растяжение промежуточного продукта в поперечном направлении (TD) 7-12 раз, предпочтительно 8-10 раз.
Параметр растяжения в продольном направлении (MD) и в поперечном направлении (TD) можно выбирать отдельно по отношению к другому, чтобы обеспечить производственный цикл без разрывов и соответствовать целевым характеристикам конечной пленки 10.
Согласно дополнительным вариантам осуществления, после этапа растяжения в продольном направлении (MD) и в поперечном направлении (TD), способ может содержать этап обработки наружного слоя оболочки 16, например, коронным разрядом, пламенем, плазмой или другой технологией перед этапом растяжения в поперечном направлении (TD).
Далее изобретение будет описано со ссылкой на некоторые конкретные примеры, использующие следующие материалы.
МАТЕРИАЛЫ
EMS Grilon FE4495 представляет собой сополимер аморфного полиамида 6I/69/66, по существу состоящий из гексаметилендиамина с изофталевой кислотой, азелаиновой кислотой и адипиновой кислотой;
BASF Ultramid C33L01 представляет собой полукристаллический полиамид 6/66;
Mitsui QF500A представляет собой гомополимер полипропилена с привитым малеиновым ангидридом;
Total 3371 представляет собой гомополимер полипропилена;
DuPont Selar РА2072 представляет собой аморфный полиамид 6I/6Т по существу из гексаметилендиамина с изофталевой кислотой и терефталевой кислотой;
EMS Grilon F34 представляет собой полиамид 6;
Novadyn DT/DI представляет собой сополимер аморфного полиамида, по существу состоящий из 2-метилпентаметилендиамина, терефталевой и изофталевой кислот;
Mitsubishi К7007С представляет собой полукристаллический полиамид MDX6, по существу продукта поликонденсации MDXA с адипиновой кислотой;
Mitsui АТ1179Е представляет собой гомополимер пропилена с малеиновым ангидридом;
Sabic PP524P представляет собой гомополимер пропилена;
Schulman Р80560 содержит 60% диоксида титана (ТiO2) в подложке на основе гомополимера пропилена;
Schulman PF97NTS содержит 70% карбоната кальция (СаСО3) в подложке на основе гомополимера пропилена;
EVONIK Trogamid МХ97 представляет собой полукристаллический полиамид, в основном состоящий из 2,2,4- и 2,4,4-триметилгексаметилендиамина и продукта поликонденсации терефталевой кислоты;
Braskem DS6D82 представляет собой пропилен-этиленовый сополимер с температурой плавления 134°С;
Schulman ABPP05SC содержит 5% добавки против слипания на основе частиц диоксида кремния размером 3,4 мкм, диспергированного в сополимере пропилена и этилена;
Schulman Р8266 содержит 60% диоксида титана (TiO2) в подложке на основе гомополимера пропилена;
Schulman PF97 содержит 70% карбоната кальция (СаСО3) в подложке на основе гомополимера пропилена;
LyondelBasell Adsyl 5C39F: терполимер полипропилена С2С3С4;
МЕТОДЫ ИСПЫТАНИЙ
Методы испытаний, используемые для оценки образцов пленки, полученных в соответствии с ПРИМЕРАМИ 1-9, являются стандартными методами, которые указаны в шапке таблицы 1, за следующими исключениями:
Уплотнения для испытания на прочность были изготовлены с использованием лабораторного герметика Brugger. Были использованы следующие условия: температура зажимного приспособления 130°С, давление уплотнения 0,27Н/мм2, время выдержки 0,5 с. Прочность уплотнения была определена с помощью прибора для испытания на растяжение с датчиком нагрузки 500 г. Скорость испытания составляла 50 мм / мин.
Средняя толщина была рассчитана как отношение удельной массы к плотности.
Скорости миграции октанала как репрезентативного компонента в ароматах определенных видов пищи и до декана (парафина С12Н26) в качестве репрезентативного компонента в минеральных маслах были определены следующим образом:
В нижнюю из двух идентичных камер испытательной ячейки, отделенную пленочным испытательным образцом, помещали испытуемое вещество (мигрирующую добавку), а другую оставляли пустой. В случае применения октанала уровень в нижней камере поддерживался на уровне около 2300 мкг/л. В случае применения додекана 750 мкг/г испытуемого вещества пропитывал чистый кусок картона весом около 6 г, который затем устанавливали так, чтобы он полностью соприкасался с испытуемым образцом. Закрытую испытательную ячейку держали при температуре 30°С, или 40°С, в течение всего периода испытаний. Азот пропускали через пустую верхнюю камеру, пермеат собирали в холодной ловушке при температуре -45°С, снабженной адсорбентом Supelcoport, в течение подходящих интервалов, десорбировали при температуре 340°С и проверяли газовой хроматографией с детектированием в режиме пламенной ионизации, калибровали для количественной оценки мигрирующей добавки, затем промывали азотом. Концентрацию контролировали в течение, по меньшей мере, 40 дней или до тех пор, пока показания не стали постоянными, после чего выдавалось окончательное значение.
ПРИМЕРЫ: СПОСОБ ИЗГОТОВЛЕНИЯ
Линия последовательной ориентации биаксиально-ориентированной полипропиленовой пленки, оборудованная 5 экструдерами подходящего размера и конструкции и 5 плоскощелевыми экструзионными головками, использовалась для получения пятислойного листа путем совместной экструзии смесей материалов, как описано в следующих примерах.
В условиях, типичных для производства биаксиально-ориентированных полипропиленовых пленок, температуры экструдера были установлены на уровне от 245 до 255°С для полипропилена, от 245 до 260°С для полиамида и отрегулированы для достижения требуемого гомогенного расплава, как известно из уровня техники.
Температура головки составляла около 255°С.
Соэкструдат охлаждали при температуре 30°С на прокатном валке, повторно нагревали на валках до 128°С и растягивали в 4,8 раза больше от его первоначальной длины в продольном направлении. Затем лист повторно нагревали при температуре 170°С, растягивали в 9 раз больше по сравнению с его первоначальной шириной в сушильной машине при температуре 160°С, отжигали при температуре 165°°С и внутреннюю поверхность оболочки обрабатывали коронным разрядом перед намоткой на рулон. Скорость линии составляла 20 м / мин. Общая толщина пленки составляла 30 мкм.
По мере необходимости на наружный полиамидный слой оболочки пленки, полученной, как описано в документе, впоследствии наносился слой алюминия для получения оптической плотности до 2.3 с использованием традиционных методов вакуумной металлизации. Свойства пленки приведены в таблице 1 ниже.
ПРИМЕР 1
Состав:
- наружный слой оболочки: толщина 1,0 мкм; Состав: EMS FE4495 40% + Ultramid C33L01 60%;
- наружный адгезивный слой: толщина 2,0 мкм; Состав: Mitsui QF500A 100%;
- базовый слой: номинальная толщина 22 мкм; Состав: Total 3371 100%;
- внутренний адгезивный слой: толщина 2,0 мкм; Состав: Total 3371 100%;
- внутренний слой оболочки: толщина 1,0 мкм; Состав: Adsyl 5C39F 100%.
Линейная скорость составляла 20 м/мин. Общая толщина пленки составляла 30
мкм.
Прозрачную пленку подвергали металлизации алюминием в вакууме на оболочку из полиамида до оптической плотности 2,3 с использованием традиционных методов вакуумной металлизации.
ПРИМЕРЫ 2-4 И СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Используя, по существу, тот же метод, который описан для ПРИМЕРА 1, однако, с различным составом наружного слоя оболочки и наружного адгезивного слоя были получены следующие образцы пленки. Толщина базового слоя была адаптирована для удовлетворения требуемой толщины пленки путем соответствующего изменения экструдированного базового слоя.
ПРИМЕР 2:
- наружный слой оболочки: толщина 1,0 мкм; Состав: Selar РА2072 40% + Grilon F34 60%;
- наружный адгезивный слой: толщина 2,0 мкм; Состав: Mitsui QF500A 100%.
ПРИМЕР 3:
- наружный слой оболочки: толщина 0,8 мкм; Состав: Novadyn DT/DI 50% + Mitsubishi K7007С 50%;
- наружный адгезивный слой: толщина 3,0 мкм; Состав: Mitsui QF500A 100%.
СРАВНИТЕЛЬНЫЙ ПРИМЕР СЕ-1:
- наружный слой оболочки: толщина 1,0 мкм; Состав: Novadyn DT/DI 20% + Mitsubishi K7007C 80%;
- наружный адгезивный слой: толщина 4,0 мкм; Состав: Mitsui QF500A 100%. Замечания:
При показанном выше процентном содержании аморфного полиамида и полукристаллического полиамида во время намотки на охлаждаемый вал имеются неплавкие частицы, которые частично накапливаются на кромке плоскощелевой экструзионной головки и частично остаются на пленке. Эти неплавкие частицы на этапе поперечного растяжения (TD) вызывают разрыв пленки, что делает невозможным получение пленки, имеющей признаки, описанные в изобретении.
ПРИМЕР 4:
- наружный слой оболочки: толщина 1,0 мкм; Состав: Novadyn DT/DI 25% + Mitsubishi K7007C 75%;
ПРИМЕР 5:
Использовался, по существу, тот же метод, который описан в ПРИМЕРЕ 1, однако, для того, чтобы сделать пленку перламутрово-белого цвета перед металлизацией применялись следующие материалы:
- наружный слой оболочки: толщина 0,8 мкм; Состав: Novadyn DT/DI 50% + Трогамид МХ97 50%;
- наружный адгезивный слой: толщина 2,0 мкм; Состав: Mitsui AT1179Е 100%;
- базовый слой: номинальная толщина 49,2 мкм; Состав: Sabic РР524Р 89% + Schulman Р80560 2% + Schulman PF97NTS 9%;
- внутренний адгезивный слой: толщина 3,5 мкм; Состав: Mitsui AT1179Е 100%;
- внутренний слой оболочки: толщина 1,5 мкм; Novadyn DT/DI 50% + Trogamid МХ97 50%.
Линейная скорость составляла 180 м/мин. Пленка имела следующие свойства:
Общая толщина пленки: 57 мкм;
Удельный вес: 41,0 г/м2;
Плотность: 0,72 г/см3.
ПРИМЕР 6:
Пленку перламутрово-белого цвета из примера 5 металлизировали алюминием в вакууме на внешней поверхности полиамида до оптической плотности 3,3, используя обычные методы вакуумной металлизации.
ПРИМЕРЫ С 7 ПО 8
Используя, по существу, тот же способ, который описан для ПРИМЕРА 5, однако, с различным составом наружного слоя оболочки и наружного адгезивного слоя были получены следующие образцы пленки. Линейная скорость составляла 180 м/мин. Выход экструдера и условия растяжения были адаптированы для соответствия требуемой толщине пленки, плотности и удельной массе.
ПРИМЕР 7:
- наружный слой оболочки: толщина 0,8 мкм; Состав: Grilon G21 60% + Mitsubishi K7007С 40%;
- наружный адгезивный слой: толщина 2,0 мкм; Состав: Mitsui ATI 179Е 100%,
ПРИМЕР 8:
- наружный слой оболочки: толщина 0,8 мкм; Состав: Grilon G21 75% + Mitsubishi K7007С 25%;
- наружный адгезивный слой: толщина 2,0 мкм; Состав: Mitsui ATI 179Е 100%,
ПРИМЕР 9:
Использовали по существу тот же метод, который описан в ПРИМЕРЕ 5, однако применяли следующие материалы. Скорость линии составляла 180 м/мин. Толщина экструдера была адаптирована для удовлетворения требуемой толщины пленки путем соответствующего изменения выхода экструзионной головки.
Состав:
- наружный слой оболочки: толщина 1,3 мкм; Состав: Novadyn DT/DI 50% + Трогамид МХ97 50%;
- наружный адгезивный слой: толщина 4,0 мкм; Состав: Mitsui AT1179Е 100%,
- базовый слой: толщина 26,7 мкм; Состав: Sabic РР524Р 89% + Schulman Р80560 2% + Schulman PF97NTS 9%;
- внутренний адгезивный слой: толщина 2,0 мкм; Состав: Sabic РР524Р 88% + Schulman Р80560 12%,
- внутренний слой оболочки: толщина 1,0 мкм; Adsyl 5C39F 50% + Tafmer ХМ7070 48% + ABVT22SC 3%.
Линейная скорость составляла 180 м/мин. Пленка имела следующие свойства:
Общая толщина пленки: 35 мкм;
Удельный вес: 25,2 г/м2;
Плотность: 0,72 г/см3.
В приведенной таблице 1 указаны механические и физические свойства вышеописанных пленок.
Следует понимать, что в пленку 10 могут быть внесены модификации и/или дополнения деталей, как описано ранее, без отступления от области и объема настоящего изобретения.
Также следует понимать, что, хотя настоящее изобретение было описано со ссылкой на некоторые конкретные примеры, специалист в данной области техники, безусловно, сможет достичь многих других эквивалентных форм пленки, имеющих характеристики, изложенные в формуле изобретения и, следовательно, все, что входит в область защиты, определенную таким образом.
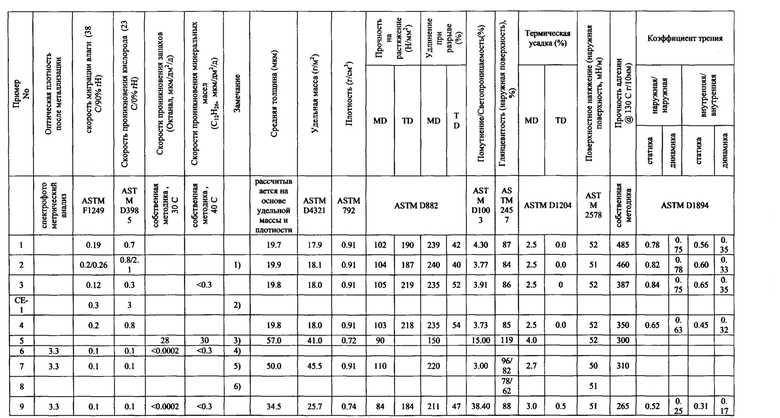
1) Данные скорости проникновения кислорода сильно варьируются
2) Нет данных из-за неплавких частей, которые привели к разрыву пленки на этапе поперечного растяжения
3) Скорость передачи относится к неметаллизированной пленке, высокое оптическое качество, очень гладкая поверхность
4) Скорости передачи относятся к образцам пленки из ПРИМЕРА 5 после вакуумной металлизации, очень хороший внешний вид, близкий к «зеркальной поверхности».
5) Хороший внешний вид в центре, помутнение с некоторыми пятнами и ямками близко к краям
6) Внешний вид «все еще приемлемый» в центре, неоднородный с хорошо видимыми дефектами по краям
Изобретение относится к биаксиально-ориентированной полипропиленовой пленке (ВОРР), имеющей толщину от 10 до 120 мкм, подходящей для изготовления тары, гибких упаковок, ламинированных продуктов и этикеток. Пленка изготавливается путем совместной экструзии через плоскощелевую экструзионную головку и последовательного растяжения соответственно в машинном направлении (MD) и в поперечном направлении (Т). Изобретение позволяет получить пленки, обладающие улучшенными барьерными свойствами против пропускания кислорода и смачиваемости. 2 н. и 14 з.п. ф-лы, 6 ил., 1 табл.
1. Биаксиально-ориентированная полипропиленовая пленка (BOPP) толщиной от 10 до 120 мкм, полученная посредством совместной плоскощелевой экструзии и последовательной ориентации соответственно в продольном направлении (MD) и в поперечном направлении (TD) и подходящая для изготовления пакетов, гибких упаковок, ламинированных продуктов и этикеток, причем пленка содержит, по меньшей мере:
- базовый слой (12) на основе полипропилена, имеющий внешнюю поверхность и внутреннюю поверхность;
- примыкающий к внешней поверхности базового слоя (12) наружный адгезивный слой (14) на основе сополимеров олефинов, содержащих полярные сомономеры, такие как винилацетаты, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид;
- прилегающий к внешней поверхности наружного адгезивного слоя (14) наружный слой оболочки (16), содержащий от 25 до 75% (по массе) аморфного полиамида и от 75 до 25% (по массе) полукристаллического полиамида, при этом указанная пленка имеет коэффициент растяжения 3-6, предпочтительно 4,5-5,2, в продольном направлении (MD) и 7-12 в поперечном направлении (TD).
2. Пленка по п.1 формулы, дополнительно содержащая внутренний слой оболочки (20), расположенный напротив наружного слоя оболочки (16), включающий гомополимер, сополимер или терполимер пропилена, альфа-олефиновые сополимеры, содержащие сомономеры этилена или пропилена, эластомеры пропилена или этилена, полиэтилен или их смеси.
3. Пленка по п.2 формулы, дополнительно содержащая внутренний адгезивный слой (18), расположенный между указанным базовым слоем (12) и указанным внутренним слоем оболочки (20), содержащий гомополимер или сополимер пропилена.
4. Пленка по п.1 формулы, дополнительно содержащая внутренний адгезивный слой (114) на основе сополимеров олефинов, содержащих полярные сомономеры, такие как винилацетаты, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид, прилегающие к внутренней поверхности базового слоя (12), и внутренний слой оболочки (116) на основе полиамида, прилегающий к внутренней поверхности внутреннего адгезивного слоя (114), причем указанный внутренний слой оболочки (116) на основе полиамида содержит смесь от 25% до 75 % (по массе) аморфного полиамида и от 75% до 25% (по массе) полукристаллического полиамида.
5. Пленка по п.1 формулы, содержащая внутренний адгезивный слой (219), прилегающий к внутренней поверхности базового слоя (12) и включающий сополимер или терполимер пропилена, или C2 C3 пластомеры, или их смеси, и внутренний слой оболочки (220), прилегающий к внутренней поверхности внутреннего адгезивного слоя (219) и содержащий гомополимер, сополимер или терполимер пропилена, альфа-олефиновые сополимеры, содержащие сомономеры этилена или пропилена, эластомер пропилена или этилена, полиэтилен или их смеси.
6. Пленка по п.5 формулы, содержащая прилегающий к внутренней поверхности указанного внутреннего слоя оболочки (220) внутренний слой покрытия (322) на основе алифатического полиуретана или полиазиридине или смоле ЭВА.
7. Пленка по п.1 формулы, содержащая внутренний адгезивный слой (312), прилегающий к внутренней поверхности базового слоя (12) и содержащий гомополимер пропилена, и внутренний слой оболочки (321), прилегающий к внутренней поверхности внутреннего адгезивного слоя (312) на основе смеси сополимеров пропилена, модифицированных малеиновым ангидридом.
8. Пленка по п.7 формулы, содержащая внутренний слой покрытия (322), прилегающий к внутренней поверхности указанного внутреннего слоя оболочки (321) и содержащий алифатический полиуретан.
9. Пленка по любому из пп.1-4 формулы, в которой указанный наружный адгезивный слой (14) основан на сополимерах этилена с полярными сомономерами, такими как винилацетат, метил (мет) акрилат, бутил (мет) акрилат или акриловая кислота, или малеиновый ангидрид, или трансплантат, сополимеры любого из этих сомономеров с полиолефинами.
10. Пленка по любому из пп.1-4 формулы, в которой указанный наружный слой оболочки (16) обрабатывается пламенем, коронным разрядом, плазмой или другими технологиями.
11. Пленка по любому из предшествующих пунктов формулы, в которой указанный наружный слой оболочки (16) покрыт металлом, оксидом металла, органическими или неорганическими лаками или их комбинацией.
12. Пленка по любому из предшествующих пунктов формулы, отличающаяся тем, что указанный базовый слой (12) содержит наполнители, порообразователи, и/или твердые смолы, и/или добавки.
13. Пленка по любому из пп.1-4 формулы, отличающаяся тем, что толщина наружного слоя оболочки (16) составляет от 0,3 до 10 мкм.
14. Пленка по любому из пп.1-12 формулы, в которой указанный наружный слой оболочки (16) имеет толщину от примерно 0,3 мкм до 1 мкм.
15. Пленка по любому из предыдущих пунктов формулы изобретения, в которой указанная пленка имеет усадку при температуре 130°С менее 7%, более предпочтительно менее 5%, как в продольном направлении (MD), так и в поперечном направлении (TD).
16. Способ изготовления биаксиально-ориентированной полипропиленовой пленки (BOPP) толщиной от 10 до 120 мкм, подходящей для производства пакетов, гибких упаковок, ламинированных изделий и этикеток, включающий следующие этапы:
- первый этап совместной экструзии с помощью плоскощелевой экструзионной головки для получения соэкструдированного промежуточного продукта в форме пленки,
- второй этап растяжения в продольном направлении (MD), и
- третий этап растяжения в поперечном направлении (TD) промежуточного продукта, чтобы получить желаемую биаксиально-ориентированную структуру и определить конечную толщину каждого из слоев,
где первый этап совместной экструзии обеспечивает экструдирование промежуточного продукта, образованного, по меньшей мере, базовым слоем (12) на основе полипропилена, имеющим внешнюю поверхность и внутреннюю поверхность, наружный адгезивный слой (14), примыкающий к внешней поверхности базового слоя (12), выполненный на основе сополимеров олефинов, содержащих полярные сомономеры, такие как винилацетаты, алкилакрилаты, алкилметакрилаты, акриловая кислота или малеиновый ангидрид, и наружный слой оболочки (16), прилегающий к внешней поверхности наружного адгезивного слоя (14), выполненный на основе полиамида, причем для экструдирования указанного наружного слоя оболочки (16) использована смесь от 25 до 75% (по массе) аморфного полиамида и от 75 до 25% (по массе) полукристаллического полиамида, а упомянутые второй и третий этапы растяжения обеспечивают промежуточный продукт с коэффициентом растяжения 3-6 раз в продольном направлении (MD) и 7-12 раз в поперечном направлении (TD).
| УСТРОЙСТВО ДЛЯ ПОИСКА ПЕРЕМЕЖАЮЩИХСЯ НЕИСПРАВНОСТЕЙ В МИКРОПРОЦЕССОРНЫХ СИСТЕМАХ | 1992 |
|
RU2030784C1 |
| US 2011300363 A1, 08.12.2011 | |||
| ТЕРМОФОРМУЕМАЯ МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ ЗАЩИТЫ ОСНОВ И ПОЛУЧАЕМЫХ ИЗДЕЛИЙ | 2001 |
|
RU2201944C2 |
| RU 2003111158 A, 10.11.2004 | |||
| БИАКСИАЛЬНО ВЫТЯНУТАЯ РУКАВНАЯ ПЛЕНКА, ИСПОЛЬЗУЕМАЯ В КАЧЕСТВЕ УПАКОВКИ И ОБОЛОЧКИ ДЛЯ МЯСА С КОСТЯМИ ИЛИ БЕЗ КОСТЕЙ ИЛИ ПАСТООБРАЗНЫХ ПИЩЕВЫХ ПРОДУКТОВ, И ЕЕ ПРИМЕНЕНИЕ | 2002 |
|
RU2317895C2 |

