Предлагаемое изобретение относится к системам газоснабжения газоразрядных узлов ионных источников, содержащих плазму этих узлов под высоким электрическим потенциалом относительно земляного потенциала, которые могут быть использованы для газоразрядных источников ионов, применяемых в электроракетных ионных двигателях, технологических изделиях, обрабатывающих материалы в вакууме, и космических ионных источниках, взаимодействующих с объектами космического мусора.
1. Аналог
Известен диэлектрический разделитель с зигзагообразными, радиально удаленными от центральной оси парами каналов подачи газа. Подача газа осуществляется вдоль этой центральной оси, начиная от осевого отверстия, достигая внешних каналов, подсоединенных к радиальным отверстиям, а далее подключенных к выходному каналу разделителя. Причем, таких пар зигзагообразных каналов может быть одна или несколько [S. Nakanishi, О. Berea, Propellant feed isolator, American Patent US3576107, Int. C1. F03H 1/00, F03H 1/16, filed 06.04.1969] (на чертеже данного патента показаны две пары таких зигзагообразных каналов). Эти каналы образованы двумя вставленными друг в друга керамическими деталями цилиндрической формы, с продольными трубчатыми элементами. Трубчатые элементы имеют гладкие внешние и внутренние цилиндрические поверхности, которые устанавливаются в продольные углубления круглой формы, что образует каналы газоснабжения ионного источника.
Недостатком указанного диэлектрического разделителя является сложность изготовления этого сравнительно дорогого устройства газоснабжения ионного источника. У диэлектрического разделителя, описанного выше, нет возможности быстро подстраивать диаметр и длину газового канала для оптимальной работы с ионным источником. Описанный разделитель магистрали подачи предназначен для работы источника ионов на испаряющихся рабочих телах, таких как цезий или калий, поэтому он снабжен испарителями, как это показано на чертеже. Это накладывает ограничения на использование данной конструкции в источнике ионов газообразных веществ.
2. Прототип
Наиболее близким аналогом (прототипом) является диэлектрический разделитель системы газоснабжения ионного источника, который состоит из двух продольно размещенных секций: первая входная секция с одним или с несколькими продольными каналами, а вторая секция имеет прямые продольные каналы или спиралеобразный канал с углом наклона менее 45° при уменьшенном сечении газового тракта, причем, эти секции соединены припаянным к ним металлическим цилиндром, который находится под плавающим потенциалом [В.В. Гопанчук, М.Ю. Потапенко, B.C. Жасан, Высовольтная газоэлектрическая развязка тракта подачи рабочего тела плазменного ускорителя (варианты), Патент РФ RU 2444867, М. Кл. Н05Н 1/54 (2006.1), F03H 1/00 (2006.1), заявлен 06.04.2010]. Этот разделитель применим в области ионных источников и ускорителей плазмы типа стационарного плазменного двигателя (СПД). Секции диэлектрического разделителя изготавливаются из алюминиево-оксидной керамики, имеющей высокие параметры прочности и электрического сопротивления. При высокотемпературной формовке этого материала объем изделия уменьшается, что позволяет изготавливать спиралеобразный канал с помощью детали спиральной формы, которую после изготовления данной секции можно удалить расплавлением или выворачиванием наподобие винта.
Недостатком этого технического решения является необходимость замены всей конструкции диэлектрического разделителя, собранного в единый узел при согласовании технических параметров для оптимизации работы с газоразрядным узлом ионного источника/ускорителя плазмы.
Кроме того, при величине перепада давления в магистрали подачи газа на газоэлектрической развязке, типичной для источников ионов и плазменных ускорителей как наземного, так и космического применения, около 1-2 бар, длина спирального канала в выбранном прототипе недостаточна для обеспечения стойкости к электрическому пробою при напряжениях свыше 1000 В, что является типичной величиной рабочих напряжений источников ионов и ионных двигателей. Большая длина канала в прототипе не может быть обеспечена из-за невозможности иметь малый шаг спирали вследствие описанного в патенте-прототипе способа изготовления с выплавляемым шаблоном. Кроме того, газоэлектрическая развязка по прототипу должна устанавливаться в разрыв магистрали подачи, что требует осуществления пайки металлического трубопровода с керамическими изоляторами. Это ограничивает выбор материалов газоэлектрической развязки. Практически, применяется пара: молибден (для трубопровода магистрали подачи) и алюмооксид (для изоляторов).
Предлагаемая конструкция газоэлектрической развязки (ГЭР) позволяет решить следующие задачи: обеспечить герметичную связь с металлическим трактом подачи рабочего газа и герметичность соединения с газоразрядным узлом источника ионов; обеспечить электрическую изоляцию металлической магистрали подачи газа, находящейся под потенциалом земли, от объема газоразрядного узла ионного источника, находящегося при работе источника под высоким положительным потенциалом (свыше 1900 В), т.е. не допустить проникновения заряженных частиц из объема газоразрядного узла к металлической магистрали подачи газа; повысить, по сравнению с известными техническими решениями, номиналы рабочего напряжения ионного источника за счет длины канала прохождения газа, образованного спиральной выточкой в третьем изоляторе при его герметичном по внешней поверхности соединении со вторым изолятором; так же, в отличие от аналога и прототипа, заявляемое изобретение обладает простотой конструкции, которая позволяет менять рабочие характеристики ГЭР заменой или модернизацией всего лишь одного третьего изолятора (или при необходимости второго изолятора).
Заявленный технический результат достигается тем, что первый по ходу подвода газообразного рабочего тела первый изолятор, выполнен в виде керамической накидной гайки, соединенной герметично со штуцером системы подачи газа через уплотнение. Второй изолятор выполнен в виде полого цилиндра с резьбой на внешней поверхности, предназначенной для соединения с первым изолятором, и заканчивается в торцевой части плоским выступом, в плоском выступе выполнен, по меньшей мере, один радиальный сквозной канал, введен третий изолятор, выполненный в виде стержня со спиралевидной выточкой по внешней поверхности, установленный герметично в полости второго изолятора.
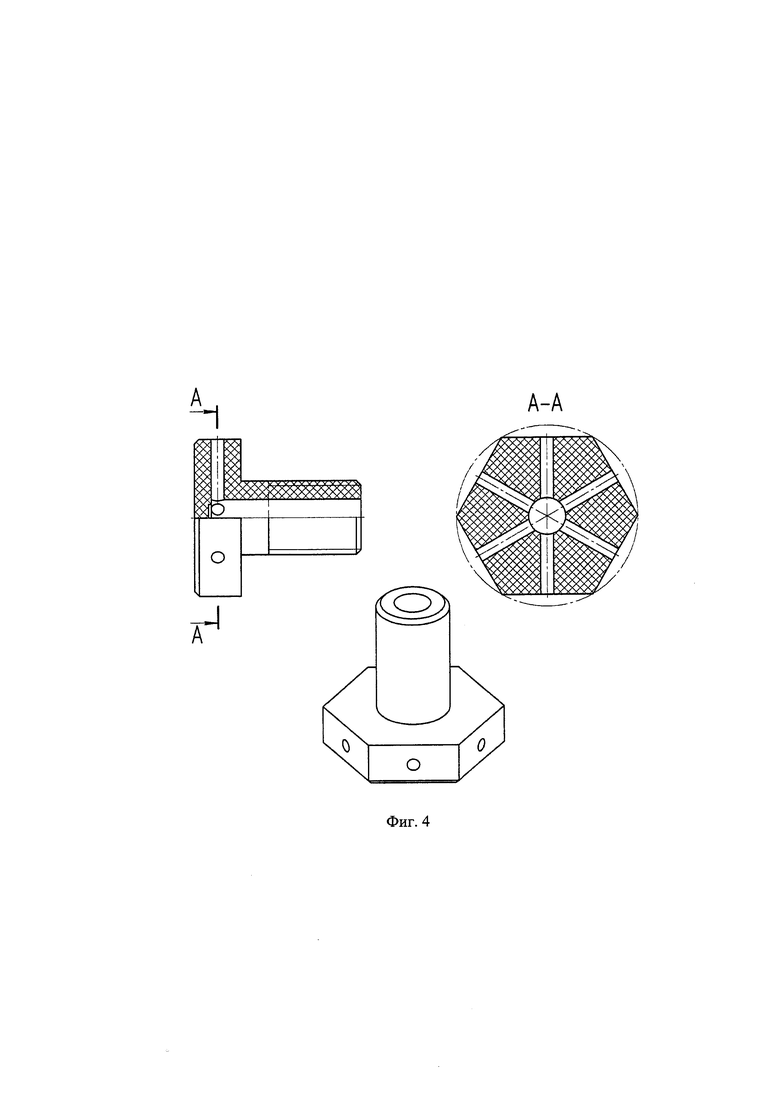
В частном случае реализации третий изолятор выполнен из пластичного материала, плоский выступ в торцевой части второго изолятора выполнен в виде многогранной призмы и в плоском выступе торцевой части второго изолятора выполнено шесть равномерно расположенных радиальных каналов.
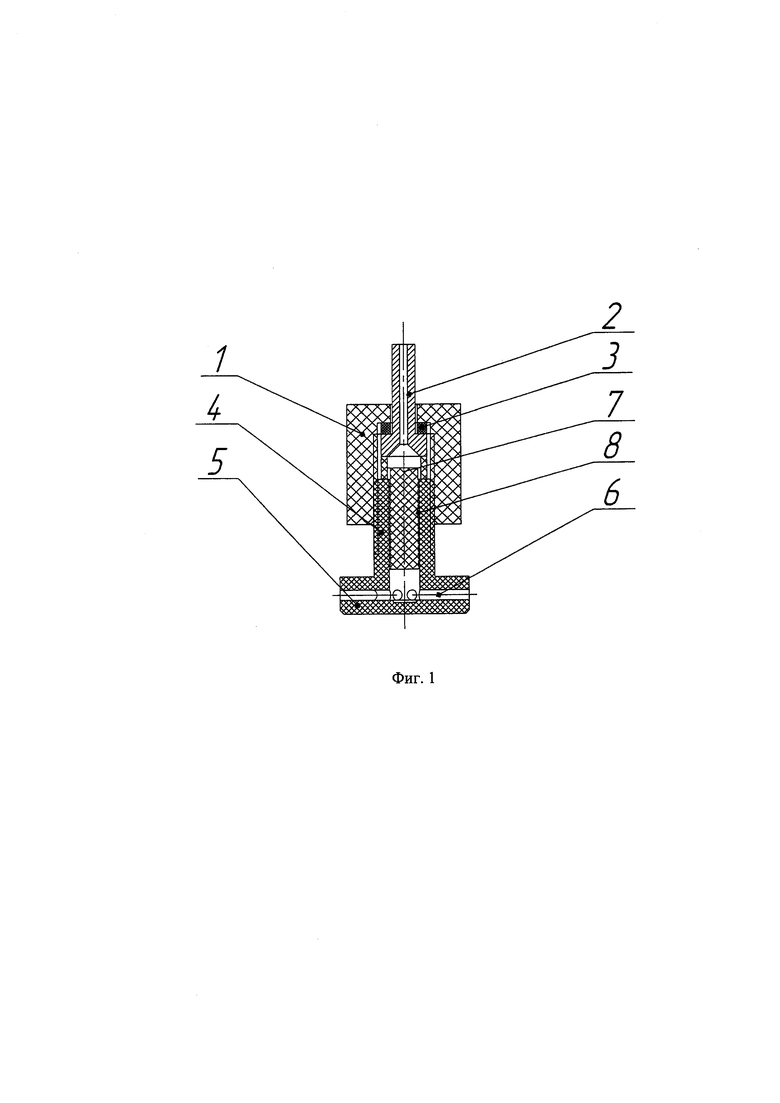
Газоэлектрическая развязка (ГЭР) газоразрядного узла ионного источника изображена на фиг. 1: 1- первый изолятор; 2 - штуцер магистрали подачи рабочего газа; 3 - герметизирующая прокладка; 4 - второй изолятор; 5 - плоский выступ второго изолятора; 6 - радиальный сквозной канал второго изолятора; 7 - третий изолятор; 8 -спиралевидная выточка.
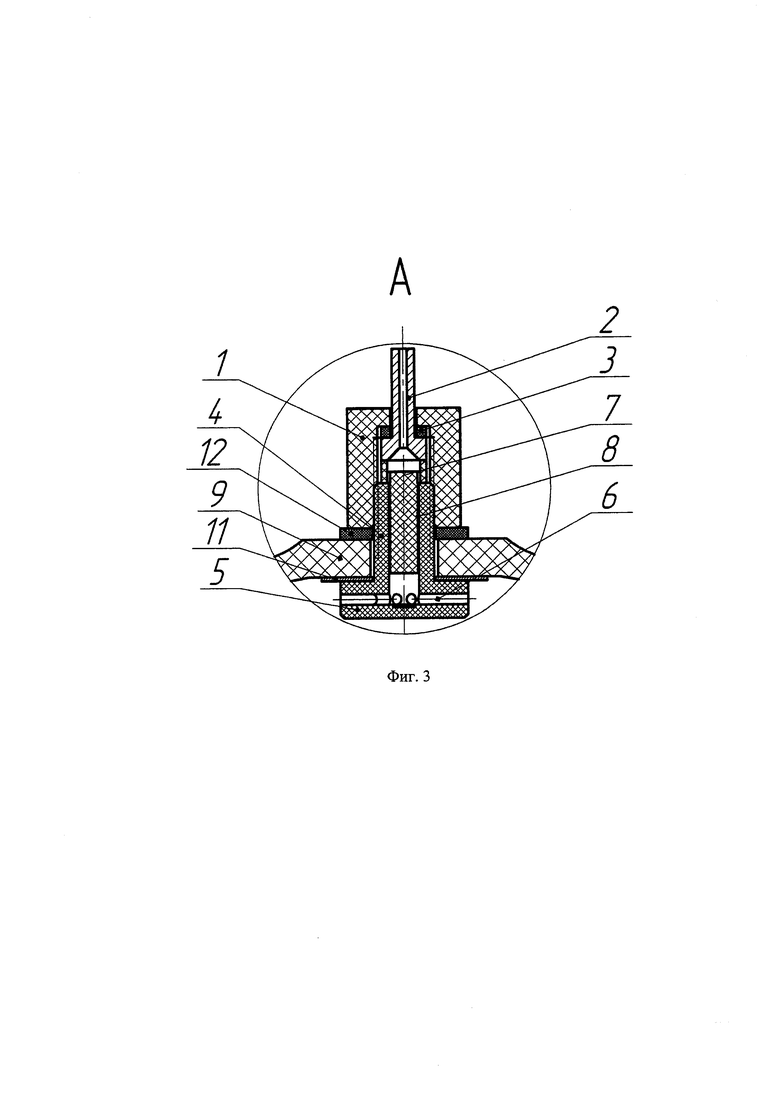
На фиг. 2, 3 показан продольный разрез ГЭР при сборке ее на газоразрядном узле ионного источника. На фиг. 4 показаны продольный и поперечный разрезы второго изолятора, а также его изометрия. На фиг. 5 - общий вид, продольный разрез и изометрия третьего изолятора.
Газоэлектрическая развязка тракта подачи газообразного рабочего тела ионного источника, содержит соединенные между собой изоляторы с каналами прохода рабочего тела, размещенные в разрыве тракта подачи рабочего тела, при этом первый по ходу подвода газообразного рабочего тела изолятор 1 выполнен в виде керамической накидной гайки, соединенной герметично со штуцером магистрали подачи рабочего газа 2 через герметизирующую прокладку 3. Второй изолятор 4 выполнен в виде полого цилиндра с резьбой на внешней поверхности, заканчивающегося в торцевой части плоским выступом 5. В плоском выступе выполнен, по меньшей мере, один радиальный сквозной канал 6. Третий изолятор 7 выполнен в виде стержня, при этом на всей внешней поверхности цилиндрической части третьего изолятора выполнена спиралевидная выточка 8. Третий изолятор 7 устанавливается внутри полости второго изолятора 4 герметично по внешней поверхности газоразрядного узла ионного источника, как это показано на фиг. 1.
Монтаж ГЭР на газоразрядном узле представлен на фиг. 2 и 3. На фиг. 2 изображен монтаж ГЭР на газоразрядном узле ионного источника: 9 - стенка газоразрядной камеры; 10 - газоэлектрическая развязка.
Сборка ГЭР на газоразрядном узле ионного источника показана на фиг. 3 и осуществляется следующим образом. Второй изолятор 4 вставляется в отверстие в разрядном узле ионного источника с постановкой прокладки 11 и герметизирующей прокладки 12, обеспечивающих при соответствующем поджатии герметичность объема газоразрядного узла по его внутренней и наружной поверхностям. Необходимое усилие поджатия создается за счет затягивания первого изолятора 1, выполняющего функции накидной гайки, при завинчивании которой по резьбе на втором изоляторе 4 обеспечиваются усилия сжатия герметизирующей прокладки 3, прокладки 11 и герметизирующей прокладки 12. Герметизирующая прокладка 3, прокладка 11 и герметизирующая прокладка 12 выполнены из пластичного материала типа силикона или отожженной меди.
Для обеспечения более надежной герметизации плоский выступ 5 в торцевой части второго изолятора 4 может быть выполнен в форме, позволяющей применять при закрутке первого изолятора 1 гаечный ключ, например, в форме многогранной призмы.
Для предотвращения высоковольтного пробоя по поверхности раздела первого и третьего изоляторов важно, чтобы сборка обеспечивала герметичность соединения названных изоляторов по этим поверхностям. Этого можно добиться разными средствами: точностью обработки поверхностей, использованием напыления на них специально подобранных материалов. По зависимому признаку, как наиболее технологичный вариант решения задачи, предлагается третий изолятор изготавливать из специального керамического материала, обладающего пластичностью, например, композиций на основе полиметилфенилсилоксанового каучука, наполненного до 70% массы порошками корунда, кварца или нитрида кремния. Такое решение позволит с большей надежностью обеспечить герметичность канала, образуемого вторым и третьим изоляторами, обеспечить перепад давления (1-2 бар) между входом и выходом в канал, который образован вторым и третьим изоляторами, снизить риск высоковольтного пробоя по поверхности раздела второго и третьего изоляторов.
Предлагаемая ГЭР обеспечивает разделение газового тракта источника ионов по потенциалу. Согласно известному закону Пашена напряжение высоковольтного пробоя по газовому каналу возрастает с ростом произведения давления на длину канала. В предлагаемой ГЭР длина канала, на котором устанавливается указанный перепад давления, определяется длиной спиральной выточки. Для заданного диапазона параметров режима работы источника по электрическому потенциалу (обычно 1-3 кВ) она задается шагом спирали, необходимую длину которой легко обеспечить в предлагаемой компактной конфигурации ГЭР.
3. Аналог способа изготовления ГЭР
Оригинальность конструкции предложенной ГЭР делает необходимым провести анализ способа ее изготовления и, соответственно, ее патентоспособность. Признаки способа даны в следующем описании. Способ относится к технологиям получения изделий из керамики, например из химически связанного нитрида кремния, оксида кремния, оксида алюминия или полимеркерамических композиционных материалов.
Известен способ получения изделий на основе нитрида кремния [патент Японии №59-207876, МПК С04В 35/58, 1984 г.] путем азотирования предварительно спеченных при температуре ниже температуры плавления кремния заготовок из тонкодисперсного порошка кремния, содержащего 0,1-5,0 мас.% бора и не менее одного химического элемента из числа Fe, Со, Ni, Cr, Mo, Mn, W, Ti, Zr, Та, Nb, V, Mg, Ca, Cu, Zn и Sn или их соединений в совокупном количестве 0,05-2,0 мас. %. Для осуществления способа к порошку кремния добавляют 0,15-5,0 мас. % бора и один или более перечисленных выше элементов или их соединений в количестве 0,05-2,0 мас. %. Из полученной смеси формуют заготовку, затем нагревают ее в атмосфере инертного газа до температуры более 1100°С, но ниже температуры плавления кремния и подвергают спеканию. Спеченную заготовку нагревают до температуры 1100-1500°С и азотируют.
Изделия, полученные указанным способом, обладают высокой устойчивостью к тепловому удару, характеризуются твердостью и химической стабильностью, а также обладают электроизолирующими свойствами при высоких температурах. К недостаткам этого технического решения можно отнести весьма ограниченную область его применения, поскольку при предварительном спекании заготовки наблюдается ее значительная усадка (~10%), что ограничивает возможность изготовления изделий сложной геометрической формы. Кроме того, изделия, изготовленные этим способом, обладают невысокой стойкостью к высокотемпературному окислению вследствие остаточной открытой пористости, которая составляет ~ 20%, а, следовательно, полученные изделия активно окисляются при температурах выше 700°С с образованием диоксида кремния (SiO2) как на поверхности, так и в объеме (в порах) изделия. Образование SiO2 в порах приводит к значительному снижению прочности изделий. Использование предварительного спекания заготовок в инертном газе значительно повышает длительность технологического процесса, что также ограничивает применение способа.
4. Прототип способа изготовления ГЭР
Наиболее близким аналогом (прототипом) предлагаемого изобретения является способ получения изделий на основе нитрида кремния [патент РФ №2239613, МПК7 С04В 35/584, 2003 г.], включающий измельчение и смешение кремнийсодержащего компонента с ускорителем азотирования, формование заготовки из полученной смеси, ее азотирование при температуре 1000-1500°С с последующим снижением пористости изделия до 0,1-15,0%. В качестве ускорителя азотирования могут быть использованы оксид железа (Fe2O3) в виде азотнокислого железа, или никель, или оксид никеля. Причем концентрацию оксида железа в смеси устанавливают в количестве 0,1 мас. %, никеля 0,3-3,0 мас. %, оксида никеля 0,1-1,5 мас. %. Снижение пористости осуществляют пропиткой заготовки кремнийорганическим соединением (этилсиликатом) с последующей термообработкой или термообработкой заготовки в среде азота в засыпке нитрида кремния и нитрида бора. Термообработку при пропитке осуществляют в два этапа, последовательно, при температурах 700°С и 1300°С соответственно. При снижении пористости в среде азота в засыпке нитрида кремния и нитрида бора термообработку также ведут в два этапа, последовательно, при температурах 1550-1650°С и 1750-1800°С соответственно.
Анализ данного способа показывает, что его использование позволяет получать прочные и стойкие к окислению изделия. Однако способ характеризуется повышенными требованиями к чистоте компонентов шихты и азота, а также большой длительностью процесса получения изделий и необходимостью использования для его осуществления высокой температуры (выдержка в течение 50-60 ч при температуре до 1500°С). Это влечет за собой значительные энергозатраты, необходимость размещения изделий при их азотировании в засыпке из нитрида кремния, что ведет к значительному уменьшению полезного объема печи. Кроме того, диэлектрические свойства керамических изделий, полученных указанным способом, недостаточно высоки, что связано с необходимостью использовать добавки, способствующие уплотнению структуры материала изделий.
Техническим результатом заявляемого способа является получение элементов газоэлектрической развязки газоразрядного узла ионного источника из керамики или полимеркерамических композиционных материалов на основе нитрида кремния, оксида кремния, оксида алюминия из доступного сырья, обладающих повышенной механической прочностью и высокими диэлектрическими свойствами.
Указанный технический результат достигается тем, что в известном способе изготовления газоэлектрической развязки газоразрядного узла ионного источника из диэлектрических материалов, первый и второй изоляторы формуют в металлических формах под давлением 3-9 бар, при температуре 70-90°С течение 10-60 с путем литья парафиновых дисперсий, содержащих 70-90% массы порошкового материала на основе корунда, кварца или нитрида кремния со средним размером частицы в диапазоне 10-100 мкм, с измельчением этих частиц до размеров 0,5-1,0 мкм, с последующим добавлением 10-30% массы термопластичной технологической связки на основе парафинов, затем полученные полуфабрикаты помещают в газовую или электрическую печь для удаления упомянутой технологической связки из структуры полуфабрикатов и выдерживают при температуре 200-600°С в течение 90 час, после этого осуществляют синтез первого и второго изоляторов, методом реакционного спекания их при температуре 1200-1800°С в течение 20-80 час в герметизированной печи, с изначальным вакуумированием печи до остаточного давления 10-2 мм ртутного столба и последующей подачей в печь азота технической чистоты при избыточном давлении до 2 бар, а третий изолятор изготавливают из полимеркерамического композиционного материала, используя в качестве сырья дисперсии керамического порошка, например нитрида кремния, с размером зерна до 50 мкм и содержанием до 80% массы в полиметилфенилсилоксановом каучуке с предварительно введенным в него катализатором отверждения, после чего формовку заготовок газоэлектрической развязки газоразрядного узла ионного источника осуществляют методом заполнения разъемной металлической формы с выдержкой в ней до 24 час до полного отверждения композитного материала.
Заявляемый способ осуществляют следующим образом.
В качестве сырья для получения первого и второго изоляторов газоэлектрической развязки газоразрядного узла ионного источника используют керамический порошок, например, поликристаллический кремний с размером частиц до 10-100 мкм и производят его измельчение до размеров частиц 0,5-1,0 мкм. После измельчения полученный порошок смешивают с пластификатором на основе парафинов до 30% массы. Далее из полученной смеси формуют заготовки изделия. Формовка осуществляется литьем под давлением. После формовки изделий из них удаляют пластификатор. Удаление пластификатора проводят в воздушной среде при температуре до 600°С в течение 90 час. Затем из заготовок осуществляют синтез первого и второго изоляторов. Синтез проводят в герметизированной печи в среде технического азота. Проведение процесса азотирования в среде технического азота по сравнению с азотированием в засыпке (характерно для прототипа) позволяет улучшить управляемость химической реакцией при наиболее эффективном использовании рабочего объема печи и расхода азота. Для осуществления процесса реакционного спекания изделия загружают в печь. Для обеспечения азотной среды обычно вначале печь вакуумируют до остаточного давления 10-2 мм рт.ст., после чего подают азот технической чистоты при избыточном давлении до 2 бар и нагревают до температуры начала азотирования - 1200°С. При этих условиях наиболее ответственный процесс непосредственно реакционного спекания (химическую реакцию взаимодействия частиц порошка кремния изделий с азотом) проводят в течение до 80 час, плавно увеличивая температуру в реакторе до конечного значения 1800°С. По окончании процесса готовые изделия охлаждают вместе с печью и затем выгружают.
В качестве сырья для получения третьего изолятора газоэлектрической развязки газоразрядного узла ионного источника используют полимеркерамический композиционный материал, используя в качестве сырья дисперсии керамического порошка, например нитрида кремния, с размером зерна до 50 мкм и содержанием до 80% массы в полиметилфенилсилоксановом каучуке с предварительно введенным в него катализатором отверждения из полимеркерамического композиционного материала используют дисперсию керамического порошка, например нитрида кремния, с размером зерна до 50 мкм и содержанием до 80% массы в полиметилфенилсилоксановом каучуке с введенным в него катализатором отверждения. Формовку заготовок газоэлектрической развязки газоразрядного узла ионного источника осуществляют методом заполнения разъемной металлической формы с выдержкой в ней до 24 часов до полного отверждения композита.
Сущность заявляемого способа будет более понятна из приведенных ниже примеров.
Пример 1 изготовления первого и второго изоляторов
В сухой порошок технического кремния марки Кр-00 ГОСТ 2169-69 с размером частиц 10 мкм вводят, например, 0,6% массы олеиновой кислоты и производят измельчение в шаровой мельнице стальными шарами до размеров частиц 0,5-1,0 мкм. После этого порошок смешивают с пластификатором, взятом в количестве 20 мас.%, и формуют образцы газоэлектрической развязки газоразрядного узла ионного источника заливкой в металлическую форму. Пластификатор удаляют, например, в засыпке из глинозема при температуре до 190°С в течение 30 час, а затем в воздушной среде при температуре до 600°С в течение 80 ч. Синтез (реакционное спекание) проводят в герметичной печи при избыточном давлении азота 0,7 бар и более и температуре 1200-1800°С в течение 80 часов.
Материал полученных изделий имеет следующие свойства:
• плотность - 2,35 г/см3;
• предел прочности на изгиб при 20°С - 300 МПа;
• предел прочности на изгиб при 1400°С - 200 МПа;
• микротвердость - 8 ГПа;
• теплопроводность при 20°С - 8 Вт/(м⋅K);
• теплопроводность при 900°С - 10 Вт/(м⋅K);
• электрическая прочность 20-25 кВ/мм.
• тангенс угла диэлектрических потерь: 0,15…0,01.
Пример 2 изготовления третьего изолятора
Сухой порошок нитрида кремния (размер частиц до 50 мкм) вводят в количестве до 80% массы в полиметилфенилсилоксановый каучук (с предварительно введенным в него катализатором) и получают композитный материал, производя перемешивание при помощи, например, пропеллерной мешалки и периодически вакуумируя образовавшуюся дисперсию до остаточного давления 10-2 мм ртутного столба. После этого формуют изделия заливкой в разъемную металлическую форму при комнатной температуре. После выдержки в форме 24 час и выше готовые детали из отвержденного композитного материала извлекают.
Материал полученных изделий имеет следующие свойства:
• Твердость по Шору - 50-60 (шкала А).
• Плотность - 1,20-1,40 г/см3.
• Эластичность - линейное удлинение 35-40% остаточной деформации.
• Относительное удлинение при разрыве - 50…60%.
• Напряжение на разрыв при растяжении - 6-8 МПа.
• Объемная усадка после отверждения: 3-4%.
• Теплопроводность при 20°С - 1 Вт/(м⋅K);
• Температурный коэффициент линейного расширения - 1,0…1,5⋅10-3K-1.
• Электрическая прочность 15-20 кВ/мм.
• Тангенс угла диэлектрических потерь: 0,2…0,02.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОЭЛЕКТРИЧЕСКАЯ РАЗВЯЗКА | 2018 |
|
RU2703848C1 |
| ГАЗОРАЗРЯДНЫЙ УЗЕЛ ВЫСОКОЧАСТОТНОГО ИОННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2585340C1 |
| ГАЗОЭЛЕКТРИЧЕСКАЯ РАЗВЯЗКА ТРАКТА ПОДАЧИ РАБОЧЕГО ТЕЛА ПЛАЗМЕННОГО УСКОРИТЕЛЯ | 2009 |
|
RU2410742C1 |
| ГАЗОВАЯ РАЗВЯЗКА | 2023 |
|
RU2817410C1 |
| ВЫСОКОВОЛЬТНАЯ ГАЗОЭЛЕКТРИЧЕСКАЯ РАЗВЯЗКА ТРАКТА ПОДАЧИ РАБОЧЕГО ТЕЛА ПЛАЗМЕННОГО УСКОРИТЕЛЯ (ВАРИАНТЫ) | 2010 |
|
RU2444867C2 |
| ДИЭЛЕКТРИЧЕСКИЙ РАЗДЕЛИТЕЛЬ ТРАКТА ПОДАЧИ РАБОЧЕГО ТЕЛА ИСТОЧНИКОВ ИОНОВ И ЭЛЕКТРОНОВ | 2018 |
|
RU2684166C1 |
| Способ получения изделий на основе нитрида кремния | 2016 |
|
RU2651861C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧКИ АНТЕННОГО ОБТЕКАТЕЛЯ ИЗ РЕАКЦИОННО-СВЯЗАННОГО НИТРИДА КРЕМНИЯ | 2010 |
|
RU2453520C1 |
| ТРАНСФОРМАТОРНЫЙ ПЛАЗМАТРОН НИЗКОГО ДАВЛЕНИЯ ДЛЯ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2012 |
|
RU2505949C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕЗУСАДОЧНОГО КОНСТРУКЦИОННОГО КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2008 |
|
RU2399601C2 |


Изобретение относится к системам газоснабжения газоразрядных узлов ионных источников и может быть использовано для газоразрядных источников ионов, применяемых в электроракетных ионных двигателях, технологических изделиях, обрабатывающих материалы в вакууме, и космических ионных источниках, взаимодействующих с объектами космического мусора. Технический результат – упрощение конструкции, возможность повысить номиналы рабочего напряжения ионного источника за счет длины канала прохождения газа, образованного спиральной выточкой в третьем изоляторе при его герметичном по внешней поверхности соединении со вторым изолятором. Газоэлектрическая развязка газоразрядного узла ионного источника содержит соединенные между собой изоляторы с каналами прохода рабочего тела, размещенные в разрыве тракта подачи рабочего тела. Первый по ходу подвода газообразного рабочего тела изолятор выполнен в виде керамической накидной гайки, соединенной герметично со штуцером системы подачи газа через уплотнение. Второй изолятор выполнен в виде полого цилиндра с резьбой на внешней поверхности, предназначенной для соединения с первым изолятором. В полости второго канала герметично установлен третий изолятор, выполненный в виде стержня со спиралевидной выточкой по внешней поверхности. Способ изготовления заключается в получении элементов газоэлектрической развязки газоразрядного узла ионного источника из диэлектрических материалов. 2 н. и 3 з.п. ф-лы, 5 ил. 
1. Газоэлектрическая развязка газоразрядного узла ионного источника, содержащая соединенные между собой изоляторы с каналами прохода рабочего тела, размещенные в разрыве тракта подачи рабочего тела, заканчивающегося металлическим соединительным штуцером, отличающаяся тем, что первый по ходу подвода газообразного рабочего тела изолятор, выполнен в виде керамической накидной гайки, соединенной герметично со штуцером системы подачи газа через уплотнение, второй изолятор выполнен в виде полого цилиндра с резьбой на внешней поверхности, предназначенной для соединения с первым изолятором, и заканчивающийся в торцевой части плоским выступом, в плоском выступе выполнен, по меньшей мере, один радиальный сквозной канал, введен третий изолятор, выполненный в виде стержня со спиралевидной выточкой по внешней поверхности, установленный герметично в полости второго изолятора.
2. Газоэлектрическая развязка газоразрядного узла ионного источника по п. 1, отличающаяся тем, что третий изолятор выполнен из пластичного материала.
3. Газоэлектрическая развязка газоразрядного узла ионного источника по п. 1, отличающаяся тем, что плоский выступ в торцевой части второго изолятора выполнен в виде многогранной призмы.
4. Газоэлектрическая развязка газоразрядного узла ионного источника по п. 1, отличающаяся тем, что в плоском выступе торцевой части второго изолятора выполнено шесть равномерно расположенных радиальных каналов.
5. Способ изготовления газоэлектрической развязки газоразрядного узла ионного источника из диэлектрических материалов, отличающийся тем, что первый и второй изоляторы формуют в металлических формах под давлением 3-9 бар, при температуре 70-90°С течение 10-60 с путем литья парафиновых дисперсий, содержащих 70-90% массы порошкового материала на основе корунда, кварца или нитрида кремния со средним размером частицы в диапазоне 10-100 мкм, с измельчением этих частиц до размеров 0,5-1,0 мкм, с последующим добавлением 10-30% массы термопластичной технологической связки на основе парафинов, затем полученные полуфабрикаты помещают в газовую или электрическую печь для удаления упомянутой технологической связки из структуры полуфабрикатов и выдерживают при температуре 200-600°С в течение 90 час, после этого осуществляют синтез первого и второго изоляторов, методом реакционного спекания их при температуре 1200-1800°С в течение 20-80 час в герметизированной печи, с изначальным вакуумированием печи до остаточного давления 10-2 мм ртутного столба и последующей подачей в печь азота технической чистоты при избыточном давлении до 2 бар, а третий изолятор изготавливают из полимеркерамического композиционного материала, используя в качестве сырья дисперсии керамического порошка, например нитрида кремния, с размером зерна до 50 мкм и содержанием до 80% массы в полиметилфенилсилоксановом каучуке с предварительно введенным в него катализатором отверждения, после чего формовку заготовок газоэлектрической развязки газоразрядного узла ионного источника осуществляют методом заполнения разъемной металлической формы с выдержкой в ней до 24 час до полного отверждения композитного материала.
| ВЫСОКОВОЛЬТНАЯ ГАЗОЭЛЕКТРИЧЕСКАЯ РАЗВЯЗКА ТРАКТА ПОДАЧИ РАБОЧЕГО ТЕЛА ПЛАЗМЕННОГО УСКОРИТЕЛЯ (ВАРИАНТЫ) | 2010 |
|
RU2444867C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2003 |
|
RU2239613C1 |
| US 2006026948 A1,09.02.2006 | |||
| US 6215124 B1,10.04.2001 | |||
| US 10273944 B1,22.10.2019. | |||

