Настоящее изобретение относится к упаковыванию продуктов и разработано со ссылкой на возможное применение при упаковке пищевых продуктов.
Однако, ссылка на такую возможную область применения не должна интерпретироваться как ограничивающая объем изобретения.
Уровень техники
Описанное здесь техническое решение может рассматриваться как развитие технического решения, раскрытого в EP-A-0591742. Решение, описанное в этом документе (аналоги которого также описаны в EP-A-0790184 и EP-A-1046579), обеспечивает герметичную обертку (или плотное запечатывание) для упаковывания продукта, например сладостей.
Такое решение использует первый и второй листы оберточного материала. Первый лист подвергается формованию («вытягиванию»), направленному на придание конфигурации раковины или чашеобразной конфигурации, по существу комплементарной конфигурации изделия. После принятия формы первый лист может вместить большую часть изделия. Второй лист затем накладывается как покрытие продукта, помещенного в первый отформованный лист, и затем два листа присоединяют друг к другу, чтобы обеспечить по существу замкнутую обертку вокруг продукта. Затем два листа подвергают последующему формованию, предназначенному для обеспечения герметично запечатанной обертки, прилегающей к поверхности продукта.
Затем продукт может быть помещен в принимающий стакан (например, типа стакана с гофрированными стенками, называемого «птифура»). Согласно решению, описанному в EP-A-1046579, формование двух оберточных листов ведет взамен к обеспечению составляющего единое целое, формованного участка, воспроизводящего форму вышеупомянутого принимающего стакана.
Решения, описанные в приведенных документах, были установлены, принимая во внимание использование пластически деформируемого (или перманентно деформируемого) материала в качестве материала для изготовления первого и второго листов.
Под пластической или перманентной деформацией в настоящее время следует понимать способность корпуса деформироваться и стабильно сохранять деформированную конфигурацию, даже после снятия деформирующего усилия. Тип алюминиевой фольги, традиционно используемый для упаковки сладостей, например кондитерских изделий или шоколадных конфет, является типичным примером пластически деформируемого материала: если взять лист этого материала и смять его в шарик, материал будет сохранять, по существу стабильно, конфигурацию шарика.
Противоположностью такого поведения является упругая деформация, при которой деформированный корпус восстанавливает, более или менее быстро, форму, которую он имел до деформации, после снятия деформирующего усилия. Как и в случае пластической деформации, в абсолютных понятиях, также упругий тип деформации является идеальной моделью: большинство материалов, деформируемых упруго, в реальности имеют более или менее выраженную упругость. Таким образом, под упругостью следует понимать тенденцию свернутого или формованного упругого материала восстанавливать его первоначальную форму, после снятия деформирующего усилия.
Листовые оберточные материалы на основе полипропилена или политена представляют собой типичные примеры материалов, проявляющих упругость: при смятии листа этого материала в шарик, материал стремится, более или менее быстро, потерять шарообразную конфигурацию и снова раскрыться более или менее широко.
Решения, например решения, описанные в EP-A-0591742, идеальны для применения листовых материалов, выполненных главным образом из алюминиевой фольги, в конечном счете, соединенных с одним или более слоев материала покрытия. Таким образом, мы говорим о пластически или перманентно деформируемых материалах.
В различных областях упаковочной промышленности, и особенно в области упаковки пищевых продуктов, все больше очевидна тенденция перехода от листовых оберточных материалов из алюминия или подобных (например, типа, традиционно используемого для упаковки сладостей) к слоистым материалам различной природы, на основе полипропилена, политена и так далее.
По отношению к традиционным материалам, например алюминию, эти новые материалы имеют такие преимущества, как, например, более высокую способность выполнения барьерной функции (следовательно, защитной) против i) проникновения внешних агентов внутрь упаковки и/или ii) перемещения наружу агентов, содержащихся в упаковке. Это особенно относится к возможности выполнения эффективного барьерного действия против так называемых органолептических загрязнений, то есть, явления нежелательной передачи вкусов и ароматов друг другу, продуктов с различными вкусами, расположенных в смежных частях одной упаковки.
Также эти новые материалы особенно подходят для печати, то есть, отделочной обработки, например металлизации, чтобы сделать упаковки особенно приятными с эстетической точки зрения.
Дополнительный фактор (последний по счету, но, несомненно, не по важности), эти материалы имеют лучшую возможность утилизации, с более сниженным влиянием на окружающую среду по сравнению с традиционными упаковочными материалами.
Задача и сущность изобретения
Однако по сравнению с традиционными материалами, например алюминием, альтернативные оберточные материалы, описанные ранее, демонстрируют более или менее очевидные характеристики упругости. Следовательно, для таких материалов, достаточно сложно представить применение технологий, например, описанных в документах, приведенных в преамбуле настоящего описания, без использования вспомогательных элементов (например, формующих элементов, работающих по принципу термической деформации и так далее).
Следовательно, задачей настоящего изобретения является обеспечение решения, которое, в то же время, сохраняя эффективность и простоту ранее описанных решений, легко применимо к реализации упаковок, включая использование листового материала, которое, в отличие от такого материала, как алюминиевая фольга, не обладает характеристиками деформации подобными упругим, а наоборот, проявляют, по меньшей мере, некоторую степень упругости.
Согласно настоящему изобретению такая задача достигается благодаря способу, имеющему характеристики, воспроизведенные в нижеследующих пунктах формулы изобретения. Изобретение также касается соответствующей упаковки. Пункты формулы изобретения являются составной частью описания, представленного здесь, относящейся к изобретению.
Краткое описание сопровождающих чертежей
Сейчас изобретение будет описано, в качестве неограничивающего примера, со ссылкой на сопровождающие чертежи, на которых:
Фиг.1-5 представляют последовательные стадии выполнения способа, описанного здесь, и
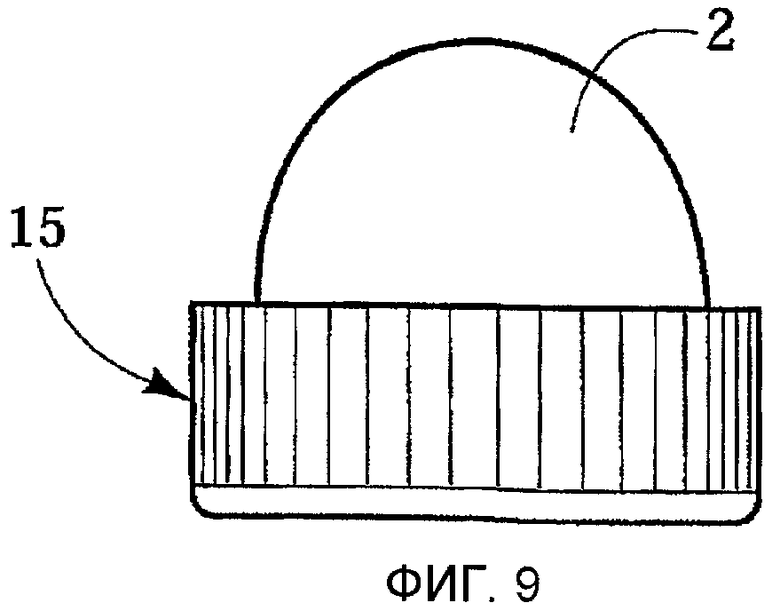
Фиг.6 и 7, с одной стороны, и Фиг.8 и 9 с другой, представляют два возможных варианта, приемлемых для завершения стадий способа, показанного на Фиг.1-5.
Подробное описание примерных вариантов выполнения
Варианты выполнения, описанные здесь, являются примерными и неограничивающими и относятся к упаковке пищевого продукта P.
Также в качестве примера и, следовательно, без намерения ограничить изобретение, продукт P может быть представлен пралине различной природы и состава, глазированными и неглазированными, имеющими, например, сферическую форму или, как схематично представлено на сопровождающих чертежах, форму, которая может рассматриваться как фактически соответствующая сферической форме с «уплощенным» низом, чтобы обеспечить плоскую опорную поверхность продукта P. В любом случае отдельные характеристики продукта P не являются сами по себе определяющим фактором в целях понимания и выполнения решения, описанного здесь.
Способ, описанный здесь, нацелен на выполнение вокруг продукта P упаковки, выполненной из обертки листового материала, имеющего воздухонепроницаемые (герметичные) характеристики уплотнения. Следовательно, говорим о листовом оберточном материале, допускающем упаковку продукта P, избегая проникновения внешних агентов внутрь самой упаковки, и/или высвобождения внутренних агентов из самой упаковки, с возможным риском загрязнения продукта P. Могут иметь место различные причины потребности в реализации герметичной, уплотненной упаковки этого типа. Среди них может быть названа потребность в увеличении срока хранения продукта. При этом также можно ссылаться на документы, приведенные во вводной части настоящего описания.
Как и в случае решения, описанного в этих предшествующих документах, обертка из листового материала предназначена для выполнения из первого листа 1 и второго листа 2.
Со ссылкой на относительные размеры, два рассматриваемых листа (впредь, для простоты отнесенные к квадратным листам, но эти листы могут иметь любую форму, в частности, в зависимости от формы и размером продукта P) могут в целом рассматриваться как «малый» лист 1 и «большой» лист 2.
Это различие в размерах может быть оправдано главным образом в случае развития способа согласно стадиям, показанным на Фиг.6 и 7, в то же время оно может быть менее значимым в случае развития согласно Фиг.8 и 9. В целом выбор в выполнении листа 2 большего размера может быть оправдан, даже если не полностью обязательно, когда лист 2 предназначен «накрывать», по меньшей мере, частично, лист 1.
Взамен листы 1 и 2 различаются своими характеристиками деформации.
Лист 1 выполнен из пленки из пластически (или перманентно) деформируемого материала.
Лист 2, взамен, выполнен из пленки из материала, проявляющего упругость.
Например, лист 1 может являться типом оберточного листа, отмеченного в документах предшествующего уровня техники, приводимых неоднократно во введении настоящего описания. Это, например, может быть листом алюминиевой фольги (например, толщиной 15-50 микрометров) возможно с верхней поверхностью (то есть, поверхностью обращенной к продукту P), покрытой таким материалом как, например, политен, обладающий термической свариваемостью. Другими словами, это является типом материала, обозначаемого в настоящее время в области как «связанный» материал.
Взамен лист 2 выполнен из пленки, также имеющей толщину порядка 15-50 микрометров и включающей слой полипропилена (ПП) или подобных полимеров обращенной наружу упаковки (предполагаемой в качестве части, видимой снаружи) и возможно имеющей лак для покрытий на ее наружной поверхности. На ее внутренней поверхности вышеупомянутый слой полипропилена может являться тонкой металлизацией, выполненной осаждением из паровой фазы (в вакуумной камере), чтобы осуществить так называемую металлизацию или аллюминизацию, обеспечивая яркую и блестящую пленку. Лист 2 также может включать дополнительный слой материала, например политена, чтобы обеспечить многослойную структуру, в которой металлизированный слой помещен между (наружным) слоем полипропилена и (внутренним) слоем политена.
Естественно, выбор этих материалов не является обязательным. Выбор политена может быть обусловлен желанием иметь слой на внутренней стороне листа 2, который может образовать тесную связь термической сваркой с материалом первого листа 1, то есть на стороне, обращенной к продукту P.
Вне зависимости от его структуры и его состава, лист 2 как таковой не должен иметь в своей цельности характеристик упругой деформации: после деформации лист 2 не сохраняет ее постоянно (в отличие от пленки или листа со свойством пластической деформации) форму, которая была ему придана, а взамен он стремится упруго вернуться к начальной, недеформированной форме.
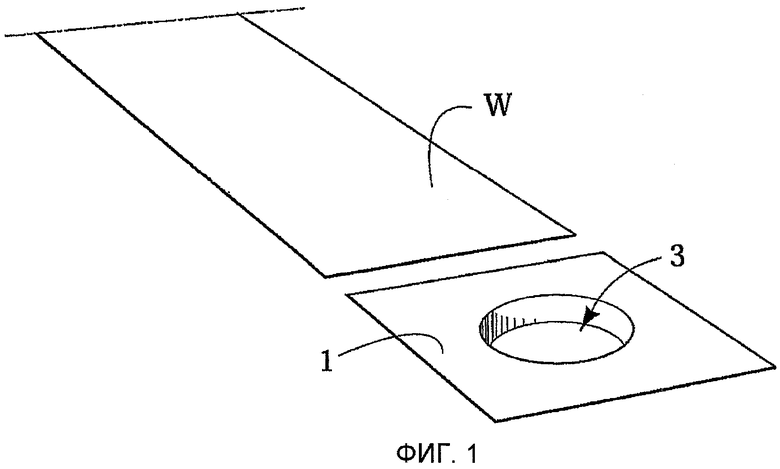
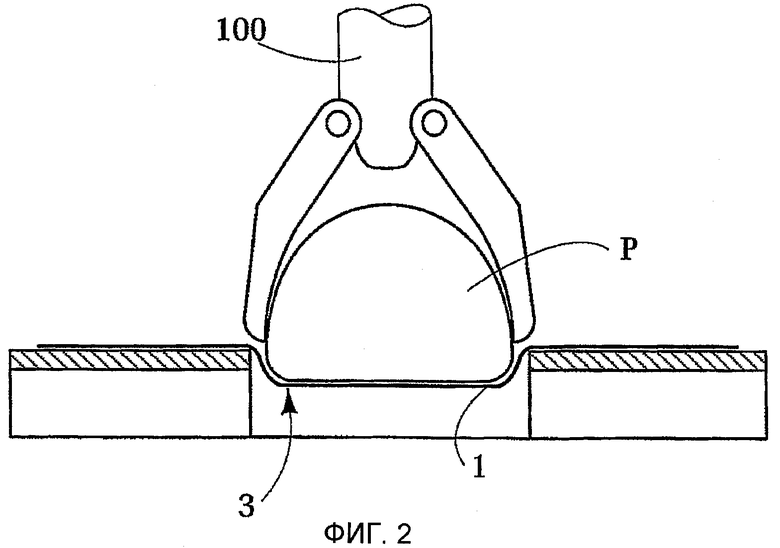
На первой стадии способа, представленного здесь в качестве примера на Фиг.1, показано, что лист 1 получен штамповкой цилиндра или рулона W исходного материала. Можно предположить, что лист 1 расположен на рабочей поверхности (не показана отдельно), например поверхности транспортного средства, включенного в машину для автоматической упаковки продукции. Это, например, с целью возможного образования (посредством известного инструмента) вогнутого оттиска 3, уменьшенной глубины, допускающего обеспечение корпуса и сохраняющего место для продукта P, предназначенного для расположения на листе 1 посредством инструмента 100 (например, зажимного) как схематично показано на Фиг.2.
Оттиск 3 может иметь, например, линзовидную вогнутую форму или в целом форму раковины или по существу чашеобразную форму, таким образом, форма приблизительно дополняет нижнюю крайнюю часть продукта P, предназначенного для помещения в полость 3. Все это, например, чтобы избежать нежелательного перемещения продукта P относительно листа 1, когда (что обычно имеет место в ходе упаковочного цикла) лист 1 с продуктом P подается, например, вдоль конвейерной линии.
Также понятно, что возможность выполнения оттиска 3 в листе 1 не является обязательной. Наличие такого оттиска может быть преимущественным в случае, когда продукт P имеет точно сферическую форму, таким образом, демонстрируя некоторую тенденцию к перекатыванию по листу 1, обычно менее выраженную в случае, если продукт уже имеет уплощенную часть снизу. В любом случае возможный эффект фиксирования продукта P на листе 1 может быть также получен посредством других средств, например посредством нанесения пищевого клеящего вещества.
Также понятно, что если обеспечен вогнутый оттиск 3 и выполнен в пластически деформируемом материале, после штампования в листе 1, такой оттиск остается по существу стабильным.
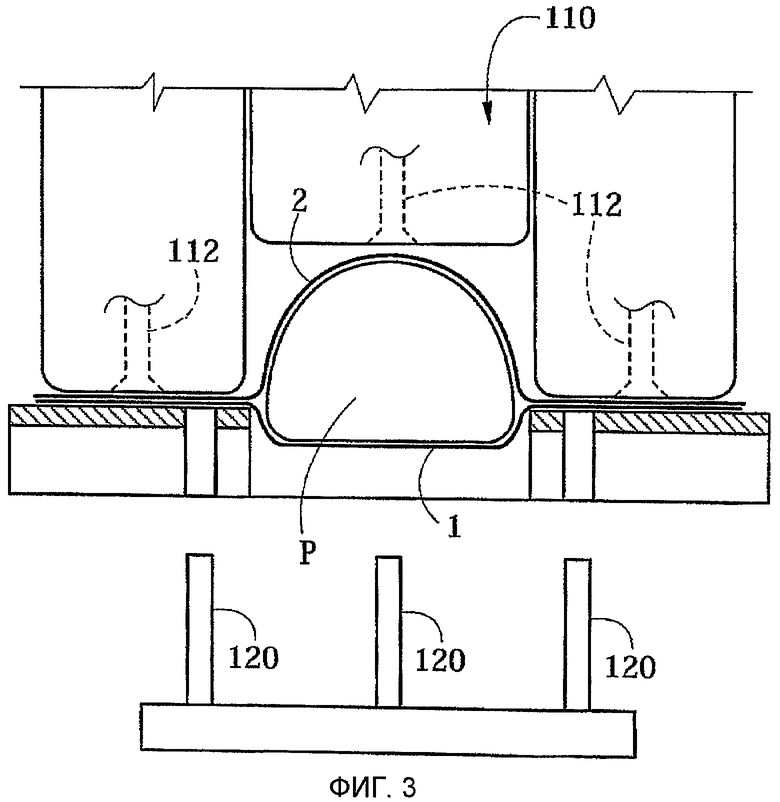
На Фиг.3 показана дополнительная стадия, на которой второй лист 2 накладывают на продукт P инструментом 120, подающимся сверху и имеющим полную кольцеобразную форму, чтобы быть в состоянии «охватить» верхнюю часть продукта P, на которую лист 2 накладывается. Лист 2 удерживается инструментом 120 - известным образом - посредством удерживающего вакуумного действия (см. «вакуумные» линии, которые изображены пунктирной линией и обозначены 112) даже позволяющего ограниченное скольжение листа 2 относительно поверхности инструмента 110.
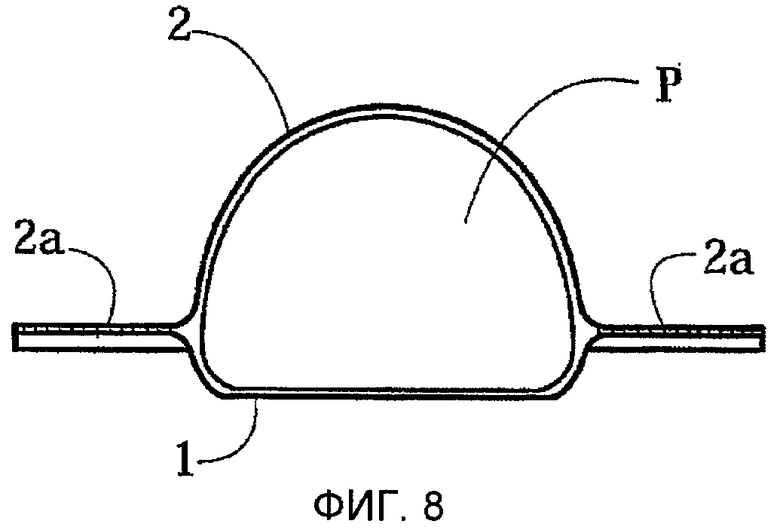
Лист 2 затем обертывает продукт P. После того как перемещение вниз инструмента 110 завершено, приводя к прилеганию листа 2 сверху и вокруг продукта P, лист 2 имеет приблизительно куполообразный центральный участок, обертывающий продукт P, и плоскую часть 2a, которая одинаковой протяженности с листом 1, где лист 1 обращен к листу 2.
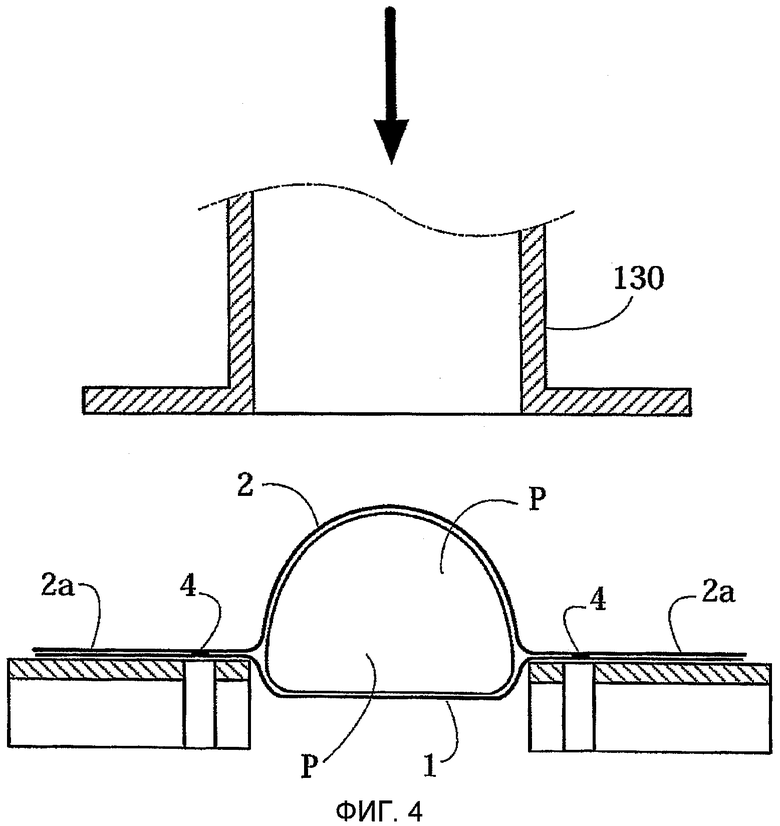
После того, как такое состояние достигнуто, приступаем к реализации операции прихватывания, чтобы соединить, по меньшей мере, в точках, листы 1 и 2 приблизительно в соответствии с областью, окружающей продукт P, в которой два листа 1 и 2 контактируют друг с другом. Такое прихватывание, изображенное здесь точками 4 (см. Фиг.4), может быть выполнено, например, посредством вершин пальцевидных элементов 120 термической сварки, поднимающихся снизу к нижней поверхности листа 1 и обуславливающих локальное сплавление, с последующим привариванием листов 1 и 2. Такое локальное сплавление может затронуть, по меньшей мере, один слой пластического материала, присутствующего на поверхности одного или обоих листов. Например, в настоящем примере варианта выполнения, можно считать, что локальное сплавление затрагивает политеновый слой, присутствующий на нижней поверхности листа 2.
Конечно, вышеупомянутое прихватывание может быть также выполнено различными технологиями: например посредством ультразвуковой сварки.
Наличие вышеупомянутого прихватывания (которое может быть непрерывным или прерывистым) позволяет поднять фасонный инструмент 110, предотвращая потерю листом 2 куполообразной формы, которая ему была обеспечена в его центральной части; что материал листа 2 будет стремиться сделать, не обладая сам по себе - как уже неоднократно отмечалось - характеристиками упругой деформативности, а взамен проявляя свойства упругости.
Здесь, на стадии, показанной на Фиг.4, листы 1 и 2 сваривают вместе с герметичным уплотнением в соответствии с их обращенными друг к другу поверхностями посредством дополнительного сварочного инструмента 130 (например, им может быть тороидальный инструмент, опускающийся вниз на набор деталей, показанных на Фиг.4).
На стадии, показанной на Фиг.4, два листа 1 и 2 затем соединяют друг с другом по всей поверхности листа 1, которая обращена к поверхности плоской части 2a листа 2. Тот факт, что два листа контактируют по всей поверхности, обращенной друг к другу, не означает, что соединение (также осуществляемое здесь термической сваркой, или возможно ультразвуковой сваркой или другим средством) влечет полную непрерывность затронутых поверхностей.
В варианте выполнения соединение между рассматриваемыми поверхностями фактически может быть непрерывным. Возможность выполнения соединения, например, в виде линии из близко расположенных точек, или согласно сетчатому или линейному шаблону, без необходимости выполнения герметичного, уплотненного соединения, также подпадает под объем настоящего изобретения. Возможность выполнения соединения между листами 1 и 2 не по всей области, обращенной друг к другу, а только по ее части, например, исключая внешний край или затрагивая часть, непосредственно смежную продукту P, используя преимущество соединения, обеспеченного «прихватыванием» 4, также подпадает под объем настоящего изобретения.
Для цели выполнения такого соединения между поверхностями может использоваться любой тип соединения, который, помимо возможности обеспечения воздухонепроницаемого уплотнения (герметичного уплотнения) обертки, таким образом образованной вокруг продукта P, таков, что обеспечивает цельную или связанную слоистую структуру, где листы 1 и 2 соединены так, что упругая деформативность листа 1 передается объединению листов 1 и 2, следовательно, составному слоистому материалу, полученному соединением по два листа 1 и листа 2. Таким образом, где листы 1 и 2 соединены, характеристики упругости листа 2 «смягчены», так сказать, пластической деформативностью листа 1.
Другими словами, лист 2, где соединен с листом 1, - который в отдельности будет стремиться восстановить свою первоначальную форму, после снятия деформирующего усилия - получает пластическую или перманентную деформативность: поскольку соединен со слоистым материалом (лист 1), фактически имеющим пластическую деформативность.
Для полноты, также можно отметить, что операция прихватывания (например, выполняемая пальцевым инструментом 120 с Фиг.3) может быть исключена путем соединения листа 1 и части 2a листа 2, взаимодействующей со сварочным инструментом 130, не сверху - как изображено на Фиг.4, а снизу, поднимая сварочный инструмент 130, в то время как лист 2 все еще удерживается инструментом 110 в позиции обертывания продукта P. Решение, обеспечиваемое прихватыванием 4, по крайней мере, в настоящий момент, является предпочтительным из соображений общей простоты процесса и устройства.
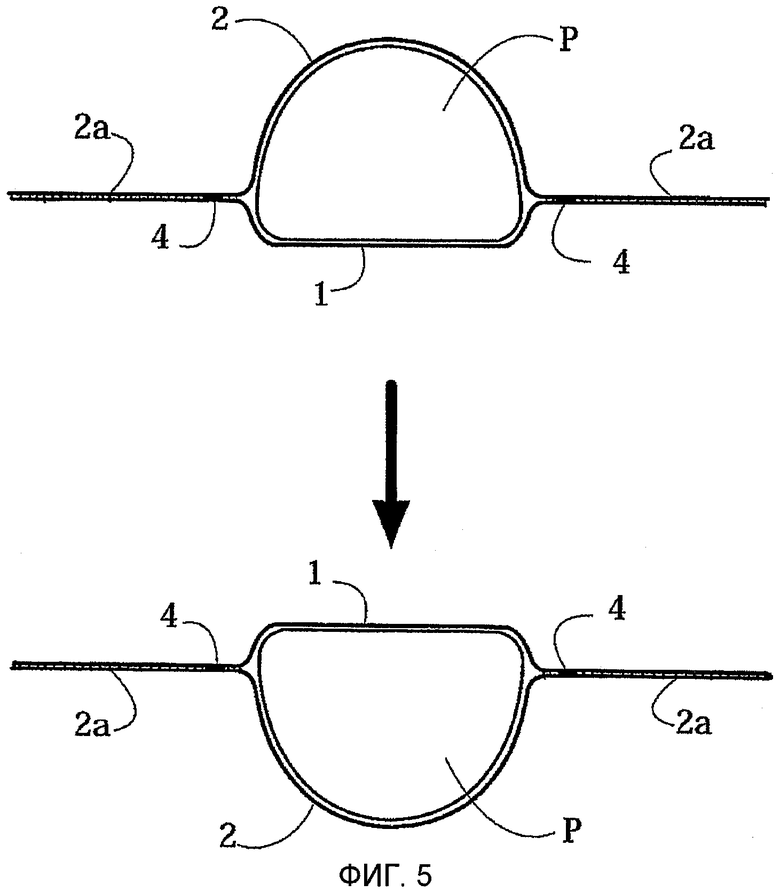
Начиная со стадии, показанной на Фиг.4, способ, описанный здесь, может развиваться, по меньшей мере, в двух различных направлениях.
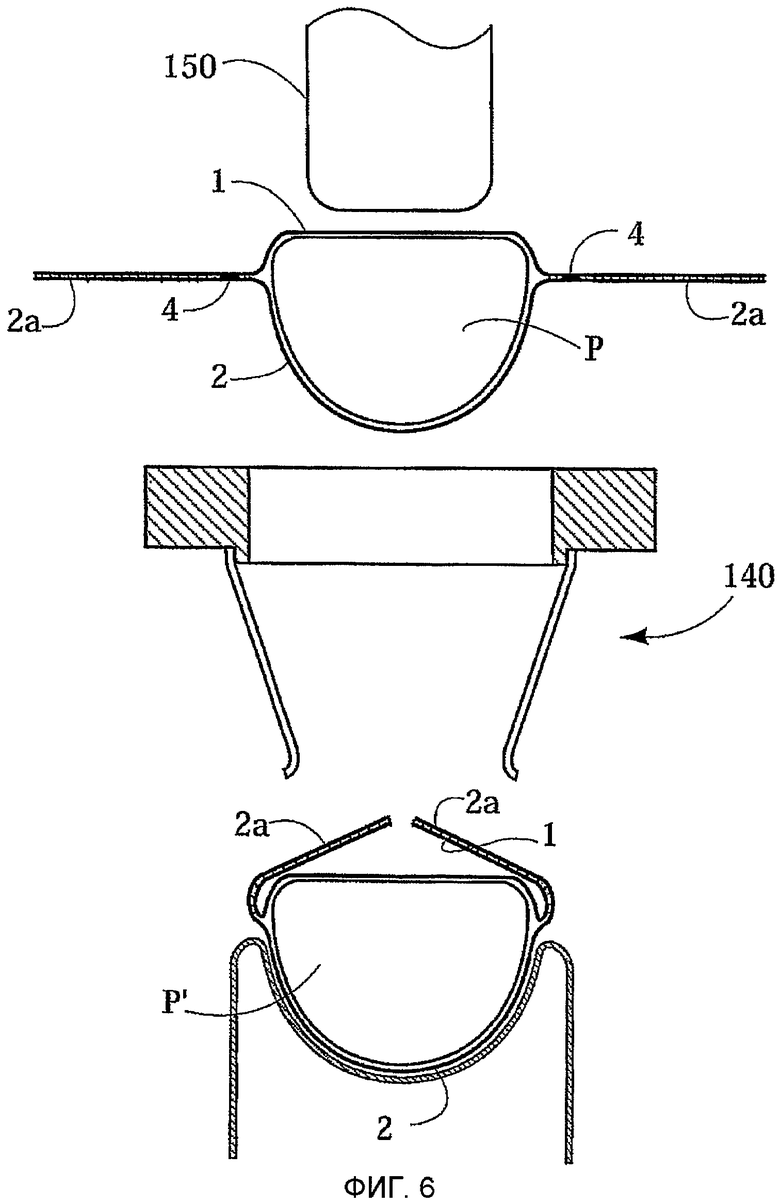
Фиг.6 и 7 относятся к решению, по существу аналогичному решению, описанному в документе EP-A-0591742 (в частности, см. в нем Фиг.5-7).
В частности, составной объект, образованный продуктом P, покрытым сверху листом 2 и снизу листом 1, причем два листа соединены по их поверхностям, обращенным друг к другу, переворачивается (см. Фиг.5) и пропускается через фасонный инструмент 140 (например, деформируемого ножевого типа в соответствии с в целом «артишокоподобной» формой, описанной в EP-A-0 082 952), проталкиваемый вниз толкателем 150. Все это, чтобы получить результат в том, что наружный край листа 2 (который по существу является тем, что ранее было плоской частью 2a) согнут к продукту P, закрывая также нижнюю часть продукта P, фактически охватывая лист 1, закрывающий его, если не полностью, то, по меньшей мере, частично. С его пластической деформативностью лист 1 сохраняет в закрытом состоянии дугообразную часть, образованную оберткой 2 в соответствии с нижней частью продукта P.
Касательно этого ясно, что такой же результат может быть достигнут также в случае, в котором соединение листов 1 и 2 исключает уменьшенный наружный край области взаимного обращения друг к другу.
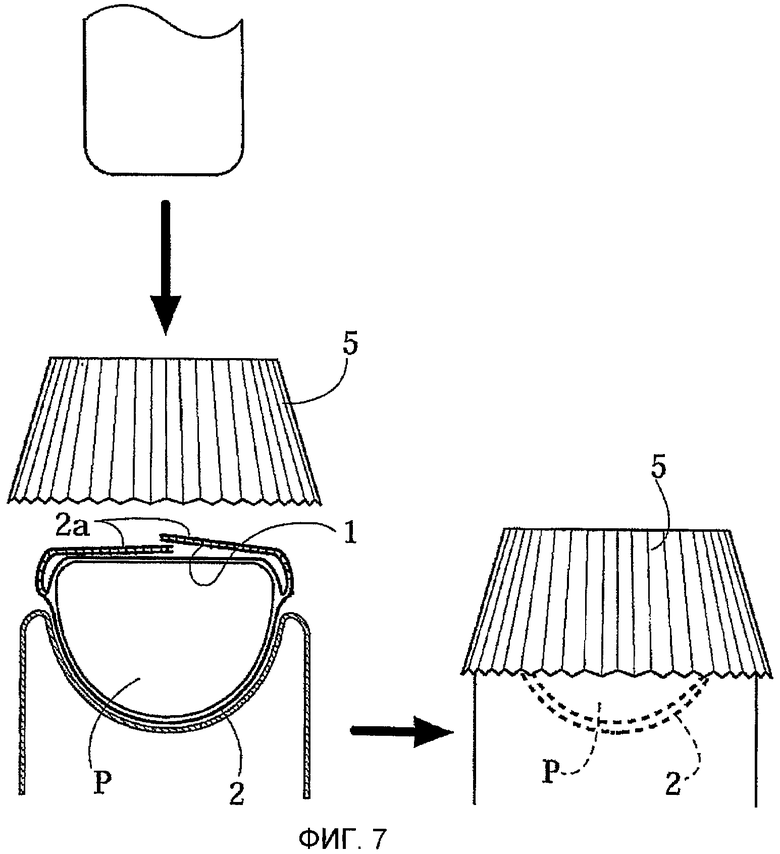
На данной стадии продукт P, охваченный оберткой (уплотненной герметично, при условии, что листы 1 и 2 герметично уплотнены, по меньшей мере, по периметру продукта P), может быть расположен в принимающем стакане 5 (птифурах), как показано на Фиг.7.
Альтернативно, набор деталей, полученный на стадии, показанной на Фиг.4, может быть подвержен формованию, как схематично показано на Фиг.8 и 9. Эти операции по существу аналогичны операциям, описанным в документе EP-A-1046579 (в частности, см. Фиг.5-7), что ведет к приданию чашевидной формы, открытой сверху и с гофрированными стенками листам 1 и 2 в области, в которой они соединены, воспроизводя внешний вид чашеобразного элемента 15. Это чашеобразное исполнение аналогично чашеобразному исполнению 5, представленному на Фиг.7, но с тем отличием, что обеспечено в виде цельной части упаковки.
Предпочтительно, операция формирования чашеобразной цельной части, обозначенной как 15 на Фиг.9, сначала обеспечивает полную сварку (если не осуществлялась ранее) и операцию гофрирования, причем гофрирование направлено радиально по отношению к области, в которой листы 1 и 2 соединены.
Затем этой области придается чашеобразная форма посредством горячего вытягивания. Чтобы улучшить результат этой операции, может быть полезным, чтобы материал, из которого выполнен лист 1, не смотря на то, что имеет требуемую пластическую деформативность, также имел некоторую устойчивость к случайной деформации. Это свойство предпочтительно для исключения того, что цельный стакан 15, после образования, легко помнется во время последующих стадий обработки продукта.
Например, этот результат может быть достигнут путем объединения материала, например алюминия, с волокнистым, бумагоподобным материалом.
Конечно, сохраняя принцип изобретения, детали конструкции и формы варианта выполнения могут меняться, даже значительно, по отношению к тому, что было описано и показано здесь в качестве неограничивающего примера, без отступления от объема изобретения, как определено в следующих пунктах формулы изобретения.
Способ упаковки продукта в обертку содержит первый лист из пластически деформируемого материала и второй лист из оберточного материала, обладающего упругостью. При этом первый и второй листы укладывают на продукт, образуя на втором листе часть, обертывающую продукт, и часть, обращенную к первому листу, и соединяют первый лист и часть второго листа, обращенную к нему, для образования посредством соединения пластически деформируемого составного листового материала. Затем составной материал формуют для образования обертки продукта. Упаковка с продуктом в виде обертки из листового оберточного материала, содержит первый лист из пластически деформируемого материала и второй лист из материала, обладающего упругостью. Второй лист имеет часть, обертывающую продукт, и часть, обращенную к первому листу. Причем первый лист и часть второго листа, обращенная к листу, соединены с образованием пластически деформируемого составного листового материала, отформовываемого для обеспечения обертки. Изобретение обеспечивает увеличения срока сохранности продукта за счет повышения степени герметичности упаковки. 2 н. и 23 з.п. ф-лы, 9 ил.
1. Способ упаковки продукта (Р) в обертку из листового материала, включающий операции:
обеспечения первого листа (1) из пластически деформируемого материала и второго листа (2) из оберточного материала, проявляющего упругость,
накладывание упомянутого первого листа (1) и упомянутого второго листа (2) на упомянутый продукт (Р), образуя на упомянутом втором листе (2) часть, обертывающую упомянутый продукт (Р), и часть (2а), обращенную к упомянутому первому листу (1),
соединения (130) упомянутого первого листа (1) и части (2а) упомянутого второго листа (2), обращенной к нему, чтобы образовать посредством соединения пластически деформируемый составной листовой материал (1, 2а), и
формования (140, 150; 15) упомянутого пластически деформируемого составного листового материала (1, 2а) для образования обертки упомянутого продукта (Р).
2. Способ по п.1, включающий операцию соединения (130) упомянутого первого листа (1) и части (2а) упомянутого второго листа (2), обращенной к нему, герметичным уплотняющим соединением, чтобы обеспечить обертку, образованную упомянутым первым (1) и вторым (2) листом, с герметичными характеристиками.
3. Способ по п.1, включающий операцию выполнения по периметру продукта (Р) прихваточного соединения (4) между упомянутым первым листом (1) и упомянутым вторым листом (2), наложенным на упомянутый продукт (Р), поддерживая их обращенными друг к другу, ввиду соединения (130) упомянутого первого листа (1) и части (2а) упомянутого второго листа (2), обращенной к нему.
4. Способ по п.3, включающий операции:
накладывания упомянутого второго листа (2) на упомянутый продукт (Р) с помощью фасонного инструмента (110),
выполнения (120) прихваточного соединения (4),
удаления упомянутого фасонного инструмента (110), после выполнения прихваточного соединения (4) и
соединения (130) первого листа (1) и части (2а) второго листа (2), обращенного к нему.
5. Способ по п.4, в котором прихваточное соединение (4) выполняют непрерывным.
6. Способ по любому из пп.1-5, включающий операцию образования в упомянутом листе (1) вогнутого оттиска, чтобы частично вместить упомянутый продукт (Р).
7. Способ по любому из пп.1-5, включающий операцию выбора упомянутого второго листа (2) с размерами, превышающими размеры упомянутого первого листа (1), чтобы упомянутый второй лист (2) обертывал большую часть упомянутого продукта (Р).
8. Способ по любому из пп.1-5, включающий операцию сгибания упомянутого пластически деформируемого составного листового материала (1, 2а) к продукту (Р), чтобы упомянутый второй лист (2) закрывал, по меньшей мере, частично упомянутый первый лист (1).
9. Способ по любому из пп.1-5, включающий операцию помещения упомянутого продукта (Р), обернутого в упомянутый первый (1) и второй (2) листы, во вмещающий контейнер (5), предпочтительно имеющий чашеобразную форму.
10. Способ по любому из пп.1-5, включающий операцию формования упомянутого составного листового материала (1, 2а) в, по существу, чашеобразной конфигурации (15).
11. Способ по любому из пп.1-5, включающий операцию обеспечения, по меньшей мере, на одном из упомянутого первого (1) и второго (2) листа, слоя свариваемого материала, чтобы осуществить соединение (130) между упомянутым первым листом (1) и частью (2а) упомянутого второго листа (2), обращенной к нему.
12. Упаковка с продуктом (Р), обернутым в листовой оберточный материал, в которой обертка включает первый лист (1) из пластически деформируемого оберточного материала и второй лист (2) из оберточного материала, проявляющего упругость; причем упомянутый второй лист (2) имеет одну часть, обертывающую упомянутый продукт (Р), и одну часть (2а), обращенную к упомянутому первому листу (1), причем упомянутый первый лист (1) и часть (2а) упомянутого второго листа (2), обращенная к нему, соединены так, чтобы образовать посредством этого соединения пластически деформируемый составной листовой материал (1, 2а), отформованный для обеспечения обертки для упомянутого продукта (Р).
13. Упаковка по п.12, в которой первый лист (1) и часть (2а) упомянутого второго листа (2), обращенная к нему, газоплотно соединены вместе, обеспечивая обертку с герметичными характеристиками.
14. Упаковка по п.12, включающая прихваточное соединение (4) по периметру продукта (Р) между первым листом (1) и вторым листом (2).
15. Упаковка по любому из пп.12-14, в которой первый лист (1) имеет вогнутый оттиск (3), частично вмещающий упомянутый продукт (Р).
16. Упаковка по любому из пп.12-14, в которой второй лист (2) имеет размеры больше размеров первого листа (1).
17. Упаковка по любому из пп.12-14, в которой составной листовой материал (1, 2а) согнут к продукту (Р), причем второй лист (2) закрывает, по меньшей мере, частично первый лист (1).
18. Упаковка по любому из пп.12-14, в которой продукт (Р), обернутый первым (1) и вторым (2) листом, помещен во вмещающий контейнер (5), предпочтительно имеющий чашеобразную конфигурацию.
19. Упаковка по любому из пп.12-14, в которой составной листовой материал (1, 2а) отформован в, по существу, чашеобразной конфигурации (15).
20. Упаковка по любому из пп.12-14, в которой, по меньшей мере, один из упомянутого первого (1) и второго (2) листа, имеет слой свариваемого материала, обеспечивающего соединение (130) между упомянутым первым листом (1) и частью (2а) упомянутого второго листа (2), обращенной к нему.
21. Упаковка по любому из пп.12-14, в которой упомянутый первый лист (1) включает пластически деформируемый металлический слой, такой как, например, алюминиевый слой.
22. Упаковка по любому из пп.12-14, в которой упомянутый первый лист (1) обладает свойством устойчивости к вдавливанию.
23. Упаковка по любому из пп.12-13, в которой упомянутый второй лист (2) имеет металлизированную поверхность.
24. Упаковка по любому из пп.12-14, в которой упомянутый первый лист (1) и часть (2а) упомянутого второго листа (2), обращенная к нему, соединены термосваркой.
25. Упаковка по любому из пп.12-14, в которой упомянутый первый лист (1) и часть (2а) упомянутого второго листа (2), обращенная к нему, соединены ультразвуковой сваркой.
| Дымовая труба | 1982 |
|
SU1046579A1 |
| Преобразователь частоты в последовательность импульсов | 1978 |
|
SU790184A1 |
| СПОСОБ ЗАВОРАЧИВАНИЯ ПРОДУКТА В ОБЕРТКУ ИЗ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2109663C1 |

