Изобретение относится к области неразрушающих методов контроля качественного состояния фильтрующе-поглощающих изделий.
Известен способ определения дефектов в изделии методом теплового неразрушающего контроля (Патент РФ N 2315983, МПК G01N 25/00). Способ включает нагрев изделия, его последующее охлаждение рабочей средой, в качестве которой используют смесь газа и жидкости, измерение температуры изделия и определение темпа охлаждения для каждой элементарной площадки поверхности изделия.
Недостатками способа являются трудоемкость и энергоемкость, невозможность определения степени исчерпания защитных свойств изделия.
Известен способ автоматизированного неразрушающего контроля защитных свойств фильтрующе-поглощающих систем (Патент РФ № 2419783, МПК G01N25/48). Способ включает измерение температуры, контроль теплового эффекта процесса сорбции при поглощении углеродными сорбентами газовоздушной смеси с эталонными веществами в динамических условиях, регистрацию изменения температуры поверхности сорбента при прохождении через него газовоздушной смеси с поглощаемым компонентом. О защитных свойствах косвенно судят по времени от начала продувки до достижения начальной температуры.
К недостаткам способа относятся необходимость использования эталонных веществ, необходимость формирования цилиндрического слоя вещества в динамической трубке, что делает невозможным контроль изделий, содержащих сорбент в форме пластины.
Наиболее близким техническим решением является способ неразрушающего контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий (Патент РФ № 2561014, МПК G01N25/48). Способ включает бесконтактное измерение температур, контроль теплового эффекта сорбции, определение коэффициента теплоотдачи на поверхности сорбента, омываемой газовоздушной смесью, содержащей поглощаемый компонент, определение мощности источников теплоты сорбции и скорости сорбции.
К недостаткам способа относится необходимость экспериментально определять коэффициент теплоотдачи на поверхности пластины и использовать его в расчетной формуле для определения степени исчерпания защитных свойств изделия. При этом результат определения коэффициента теплоотдачи содержит большую случайную относительную погрешность измерения, что обусловливает невысокую точность определения защитных свойств изделий.
Техническая задача изобретения - повышение точности контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий в форме пластин.
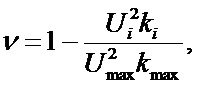
Данная техническая задача решается тем, что контролируют разность температур поверхности образца фильтрующе-поглощающего изделия в форме пластины и поверхности плоского нагревателя, размещенных в одинаковых условиях теплообмена, предусматривающих, что их поверхности омываются газовоздушным потоком, содержащим поглощаемый компонент. В результате экзотермической реакции сорбции фильтрующе-поглощающая пластина нагревается. При этом регулируют напряжение питания нагревателя так, чтобы контролируемая разность температур находилась в заданном диапазоне значений ±0,5 °С. Степень исчерпания защитных свойств изделия определяют по формуле
где U - напряжение питания нагревателя;


Расчетная формула (1) получена следующим образом. Разобьем весь интервал времени работы контролируемого изделия на n промежутков, в каждом из которых можно допустить постоянство мощности источников тепла, действующих в пластине фильтрующе-поглощающего изделия и в нагревателе. Рассматриваем случай, когда толщина изделия и нагревателя не менее чем в 5 раз меньше их линейных размеров. Тогда изделие и нагреватель можно считать неограниченными пластинами, т.е. поле температур будет зависеть только от толщины пластины. Уравнение температурного поля неограниченной пластины с граничными условиями третьего рода и с источниками тепла постоянной мощности имеет вид

где 



При Bi<0,1, что характерно для условий работы фильтрующе-поглощающих изделий, амплитуда A1=1, A2=-0,002 A1, т.е. можно пренебречь всеми членами ряда (2) кроме первого. Для малых Bi можно без существенной потери точности заменить tg




где индексы и, н относятся к изделию и нагревателю, соответственно.
Поскольку условия теплообмена на поверхности изделия и нагревателя одинаковы, то коэффициенты теплоотдачи α равны. Тогда 



Из численного решения последнего уравнения при: KR 
Foн

В каждый i-й момент времени скорость сорбции компонента газовой смеси пропорциональна мощности источников теплоты, действующих в изделии, т.е. 







Обозначив 
Способ контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий в форме пластин реализуется следующим образом.
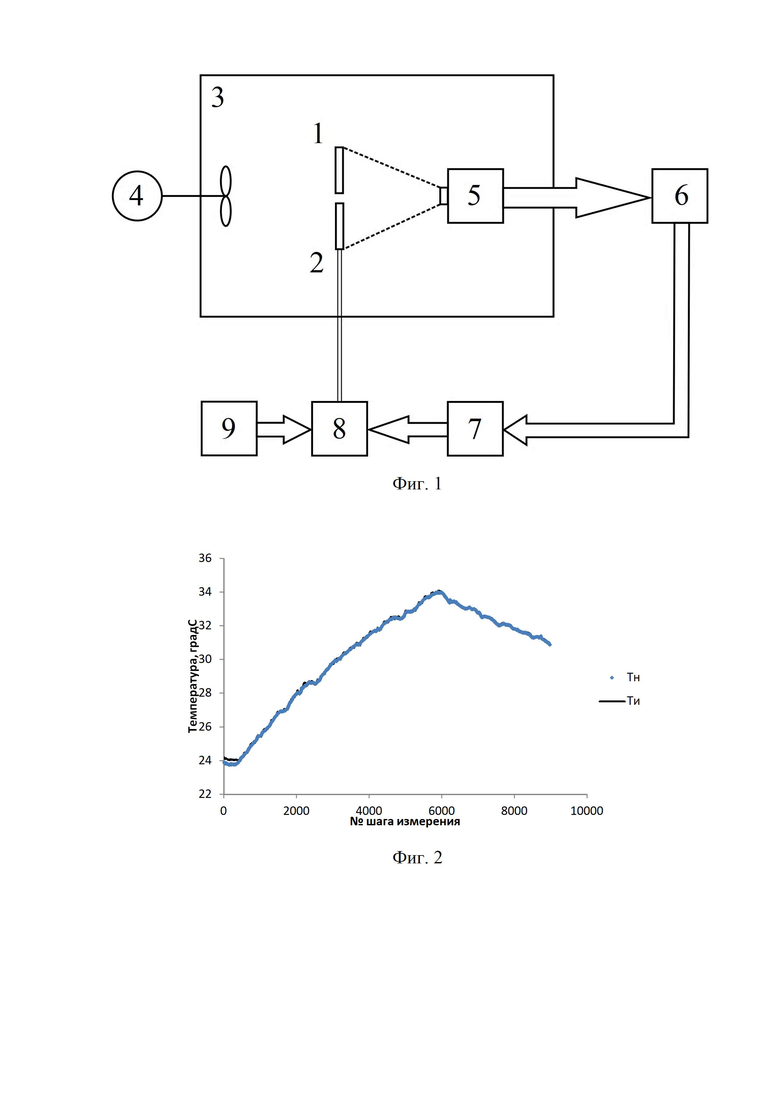
Образец 1 на фиг.1 контролируемого изделия и нагреватель 2 размещают в герметичной камере 3 или условно-герметичном помещении (имеется в виду, что в помещении или камере создается подпор, предотвращающий попадание наружного воздуха в объем), где требуется осуществлять адсорбцию (хемосорбцию) компонента газовоздушной смеси. Камера 3 представляет объем идеального смешения, в котором концентрация поглощаемого компонента одинакова по всему объему. При этом для предотвращения образования застойных зон и неравномерного распределения концентрации компонента используют один или несколько вентиляторов 4, размещая их таким образом, чтобы условия теплообмена на поверхности изделия 1 и нагревателя 2 были одинаковыми. В процессе поглощения компонента газовой смеси изделием, последнее нагревается. При этом бесконтактным методом посредством тепловизора 5 на фиг.1 измеряется разность между среднеинтегральной (средней по площади изделия) температурой Tи поверхности изделия и среднеинтегральной температурой Tн нагревателя. Измеренная разность температур поступает в компьютер 6, который формирует сигнал управления на модуле вывода 7 и изменяет напряжение Ui нагревателя через устройство вывода 8 с использованием широтно-импульсной модуляции и напряжения U (от блока питания 9), таким образом, что абсолютное значение разности температур Tи-Tн не превышает заданного значения 0,5 градуса Цельсия (фиг 2). Текущее значение Ui напряжения нагревателя сравнивают со значениями за предыдущий период времени измерения и за Umax принимают максимальное значение. Степень исчерпания защитных свойств изделий определяют по формуле (1).
По сравнению с прототипом (Патент РФ № 2561014, МПК G01N25/48), в заявленном способе исключена операция определения коэффициента теплоотдачи на поверхности сорбента. При этом указанный параметр является основным источником погрешности, вносящим наибольший вклад в погрешность контроля степени исчерпания защитных свойств. Таким образом, решена поставленная техническая задача изобретения - повышение точности контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий в форме пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ИСЧЕРПАНИЯ ЗАЩИТНЫХ СВОЙСТВ ФИЛЬТРУЮЩЕ-ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ | 2014 |
|
RU2561014C1 |
| Способ контроля степени исчерпания защитных свойств сыпучего сорбента | 2020 |
|
RU2746238C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ ФИЛЬТРУЮЩЕ-ПОГЛОЩАЮЩИХ СИСТЕМ | 2009 |
|
RU2419783C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2014 |
|
RU2574229C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ТВЕРДЫХ МАТЕРИАЛОВ | 2004 |
|
RU2250454C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2008 |
|
RU2399911C2 |
| ТЕРМОЗОНД ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТОЛЩИНЫ ЗАЩИТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ | 1994 |
|
RU2101674C1 |
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ РАБОЧЕГО ТЕЛА | 2008 |
|
RU2379668C1 |
| СПОСОБ КОМПЛЕКСНОГО ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 1999 |
|
RU2167412C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ ТВЕРДЫХ ТЕЛ | 2018 |
|
RU2701881C1 |
Изобретение относится к области неразрушающих методов контроля качественного состояния фильтрующе-поглощающих изделий. Заявлен способ контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий в форме пластин реализуется следующим образом. Образец контролируемого изделия в форме пластины и плоский нагреватель размещают в объеме, где требуется осуществлять поглощение компонента газовоздушной смеси. В процессе поглощения компонента изделие нагревается. Бесконтактным методом измеряется разность среднеинтегральных температур поверхностей изделия и нагревателя. Непрерывно регулируют напряжение питания нагревателя таким образом, что абсолютное значение измеряемой разности температур не превышает заданного значения. Степень исчерпания защитных свойств фильтрующе-поглощающих изделий определяют по формуле способа. Технический результат - повышение точности контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий в форме пластин за счет исключения необходимости определения коэффициента теплоотдачи на поверхности контролируемого изделия. 2 ил.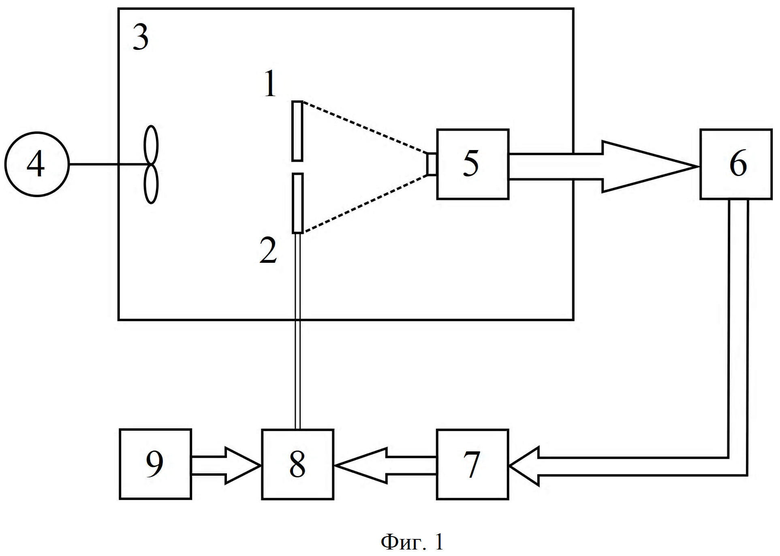
Способ контроля степени исчерпания защитных свойств фильтрующе-поглощающих изделий, включающий формирование образца сорбента в форме пластины, измерение температуры поверхности образца сорбента, омываемого газовоздушной смесью, содержащей поглощаемый компонент, определение мощности источников теплоты сорбции, отличающийся тем, что контролируют разность температур поверхности образца сорбента и поверхности плоского нагревателя, размещенного в тех же условиях теплообмена, что образец, регулируют напряжение питания нагревателя так, чтобы контролируемая разность температур находилась в заданном диапазоне значений, определяют степень исчерпания защитных свойств образца по формуле
где U – напряжение питания нагревателя;


| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СТЕПЕНИ ИСЧЕРПАНИЯ ЗАЩИТНЫХ СВОЙСТВ ФИЛЬТРУЮЩЕ-ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ | 2014 |
|
RU2561014C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ ФИЛЬТРУЮЩЕ-ПОГЛОЩАЮЩИХ СИСТЕМ | 2009 |
|
RU2419783C2 |
| Способ измерения абсорбционной емкости жидкого абсорбента | 1984 |
|
SU1320261A1 |
| CN 103616410 A | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| CN 107490597 A, 19.12.2017 | |||
| CN 102539474 A, 04.07.2012. | |||

