ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка заявляет приоритет в соответствии с 35 U.S.C. 119 предварительной заявки на патент США № 62/174395, поданной 11 июня 2015 г., и предварительной заявки на патент США № 62/326965, поданной 25 апреля 2016 г., которые включены в данный документ посредством ссылки во всей своей полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к способу получения бутылки с увеличенным сроком хранения с применением смеси PEF/PET.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Производители бутылок для газированных безалкогольных напитков (CSD) в настоящее время разными путями стремятся усилить барьерную функцию полимерных бутылок. Например, применение поли(этилентерефталат) (PET) предполагает использование более тяжелых бутылок с более толстыми стенками для увеличения срока хранения, что, однако, приводит к более высокому потреблению ресурсов для бутылки, ее изготовления, транспортировки и ее преобразования в процессе переработки. Другим возможным путем является применение бутылки из 100%-ного поли(этиленфураноат) (PEF) в качестве на 100% биовозобновляемой замены PET, которая имеет лучшую барьерную функцию, чем бутылка из 100%-ного PET, но является дорогостоящей из-за доступности сырья, а также из-за обработки/переработки в результате отличающихся свойств материала PEF по сравнению с PET. Смеси найлон/PET, где найлон представлял собой MXD6, характеризуются улучшенным барьером для кислорода и диоксида углерода по сравнению с PET, но в результате бутылки получаются непрозрачными.
В публикации заявки на патент США № 20150110983, Kriegel и соавт., сообщали о неожиданном открытии, заключающемся в том, что традиционные способы обработки PET невозможно успешно применить к PEF при изготовлении контейнеров, таких как контейнеры для пищи и напитков. Kreigel предложил новые преформы и способы обработки PEF для получения таких преформ.
В публикации заявки на патент США № 20150064383, Kriegel и соавт. описывают сополимеры PEF, содержащие средство(средства), модифицирующее пространственное расположение цепей, для получения полимеров со свойствами, оптимизированными для упаковывания и обработки. Однако это может придать дополнительную сложность в синтезе и обработке в расплаве (контроль ветвления) и, таким образом, может сделать систему упаковывания более дорогостоящей.
Таким образом, существует необходимость в новых составах, которые не представляют собой 100%-но чистый PEF или 100%-но чистый PET с улучшенной барьерной функцией по сравнению со 100%-но чистым PET и которые можно обрабатывать традиционными способами, применяемыми для обработки 100%-но чистого PET.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В первом варианте осуществления представлен способ получения бутылки, включающий этапы:
a) получения смеси поли(этиленфурандикарбоксилат)/поли(этилентерефталат) (PEF/PET), где количество PEF находится в диапазоне от 0,1% до 40% по весу в пересчете на общий вес смеси;
b) литьевого формования смеси PEF/PET, полученной на этапе a), с образованием преформы из смеси при условиях обработки, по существу аналогичных применяемым для получения стандартной преформы из PET;
c) формования с раздувом и вытяжкой преформы из смеси, полученной на этапе b), в стандартной литейной форме, предназначенной для PET, с образованием бутылки из смеси при условиях обработки, по существу аналогичных применяемым для получения стандартной бутылки из PET из стандартной преформы из PET,
где бутылка из смеси, полученная на этапе c), обладает увеличенным сроком хранения по сравнению со сроком хранения стандартной бутылки из PET.
Во втором варианте осуществления способа каждая секция (верхняя часть, основная часть и основание) бутылки из смеси имеет отклонение по заданному весу по сравнению с соответствующими секциями стандартной бутылки из PET, составляющее менее 25%.
В третьем варианте осуществления способа поли(этиленфурандикарбоксилат) представляет собой немодифицированный поли(этиленфурандикарбоксилат), полученный из этиленгликоля и фурандикарбоксилата или его производного.
В четвертом варианте осуществления этап b) литьевого формования смеси PEF/PET, полученной на этапе a), с образованием преформы из смеси включает обработку смеси PEF/PET посредством цилиндра, имеющего одну или несколько температурных зон с температурой в диапазоне от 260 °C до 300 °C.
В пятом варианте осуществления этап c) формования с раздувом и вытяжкой преформы из смеси, полученной на этапе b), в стандартной литейной форме, предназначенной для PET, включает применение стандартной литейной формы, предназначенной для PET, для бутылки, имеющей объем в диапазоне от 59 миллилитров до 2 литров.
В шестом варианте осуществления полученная из смеси бутылка выбрана из группы, состоящей из бутылки емкостью 8 унций, бутылки емкостью 10 унций, бутылки емкостью 12 унций, бутылки емкостью 16 унций, бутылки емкостью 500 мл, бутылки емкостью 750 мл, бутылки емкостью 1 л и бутылки емкостью 2 л.
В седьмом варианте осуществления этапы b) и c) осуществляют в комплексной машине для литьевого формования/формования с раздувом и вытяжкой или по отдельности в машине для литьевого формования и в машине для формования с раздувом и вытяжкой.
В восьмом варианте осуществления предлагается способ увеличения срока хранения газированного напитка, хранящегося в бутылке, включающий упаковывание газированного напитка в бутылку, изготовленную из смеси PEF/PET, при этом количество PEF находится в диапазоне 0,1-40% по весу в пересчете на общий вес смеси.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Раскрытия всех документов, относящихся к патентной и непатентной литературе, процитированных в данном документе, включены в данный документ посредством ссылки во всей своей полноте.
Термины "содержит", "содержащий", "включает", "включающий", "имеет", "имеющий" или любые другие их варианты предназначены для охвата неисключительного включения. Например, процесс, способ, изделие или устройство, которые содержат перечень элементов, не обязательно ограничены только этими элементами, но могут включать другие элементы, не перечисленные специально или присущие такому процессу, способу, изделию или устройству. Кроме того, если прямо не указано обратное, ʺилиʺ относится к включающему ʺилиʺ, а не к исключающему ʺилиʺ. Например, условие А или В удовлетворяется любым из следующих условий: А является истинным (или присутствует) и B является ошибочным (или не присутствует), А является ошибочным (или не присутствует) и B является истинным (или присутствует), и как А, так и B являются истинными (или присутствуют). Предполагается, что фраза ʺодин или несколькоʺ охватывает неисключительное включение. Например, один или несколько из А, В и С подразумевает любое одно из следующего: отдельно А, отдельно В, отдельно С, комбинацию А и В, комбинацию В и С, комбинацию А и С или комбинацию А, В и С.
Также применение формы единственного числа используют для описания элементов, описанных в данном документе. Это делается только для удобства и для представления общего смысла объема настоящего изобретения. Настоящее описание следует читать как включающее один или по меньшей мере один, и единственное число также включает множественное число, если не очевидно, что имеется в виду иное.
Применяемый в данном документе термин ʺстандартная бутылка из PETʺ относится к бутылке для газированного безалкогольного напитка (CSD) любого размера, которая изготовлена из поли(этилентерефталат) (PET) подходящего для упаковывания качества. PET подходящего для упаковывания качества, как правило, модифицирован с помощью небольшого количества сомономера, обычно выбранного без ограничения из 1,4-циклогександиметанола (CHDM) или изофталевой кислоты (IPA), и может включать или может не включать другие добавки.
Применяемый в данном документе термин ʺстандартная преформа из PETʺ относится к любой преформе, созданной специально для образования ʺстандартной бутылки из PETʺ.
Применяемый в данном документе термин ʺстандартная литейная форма, предназначенная для PETʺ относится к любой литейной форме, созданной для применения со ʺстандартной преформой из PETʺ с целью получения ʺстандартной бутылки из PETʺ.
Применяемый в данном документе термин ʺнемодифицированный PEFʺ относится к поли(этиленфурандикарбоксилат), полученному из этиленгликоля и фурандикарбоксилата или его производного без дополнительных сомономеров.
Применяемый в данном документе термин ʺбарьерʺ применяется взаимозаменяемо с терминами ʺскорость проникновенияʺ, или ʺстепень проницаемостиʺ, или ʺскорость пропусканияʺ для описания газобарьерных свойств по отношению к диоксиду углерода, при этом низкая скорость проникновения или низкая скорость пропускания в материале подразумевает, что материал обладает высокими барьерными свойствами.
Применяемый в данном документе термин ʺсрок храненияʺ определяется процентом объема диоксида углерода (CO2) остающегося в бутылке с газированным безалкогольным напитком (CSD) по отношению к изначальному объему CO2, помещенному в упаковку во время заполнения для испытания и/или употребления. Как правило, бутылки для CSD наполняют примерно четырьмя (т. е. от 3,6 до 4,2) объемами CO2 на один объем воды и обычно принимается, что упакованный газированный безалкогольный напиток достигает конца своего срока хранения, когда 17,5 процента изначального диоксида углерода в бутылке теряется из-за проникновения диоксида углерода через боковую стенку бутылки и крышку, поглощения диоксида углерода боковой стенкой бутылки и крышкой, потери в увеличившееся свободное пространство над жидкостью из-за расширения бутылки или растяжения под давлением и потери в увеличившееся свободное пространство над жидкостью из-за потери воды из упаковки из-за ее срока хранения. В случаях, когда изначальное заполнение CO2 составляет примерно от 4,0 до 4,2 объема диоксида углерода на объем воды, ʺсрок храненияʺ зачастую определяют как потерю 21,4% общего изначального насыщения углекислотой и измеряют в неделях. Потерю насыщения углекислотой измеряют в течение семи недель при 22 °C, внутренней относительной влажности (RH), составляющей 0%, и RH внешнего окружения, составляющей 50%, в соответствии со способом FTIR, описанным в US 5473161.
В контексте данного документа увеличение срока хранения вычисляют в виде отношения разности в сроках хранения между бутылкой, изготовленной из состава в виде смеси PEF/PET, и стандартной бутылкой из PET (PET), где как бутылка из смеси PEF/PET, так и стандартная бутылка из PET изготовлены с применением преформы и литейной формы одинакового типа и по существу аналогичных условий обработки, в особенности температуры цилиндра:

где SPEF/PET представляет собой измеренное или экстраполированное значение срока хранения в газированном состоянии для бутылки из смеси PEF/PET, и SPET представляет собой измеренное или экстраполированное значение срока хранения в газированном состоянии для стандартной бутылки из PET, при этом как бутылка из смеси PEF/PET, так и стандартная бутылка из PET изготовлены с применением преформы и литейной формы одинакового конструктивного исполнения и обладают одинаковой объемной вместимостью.
В контексте данного документа коэффициент улучшения барьерных свойств (BIF) вычисляют в виде отношения измеренного или экстраполированного значения срока хранения в газированном состоянии для бутылки из смеси PEF/PET (SPEF/PET) к измеренному или экстраполированному значению срока хранения в газированном состоянии для стандартной бутылки из PET (SPET):
Применяемый в данном документе термин ʺполученный биологическим методомʺ применяется взаимозаменяемо с термином ʺна биоосновеʺ или ʺна основе биотехнологийʺ и относится к химическим соединениям, включая мономеры и полимеры, которые получают, в целом или в любой части, из любых возобновляемых ресурсов, включая без ограничения растительные, животные, морские вещества или вещества лесной промышленности. ʺСодержание углерода на биоосновеʺ любого такого соединения понимают как процентное содержание углерода в соединении, для которого установлено, что оно было получено из таких возобновляемых ресурсов или является их производным.
Применяемый в данном документе термин ʺфурандикарбоновая кислотаʺ применяется взаимозаменяемо с фурандикарбоновой кислотой; 2,5-фурандикарбоновой кислотой; 2,4-фурандикарбоновой кислотой; 3,4-фурандикарбоновой кислотой и 2,3-фурандикарбоновой кислотой. В контексте данного документа 2,5-фурандикарбоновая кислота (FDCA) также известна как дегидрослизевая кислота и представляет собой окисленное фурановое производное, как показано ниже:

Применяемый в данном документе термин ʺфуран-2,5-дикарбоновая кислота (FDCA) или ее функциональный эквивалентʺ относится к любому подходящему изомеру фурандикарбоновой кислоты или ее производного, такому как 2,5-фурандикарбоновая кислота; 2,4-фурандикарбоновая кислота; 3,4-фурандикарбоновая кислота; 2,3-фурандикарбоновая кислота или их производные.
Применяемые в данном документе термины ʺPEFʺ и ʺполи(этиленфурандикарбоксилат)ʺ применяются взаимозаменяемо по отношению к поли(этиленфураноат), поли(этилен-2,5-фурандикарбоксилат), поли(этилен-2,4-фурандикарбоксилат), поли(этилен-2,3-фурандикарбоксилат) и поли(этилен-3,4-фурандикарбоксилат).
Фраза ʺбутылка идентичной формыʺ означает, что литейная форма, имеющая одинаковые геометрические параметры, применяется для получения двух разных бутылок. Две бутылки будут иметь одинаковые внешние размеры, например, высоту бутылки, ширину и длину окружности. Значения веса бутылок идентичной формы могут различаться.
Термин ʺпреформаʺ обозначает изделие, имеющее полностью сформированное горлышко бутылки и полностью сформированную резьбовую часть, а также относительно толстую трубку из полимера, которая закрыта на одном конце толстой трубки. Горлышко и резьбовую часть иногда называют ʺфинишʺ. Толстая трубка из полимера может быть единообразной по форме и сечению, при осмотре трубки сверху (область горлышка) вниз (закрытая часть) или может иметь различное сечение от верха к низу.
Фраза ʺстепень вытяжки по площадиʺ означает результат умножения степени осевой вытяжки на степень кольцевой вытяжки бутылки, выдутой из преформы. Фраза ʺстепень осевой вытяжкиʺ означает соотношение (рабочая высота бутылки)/(рабочая длина преформы). Фраза ʺстепень кольцевой вытяжкиʺ означает соотношение (максимальный внешний диаметр бутылки)/(внутренний диаметр преформы). Рабочая высота бутылки определяется как полная высота бутылки минус высота финиша. Рабочая длина преформы определяется как полная длина преформы минус длина финиша. Внутренний диаметр преформы означает диаметр полости преформы.
Фраза ʺстепень переэтерификацииʺ означает объем переэтерификации между двумя сложными полиэфирами в смеси сложных полиэфиров. Степень переэтерификации можно измерить посредством хроматографического исследования взаимодействия полимеров (IPC).
В данном документе раскрывается способ получения бутылки с увеличенным сроком хранения, включающий этапы получения смеси поли(этиленфурандикарбоксилат)/поли(этилентерефталат) (PEF/PET), литьевого формования смеси PEF/PET с образованием преформы из смеси и формования с раздувом и вытяжкой преформы из смеси в стандартной литейной форме, предназначенной для PET, или литьевого формования с раздувом и вытяжкой с образованием бутылки из смеси, где преформу из смеси и бутылку из смеси получают при условиях обработки, по существу аналогичных применяемым для получения соответственно стандартной преформы из PET и стандартной бутылки из PET.
Можно применять любой подходящий способ для получения смеси поли(этиленфурандикарбоксилат)/поли(этилентерефталат) (PEF/PET). Смесь PEF/PET может быть образована сначала смешиванием каждой из полиэфирных смол, PEF и PET в твердой форме, например, в виде хлопьев, гранул или в порошкообразной форме, с получением смеси. Смесь PEF/PET также может быть образована на протяжении подачи в экструдер и/или машину для литья под давлением посредством применения устройств для непрерывной подачи, основанных на гравиметрической, шнековой или других известных технологиях контроля количества каждого компонента, поступающего в отверстие для подачи. Гомогенную смесь PEF и PET затем подвергают воздействию температуры смешивания в расплаве, с преобразованием, таким образом, смеси в одну смешанную в расплаве композицию.
Смесь PEF/PET также может быть образована сначала подверганием каждой из полиэфирных смол, PEF и PET, воздействию температуры выше точки их плавления, с преобразованием, таким образом, сложных полиэфиров в расплав PEF и расплав PET, а затем смешиванием в расплаве расплава PEF и расплава PET с образованием смеси PEF/PET. Температура смешивания в расплаве находится в диапазоне температур экструзионной обработки PEF и PET, например, в диапазоне от 230 °C до 325 °C. В других вариантах осуществления температура может находиться в диапазоне от 240 °C до 320 °C, или от 250 °C до 310 °C, или от 260 °C до 300 °C.
Количество PEF в смеси PEF/PET может находиться в диапазоне 0,1-40%, или 1-40%, или 10-40% по весу в пересчете на общий вес смеси. Хотя могут быть образованы смеси PEF и PET с более чем 40% PEF по весу, однако, смесь может не иметь подходящих характеристик в отношении степени естественной вытяжки и поведения при механическом упрочнении для возможности формования бутылок с применением стандартной преформы из PET, литейной формы и условий литьевого формования.
В одном варианте осуществления поли(этиленфурандикарбоксилат) (PEF) в смеси PEF/PET представляет собой немодифицированный поли(этиленфурандикарбоксилат), полученный из этиленгликоля и фурандикарбоксилата или его производного. В другом варианте осуществления PEF в смеси PEF/PET может содержать немодифицированный PEF и сополимер PEF, полученный из этиленгликоля, фурандикарбоксилата или его производного, и сомономер, причем сомономер исключает любые средства, модифицирующие пространственное расположение цепей, имеющие реакционную функциональность, составляющую более двух. Cомономер может содержать отличный от этиленгликоля диол или двухосновную кислоту или ее производное, отличное от фурандикарбоновой кислоты или ее производного. В одном варианте осуществления PEF в смеси PEF/PET может представлять собой сополимер (статистический или блок-сополимер), полученный из этиленгликоля, фурандикарбоксилата или его производного и по меньшей мере одного из диола, полиола, полифункциональной ароматической кислоты или гидроксикислоты. Молярное отношение фурандикарбоновой кислоты к другим кислотам может находиться в любом диапазоне, например, молярное соотношение каждого компонента может составлять более чем 1:100 или, в качестве альтернативы, находиться в диапазоне от 1:100 до 100 к 1, или от 1:9 до 9:1, или от 1:3 до 3:1 или составлять 1:1, при этом диол и/или полиол добавляют в избытке, составляющем от 1,2 до 3 эквивалентов от общего количества добавленных кислот.
Примеры диольных и полиольных мономеров, которые могут быть включены, в дополнение к этиленгликолю, в мономерный состав для полимеризации, из которого можно получить сополимер, включают 1,4-бензолдиметанол, поли(этиленгликоль), поли(тетрагидрофуран), 2,5-ди(гидроксиметил)тетрагидрофуран, изосорбид, изоманнид, глицерин, пентаэритрит, сорбит, маннит, эритрит и треит.
Примеры подходящих полифункциональных кислот включают без ограничения терефталевую кислоту, изофталевую кислоту, адипиновую кислоту, азелаиновую кислоту, себациновую кислоту, додекановую кислоту, 1,4-циклогександикарбоновую кислоту, малеиновую кислоту, янтарную кислоту и 1,3,5-бензолтрикарбоновую кислоту.
Примеры подходящих гидроксикислот включают без ограничения гликолевую кислоту, гидроксимасляную кислоту, гидроксикапроновую кислоту, гидроксивалериановую кислоту, 7-гидроксигептановую кислоту, 8-гидроксикапроновую кислоту, 9-гидроксинонановую кислоту или молочную кислоту; или кислоты, полученные из пивалолактона, ε-капролактона или L,L, D,D или D,L лактидов.
Иллюстративные сополимеры, полученные из фурандикарбоновой кислоты, по меньшей мере одного из диола, полиола, полифункциональной кислоты или гидроксикислоты, включают без ограничения сополимер этиленгликоля, 2,5-фурандикарбоновой кислоты и терефталевой кислоты; сополимер этиленгликоля, 2,5-фурандикарбоновой кислоты и янтарной кислоты; сополимер этиленгликоля, 2,5-фурандикарбоновой кислоты и адипиновой кислоты; сополимер этиленгликоля, 2,5-фурандикарбоновой кислоты и себациновой кислоты, сополимер этиленгликоля, 2,5-фурандикарбоновой кислоты и изосорбида; сополимер этиленгликоля, 2,5-фурандикарбоновой кислоты и изоманнида.
В одном варианте осуществления по меньшей мере один из PEF или PET в смеси PEF/PET имеет биооснову. В одном варианте осуществления PET в смеси PEF/PET содержит по меньшей мере некоторое количество использованного повторно PET.
В одном варианте осуществления PEF в смеси PEF/PET обладает характеристической вязкостью (IV) в диапазоне 0,25-1,25, или 0,45-1,05, или 0,65-0,85. В одном варианте осуществления PET в смеси PEF/PET обладает IV в диапазоне 0,6-1,0, или 0,7-0,9, или 0,8-0,85.
Этап получения смеси PEF/PET может включать добавление добавок к смеси PEF/PET. Можно применять любую подходящую добавку, включая без ограничения вспомогательные средства и модификаторы свойств, такие как пластификаторы, смягчители, пигменты, антиоксиданты, стабилизаторы, антипластификаторы, наполнители, антипирены, УФ-абсорбенты, красящие вещества; красители; наночастицы; зародышеобразователи; антистатики; средства для повторного нагрева и любые другие, для которых известно свойство повышать эффективность полимера. В одном варианте осуществления ингибитор переэтерификации или катализатор переэтерификации можно добавлять для контроля степени переэтерификации, которая может происходить во время смешивания в расплаве PEF и PET.
Способ изготовления бутылки с увеличенным сроком хранения дополнительно включает получение преформы из смеси путем литьевого формования смеси PEF/PET в виде стандартной преформы из PET, а затем формование с раздувом и вытяжкой преформы из смеси в стандартной литейной форме, предназначенной для PET, с образованием бутылки из смеси, где преформу из смеси и бутылку из смеси получают при условиях обработки, по существу аналогичных применяемым для получения соответственно стандартной преформы из PET и стандартной бутылки из PET.
Этапы литьевого формования и формования с раздувом и вытяжкой можно выполнять в комплексной машине для литьевого формования/формования с раздувом и вытяжкой, где литьевое формование преформы и формование с раздувом и вытяжкой преформы в бутылку объединены в одной машине или могут выполняться по отдельности, где сначала преформы, получаемые литьевым формованием, формируют с высокой скоростью в одной машине, а затем преформы подвергают формованию с раздувом и вытяжкой во второй отдельной машине с получением бутылок.
На этапе литьевого формования способа используют экструдер для впрыскивания смеси PEF/PET в стандартную литейную форму для преформы из PET, где смесь принимает вид литейной формы для преформы, а затем ее быстро охлаждают и высвобождают с получением преформы из смеси. Преформа из смеси, как правило, находится в форме трубки с отверстием с резьбой в верхней части.
Этап литьевого формования смеси PEF/PET включает обработку смеси PEF/PET посредством цилиндра, имеющего одну или несколько температурных зон с температурой в диапазоне от 230 °C до 325 °C. В других вариантах осуществления температура может находиться в диапазоне от 240 °C до 320 °C, или от 250 °C до 310 °C, или от 260 °C до 300 °C.
Способ дополнительно включает повторный нагрев преформы из смеси и помещение ее в литейную форму для стандартной бутылки из PET, как хорошо известно из уровня техники. Преформу нагревают до достаточно высокой температуры для сохранения стабильности размеров перед помещением в литейную форму, при этом обеспечивая удлинение посредством механических и опосредованных давлением способов, характерных для процесса формования с раздувом и вытяжкой. Распределение тепла (в осевом и радиальном направлениях) и время выдерживания, связанное с этапом повторного нагрева, применяют по отношению к преформе таким образом, чтобы смягчить материал и сохранить стабильность размеров, одновременно контролируя поведение при холодной кристаллизации (т. е. между Tg и Tm), что обеспечивает успешное расположение при типичных условиях раздувки для предотвращения разрыва и для получения бутылки. Температура преформы после завершения стадии повторного нагревания и перед формованием раздувом может находиться в диапазоне 75-125 °C, или 85-115 °C, или 95-105 °C. Размягченную преформу из смеси затем растягивают до необходимой длины, определенной конструкцией литейной формы. Сжатый воздух затем вдувают в растянутую преформу из смеси для расширения атмосферы чернового выдувания до поверхности литейной формы для бутылки, где ее формирование можно завершить посредством применения условий интенсивного раздувания. Когда бутылка сформирована, литейную форму раскрывают и завершенную бутылку извлекают из полости литейной формы.
Двухстадийный способ формования с раздувом и вытяжкой аналогичен одностадийному, за исключением того, что преформы из смеси PEF/PET высвобождают и охлаждают до комнатной температуры перед формованием с раздувом и вытяжкой. Одностадийный способ обычно осуществляют с применением одной машины, при этом при двухстадийном способе применяются преформы, которые уже были изготовлены и охлаждены. Двухстадийное формование с раздувом и вытяжкой является наиболее широко применяемой методикой для изготовления предметов с большим объемом, таких как бутылки для газированных безалкогольных напитков (CSD).
Значения степени вытяжки (осевой, радиальной и локальной), которым подвергается смесь PEF/PET во время процесса формования с раздувом и вытяжкой, определяют из конструктивного исполнения стандартной преформы из PET, конструктивного исполнения литейной формы для бутылки, а также по параметрам процесса, связанным с литьевым формованием и формованием с раздувом и вытяжкой при изготовлении бутылок. Состав смеси PEF/PET и способ, применяемый для создания смеси PEF/PET в расплаве, способствуют определению степени естественной вытяжки материала из смеси. Степень естественной вытяжки материалов зачастую применяют, чтобы охарактеризовать, рассчитать и спрогнозировать их эффективность и вероятность успешного формования с раздувом и вытяжкой бутылок или других контейнеров в зависимости от степени вытяжки, определенной конструктивным исполнением преформы и конструктивным исполнением бутылки или контейнера. Из-за характерно отличающихся свойств материала, связанных с PEF, таких как пониженный эффект механического упрочнения и отличающаяся степень естественной вытяжки по сравнению с PET, можно предположить, что условия раздувки бутылки для смеси PEF/PET будут существенно отличаться от условий, что обычно характерны для PET. Однако неожиданно оказалось, что при концентрации в диапазоне от 0,1% до 40% по весу PEF в смеси PEF/PET, технологические параметры, связанные как с формованием преформы, так и с формованием с раздувом и вытяжкой, попадают в диапазоны, характерные для изготовления стандартных бутылок из PET. В одном варианте осуществления смесь PEF/PET применяют для создания бутылки из преформы такого конструктивного исполнения, которое обеспечивает степень вытяжки по площади в диапазоне 2-30, или 6-22, или 10-14. Степень естественной вытяжки (NSR) смеси PEF/PET может быть меньше, чем степень вытяжки по площади, определенная конструктивным исполнением преформы/бутылки, и может зависеть от количества PEF в смеси PEF/PET и температуры литьевого формования. В одном варианте осуществления бутылка из смеси PEF/PET имеет степень осевой вытяжки 2,4, степень радиальной вытяжки 4,9 и степень вытяжки по площади 11,8.
Бутылки, полученные способом, раскрытым в данном документе выше, имеющие 0,1-40% по весу PEF в PET, с применением литейной формы для получения преформы стандартной бутылки из PET, выдувных форм, условий литьевого формования и условий формования с раздувом и вытяжкой, демонстрируют увеличение срока хранения по сравнению со стандартной бутылкой из PET и имеют сходную толщину стенки и заданное распределение веса. В одном варианте осуществления присутствие PEF в количестве 0,1-40 вес. % в смесях PEF/PET обеспечивает увеличение срока хранения по меньшей мере на 2%, или по меньшей мере на 15%, или на 20%, или по меньшей мере на 25%, или по меньшей мере на 30%, или по меньшей мере на 35%, или по меньшей мере на 40%, или по меньшей мере на 45% или увеличение в диапазоне 2-50% или 4-49%.
В одном варианте осуществления каждая секция (верхняя часть, основная часть и основание) бутылки, полученной с применением способа, раскрытого выше в данном документе, имеет отклонение по заданному весу по сравнению с соответствующими секциями стандартной бутылки из PET, составляющее менее 25%, или менее 15%, или менее 5%.
Бутылки, полученные способом, раскрытым выше в данном документе, могут принимать любую подходящую для применения бутылок для CSD форму, включая без ограничения узкогорлые бутылки, имеющие верхние части с резьбой и объем в диапазоне от 59 миллилитров до 2 литров, или от 177 миллилитров до 1 литра, или от 296 миллилитров до 0,5 литра, хотя могут быть образованы контейнеры большего и меньшего размера. В одном варианте осуществления бутылка выбрана из группы, состоящей из бутылки емкостью 8 унций, бутылки емкостью 10 унций, бутылки емкостью 12 унций, бутылки емкостью 16 унций, бутылки емкостью 500 мл, бутылки емкостью 750 мл, бутылки емкостью 1 л и бутылки емкостью 2 л.
Бутылки в соответствии с настоящим изобретением можно применять при стандартном использовании в случае холодного заполнения, и они могут быть пригодны в случае горячего заполнения. Бутылки в соответствии с настоящим изобретением пригодны для газированных напитков и обычно являются бесцветными и прозрачными, но могут быть модифицированы с приданием цвета или непрозрачности вместо прозрачности, если требуется, путем добавления красящих веществ или красителей или посредством проявления кристаллизации полимера, что приводит к непрозрачности.
В одном аспекте предлагается способ увеличения срока хранения газированного напитка, хранящегося в бутылке, включающий упаковывание газированного напитка в бутылку, изготовленную из смеси PEF/PET, при этом количество PEF находится в диапазоне 0,1-40% по весу в пересчете на общий вес смеси.
Если не оговаривается иное, все технические и научные выражения, применяемые в данном документе, имеют то же значение, которое обычно понимает специалист в данной области техники, к которой принадлежит настоящее изобретение. Хотя способы и материалы, аналогичные или эквивалентные таковым, описанным в данном документе, можно применять в практическом осуществлении или испытании вариантов осуществления раскрываемых композиций, подходящие способы и материалы описаны ниже. Все публикации, патентные заявки, патенты, а также упомянутые в данном документе ссылки, включены посредством ссылки во всей своей полноте, если не приведен определенный отрывок. В случае разногласия настоящее описание, включая определения, будет иметь преимущественную силу. Кроме того, материалы, способы и примеры являются только иллюстративными и не предназначены для ограничения.
Пластиковые бутылки, предназначенные для применения в контакте с пищей, в особенности бутылки для напитков, имеют определенные требования к скорости проникновения различных газов. Например, значения скорости проникновения кислорода, диоксида углерода и/или водяного пара должны быть ниже определенных уровней, чтобы предотвратить порчу, потерю газирования и/или потерю объема жидкости. Приемлемые значения скорости проникновения газа будут различаться в зависимости от типа напитка в бутылке и требований в конкретной сфере. Это является особенно важным фактором для бутылок, состоящих из PET. Так как бутылки из PET являются относительно проницаемыми как для кислорода, так и для диоксида углерода, они должны иметь относительно толстые стенки, чтобы обеспечить необходимые значения скорости проникновения, что прибавляет вес бутылки. Выяснилось, что вес бутылки, состоящей из PET-полимера, в особенности бутылки для напитков, можно сократить на приблизительно 5-35% по весу посредством применения количества PEF, составляющего по меньшей мере от 1% по весу до значения, меньшего или равного 40% по весу. Например, если бутылка, состоящая из полиэтилентерефталатного полимера, имеет вес 20 грамм и имеет допустимую скорость проникновения водяного пара, кислорода и/или диоксида углерода, затем путем контроля переэтерификации расплава смеси 89% по весу PET и 11% по весу PEF и степени вытяжки по площади, можно получить бутылку с весом, например, составляющим 15 грамм, и бутылка может все еще сохранять значения скорости проникновения кислорода, диоксида углерода и/или водяного пара, которые равны или меньше, чем в случае бутылки идентичной формы, состоящей из PET.
В некоторых вариантах осуществления настоящее изобретение относится к способу снижения веса полиэтилентерефталатной бутылки, включающему:
a) замену полиэтилентерефталата полиэтиленфурандикарбоксилатом в диапазоне от 1% до 40% по весу;
где бутылка из PEF/PET характеризуется скоростью проникновения кислорода, скоростью проникновения диоксида углерода и/или скоростью проникновения водяного пара, которые меньше значений для бутылки идентичной формы, состоящей из полиэтилентерефталатного полимера и имеющей вес, который в 1,05-1,54 раза больше, чем вес бутылки из PEF/PET, или равняются им;
где степень переэтерификации полиэтилентерефталата и полиэтиленфурандикарбоксилата находится в диапазоне от 0,1 до 99,9%, и
где бутылка характеризуется степенью вытяжки по площади в диапазоне от 5 до 25.
Способ ʺснижения веса полиэтилентерефталатной бутылкиʺ означает получение бутылки из PEF/PET, при этом бутылка из PEF/PET весит на 5-35% меньше, чем бутылка идентичной формы, состоящая из PET, и при этом бутылка из PEF/PET сохраняет значения скорости проникновения газов, которые равны или меньше, чем в случае бутылки из PET. Замена PET на PEF означает получение бутылки из относительно легкой преформы, при этом преформу получают из смеси как полиэтилентерефталата, так и полиэтиленфурандикарбоксилата. Преформу можно получить вначале смешиванием требуемых значений весовых процентов как полиэтилентерефталатных полимеров, так и полиэтиленфурандикарбоксилатных полимеров. В некоторых вариантах осуществления весовые проценты могут находиться в диапазоне от 60% до 99% по весу PET и от 1% до 40% по весу PEF. Проценты по весу приведены в пересчете на общее количество PET и PEF. В других вариантах осуществления количества полиэтиленфурандикарбоксилата могут находиться в диапазоне 3-35%, или 5-30%, или 5-25% по весу, и количества полиэтилентерефталата могут находиться в диапазоне 65-97%, или 70-95% или 75-95% по весу соответственно, при этом проценты по весу приведены в пересчете на общее количестве полиэтилентерефталата и полиэтиленфурандикарбоксилата. В других дополнительных вариантах осуществления количество полиэтиленфурандикарбоксилата может составлять 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98 или 99%, и количество полиэтилентерефталата может составлять 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98 или 99% по весу, при этом проценты по весу приведены в пересчете на общее количество полиэтилентерефталата и полиэтиленфурандикарбоксилата.
Хорошо известно, что измерение значений скорости проникновения различных газов через полимеры имеет долю присущей изменчивости. Таким образом, из-за известной изменчивости в измерении различных значений скорости проникновения кислорода, диоксида углерода и/или водяного пара будет считаться, что относительно легкая бутылка из PEF/PET имеет скорость проникновения, которая ʺравна или меньшеʺ таковой для бутылки идентичной формы, состоящей из PET и имеющий вес в 1,05-1,54 раза больше веса бутылки из PEF/PET, если значения скорости проникновения, при измерении с применением ASTM-способов, приведенных в примерах, бутылки из PEF/PET составляют не более чем на 10% больше. Например, если среднее значение по трем измерениям скорости проникновения кислорода для бутылки из 100%-ного PET, весящей 25 грамм, составляет 0,2 см3/упаковка.день.атм. в атмосфере 100%-ного O2, тогда скорость проникновения для бутылки идентичной формы из PEF/PET, содержащей 20% PEF, весящей 20 грамм, считается меньше таковой для бутылки из 100%-ного PET или равняется ей, если среднее значение по трем измерениям скорости проникновения кислорода для бутылки из PEF/PET составляет не более 0,22 см3/упаковка.день.атм. в атмосфере 100%-ного O2. В других вариантах осуществления, когда скорость проникновения для бутылки из PEF/PET составляет не более чем на 9% больше, чем значения скорости для бутылки из 100%-ного PET, скорость проникновения будет считаться равной или меньше, чем для бутылки из 100%-ного PET. В других дополнительных вариантах осуществления, когда скорость проникновения для бутылки из PEF/PET составляет не более чем на 8%, или 7%, или 6%, или 5% больше, чем скорость проникновения для бутылки из 100%-ного PET, скорость проникновения будет считаться равной или меньше, чем для бутылки из 100%-ного PET. В других вариантах осуществления бутылка из PEF/PET может весить на 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34 или 35% меньше, чем бутылка идентичной формы, состоящая из PET, и характеризоваться скоростью проникновения кислорода, диоксида углерода и/или водяного пара, которые равны или меньше, чем таковые для бутылки из PET.
Может быть важен контроль объема переэтерификации в смеси полиэтилентерефталата и полиэтиленфурандикарбоксилата. В некоторых вариантах осуществления степень переэтерификации может находиться в диапазоне от 0,1 до 99,9%. В других вариантах осуществления степень переэтерификации между PET и PEF может находиться в диапазоне от 10 до 90%, или от 20 до 80%, или от 30 до 80%, или от 40 до 80%, или от 50 до 70%, или от 40 до 65%. В других вариантах осуществления степень переэтерификации может составлять 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98 или 99%.
Степень переэтерификации может усилить барьерные свойства бутылки. Полагают, что степень переэтерификации необходимая для улучшения барьерных свойств, изменяется в зависимости по меньшей мере от количеств полиэтилентерефталата и полиэтиленфурандикарбоксилата в смеси. Например, максимальное улучшение барьерных свойств для бутылки, содержащей 90% по весу полиэтилентерефталата и 10% аморфного полиэтиленфурандикарбоксилата, наблюдается, когда степень переэтерификации находится в диапазоне от 50 до 70%. В другом примере максимальное улучшение барьерных свойств для бутылки, содержащей 80% по весу полиэтилентерефталата и 20% аморфного полиэтиленфурандикарбоксилата, наблюдается, когда степень переэтерификации находится в диапазоне от 40 до 65%.
Степень переэтерификации может быть функцией как температуры обработки, так и продолжительности времени, в течение которого смесь находится при температуре плавления или при температуре выше температуры плавления. Таким образом, контроль времени и температуры является важным фактором для получения требуемой степени переэтерификации. Таким образом, температура обработки для получения преформы может находиться в диапазоне от 230 °C до 325 °C. В других вариантах осуществления температура может находиться в диапазоне от 240 °C до 320 °C, или от 250 °C до 310 °C, или от 260 °C до 300 °C. Как правило, значения времени обработки, т. е. продолжительность времени, в течение которого смесь PET и PEF находится в экструдере, может находиться в диапазоне от 30 секунд до 10 минут. В других вариантах осуществления такое время может находиться в диапазоне от 1 минуты до 9 минут или от 1 минуты до 8 минут. Как правило, при равном времени прохождения через экструдер более высокие значения температуры способствуют более высоким значениям степени переэтерификации, при этом более короткое время способствует более низким значениям степени переэтерификации. Кроме того, при постоянных значениях температуры экструдера более длительное время обработки способствует более высокой степени переэтерификации, при этом более короткое время обработки способствует более низким значениям объема переэтерификации. Следует также отметить, что в данном документе ʺтемператураʺ относится к температуре цилиндра, которую контролирует оператор. Истинная температура, которая воздействует на расплав, как правило, отличается от данного значения и на нее будут влиять различия в машинах, конструкция экструдера, износ, IV полимера определенного качества, конфигурация шнека и другие параметры впрыска.
Степень вытяжки по площади также может влиять на барьерные свойства бутылки. Степень вытяжки по площади бутылки может представлять собой любое число в диапазоне от 5 до 25. В других вариантах осуществления степень вытяжки по площади может представлять собой любое число в диапазоне от 6 до 25, или от 7 до 25, или от 8 до 25, или от 9 до 25, или от 10 до 25, или от 11 до 25, или от 12 до 25, или от 13 до 25, или от 14 до 25, или от 15 до 25, или от 16 до 25, или от 17 до 25. В других вариантах осуществления степень вытяжки по площади может представлять собой любое число в диапазоне от 12 до 25, или от 12 до 24, или от 12 до 23, или от 12 до 21, или от 12 до 20, или от 12 до 19, или от 12 до 18. В других вариантах осуществления степень вытяжки по площади может представлять собой любое число в диапазоне от 6 до 24, или от 7 до 23, или от 8 до 22, или от 9 до 21, или от 10 до 20. В других дополнительных вариантах осуществления степень вытяжки по площади может находиться в диапазоне от 12 до 20, или от 13 до 19, или от 14 до 18.
В других вариантах осуществления настоящее изобретение относится к способу снижения веса полиэтилентерефталатной бутылки, включающему:
1) раздувку преформы с образованием бутылки;
где преформа содержит полиэтилентерефталат в диапазоне от 60% до 99% по весу и полиэтиленфурандикарбоксилат в диапазоне от 1% до 40% по весу, при этом степень переэтерификации между полиэтилентерефталатом и полиэтиленфурандикарбоксилатом находится в диапазоне от 0,1 до 99,9%;
где скорость проникновения кислорода, скорость проникновения диоксида углерода и/или скорость проникновения водяного пара меньше значений для бутылки, состоящей из PET-полимера и имеющей вес, который в 1,05-1,54 раза больше, чем вес бутылки из PEF/PET, или равняются им, и
где степень вытяжки по площади находится в диапазоне от 5 до 25.
Способ ʺснижения веса полиэтилентерефталатной бутылкиʺ путем раздувки преформы с образованием бутылки относится к весу преформы, содержащей полиэтилентерефталат и полиэтиленфурандикарбоксилат, относительно веса преформы, состоящей из полиэтилентерефталата. С целью снижения веса бутылки получают преформу, при чем преформа содержит полиэтилентерефталат в диапазоне от 60% до 99% по весу и полиэтиленфурандикарбоксилат от 1% до 40% по весу, и преформа из PEF/PET весит на 5-35% меньше, чем преформа из PET, в то же время бутылка, полученная из преформы, характеризуется скоростью проникновения газов, которая меньше значения для бутылки идентичной формы, состоящей из PET, или равняется ей.
В других вариантах осуществления настоящее изобретение относится к способу, включающему:
i) нагревание смеси, содержащей полиэтиленфурандикарбоксилат в диапазоне от 1% до 40% по весу и полиэтилентерефталат в диапазоне от 60% до 99% по весу с образованием расплава полимеров, в котором проценты по весу приведены в пересчете на общий вес расплава полимеров; и
ii) получение преформы из расплава полимеров, где:
степень переэтерификации между полиэтиленфурандикарбоксилатом и полиэтилентерефталатом находится в диапазоне от 0,1% до 99,9%.
Способ может дополнительно включать этап:
iii) раздувки преформы с образованием бутылки, где степень вытяжки по площади бутылки находится в диапазоне от 5 до 25.
Данный способ включает первый этап:
i) нагревание смеси, содержащей полиэтиленфурандикарбоксилат в диапазоне от 1% до 40% по весу и полиэтилентерефталат в диапазоне от 60% до 99% по весу с образованием расплава полимеров, в котором проценты по весу приведены в пересчете на общий вес расплава полимеров.
Нагревание смеси можно выполнять с применением любой из известных методик нагрева. Как правило, этап нагревания может проходить в устройстве, которое также можно использовать для получения преформы, например, с применением экструдера и/или машины для литьевого формования. В некоторых вариантах осуществления смесь содержит или по существу состоит из 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39 или 40% по весу полиэтиленфурандикарбоксилата в пересчете на общий вес полиэтилентерефталата и полиэтиленфурандикарбоксилата, может быть смешана в виде частиц с получением требуемого весового соотношения с образованием смеси перед нагреванием смеси. В других вариантах осуществления требуемые значения весовых процентов PET и PEF можно подавать по отдельности в одну и ту же или в разные зоны нагрева экструдера. Частицы могут находиться в форме, например, порошков, хлопьев, гранул или их комбинации.
Смесь частиц можно подавать в экструдер, где смесь вводится в одну или несколько зон нагрева и проходит по меньшей мере по части длины экструдера с образованием расплава полимеров. В экструдере расплав полимеров может подвергаться воздействию одной или нескольких зон нагрева, причем каждая независимо эксплуатируется при одинаковой или разных температурах. Зоны нагрева, как правило, эксплуатируются при температуре в диапазоне от 230 °C до 325 °C, и экструдер обеспечивает по меньшей мере некоторое смешивание расплава полимеров. В других вариантах осуществления температура может находиться в диапазоне от 240 °C до 320 °C, или от 250 °C до 310 °C, или от 260 °C до 300 °C. Близкий контакт полиэтилентерефталата и полиэтиленфурандикарбоксилата в расплаве полимера может обеспечить некоторую степень переэтерификации между двумя полимерами, с образованием, таким образом, смеси, содержащей или по существу состоящей из PET, PEF и сополимера, содержащего повторяющиеся единицы обоих полимеров. Степень переэтерификации может находиться в диапазоне от 0,1% до 99,9%. В других вариантах осуществления степень переэтерификации между PET и PEF может находиться в диапазоне от 10 до 90%, или от 20 до 80%, или от 30 до 80%, или от 40 до 80%, или от 50 до 70%, или от 40 до 65%. В других вариантах осуществления степень переэтерификации может составлять 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64, 65, 66, 67, 68, 69, 70, 71, 72, 73, 74, 75, 76, 77, 78, 79, 80, 81, 82, 83, 84, 85, 86, 87, 88, 89, 90, 91, 92, 93, 94, 95, 96, 97, 98 или 99%. В зависимости от степени переэтерификации готовый продукт может обеспечивать образование относительно гомогенного продукта. В других вариантах осуществления преформа или бутылка содержит непрерывную фазу в виде полиэтилентерефталата и прерывную фазу в виде полиэтиленфурандикарбоксилата. Продукты, где PEF образует дискретную фазу внутри непрерывной фазы PET, могут называться смесью «соль с перцем» или маточной смесью. Когда доля полиэтиленфурандикарбоксилата составляет более 40% по весу, становится сложнее получать бутылки, имеющие непрерывную фазу в виде PET и прерывную фазу в виде PEF.
Способ также включает этап ii) получения преформы из расплава полимеров. Расплав полимеров, полученный на этапе i), может быть подвергнут литьевому формованию в литейной форме, имеющей форму преформы. Как правило, литьевая форма определяется полостью негативной формы, установленной на пластине, обеспечивающей полость, и сердечником позитивной формы, установленным на пластине с сердечником. Две части литейной формы удерживаются вместе усилием, например, с помощью зажима и расплавленная смесь полимеров впрыскивается в форму. Преформу охлаждают или позволяют ей остыть. Части формы можно разделить и извлечь преформу из литейной формы. Преформа может иметь ряд форм и размеров в зависимости от требуемой формы и размера получаемой из преформы бутылки.
Способ может также включать этап III) раздувки преформы с образованием бутылки. В некоторых вариантах осуществления бутылку можно выдувать из преформы вскоре после получения преформы, т. е. пока преформа все еще сохраняет достаточно тепла для формования в бутылку, например, вскоре после получения в течение промежутка до приблизительно 1 часа. В других вариантах осуществления преформу можно охлаждать и необходимая бутылка может быть образована позже, через промежуток, составляющий более чем от 1 часа до 1 года или более после получения преформы. Как правило, преформу подвергают формованию с раздувом с образованием бутылки при температуре в диапазоне от 100 °C до 110 °C с применением любой из известных методик формования с раздувом. При формовании преформы в бутылку преформа растягивается по двум осям. Объем растягивания от изначальных размеров преформы до размеров бутылки можно применять для определения степени вытяжки по площади. Также было установлено, что степень вытяжки по площади бутылки может влиять на скорость проникновения газов. ʺСтепень вытяжки по площадиʺ обозначает результат умножения степени осевой вытяжки на степень кольцевой вытяжки. Фраза ʺстепень осевой вытяжкиʺ означает соотношение (рабочая высота бутылки)/(рабочая длина преформы). Фраза ʺстепень кольцевой вытяжкиʺ означает соотношение (максимальный внутренний диаметр бутылки)/(внутренний диаметр преформы). В некоторых вариантах осуществления степень вытяжки по площади может находиться в диапазоне от 13 до 20, или от 14 до 19, или от 15 до 19, или от 15,5 до 19. В других вариантах осуществления степень вытяжки по площади может представлять собой любое число в диапазоне от 6 до 25, или от 7 до 25, или от 8 до 25, или от 9 до 25, или от 10 до 25, или от 11 до 25, или от 12 до 25, или от 13 до 25, или от 14 до 25, или от 15 до 25, или от 16 до 25, или от 17 до 25. В других вариантах осуществления степень вытяжки по площади может представлять собой любое число в диапазоне от 12 до 25, или от 12 до 24, или от 12 до 23, или от 12 до 21, или от 12 до 20, или от 12 до 19, или от 12 до 18. В других вариантах осуществления степень вытяжки по площади может представлять собой любое число в диапазоне от 6 до 24, или от 7 до 23, или от 8 до 22, или от 9 до 21, или от 10 до 20. В других дополнительных вариантах осуществления степень вытяжки по площади может находиться в диапазоне от 12 до 20, или от 13 до 19, или от 14 до 18.
В вышеупомянутом описании идеи были раскрыты со ссылкой на конкретные варианты осуществления. Однако специалисту в данной области техники будет понятно, что могут быть выполнены различные модификации и изменения без отклонения от объема настоящего изобретения, определенного нижеследующей формулой изобретения.
Выгоды, другие преимущества и решения задач были описаны выше со ссылкой на конкретные варианты осуществления. Однако выгоды, преимущества, решения задач и любое(-ые) свойство(-а), которое(-ые) могут вызвать проявление или установление более выраженными какой-либо выгоды, преимущества или решения, не следует толковать как критические, требуемые, или являющиеся неотъемлемым признаком какого-либо варианта осуществления или всех вариантов осуществления.
Следует отметить, что определенные признаки, которые для ясности описаны в данном документе в контексте отдельных вариантов осуществления, могут также быть представлены в комбинации в одном варианте осуществления. И наоборот, различные признаки, которые для краткости описаны в контексте одного варианта осуществления, могут быть представлены отдельно или в любой дополнительной комбинации. Кроме того, ссылка на значения, указанные в диапазонах значений, включает каждое и любое значение внутри такого диапазона.
Идеи, раскрытые в данном документе, будут дополнительно описаны в следующих примерах, которые не ограничивают объем настоящего изобретения, описанный в формуле изобретения. Все доли и процентные значения являются весовыми, если не указано иное. Примеры, подготовленные в соответствии со способом или способами по настоящему изобретению, обозначены числовыми значениями.
Неограничивающие примеры способов, раскрытых в данном документе включают следующее.
Вариант осуществления 1. Способ снижения веса бутылки из полиэтилентерефталата (PET), включающий:
a) замену полиэтилентерефталата полиэтиленфурандикарбоксилатом (PEF) в диапазоне от 1% до 40% по весу;
где бутылка из PEF/PET характеризуется скоростью проникновения кислорода, скоростью проникновения диоксида углерода и/или скоростью проникновения воды, которые меньше значений для бутылки идентичной формы, состоящей из полиэтилентерефталатного полимера и имеющей вес, который в 1,05-1,54 раза больше, чем вес бутылки из PEF/PET, или равняются им;
где степень переэтерификации полиэтилентерефталата и полиэтиленфурандикарбоксилата находится в диапазоне от 0,1 до 99,9%, и
где бутылка характеризуется степенью вытяжки по площади в диапазоне от 5 до 25.
Вариант осуществления 2. Способ снижения веса бутылки из полиэтилентерефталата (PET), включающий:
1) раздувку преформы с образованием бутылки;
где преформа содержит полиэтилентерефталат в диапазоне от 60% до 99% по весу и полиэтиленфурандикарбоксилат от 1% до 40% по весу, и при этом степень переэтерификации между полиэтилентерефталатом и полиэтиленфурандикарбоксилатом находится в диапазоне от 0,1 до 99,9%;
где скорость проникновения кислорода, скорость проникновения диоксида углерода и/или скорость проникновения водяного пара меньше значений для бутылки идентичной формы, состоящей из PET-полимера и имеющей вес, который в 1,05-1,54 раза больше, чем вес бутылки из PEF/PET, или равняются им, и
где степень вытяжки по площади находится в диапазоне от 5 до 25.
Вариант осуществления 3. Способ в соответствии с вариантом осуществления 1 или 2, где количество полиэтиленфурандикарбоксилата находится в диапазоне от 2 до 30% по весу в пересчете на общее количество полиэтилентерефталата и полиэтиленфурандикарбоксилата.
Вариант осуществления 4. Способ по любому из вариантов осуществления 1, 2 или 3, где бутылка имеет степень вытяжки по площади в диапазоне от 10 до 20.
Вариант осуществления 5. Способ по любому из вариантов осуществления 1, 2, 3 или 4, где степень переэтерификации находится в диапазоне от 10% до 90%.
Вариант осуществления 6. Способ по любому из вариантов осуществления 1, 2, 3, 4 или 5, где полиэтиленфурандикарбоксилат содержит катализатор на основе алкоксида титана, и полиэтилентерефталат содержит катализатор на основе сурьмы.
Вариант осуществления 7. Способ по любому из вариантов осуществления 1, 2, 3, 4, 5 или 6, где бутылка содержит непрерывную фазу в виде полиэтилентерефталата и прерывную фазу в виде полиэтиленфурандикарбоксилата.
Вариант осуществления 8. Способ по любому из вариантов осуществления 1, 2, 3, 4, 5, 6 или 7, где полиэтиленфурандикарбоксилат имеет средневесовую молекулярную массу в диапазоне от 150 до 300000 дальтон.
Вариант осуществления 9. Способ по любому из вариантов осуществления 1, 2, 3, 4, 5, 6, 7 или 8, где бутылка является однослойной бутылкой, или где бутылка является многослойной бутылкой.
Вариант осуществления 10. Способ, включающий:
i) нагревание смеси, содержащей полиэтиленфурандикарбоксилат от 1% до 40% по весу и полиэтилентерефталат от 60% до 99% по весу с образованием расплава полимеров, в котором проценты по весу приведены в пересчете на общий вес расплава полимеров; и
ii) получение преформы из расплава, где:
степень переэтерификации между полиэтилентерефталатом и полиэтиленфурандикарбоксилатом находится в диапазоне от 0,1 до 99,9%.
Вариант осуществления 11. Способ в соответствии с вариантом осуществления 10, дополнительно включающий:
iii) раздувку преформы с образованием бутылки.
Вариант осуществления 12. Способ по любому из вариантов осуществления 10 или 11, где смесь содержит частицы полиэтилентерефталата и частицы полиэтиленфурандикарбоксилата.
Вариант осуществления 13. Способ по любому из вариантов осуществления 10, 11 или 12, где степень переэтерификации находится в диапазоне от 10% до 90%.
Вариант осуществления 14. Способ по любому из вариантов осуществления 10, 11, 12 или 13, где полиэтиленфурандикарбоксилат содержит алкоксид титана, и полиэтилентерефталат содержит сурьму.
Вариант осуществления 15. Способ по любому из вариантов осуществления 10, 11, 12, 13 или 15, где преформа содержит непрерывную фазу в виде полиэтилентерефталата и прерывную фазу в виде полиэтиленфурандикарбоксилата.
Вариант осуществления 16. Способ по любому из вариантов осуществления 10, 11, 12, 13, 14 или 15, где полиэтиленфурандикарбоксилат имеет средневесовую молекулярную массу в диапазоне от 150 до 300000 дальтон.
Вариант осуществления 17. Способ по любому из вариантов осуществления 10, 11, 12, 13, 14, 15 или 16, где бутылка имеет скорость проникновения кислорода или скорость проникновения диоксида углерода, которые меньше значений для бутылки идентичной формы, полученной из преформы из PET, имеющей вес, который в 1,05-1,54 раза больше веса преформы из PEF/PET, или равняются им.
Вариант осуществления 18. Способ по любому из вариантов осуществления 10, 11, 12, 13, 14, 15, 16 или 17, где преформа представляет собой однослойный полимер, или где преформа представляет собой многослойную структуру, содержащую два или более слоев.
Вариант осуществления 19. Способ по любому из вариантов осуществления 10, 11, 12, 13, 14, 15, 16, 17 или 18, где количество полиэтиленфурандикарбоксилата находится в диапазоне по меньшей мере от 1% по весу до менее чем или равняется 30% по весу.
Вариант осуществления 20. Способ по любому из вариантов осуществления 10, 11, 12, 13, 14, 15, 16, 17, 18 или 19, где бутылка имеет степень вытяжки по площади в диапазоне от 10 до 20.
ПРИМЕРЫ
Материалы
Поли(этилен-2,5-фурандикарбоксилат) (PEF) синтезировали в соответствии со способом ниже.
Применяемый полиэтилентерефталат представлял собой полиэтилентерефталат POLYCLEAR® 1101, имеющий характеристическую вязкость 0,86 дл/г, доступный от Auriga Polymers, Inc. Спартанберг, Южная Каролина.
СПОСОБЫ ИСПЫТАНИЙ
Характеристическая вязкость
Характеристическую вязкость (IV) определяли с применением способа Goodyear R-103B Equivalent IV, с применением PET T-3, DuPontTM SELAR® PT-X250, DuPontTM SORONA® 2864 в качестве стандартов для калибровки на VISCOTEK® Forced Flow Viscometer Model Y-501C. Метиленхлорид был растворителем-носителем, и смесь 50/50 метиленхлорид/трифторуксусная кислота была растворителем полимера. Образцы готовили при 0,4% (вес/об.) и встряхивали в течение ночи при комнатной температуре.
Хроматография взаимодействия полимеров (IPC)
IPC применяли для наблюдения за степенью переэтерификации в смеси сложных полиэфиров, а также для анализа гетерогенности химического состава и микроструктуры смесей сложных полиэфиров с применением хроматографической системы Alliance 2690TM от Waters Corporation (Милфорд, Массачусетс) с помощью спектрометра Waters PDA UV/Vis модель 2996 и испарительного детектора светорассеяния ELSD 1000 от Agilent Technologies (США). В колонке 4,6×150-мм для HPLC на основе диоксида кремния NovaPakTM C18 от Waters использовали подвижную фазу с линейным градиентом H2O-1,1,1,3,3,3-гексафтор-2-пропанол (HFIP) (от 20 до 100% HFIP). Хроматографию проводили при 35 °С, скорости потока 0,5 мл/мин, с УФ-спектром, полученным при разных длинах волн, с использованием объема пробы 10 микролитров (мкл). Данные собирали и анализировали с помощью программного обеспечения Waters Empower Version 3, настроенного для IPC-анализов.
Образцы полимеров получали растворением в чистом HFIP в течение по меньшей мере 4 часов при комнатной температуре при умеренном перемешивании. Концентрации образцов полимеров выбирали близкими к 1 миллиграмм/миллилитр. Растворы образцов полимеров фильтровали с помощью 0,45-мкм мембранного фильтра PTFE перед введением в хроматографическую систему. Из-за повседневных отклонений значений времени удерживания соответствующие растворы гомополимеров анализировали одновременно со смешанными образцами.
Определение переэтерификации посредством IPC
Степень переэтерификации определяли с помощью способа IPC. Такой подход позволяет разделять сложные полимеры по полярности (химическому аспекту) полимерных цепей, а не по их молекулярному размеру, что делает этот подход дополняющим эксклюзионную хроматографию (SEC). При применении со смесями полимеров и/или сополимеров с помощью IPC разделяют макромолекулы по химическому составу и по микроструктуре, например, по степени блочности. Таким образом, как показано в Y. Brun, P. Foster, Characterization of synthetic copolymers by interaction polymer chromatography: separation by microstructure, J. Sep. Sci. 2010, v. 33, pp. 3501-351, сополимерные цепи элюируются между соответствующими гомополимерными цепями, и удерживание всегда увеличивается со степенью блочности. Например, статистический сополимер A/B (50/50) элюируется позже, чем чередующийся сополимер, но перед блок-сополимером такого же состава (50/50). Если образец сополимера содержит цепи с различным химическим составом, IPC фракционирует их по такому составу и, таким образом, обнаруживает распределение химического состава сополимера. Аналогично оценку химической гетерогенности, обусловленной микроструктурой цепей (блочностью), также можно получить из IPC-экспериментов.
Был разработан способ IPC разделения смесей ароматических сложных полиэфиров и сложных полиэфиров на основе фуранов по химическому аспекту полимерных цепей для оценки степени переэтерификации в полимерных цепях. В крайнем случае полимерной смеси без какой-либо реакции обмена полученная кривая IPC обеспечит два пика, соответствующих исходным гомополимерам. В другом крайнем случае полной переэтерификации: один узкий пик, соответствующий статистическому сополимеру, будет элюироваться в положении между двумя пиками гомополимеров. Время удерживания вершины данного пика зависит от состава сополимера и степени его блочности, которую можно количественно определить по значению коэффициента блочности (B)- (см. описание ниже). Во всех промежуточных случаях частичной переэтерификации хроматограмма IPC будет описываться широкой многовершинной кривой, представляющей фракции разной степени переэтерификации.
Испытание газобарьерных свойств
Полученные образцы (бутылки) испытывали на барьерные свойства относительно кислорода (O2), характеризуемые как скорость пропускания (кубические сантиметры (см3)/[упаковка.день.атм.], измеренная при 22 °C, относительной влажности 50% (RH) внешняя) в соответствии со способом ASTM F1307. Подробности условий испытаний приведены ниже.
Испытание на скорость пропускания кислорода.
Испытательная установка: MOCON OX-TRAN® 2/61 (бутылки)
Температура: 22 °C
Внешние условия: 50% RH
Проникающее вещество: 100%-ный кислород
Бутылки испытывали на барьерные свойства относительно диоксида углерода (CO2), характеризуемые как срок хранения (в неделях при 22 °C, 0% внутренней RH, 50% внешней RH) в соответствии со способом FTIR, описанным в US 5473161, полный объем которого включен в данный документ посредством ссылки. По общепринятым стандартам срок хранения определялся как время, за которое упаковка продемонстрирует потерю 21,4% общего изначального насыщения углекислотой. Целевое изначальное насыщение углекислотой было установлено на уровне 4,2 объема CO2 на один объем упаковки и обеспечивалось посредством определенной массы сухого льда. Подробности условий испытаний приведены ниже.
Испытание срока хранения по диоксиду углерода.
Температура: 22 °C
Внешние условия: 50% RH
Проникающее вещество: 100%-ный диоксид углерода
Синтез поли(этилен-2,5-фурандикарбоксилата) (PEF) 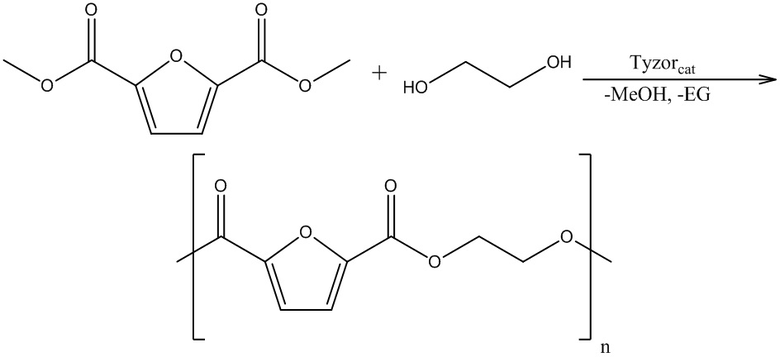
Этап 1. Получение форполимера PEF путем поликонденсации MEG и FDME
2,5-фурандиметиловый сложный эфир (27000 г), моноэтиленгликоль (18201 г), бутоксид титана(IV) (30,0 г) загружали в реактор из нержавеющей стали с мешалкой объемом 56 л, снабженный валом-мешалкой, перемешивающим устройством и колонной-конденсатором. Осуществляли продувку азотом и начинали перемешивание при 51 об/мин с образованием суспензии. При перемешивании реактор подвергали слабой продувке азотом для поддержания инертной атмосферы. Пока реактор нагревали до заданного значения 245 °С, выделение метанола начиналась при температуре партии материала приблизительно 155 °С. Дистилляция метанола продолжалась в течение приблизительно 165 минут, в течение этого времени температура партии материала повышалась со 155 °C до 245 °C. После завершения дистилляции метанола запускали вакуумную рампу, с помощью которой уменьшали давление с 760 торр до 1 торр в течение периода, составляющего 185 минут. Смесь при 1 торр оставляли под вакуумом и перемешивали в течение приблизительно 225 мин, достигая минимального значения давления приблизительно 0,98 торр в дополнение к периодическому уменьшению скорости перемешивания, после чего использовали азот для повышения давления в сосуде обратно до 760 торр.
Форполимер PEF извлекали путем откачивания расплава через выходной клапан в нижней части сосуда, снабженный головкой с шестью отверстиями, в ванну водяного охлаждения. Образующиеся таким образом нити пропускали через гранулятор, снабженный воздушным соплом для высушивания полимера до сухого состояния с резкой полимерной нити на гранулы. Выход составлял примерно 15210 г, IV ~ 0,49 дл/г.
Этап 2. Получение высокомолекулярного полимера PEF путем твердофазной полимеризации форполимера PEF, полученного на этапе 1
Для увеличения молекулярной массы форполимера PEF (описанного выше) проводили твердофазную полимеризацию с применением вращающейся двухконусной сушилки. Закаленный и гранулированный форполимер PEF первоначально кристаллизовали, помещая материал во вращающуюся двухконусную сушилку, затем нагревая гранулы посредством продувки азотом до 145 °C в течение 4 часов. После удаления любых мелких или крупных частиц кристаллизованный форполимер PEF помещали обратно во вращающуюся двухконусную сушилку и температуру повышали до 200 °C в вакууме для набора молекулярной массы в течение общего периода в 54 часа. Печь выключали и обеспечивали охлаждение гранул. Полученные гранулы характеризовались измеренным значением IV ~0,82 дл/г.
Пример 1. Смеси PEF/PET для низкотемпературного литьевого формования преформ, раздувка бутылки объемом 500 мл и демонстрация срока хранения бутылки, обогащенной углекислотой
PET высушивали в течение ночи под вакуумом при 145 °C перед обработкой. PEF высушивали в течение ночи под вакуумом при 155 °C перед обработкой. Высушенные гранулы PEF и PET по отдельности взвешивали и объединяли в пакетах Mylar® для создания смесей, содержащих 10-40 вес. % PEF, перед литьевым формованием с помощью 23,3-г литейной формы для преформы. Пакеты с образцами встряхивали руками перед формованием для обеспечения гомогенного перемешивания гранул. Для каждого состояния соответствующий пакет Mylar® вскрывали и закрепляли вокруг отверстия для подачи Arburg 42 °C для обеспечения гравиметрической подачи. Литьевое формование преформ осуществляли на Arburg 42 °C с наконечником с обогреваемым литником с клапаном и 35-мм шнековой конфигурацией общего назначения. Условия литьевого формования оптимизировали для получения приемлемых преформ с минимальным количеством напряжений при отливке в одно целое и без видимых дефектов при указанной минимальной температуре цилиндра 270 °C. В таблице 1 представлены условия литьевого формования, применяемые для каждого образца.
Применяемым для раздувки бутылок преформам позволяли прийти в состояние равновесия при температуре и относительной влажности окружающей среды в течение как минимум 12 часов перед раздувкой бутылки. Формованные преформы подвергали формованию с раздувом и вытяжкой в бутылки объемом 500 мл при условиях, перечисленных в таблице 2, таким образом, они были окончательно оформлены с обеспечением оптимального распределения веса и сходной толщины боковой стенки полученной бутылки для каждого состояния. Все бутылки выдували на лабораторной машине для формования с раздувом и вытяжкой с повторным нагревом Sidel SBO1/2. Условия формования с раздувом, перечисленные в таблице 2, применяли для получения бутылок объемом 500 мл с ровной стенкой. Выбранное конструктивное исполнение преформы и конструктивное исполнение бутылки обуславливают то, что смесь PEF/PET подвергается направленному удлинению во время раздувки бутылки, описанному при помощи следующих значений степени вытяжки: 2,4 (осевая), 4,9 (радиальная), по площади (11,8). Из-за наличия PEF и характерно отличающихся свойств материала, связанных с PEF, ожидается, что условия раздувки бутылок будут значительно отличаться от условий, обычно связанных с PET. Из-за применения смесей PEF в PET при низких концентрациях (<50%) технологические параметры, связанные как с формованием преформы, так и с раздувкой бутылки, попадают в диапазоны, традиционные при получении бутылок из PET, как показано в таблицах 1 и 2. Разница в процентах касательно технологических параметров относительно контрольного образца из PET, формованного при 270 °С, для каждого параметра раздувки бутылки, как правило, возрастала вместе с увеличением значения вес. % PEF в смеси. Бутылки со сходной толщиной стенки и заданным распределением веса получали с 10-40% PEF в смесях с PET при сохранении возможности применения конструкционного исполнения преформы, конструкционного исполнения бутылки, условий литьевого формования и условий раздувки бутылки, традиционных для PET.
Полученные из смеси PEF/PET бутылки объемом 500 мл испытывали под давлением для подтверждения их способности поддерживать минимальное давление 150 фунтов/кв. дюйм. Минимум 12 бутылок для каждого состояния подвергали анализу на предмет потери насыщения углекислотой посредством способа FTIR (описанного выше) в течение семи недель для обеспечения возможности оценки срока хранения в газированном состоянии. Данные о сроках хранения бутылок приведены в таблице 7.
Таблица 1. Условия низкотемпературного (270 °C) литьевого формования для преформ из смеси PEF/PET
Таблица 2. Условия формования с раздувом и вытяжкой бутылок объемом 500 мл из преформ из смеси PEF/PET, формованных при низкой температуре (270 °C)
Пример 2. Смеси PEF/PET для высокотемпературного литьевого формования преформ, раздувка бутылки объемом 500 мл и демонстрация срока хранения бутылки, обогащенной углекислотой
Условия литьевого формования для состояний, описанных в примере 2, оптимизировали для получения приемлемых преформ с минимальным количеством напряжений при отливке в одно целое и без видимых дефектов при минимальной температуре цилиндра 290 °C. В таблице 3 представлены условия литьевого формования, применяемые для каждого образца. Все остальные этапы осуществляли в соответствии с особенностями, описанными в примере 1.
Процесс формования с раздувом и вытяжкой осуществляли в соответствии с особенностями, описанными в примере 1. Условия формования раздувом, перечисленные в таблице 4, использовались для того же конструктивного исполнения бутылки, что и в примере 1, с получением бутылок объемом 500 мл. Выбранное конструктивное исполнение преформы и конструктивное исполнение бутылки обуславливают то, что смесь PEF/PET подвергается направленному удлинению во время раздувки бутылки, описанному при помощи следующих значений степени вытяжки: 2,4 (осевая), 4,9 (радиальная), по площади (11,8). Из-за наличия PEF и характерно отличающихся свойств материала, связанных с PEF, ожидается, что условия раздувки бутылок будут значительно отличаться от условий, обычно связанных с PET. Из-за применения смесей PEF в PET при низких концентрациях (<50%) технологические параметры, связанные как с формованием преформы, так и с раздувкой бутылки, попадают в диапазоны, традиционные при получении бутылок из PET, как показано в таблицах 3 и 4. Разница в процентах технологических параметров относительно контрольного образца из PET, формованного при 290 °С, для каждого параметра раздувки бутылки, как правило, возрастала вместе с увеличением значения вес. % PEF в смеси. Однако в отношении соответствующего контроля PET, значения процента различий являлись, как правило, меньше чем значения для примеров, формованных при 270 °C. Бутылки со сходной толщиной стенки и заданным распределением веса получали с 10-40% PEF в смесях с PET при сохранении возможности применения конструкционного исполнения преформы, конструкционного исполнения бутылки, условий литьевого формования и условий раздувки бутылки, традиционных для PET.
Полученные из смеси PEF/PET бутылки объемом 500 мл испытывали под давлением для подтверждения их способности поддерживать минимальное давление 150 фунтов/кв. дюйм. Минимум 12 бутылок для каждого состояния подвергали анализу на предмет потери насыщения углекислотой посредством способа FTIR (описанного выше) в течение семи недель для обеспечения возможности оценки срока хранения в газированном состоянии. Данные о сроках хранения бутылок приведены в таблице 7.
Таблица 3. Условия высокотемпературного (290 °C) литьевого формования для преформ из смеси PEF/PET
Таблица 4
Сравнительный пример A. Получение бутылок из PEF объемом 500 мл в отсутствие PET
Гранулы PEF отдельно взвешивали в пакетах Mylar для получения образца из 100 вес. % PEF при полном отсутствии PET. Данный образец использовали для литьевого формования преформ, для которых с целью сведения к минимуму количества напряжений при отливке в одно целое в преформе была установлена температура цилиндра, что привело к минимальной температуре цилиндра в 250 °С и всем остальным условиям, указанным в таблице 5. Соответствующие преформы подвергали формованию с раздувом и вытяжкой в бутылки объемом 500 мл при условиях, перечисленных в таблице 6, таким образом, они были окончательно оформлены с обеспечением оптимального распределения веса и сходной толщины боковой стенки полученной бутылки для каждого состояния. Конструкционные исполнения преформы и литейной формы для бутылки были такими же, как в примерах 1 и 2. Выбранное конструктивное исполнение преформы и конструктивное исполнение бутылки обуславливают то, что смесь PEF/PET подвергается направленному удлинению во время раздувки бутылки, описанному при помощи следующих значений степени вытяжки: 2,4 (осевая), 4,9 (радиальная), по площади (11,8). Из-за отсутствия PET и характерно отличающихся свойств материала, связанных с PEF, условия раздувки бутылки значительно отличались от условий, обычно связанных с PET. Бутылки получали и оценивали, но способ раздувки бутылок считали несовместимым. Предсказуемой толщины стенки и значений распределения веса материала в бутылке невозможно было воспроизвести повторно при одном наборе условий раздувки бутылки. Лучшие примеры полученных бутылок испытывали под давлением на предмет поддержания минимального давления в 150 фунтов/кв. дюйм. Минимум 12 бутылок для каждого состояния подвергали анализу на предмет потери насыщения углекислотой посредством способа FTIR (описанного выше) в течение семи недель для обеспечения возможности оценки срока хранения в газированном состоянии. Данные о сроках хранения бутылок приведены в таблице 7 для сравнения.
Сравнительный пример B. Получение бутылки из PET объемом 500 мл при отсутствии PEF
Гранулы PET отдельно взвешивали в пакетах Mylar для получения образцов из 100 вес. % PET при полном отсутствии PEF. Данные образцы применяли для литьевого формования преформ, где минимальная температура цилиндра удерживалась на уровне либо 270 °C, либо 290 °C, и все остальные условия соответствовали указанным в таблице 5. Соответствующие преформы подвергали формованию с раздувом и вытяжкой в бутылки объемом 500 мл при условиях, перечисленных в таблице 6, таким образом, они были окончательно оформлены с обеспечением оптимального распределения веса и сходной толщины боковой стенки полученной бутылки для каждого состояния. Конструктивные исполнения преформы и литейной формы для бутылки были такими же, как и в примерах 1 и 2 и сравнительном примере A. Выбранное конструктивное исполнение преформы и конструктивное исполнение бутылки обуславливают то, что смесь PEF/PET подвергается направленному удлинению во время раздувки бутылки, описанному при помощи следующих значений степени вытяжки: 2,4 (осевая), 4,9 (радиальная), по площади (11,8). Из-за отсутствия PEF и характерно отличающихся свойств материала, связанных с PEF, условия раздувки бутылки соответствовали условиям, обычно связанным с PET. Полученные бутылки испытывали под давлением на предмет поддержания минимального давления в 150 фунтов/кв. дюйм. Минимум 12 бутылок для каждого состояния подвергали анализу на предмет потери насыщения углекислотой посредством способа FTIR (описанного выше) в течение семи недель для обеспечения возможности оценки срока хранения в газированном состоянии. Данные о сроках хранения бутылок приведены в таблице 7 для сравнения.
Таблица 5
Таблица 6
Испытание газобарьерных свойств неизмененных после получения бутылок
Неизмененные после получения из смеси PEF/PET бутылки объемом 500 мл из примеров 1-3 и примеров 4-6, бутылку из PEF из сравнительного примера A и бутылки из PET из сравнительных примеров B и C испытывали под давлением для подтверждения их способности сохранять минимальное давление в 150 фунтов/кв. дюйм. Минимум 12 бутылок для каждого состояния подвергали анализу на предмет потери насыщения углекислотой посредством способа FTIR (описанного выше) в течение семи недель для обеспечения возможности оценки срока хранения в газированном состоянии. Данные о сроках хранения бутылок приведены в таблице 7.
Таблица 7
(вес. %)
(°C)
(%)
поглощение
(% CO2)
*Средний срок хранения (недели) 12 бутылок экстраполировали до потери 21,4% при 22 °С, 50% RH.
†Определяется из наклона линейной регрессии, соответствующего потере насыщения углекислотой, измеренной способом FTIR.
‡Определяется из отрезка, отсекаемого на оси y, линейной регрессии, соответствующего потере насыщения углекислотой, измеренной способом FTIR.
В таблице 7 приведены составы бутылок, представляющие смешанные в расплаве смеси PEF и PET для литьевого формования, формованные в бутылки с ровной стенкой объемом 500 мл при 270 °C. В таблице 7 также приведены результаты анализа мутности бутылки (%) и срока хранения в газированном состоянии (в неделях). Данные о сроке хранения включают измерение потери насыщения углекислотой в установившемся состоянии (% CO2/неделя) и оценку комбинированных эффектов утечки и поглощения на общий срок хранения, полученных из измерения, соответствующих подбору с помощью линейной регрессии и экстраполяции до потери 21,4% CO2 от изначального насыщения.
Представленные в данном документе смеси PEF/PET обеспечивают возможность достичь диапазона значений срока хранения, превышающих значения срока хранения, характерного для бутылок из 100%-ного PET, в то же время обеспечивая непредусмотренную способность получать бутылки из смеси в тех же или очень схожих с PET условиях. Применение PEF при 10-40 вес% в смеси с PET систематически сокращает потерю в установившемся состоянии (% CO2/нед.) для бутылок из смеси PEF/PET, при этом показано, что потеря в установившемся состоянии больше для бутылки, преформа для которой формовали при 290 °C (бутылки 4-6), чем для эквивалентной по составу бутылки формованной при более низкой температуре, так как показано для 270 °C (бутылки 1-3). Потеря в установившемся состоянии является существенным фактором, влияющим на эффективность хранения, хотя корреляция не является прямой, поскольку на срок годности также влияет утечка, поглощение и другие незначительные потери, происходящие в бутылке. Как уже упоминалось, химический состав, который определяет PEF, также определяет свойства данного материала, отличные от PET. Показано, что утечка/поглощение, испытываемые бутылкой из 100%-ного PEF (сравнительный пример А), больше, чем у контрольной бутылки из 100%-ного PET (сравнительный пример В и С). Большие значения утечки/поглощение напрямую сокращают общий измеренный срок хранения бутылки и, таким образом, неприемлемы для данного применения. Для смесей PEF/PET при 20 вес. % PEF или менее и формованных при 270 °C расчетные утечка/поглощение бутылки меньше, чем как для контрольной бутылки из 100%-ного PET, так и для бутылки из 100%-ного PEF. Для других смесей PEF/PET, включая формованные при 290 °C, расчетные утечка/поглощение бутылки больше, чем как для контрольной бутылки из 100%-ного PET, так для бутылки из 100%-ного PEF. Комбинированная эффективность бутылки на предмет потери в установившемся состоянии и утечки/поглощения сбалансированы для возможности обеспечения увеличенного срока хранения смесей PEF/PET по сравнению с контролем из 100%-ного PET, в особенности, где концентрация PEF составляет 20 вес. % или меньше.
Таблица 8
(вес. %)
(°C)
*Средний срок хранения (недели) 12 бутылок экстраполировали до потери 21,4% при 22°С, 50% RH.
В таблице 8 показано увеличение срока хранения и коэффициента улучшения барьерных свойств для различных составов бутылок из смеси PEF/PET, образованных путем литьевого формования смешанных в расплаве смесей PEF и PET в бутылки объемом 500 мл с ровной стенкой при температуре 270 °C или 290 °C. Как показано выше, присутствие PEF в количестве 10-40 вес. % в смеси PEF/PET обеспечивает улучшение в процентном выражении, как определено выше, 4-49% по сравнению с контрольной бутылкой из PET того же конструктивного исполнения, соответствующую преформу для которой формовали при той же температуре, что и для смесей PEF/PET. При 270 °C % увеличения и коэффициент BIF улучшались с ростом количества PEF от 10 вес. % до 40%. Однако при 290 °C как % увеличения, так и коэффициент BIF возрастали с ростом количества PEF от 10 вес. % до 20%, но затем снижались с дальнейшим ростом количества PEF до 40 вес. %.
Получение форполимера PEF №2 путем поликонденсации моноэтиленгликоля и диметилового сложного эфира фурандикарбоновой кислоты
2,5-фурандиметиловый сложный эфир (27000 г), моноэтиленгликоль (18201 г), бутоксид титана(IV) (38,0 г) загружали в реактор из нержавеющей стали с мешалкой объемом 56 литров, снабженный валом-мешалкой, перемешивающим устройством и колонной-конденсатором. Осуществляли продувку азотом и начинали перемешивание при 51 об/мин с образованием суспензии. При нагревании выше 130°С суспензия превращалась в раствор при расплавлении FDME. При перемешивании реактор подвергали слабой продувке азотом для поддержания инертной атмосферы. Пока автоклав плавно нагревали до заданного значения 245°С, выделение метанола начиналась при температуре партии материала приблизительно 155°С. Дистилляция метанола продолжалась в течение приблизительно 250 минут, в течение этого времени температура партии материала увеличивалась со 155 °C до 220 °C. После завершения дистилляции метанола запускали вакуумную рампу, с помощью которой в течение приблизительно 165 минут уменьшали давление с 760 торр до 1 торр. Во время работы вакуумной рампы продолжали нагревание пока не достигали заданного значения 245 °C через 60 минут после завершения дистилляции метанола. Смесь при 1 торр оставляли под вакуумом и перемешивали в течение приблизительно 135 минут (мин), достигая минимального значения давления приблизительно 0,76 торр в дополнение к периодическому уменьшению скорости перемешивания, после чего использовали азот для повышения давления в сосуде обратно до 760 торр.
Форполимер PEF извлекали путем откачивания расплава через выходной клапан в нижней части сосуда в головку с шестью отверстиями, из которой осуществлялась подача шести нитей экструдата в ванну водяного охлаждения. Нити пропускали через гранулятор, снабженный воздушным соплом для высушивания форполимера PEF до сухого состояния с резкой форполимерной нити на гранулы. Выход форполимера PEF №2 составлял примерно 18150 г, и IV составляла примерно 0,52 дл/г.
Получение полимера PEF №2 путем твердофазной полимеризации форполимера PEF №2
Для увеличения молекулярной массы форполимера PEF №2 проводили твердофазную полимеризацию с применением вращающейся двухконусной сушилки. Закаленный и гранулированный форполимер PEF помещали во вращающуюся двухконусную сушилку, затем нагревая гранулы посредством продувки азотом до 145 °C в течение 4 часов (ч). После удаления любых мелких или крупных частиц форполимер PEF помещали обратно во вращающуюся двухконусную сушилку и температуру повышали до 200 °C в вакууме для набора молекулярной массы в течение общего периода в 82 часа. Печь выключали и обеспечивали охлаждение гранул. Полученный полимер PEF №2 характеризовался измеренным значением IV ~0,75 дл/г.
Получение преформ 7, 8, 9 и 10 из PEF/PET
PET высушивали в течение ночи под вакуумом при 145 °C перед обработкой. Полимер PEF №2 высушивали в течение ночи под вакуумом при 155 °C перед обработкой. Высушенные гранулы полимера PEF №2 и PET по отдельности взвешивали и объединяли в пакетах MYLAR® для создания смесей, содержащих 10 вес. % PEF, перед литьевым формованием с помощью особой литейной формы для преформы. Пакеты с образцами встряхивали руками перед формованием для обеспечения гомогенного перемешивания гранул. Для каждого состояния соответствующий пакет Mylar® вскрывали и закрепляли вокруг отверстия для подачи машины для литьевого формования Arburg 42 °C (доступной от Arburg GmbH и Co.KG, Лосбург, Германия) с целью обеспечения гравиметрической подачи. Литьевое формование преформ осуществляли с наконечником с обогреваемым литником с клапаном и 35-миллиметровой (мм) шнековой конфигурацией общего назначения. Условия литьевого формования оптимизировали для получения приемлемых преформ с минимальным количеством напряжений при отливке в одно целое и без видимых дефектов при указанных значениях температуры цилиндра. Применяли способ литьевого формования при других профилях температуры цилиндра экструдера и, в некоторых случаях, при увеличенной продолжительности цикла на одну преформу. В таблице 9 показаны условия литьевого формования, которые применялись для каждого примера 7, 8, 9 и 10.
ТАБЛИЦА 9
Степень переэтерификации
Преформы анализировали с применением IPC для определения степени переэтерификации для каждого образца. Результаты IPC для преформы 7 показывают, что 14,1% преформы представляет собой гомополимер PEF, что обеспечивает степень переэтерификации 85,9%. Результаты IPC для преформы 8 показывают, что очень малая доля преформы представляет собой гомополимер PEF, что обеспечивает степень переэтерификации приблизительно 99,9%. Результаты IPC для преформы 9 показывают, что 29,3% преформы представляет собой гомополимер PEF, что обеспечивает степень переэтерификации 70,7%. Результаты IPC для преформы 10 показывают, что 2,9% преформы представляет собой гомополимер PEF, что обеспечивает степень переэтерификации 97,1%.
Получение бутылок 7, 8, 9 и 10 из PEF/PET
Применяемым для раздувки бутылок преформам 7-10 позволяли прийти в состояние равновесия при температуре и относительной влажности окружающей среды в течение как минимум 12 часов перед раздувкой бутылки. Формованные преформы подвергали формованию с раздувом и вытяжкой в бутылки объемом 500 миллилитров (мл) с ровной стенкой при условиях, перечисленных в таблице 10, таким образом, они были окончательно оформлены с обеспечением оптимального распределения веса и сходной толщины боковой стенки полученной бутылки для каждого состояния. Все бутылки выдували на лабораторной машине для формования с раздувом и вытяжкой с повторным нагревом Sidel SBO1/2. Выбранное конструктивное исполнение преформы и конструктивное исполнение бутылки обуславливают то, что смесь PEF/PET подвергается направленному удлинению во время раздувки бутылки, описанному при помощи значений степени вытяжки и других геометрических параметров, как показано в таблице 13. Из-за высокого степени естественной вытяжки PEF ожидается, что условия раздувки бутылки будут значительно отличаться от условий, обычно связанных с PET. Однако полагают, что при применении относительно низких уровней PEF в PET (например, до 20-25 вес. %) технологические параметры, связанные как с формованием преформы, так и с раздувкой бутылки попадают в диапазоны, традиционные при получении бутылок из PET, как показано в таблицах 10 и 13. Бутылки с толщиной стенки и распределением веса, сравнимыми со стандартной бутылкой из PET получали с 10 вес. % PEF в смесях с PET при сохранении возможности применения конструкционного исполнения преформы, конструкционного исполнения бутылки, условий литьевого формования и условий раздувки бутылки, традиционных для PET.
ТАБЛИЦА 10
Сравнительные примеры. Получение бутылок и преформ из 100%-ного PET
Гранулы PET отдельно взвешивали в пакетах Mylar® для получения образцов из 100 вес. % PET при полном отсутствии PEF. Данные образцы применяли для получения преформ для литьевого формования, причем условия были такими, как описано в таблице 11. Соответствующие преформы подвергали формованию с раздувом и вытяжкой в бутылки объемом 500 мл при условиях, перечисленных в таблице 12, с целью обеспечения оптимального распределения веса и сходной толщины боковой стенки полученной бутылки для каждого состояния. Конструктивные исполнения преформы и литейной формы для бутылки были такими же, что и при применении полимера PEF №2, обеспечивая получение бутылок из PET с эквивалентными значениями степени вытяжки для бутылок 7, 8, 9 и 10 из PEF/PET, описанных выше, как показано посредством геометрических параметров бутылок в таблице 13. Условия раздувки бутылок соответствовали условиям, обычно связанным с PET. Сравнительная бутылка H считается бутылкой из PET со ʺстандартным весомʺ.
ТАБЛИЦА 11
Получение сравнительных бутылок D, E, F, G и H из PET
ТАБЛИЦА 12
ТАБЛИЦА 13
Бутылки из PEF/PET и сравнительные бутылки из PET испытывали на предмет способности осуществлять барьерную функцию для проникновения кислорода. Минимальное количество в 3 бутылки для каждого состояния анализировали на скорость пропускания кислорода. Данные о барьерных свойствах бутылок приведены в таблице 14.
ТАБЛИЦА 14
(г)
(см3/упаковка.
день.атм.)
* Процентное значение снижения проницаемости кислорода приведено на основании значения для бутылки из PET, полученной из преформы такого же конструктивного исполнения и веса.
† Процентное значение снижения проницаемости кислорода основано на снижении по сравнению со сравнительным примером H, под которым подразумевают бутылку из PET стандартного размера.
Время выдерживания расплава устанавливают для преформы и состава исходя из необходимого объема дозы, подушки, объема шнека и общей продолжительности цикла для получения одной преформы. Результаты в таблице 14 показывают, что, когда бутылки из PEF/PET сравнивают с идентичными такими же бутылками из PET того же веса, обеспечивается процентное значение снижения проницаемости кислорода на 11-27%. Исходя из величины изменения по сравнению с эталонной сравнительной бутылкой H можно видеть, что уменьшение веса бутылок из PEF/PET на 5-35% по сравнению с идентичными бутылками из PET может обеспечить значения скорости проникновения кислорода, которые меньше значений для бутылок из PET или равны им.
Настоящее изобретение относится к способам получения легких полиэтилентерефталатных бутылок. Для изготовления бутылок получают смеси поли(этиленфурандикарбоксилат)/поли(этилентерефталат) (PEF/PET), где количество PEF находится в диапазоне от 0,1% до 40% по весу в пересчете на общий вес смеси. Осуществляют литьевое формование смеси PEF/PET с образованием преформы из смеси. Далее производят формования с раздувом и вытяжкой преформы из смеси в литейной форме с образованием бутылки. Технический результат: уменьшение веса бутылки при сохранении или уменьшении скорости проникновения водяного пара, кислорода и/или диоксида углерода, что увеличивает срок хранения газированного напитка в бутылке, в сравнении с бутылкой, полученной из чистого РЕТ, при этом изготовление бутылки может осуществляться на существующем оборудовании для получения бутылок из РЕТ. 2 н. и 8 з.п. ф-лы, 14 табл., 4 пр.
1. Способ получения бутылки, включающий стадии:
a) получения смеси поли(этиленфурандикарбоксилат)/поли(этилентерефталат) (PEF/PET), где количество PEF находится в диапазоне от 0,1% до 40% по весу в пересчете на общий вес смеси;
b) литьевого формования смеси PEF/PET, полученной на стадии a), с образованием преформы из смеси;
c) формования с раздувом и вытяжкой преформы из смеси, полученной на стадии b), в литейной форме, с образованием бутылки.
2. Способ по п. 1, где количество PEF находится в диапазоне от 10% до 40% по весу в пересчете на общий вес смеси.
3. Способ по п. 1 или 2, где условия обработки на стадии b) включают литьевое формование посредством цилиндра, имеющего одну или несколько температурных зон с температурой в диапазоне от 230 °С до 325 °C; и условия обработки на этапе c) включают нагрев преформы до температуры в диапазоне 75-125 °C перед формованием раздувом и вытяжкой.
4. Способ по п. 1, где поли(этиленфурандикарбоксилат) представляет собой немодифицированный поли(этиленфурандикарбоксилат), полученный из этиленгликоля и фурандикарбоксилата или его производного.
5. Способ по п. 1, где стадия b) литьевого формования смеси PEF/PET, полученной на стадии a), с образованием преформы из смеси включает обработку смеси PEF/PET посредством цилиндра, имеющего одну или несколько температурных зон с температурой в диапазоне от 260 °C до 300 °C.
6. Способ по п. 1, где бутылка из смеси PEF/PET имеет степень вытяжки по площади в диапазоне 2-30.
7. Способ по п. 1, где стадия c) формования с раздувом и вытяжкой преформы из смеси, полученной на стадии b), в литейной форме, включает применение литейной формы для бутылки, имеющей объем в диапазоне от 59 миллилитров до 2 литров.
8. Способ по п. 4, где полученная из смеси бутылка выбрана из группы, состоящей из бутылки емкостью 8 унций, бутылки емкостью 10 унций, бутылки емкостью 12 унций, бутылки емкостью 16 унций, бутылки емкостью 500 мл, бутылки емкостью 750 мл, бутылки емкостью 1 л и бутылки емкостью 2 л.
9. Способ по п. 1, где стадии b) и c) осуществляют в комплексной машине для литьевого формования/формования с раздувом и вытяжкой или по отдельности в машине для литьевого формования и в машине для формования с раздувом и вытяжкой.
10. Способ увеличения срока хранения газированного напитка, хранящегося в бутылке, включающий упаковывание газированного напитка в бутылку, изготовленную из смеси PEF/PET, при этом количество PEF находится в диапазоне 0,1-40% по весу в пересчете на общий вес смеси.
| US 2013270212 A1, 17.10.2013 | |||
| Давид Брукс, Джефф Джайлз | |||
| Производство упаковки из ПЭТ, Санкт-Петербург, Профессия, 2006, с.21-23 | |||
| WO 2012102778 A1, 02.08.2012 | |||
| WO 2014032731 A1, 06.03.2014. |

