Настоящее изобретение относится к ламинатам с продольно-поперечной ориентацией слоев, например, к ламинатам из пленок, из которых по меньшей мере две ориентированы одноосно или неуравновешенно двухосно, где главное направление ориентации в одной из этих пленок пересекает главное направление ориентации другой пленки. Более конкретно, настоящее изобретение относится к модификациям, выполненным в соответствующем узоре, поверхностных свойств двух пленок на тех поверхностях, которые расположены внутри ламината и связаны друг с другом. Для таких модификаций узора имеются две практические причины.
Одна хорошо известная модификация внутренней поверхности в ламинате (хотя и не используемая в ламинатах с продольно-поперечной ориентацией слоев) состоит в печати текста или декоративного узора на одной из поверхностей, которая становится внутренней поверхностью. Таким образом, текст или узор не стирается с ламината при использовании.
Одним из аспектов настоящего изобретения является улучшение этого способа, но он ограничен декоративными рекламными узорами цветных пересекающихся полос, где относительно дорогой процесс печати заменяется более дешевой модификацией процесса экструзии. Более того, специальный вариант этого аспекта настоящего изобретения дает весьма необычный трехмерный эффект, как будет описано ниже.
Что касается важности визуальных эффектов в изделиях, выполненных из пластика, следует упомянуть статью в журнале «Modern Plastics' декабрь 2002, стр.50: «Visual Effects means Business», где говорится «производители рассматривают внешний вид не просто как оболочку для внутренних деталей, а как маркетинговый инструмент для дифференциации изделий и их персонализации».
Модификации внутренних поверхностей в ламинатах с продольно-поперечной ориентацией слоев (далее - «кроссламинаты»), выполненные с определенным узором, также могут использоваться, как уже предлагалось, для улучшения стойкости к распространению разрывов. Этот признак будет описан более подробно, и в этой связи будет полезно дать общее описание известной технологии получения кроссламинатов. Также для этого аспекта настоящего изобретения главной его задачей является замена относительно дорогих или менее эффективных шагов процесса недорогой модификацией процесса экструзии.
Кроссламинаты ориентированных пленок из синтетических полимерных материалов производятся в промышленном масштабе с 1968 года, и в то время главным образом использовалась технология, описанная настоящим изобретателем в патенте GBA-0792976, выданном 23 мая 1955 года. Насколько известно изобретателю, их общее мировое производство в настоящее время составляет около 30000 тонн в год. Кроссламинат используется в частности, в промышленной упаковке, например, для мешков, чехлов, укрытий, а также для укрытия дна водоемов и пр.
К полимерным материалам, используемым для этих кроссламинатов и раньше и теперь относятся главным образом полиэтилен и полипропилен разных типов, часто модифицированные смешиванием, и старый и применяемый в настоящее время процесс производства содержит шаги, при которых экструдируют трубу, которая при вытяжке ориентирована главным образом в продольном направлении, спирально разрезают эту трубу в лист с основным направлением ориентации, проходящим под углом, и непрерывно ламинируют два или более таких листа так, чтобы их основные направления ориентации пересекались. В ламинат может быть включена пленка, ориентированная главным образом в продольном направлении.
В первой коммерческой технологии, построенной на этих принципах, экструдированную трубчатую пленку, которая ориентирована расплавом в основном в продольном направлении, далее, перед спиральным разрезанием, подвергают холодному растяжению в этом направлении. В более поздней коммерческой технологии, раскрытой, например, в патенте США US-A-4039364 (Расмуссен) каждую трубчатую пленку экструдируют совместно, получая слой, который обеспечивает главным образом прочность ламината на растяжение (далее - «главный слой») и по меньшей мере один поверхностный слой (далее «первый связывающий слой») способствующий связыванию пленок, осуществляемому по меньшей мере отчасти теплом и давлением.
Также на пленках совместно экструдируют специальные слои, которые становятся внешней поверхностью ламината. Эти специальные слои выполнены с возможностью модифицирования поверхностных свойств ламината, особенно для улучшения термосвариваемости. В этой последней технологии спиральное разрезание происходит непосредственно после совместной экструзии без операции холодного растяжения, но на другой производственной линии. Однако дополнительное растяжение осуществляют, когда пленки соединяют друг с другом в сэндвич-структуру, увязанную для получения ламината или еще не связанную. Пленки растягивают в двух направлениях при относительно низкой температуре.
Поперечный компонент этого растяжения в двух направлениях осуществляют между рифлеными роликами.
В патенте US-A-5028289 (Расмуссен) и US-A-5626944 (Расмуссен) далее развивается идея растяжения между рифлеными роликами.
Практические способы выполнения спирального разрезания раскрыты в патенте US-A-5248366 (Расмуссен). В этом патенте также упомянут альтернативный способ разрезания, а именно, что трубчатой пленке можно придать спиральную ориентацию расплава при выходе из щелевой головки для совместной экструзии, которая возникает за счет относительного вращения между выходом и головкой и, затем, резание можно проводить параллельно оси или под углом к основному направлению ориентации. Этот процесс может даже регулироваться для получения листа, в котором основное направление ориентации расплава станет перпендикулярным продольному направлению листа.
Для полноты картины следует упомянуть, что в самых ранних патентах указывалось на возможность дискретного кроссламинирования и связывания на прессе полимерного пленочного материала с продольной ориентацией.
В процессе, совершенно отличающемся от описанных выше, получают кроссламинаты очень жесткого характера для использования в специальных современных изделиях. Они состоят из полимеров, которые в расплавленном или частично расплавленном состоянии представляют собой жидкие кристаллы и которые приобретают ориентацию и становятся кроссламинатами уже внутри экструзионной головки благодаря вращающимся в противоположных направлениях частям головки. Однако изделия и процесс такого типа не являются предметом настоящего изобретения.
Возвращаясь к другому типу кроссламинатов, являющемуся более бытовыми или техническими изделиями, следует отметить, что они особенно характеризуются высокой устойчивостью к прокалыванию и высокой стойкостью к распространению разрывов. Прочность термосварки в уплотнении с острой кромкой адекватна, когда для поверхностных слоев ламината выбран подходящий полимер с пониженной температурой плавления, в то же время необходимо, если требуется хорошая стойкость шва к тепловому удару в сварном шве отслаиваемого типа, которая обычно требуется в промышленных мешках с такими сварными швами, принимать особые меры предосторожности. Такие меры предосторожности описаны в патентах того же изобретателя US-A-5205650 и WO-A-98/23434.
Как упоминалось выше, кроссламинаты могут обладать особой стойкостью к распространению разрывов, однако при условии относительно низкой прочности связи. Из-за неуравновешенной ориентации в отдельных пленках и пересечения основных направлений ориентации, в одной пленке разрыв будет стремиться распространиться в одном направлении, а в другой - в другом. Таким образом, возникнет тенденция к устранению связи в точках концентрации сил и, если эта тенденция станет достаточно выраженной, разрыв «уйдет» под локальное отслоение и «влияние надреза» при разрыве будет почти устранено.
Тем самым, в общем смысле, возникнет «конкуренция» между адгезивными силами, которые пытаются противодействовать отслоению, и когезионными силами в каждой пленке, которые пытаются препятствовать разрыву или потоку в каждом направлении, которое не параллельно основному направлению ориентации. Указанные адгезивные силы (все еще в общем смысле) не зависят от толщины пленок, тогда как когезионные силы в основном пропорциональны толщине пленок, когда все остальные параметры не меняются. Вследствие такой «конкуренции» «тонкие» кроссламинаты будут обладать или относительно слабой стойкостью к распространению разрывов, или относительно высокой тенденцией к расслоению. Для кроссламинатов относительно «толстых» слоев эта проблема не столь серьезна. Для мешков такая «конкуренция» обычно не составляет проблемы, поскольку заполненные мешки обычно не подвергаются воздействию расслаивающих сил, что означает, что можно выбрать низкую прочность связи, но эта проблема приобретает остроту для брезентов, чехлов и подобных изделий, которые при использовании многократно перегибаются, например, при колыхании под воздействием ветра. На практике изобретатель и его правопреемники обнаружили, что в брезенте, изготовленном из двухпленочного кроссламината, на базе комбинации LLDPE (линейный полиэтилен низкой плотности) и HMWHDPE (полиэтилен высокой плотности с высокой молекулярной массой), каждая из пленок должна иметь толщину по меньшей мере 45-50 г/м2, в противном случае, либо сила сцепления, либо стойкость к распространению разрывов будут неприемлемы для пользователей. Этот опыт относится к брезентам для «статичного» применения, при котором не возникает особого колыхания на ветру. Для «динамичного» применения, такого как чехлы для грузовиков или прицепов, где брезент сильно и многократно подвергается колебаниям, требуется гораздо большая толщина.
Одной задачей настоящего изобретения является решение этой проблемы так, чтобы одновременно и на практике добиться адекватной связи между пленками и высокой стойкостью к распространению разрывов в кроссламинатах даже небольшой толщины.
В связи с решением вышеупомянутой проблемы, изобретатель создал кольцевую головку для совместной экструзии, способную совместно экструдировать на практике, набор лент на трубчатой пленке, и эта конструкция также является объектом настоящего изобретения.
В патенте GB-A-1095479 от 3 марта 1964 г. (переуступленном компании Metal Containers) изобретатель предложил решать вышеуказанную проблему путем прочной сварки пленок друг с другом в точках или по линиям и слабой сварки по остальной контактирующей поверхности (комбинация «прочная связь/слабая связь» обычно лучше, чем комбинация «прочная связь/отсутствие связи»). Это позволяет разрыву «уйти», как описано выше в области слабой связи, тогда как общему расслоению препятствуют точки или линии прочной связи.
Для прочной сварки в патенте предлагаются термосварка, ультразвуковая сварка, применение растворителя (предпочтительно, в форме горячего пара) для растворения тонкого поверхностного слоя, или использование быстро полимеризующихся мономеров, действующих как прочное связующее. Для слабой сварки в патенте предлагается (используя в качестве примера полиэтиленовые кроссламинаты) наносить гель полиэтилена с низкой молекулярной массой или твердый парафин, растворенный, например, в толуоле или ксилоле нагреванием и образующий гель при охлаждении. Тонкий слой этого геля, включая растворитель, селективно наносят методом печати до осуществления прочной сварки путем обдува поверхностей пленки парами толуола или ксилола, когда они соединяются между роликами. Альтернативно, к толуолу или ксилолу добавляется незначительное количество добавки, понижающей трение, и этот «загрязненный» растворитель используется аналогично гелю.
В патенте DK-A-1017/67 (de Pont), опубликованном 24 февраля 1967 года, заявлены кроссламинаты пленок, связанных по точкам или линиям (где возможны два набора линий, образующих рисунок сетки), а остальная площадь контакта остается, как указано в главном пункте формулы, «практически не связанной». Раскрываются три способа осуществления связывания по точкам. Один способ заключается в нанесении каучукоподобного связующего по требуемому рисунку. Указывается, что нанесение осуществляется хорошо известными способами, но дальнейших пояснений не приводится.
Второй способ заключается в обработке выбранных участков поверхности на одной из пленок хлором, после чего осуществляется ламинирование под давлением при повышенной температуре ниже точки плавления материала пленки.
Третий способ, который назван предпочтительным, осуществляется путем обработки выбранных участков пленки коронным разрядом, после чего следует ламинирование под давлением и при повышенной температуре, ниже точки плавления материала пленки. В этом случае на электрод в форме ролика, соединенный с землей, нанесен требуемый рисунок (который может быть рисунком сетки) так, что электрический разряд возникает только в пространстве, определенном этим рисунком. Поверхность ответной пленки обрабатывается коронным разрядом по всей площади. Указано, что такая обработка требует 20 Вт/см ширины, если скорость составляет 0,5 м/мин.
В вышеуказанном патенте US-A-4039364 (Расмуссен), по которому совместно экструдируют поверхностный слой каждой ориентированной пленки («первый связующий слой») для усиления связи и управления ею, система адгезии «прочная связь/слабая связь» создается за счет использования разных температур ламинирования в разных участках ламината. Так, в примере 1 посредством совместной экструзии и спирального разрезания создают три пленки с разными направлениями ориентации расплава и поверхностных слоев этиленвинилацетата для облегчения ламинирования (выше названный «первый ламинирующий слой»). Слабая связь возникает одновременно с поперечной ориентацией за счет семикратного пропускания сэндвича из трех разноориентированных пленок через набор взаимозацепляющихся рифленых роликов. Шаг на этих роликах составляет 1,5 мм, из которых канавка занимает 1,0 мм, а округлый «зуб» - 0,5 мм. Между каждым проходом через рифленые ролики складки, образующиеся на сэндвиче из пленок, выпрямляют.
Эти шаги растяжения происходят при температуре 20°С, но тем не менее создают некоторую связь (прочность при отслаивании 10 г/см) за счет тесного контакта между пленками и эффекта их растяжения. После семи проходов при 20°С пленку пропускают один раз через подобный набор рифленых роликов с теми же размерами и с таким же зацеплением, но которые нагреты до 120°С, за счет чего возникают линии прочной связи. Наконец, ламинат ориентируют в продольном направлении.
В патенте ЕР-А-0099222 (Мерсер и др.) от 7 апреля 1983 года ориентацию и кроссламинирование по узору точечной сварки осуществляют как единый процесс в кольцевой головке и немедленно после нее, при этом головка имеет две вращающиеся в противоположных направлениях части. Каждая из этих частей головки производит пленку, снабженную набором ребер, расположенных так, чтобы эти два набора были обращены друг к другу. Благодаря направленному в противоположные стороны вращению ориентация расплава в одной из оребренных пленок и направление набора ребер на ней становятся правыми, а на второй пленке - левыми. Эти два набора ребер приводятся в соприкосновение друг с другом на выходе из головки или непосредственно после выхода из нее и связывание происходит только в точках, где ребра пересекаются друг с другом. Ребра удерживают две пленки, соединенных точечной сваркой, на расстоянии друг от друга и в готовом изделии.
Ориентация расплава в пересекающемся порядке происходит, когда расплав полимерного материала протекает через две вращающиеся в противоположных направлениях части экструзионной головки и во время обдува и продольной растяжки, когда ламинат вышел из головки. Никакого последующего процесса ориентации не происходит.
Этот процесс не является процессом совместной экструзии. Пленки и ребра состоят из одного полимерного материала и выходят из одного экструдера.
Насколько известно изобретателю, ни один из вышеописанных способов получения узоров адгезии типа «прочная связь/слабая связь» или «прочная связь/отсутствие связи» в кроссламинатах никогда не применялись в коммерческом производстве, хотя существенное и большое преимущество таких систем связи признается уже более 40 лет. Однако каждый из предложенных способов имеет серьезные недостатки. Эти способы, в которых применяются органические растворители для полиолефинов, особенно в форме паров, связаны с опасностью для здоровья, если не использовать очень дорогое оборудование, не в последнюю очередь потому, что очень трудно избежать остаточных следов растворителя в готовом изделии.
Предложенная обработка коронным разрядом по заданному узору, с последующим ламинированием под давлением и при нагреве до температуры ниже точки плавления полимерного материала, применима только при очень малых объемах производства. В коммерческом производстве кроссламинатов для бытовых целей, например для брезентов и чехлов, скорость ламинирования должна составлять около 60 м/мин или более при ширине изделия 150 см и более. Используя вышеприведенную информацию о потребляемой мощности, 60 м/мин и 150 см потребуют 900 кВт, что, разумеется, практически не осуществимо. Обработка хлором по узору также непригодна для крупномасштабного промышленного производства.
Применение связующих, наносимых способом печати, из дисперсии или раствора, требует предварительной сильной обработки поверхности, когда полимерным материалом является полиэтилен или полипропилен, обычно очень сильной обработки коронным разрядом, поэтому этот способ также неэкономичен.
Рисунок «сильная связь/слабая связь» или «сильная связь/отсутствие связи», полученный при разных температурах, неизбежно приводит к неравномерной усадке, если рисунок линейный или узорчатый (включая узор в форме сетки), а это приводит к тому, что кроссламинат выглядит грязным. Неравномерной усадки можно избежать, если участками сильной связи являются мелкие точки, но в этом случае изделие выглядит рябым, что может быть некрасиво.
Более того, устройство, необходимое для адекватного нагрева по точечному узору до управляемой температуры, является относительно сложным, особенно при высокой скорости, поскольку ламинат должен оставаться в контакте с горячими точками на нагревателе в течение длительного прохода без какого-либо смещения, несмотря на тенденцию к усадке.
В унитарном процессе кроссламинирования с вращающимися в противоположных направлениях частями головки с точки зрения прочности присутствует недостаток, заключающийся в том, что формирование пленки и молекулярная ориентация очень тесно связаны друг с другом. Это делает практически невозможным придавать изделиям заказные свойства для разных назначений. Более того, изобретатель обнаружил, что кроссламинат, связанный только по точкам, имеет относительно низкий предел текучести и проявляет выраженную тенденцию к ползучести в направлении между основными направлениями ориентации в двух ламинированных пленках.
Задачей настоящего изобретения является создание усовершенствованной и упрощенной системы «прочная связь/слабая связь» для кроссламината путем использования экструзии и/или придания ему интересных эстетических эффектов подобной совместной экструзией.
Настоящее изобретение относится к кроссламинату, содержащему взаимно связанные полимерные пленки, из которых по меньшей мере две соседних пленки А и В являются пленками, полученными методом совместной экструзии и ориентированы одноосно или неуравновешенно двухосно, в результате чего основное направление ориентации в пленке А пересекает основное направление ориентации в пленке В и каждая пленка содержит слой, состоящий из полимерного материала, обладающего высокой прочностью на растяжение (далее «главный слой») и на каждом главном слое, обращенном к соседней пленке А или В имеется по меньшей мере первый поверхностный слой. Этот первый поверхностный слой на каждой из пленок А и В является прерывистым слоем, состоящим из набора совместно экструдированных тонких жил, состоящих из материала, способного модифицировать свойства поверхности соответствующей пленки. Эта модификация относится либо к оптическим свойствам, определяющим внешний вид ламината, либо к связи между пленками А и В.
Соответственно, в способе изготовления кроссламината по настоящему изобретению, где ламинат содержит вышеуказанные пленки А и В (но в ламинате могут быть и другие пленки), при этом каждая из пленок А и В является совместно экструдированной через плоскую или кольцевую головку для совместной экструзии, и каждая из них содержит главный слой из полимерного материала с высокой прочностью на растяжение и вышеуказанный первый поверхностный слой, выполненный из другого материала. Каждая из пленок А и Б имеет одноосную или неуравновешенную двухосную молекулярную ориентацию на каждом этапе после соединения различных материалов в головке для совместной экструзии и до ламинирования. Перед ламинированием пленки А и В располагают так, чтобы основное направление ориентации в пленке А пересекало основное направление ориентации в пленке В, и во время ламинирования связь между пленками А и В создается по меньшей мере частично нагреванием. Отличительным признаком этого способа является то, что во время совместной экструзии каждый из указанных первых поверхностных слоев выполнен как прерывистый слой (прерывистый поперечно относительно направления экструзии), содержащий набор жил и при ламинировании набор жил на пленке А пересекает набор жил на пленке В.
Способ далее отличается тем, что материал, из которого экструдируют жилы, выбран с возможностью изменения свойств поверхности соответствующей пленки. Это изменение относится к оптическим свойствам, определяющим внешний вид ламината, либо к связи между пленками А и В.
Тот аспект настоящего изобретения, который относится к свойствам связи и направлен на улучшение сопротивления распространению разрывов, далее отличается признаками, приведенными в п.2 формулы, и дополнительные отличительные признаки этого способа приведены в п.24 формулы. Тот аспект, который относится к оптическим свойствам, определяющим внешний вид и имеющим декоративное, эстетическое назначение, далее отличаются признаками, приведенными в п.3 формулы.
Предпочтительные размеры изделия заявлены в п.п.4-7 формулы.
В качестве замечания о потребности в интересных декоративных эффектах, по опыту изобретателя, экономия на сырье, которая может быть получена в результате применения кроссламинированных пленок, часто с коммерческой точки зрения нивелируется негативными субъективными впечатлениями. Например, сельскохозяйственный брезент (например, для защиты урожая) изготовленный из кроссламината ориентированных полиэтиленовых пленок плотностью 70 г/м2 был бы полностью адекватной заменой брезенту плотностью 100 г/м2, изготовленному из тканой ленты с экструзионным покрытием, если выбор осуществляется по объективным критериям.
Однако на практике средний покупатель сельскохозяйственного брезента в значительной степени делает выбор на основе фактуры и внешнего вида и отвергает брезент плотностью 70 г/м2 из-за его «пленочности» и потому, что он выглядит как простая пластиковая пленка. Проблема «пленочности» уменьшается применением предыдущего изобретения того же изобретателя, раскрытого в WO-A-9314928, которое кратко описано ниже в связи с одним специальным вариантом настоящего изобретения, тогда как проблема внешнего вида, напоминающего простую пластиковую пленку, остается. Однако есть основания полагать, что рисунок пересекающихся жил по настоящему изобретению, покажет, что этот материал является кроссламинатом и, следовательно, обладает особой прочностью. Поэтому пользователь может видеть, что рисунок явно не напечатан на поверхности ламината, а находится внутри. Слегка смазанные кромки линий рисунка, являющиеся неизбежным результатом технологии совместной экструзии, показывает, что линии возникли при производстве пленки, а не при позднейшей печати на одном или нескольких слоях. В целом такой рисунок показывает, что это - кроссламинат, и поэтому от него можно ожидать прочности. Более того, рисунок, разумеется, не стирается в результате абразивного воздействия, тогда как рисунок, напечатанный на ламинате, очень нестоек к таким воздействиям.
Большая часть кроссламинированных пленок, производимых в мире, растягивается поперечно путем пропускания между одним или более наборов взаимозацепляющихся рифленых роликов, см., например, вышеупомянутый патент WO-A-9314928, в котором описана существующая технология, связанная с кроссламинированными пленками. Этот процесс поперечного растяжения всегда дает кроссламинат более или менее полосатого вида из-за поверхностных складок с соответствующими вариациями в толщине ламината. Очень мелкий рисунок таких вариаций, даже составляющий всего +/-5%, становится весьма заметным из-за отражений света. Теперь изобретатель неожиданно обнаружил, что комбинация такого полосатого рисунка с цветными жилами внутри ламината дает выраженный трехмерный эффект. Помимо того, что этот эффект является интересным и способным привлечь внимание, он также вызывает у смотрящего впечатление, что ламинат гораздо толще, чем на самом деле, и поэтому он противодействует негативной субъективной оценке ламината как простой пластиковой пленки. Этот особый трехмерный эффект будет подробнее описан ниже.
В процессе совместной экструзии пленку А и/или пленку В предпочтительно снабжают непрерывным поверхностным слоем (ниже именуемым «второй связующий слой»), который для целей декоративного аспекта может совместно экструдироваться или поверх набора жил или под ним. Для целей связывания второй связующий слой совместно экструдируют на главном слое под набором жил, за счет чего состав второго связующего слоя отличается от состава главного слоя и состава первого связующего слоя. Далее, для целей связывания второй связующий слоя выбирают так, чтобы во время ламинирования создавать связь также и в местах, в которых отсутствует первый связующий слой, при этом такая связь имеет меньшую прочность, чем связь в точках.
Способ по настоящему изобретению и изделие, полученное этим способом, не имеют вышеуказанных недостатков. Этот способ хорошо подходит для коммерческого производства бытовых изделий, поскольку не несет с собой опасности для здоровья.
Дополнительные расходы по сравнению с ламинированием с равномерной связью в целом пренебрежимо малы. Экструзия, растяжение и ламинирование по существу являются отдельными шагами процесса, поэтому каждый из них можно оптимизировать для требуемого конечного применения. Внешний вид изделий не страдает от эффекта неравномерной усадки или пятнистости. Имеется возможность применять обычно используемое оборудование для производства кроссламинатов с несущественными добавками к существующим линиям совместной экструзии, как будет показано ниже.
Для оптимизации рисунка связи очень важным преимуществом является то, что рисунок ламинирования может содержать не только два, но и три элемента, если устройство для совместной экструзии содержит средство для экструдирования указанного второго связующего слоя. Устройство для совместной экструзии с таким средством не всегда можно использовать для экструдирования этого слоя.
Этими тремя элементами в рисунке ламинирования являются:
a) каждая точка, где пересекаются друг с другом две жилы первых связующих слоев;
b) каждый участок, в котором обе контактирующие поверхности не имеют связующего слоя, и
c) участки, в которых имеется первый связующий слой на одной из двух контактирующих поверхностей и отсутствует первый связующий слой на второй.
Компоненты а) и с) совместно образуют сетчатый рисунок.
За счет адаптации прочности связи компонентов а) b) и с), по-разному для разных применений, но используя одно и то же оборудование, такая система связи может оказаться очень полезной для получения заказных свойств кроссламинатов.
Так, в качестве примера можно привести задачи, для которых используются брезенты, где толщина должна быть сведена к минимуму по стоимостным причинам, но где сопротивление распространению разрывов и конечная прочность при растяжении имеют первостепенное значение, а текучесть при растяжении и эстетика имеют относительно небольшое значение, но где сопротивление расслоению должно быть очень высоко, из-за колебаний на ветру. В этом случае предпочтительна система «сильная связь/отсутствие связи» и совместную экструзию второго связующего слоя пропускают. Главный компонент может наноситься не только из своего собственного экструдера и через собственную систему каналов, но и из экструдера и через систему каналов, которые в ином случае использовались бы для второго связующего слоя. Связь создается прочной сваркой в точках (а), где жилы пересекают друг друга.
В других случаях может потребоваться создать прочную связь не только в точках (а), но и в участках (с), тогда как в участках (b) должна быть определенная, но выраженно слабая связь.
Этого можно также достичь соответствующим подбором полимерных материалов для первого и второго связующего слоев (в этом случае необходимо, разумеется, применять второй связующий слой). Комбинация прочной связи в сетчатом рисунке и некоторой, но слабой связи по остальной площади дает очень интересный рисунок ламинирования, обычно выглядящий лучше, чем прочная точечная сварка в комбинации со слабой связью по остальной площади. В последнем из упомянутых случаев случайно начавшееся расслоение обычно распространяется на большую площадь, если кроссламинат многократно перегибать, например, при колебании на ветру. Пленки будут удерживаться вместе в местах точечной сварки, но остальная площадь утратит связь и, тем самым, утратит внешний вид и, до некоторой степени, прочность на растяжение и сопротивляемость усадке.
Напротив, слабая связь, окруженная прочными связями в сетчатом рисунке, не позволит случайному расслоению распространяться таким способом.
Однако следует упомянуть, что существуют варианты применения, для которых наилучшей комбинацией является:
a) прочная сварка,
b) слабая связь и
c) также слабая связь, но более прочная, чем b).
Предпочтительно каждая из двух пленок А и В должна в основном состоять из полиэтилена или полипропилена, например, главный слой может преимущественно состоять из полиэтилена высокой плотности или линейного полиэтилена низкой плотности или из их смеси, второй связующий слой - из линейного полиэтилена низкой плотности, но с добавкой 5-25% сополимера этилена, имеющего точку плавления или диапазон точек плавления в интервале 50-80°С, тогда как жилы могут в основном состоять из сополимера этилена, имеющего точку плавления или диапазон точек плавления в интервале 50-100°С или из смеси такого сополимера с линейным полиэтиленом низкой плотности, содержащей по меньшей мере 25% такого сополимера.
Расстояние от середины до середины соседних жил в каждом наборе должно составлять от 2 мм до 8 см, предпочтительно, не более 4 см и более предпочтительно, не более 2 см.
Прочность связи в точках (а), измеренная путем отслаивания (проводимого на узком образце со скоростью приблизительно 1 мм/с), должна обычно составлять по меньшей мере 40 г/см, а прочность связи в участках (b), определяемая подобным способом, должна составлять максимум 75%, но предпочтительно, не более 50% от прочности связи в точках (а).
В отличие от кроссламинатов, изготовленных с помощью вращающихся в противоположных направлениях частей головки и содержащих пересекающиеся наборы ребер, упомянутых выше при описании прототипа, увеличение толщины каждой их пленок А и В в положениях, где совместно экструдируются жилы, должно нормально составлять максимум 30% относительно непосредственно прилегающих участков, предпочтительно, максимум 20% и, еще более предпочтительно, не более 10%.
Совместную экструзию одной или обеих пленок А и В предпочтительно осуществляют с помощью кольцевой щелевой головки для совместной экструзии для формирования и натяжения трубчатой пленки. Растяжение производят с возможностью получения существенной одноосевой или неуравновешенной двухосной ориентации расплава с основным направлением ориентации и направлением набора жил вдоль продольной оси пленки. Альтернативно, ориентация и направление набора могут быть выполнены по спирали вдоль трубчатой пленки посредством относительного вращения между выходом щелевой головки и средством для съема пленки после экструзии. Затем пленку разрезают под углом к основному направлению ориентации и к направлению набора.
Расстояние от середины до середины соседних жил на выходе из экструдера должно обычно составлять максимум 8 см, предпочтительно, не более 4 см, и более предпочтительно, не более 2 см, а окружность трубы на выходе должна нормально составлять не менее 20 см.
В объем настоящего изобретения также входит экструзия обеих пленок А и В с помощью плоской щелевой головки и перекрестное соединение пленок под горячим прессом, предпочтительно после продольного холодного растяжения обеих пленок.
Кроссламинат по настоящему изобретению не обязательно ограничен двумя пленками А и В, он может содержать три слоя и более. Так, как обладающая преимуществами конструкция, он может содержать две пары матрично-связанных пленок А и В, особенно в сочетании А-В-А или В-А-В, где средняя пленка имеет набор жил на обеих поверхностях, т.е. первый связующий слой и предпочтительно также второй связующий слой.
В другой соответствующей конструкции, содержащей более чем две пленки А и В, в ламинат включается по меньшей мере одна дополнительная пленка. Эта пленка также изготовлена методом совместной экструзии и благодаря этому снабжена поверхностным слоем из состава, выполненного с возможностью управлять ее связью в ламинате. Этот состав и условия ламинирования выбирают так, чтобы прочность связи была выше, чем прочность связи между пленками А и В в точках, где отсутствуют совместно экстудированные жилы. Тем самым создается препятствия для отслоения этой дополнительной пленки.
Каждая из поверхностей ламината должна предпочтительно состоять из слоя, выполненного с возможностью улучшения способности ламината к термосварке и/или улучшения его фрикционных свойств. Такие слои совместно экструдируют в пленках, используемых как внешние пленки в ламинате.
Нормальная молекулярная ориентация в каждой из пленок А и В, которая может быть одноосевой или неуравновешенно двухосевой, не должна ограничиваться ориентацией, получаемой в связи с экструзией. Перед спиральным разрезанием можно проводить дополнительное продольное растяжение. Альтернативно или дополнительно, после сложения пленок в сэндвич для ламинирования, пленки могут быть дополнительно ориентированы в продольном и/или в поперечном направлении. Этот процесс может проводиться после теплового связывания этого сэндвича в ламинат.
Такие шаги сами по себе не являются новыми, см., например, вышеупомянутый патент WO-A-9314928, но в связи с настоящим изобретением они могут дать конкретные преимущества.
В процессе ламинирования жилы в пленке А могут непосредственно скрепляться с жилами в пленке В, но, альтернативно, процесс ламинирования может производиться во время экструзии, когда связь создается посредством отдельно экструдируемого слоя.
Обычно набор жил на каждой из пленок А и В должен занимать не более 15%, предпочтительно максимум 10% и более предпочтительно максимум 5% объема соответствующих пленок А или В.
За исключением ситуации, когда совместно экструдируют второй (непрерывный) поверхностный слой поверх первого поверхностного слоя, образующего жилы, для упрощения или улучшения ламинирования всегда полезно выбирать состав материала жил так, чтобы жилы, говоря, в общем, плавились при температуре, при которой основной слой еще, в основном, тверд. Так, средняя точка плавления полимеров, которые образуют жилистый первый поверхностный слой, должна быть по меньшей мере на около 10°С, предпочтительно по меньшей мере на около 15°С, и более предпочтительно, на около 20°С ниже, чем средняя точка плавления полимеров, образующих основной слой.
В этой связи термин «средняя» следует, разумеется, понимать как среднее с учетом различных весов составляющих. Так, если жилы состоят из 20% полимера Х с точкой плавления 125°С и 80% полимера Y с точкой плавления 90°С, средняя точка плавления будет 125×20%-90×80%=97°С.
Для того аспекта настоящего изобретения, задачей которого является создание системы ламинирования «прочная связь/слабая связь» и, тем самым, соответствующей комбинации устойчивости к распространению разрывов и сопротивления расслоению, следует упомянуть еще один обладающий преимуществами вариант. В этом варианте слабая связь, которую здесь, вероятно, лучше назвать «слипанием», создается за счет добавки полимера во второй поверхностный слой полимерного типа как добавки в липкой ленте. Его можно назвать адгезивной добавкой или слипающим агентом.
Такая добавка представляет собой липкий полимер, например полиизобутилен, обычной или относительно низкой молекулярной массы, который проявляет тенденцию мигрировать к поверхности. Как пример другого подходящего полимера для этой цели можно упомянуть атактический полипропилен. Количество такой добавки, разумеется, не должно быть столь большим, чтобы разрушить соединение между вторым поверхностным слоем и образованным из жил первым поверхностным слоем.
Переходя ко второму аспекту настоящего изобретения, который относится к внешнему виду, жилы внутри ламината должны иметь цвет и быть видимы с обеих сторон ламината. Как упоминалось выше, возникает интересный, привлекательный и неожиданный трехмерный оптический эффект, когда поверхность ламината, сквозь которую наблюдают жилы, выглядит как рельефная полосатая поверхность. Отдельная операция тиснения специально для этой цели обычно не нужна, однако рельеф может быть результатом поперечного растяжения между рифлеными роликами, что в настоящее время широко используется при производстве кроссламинированных пленок, см., например, WO-A-9314928 ЕР-В-0624126 (Расуссен).
Можно получить кроссламинат, который имеет общую толщину максимум 0,3 мм, выглядящий так, как если бы жилы были удалены по меньшей мере на 0,5 мм от полосок. Выражение «общая толщина» используется потому, что полосатый рельеф дает переменную толщину. Общую толщину на расстоянии, проходящем перпендикулярно полоскам следует понимать как среднюю толщину на этом расстоянии.
Этот вариант настоящего изобретения более конкретно определяется следующим образом:
a) ламинат имеет общую толщину максимально около 0,3 мм,
b) пленка А образует одну поверхность ламината,
c) поверхность ламината, по меньшей мере, на стороне пленки А обладает видимым рисунком полосок вдоль одного направления, образованных складками поверхности с соответствующим изменением толщины пленки А, при этом деления в этом рисунке составляют максимум 3 мм,
d) тонкие жилы имеют цвет, а остальная часть пленки А является достаточно прозрачной, чтобы можно было видеть цветные жилы, когда на ламинат смотрят со стороны пленки А, благодаря чему глубина складок достаточна, чтобы жилы выглядели как отстоящие по меньшей мере на 0,5 мм от полосок.
Эксперименты показали, что трехмерный эффект частично объясняется психологической иллюзией, а частично тем фактом, что полоски образуют альтернативное расположение структур, которое можно очень приблизительно описать, как цилиндрические собирающие линзы и цилиндрические рассеивающие линзы. Однако это не следует понимать слишком буквально, поскольку эти линзы могут в большей степени иметь характер призм или они могут являться чередованием линзоподобных сегментов и плоских сегментов. Рельеф может иметь в целом постоянный шаг или шаг может быть более случайным, например, когда рельеф от нескольких пар рифленых роликов накладывается друг на друга.
Каково бы ни было объяснение найденному трехмерному эффекту, изобретатель нашел его очень существенным, как будет пояснено на примере.
Особенно сильный оптический или психологический эффект может возникнуть, когда ламинат, наблюдаемый в сечении, перпендикулярном полоскам, проявляет в целом равномерное расположение ребер, которые толще, чем средняя толщина ламината, и имеют в общем вогнутую и в общем выпуклую поверхность так, что возникает перегиб ребер поперек их продольного направления и далее, так что материал, расположенный на границах ребер или рядом с ними, когда этот материал не натянут, изогнут в противоположном направлении относительно ребра, что придает материалу между двумя соседними ребрами в целом растянутую форму. Это само по себе не является новым, а является основным признаком патента WO-A-9314928 (Расмуссен). В этом патенте целью ребер является придание ламинату повышенной жесткости в одном направлении, но в связи с настоящим изобретением, они создают конкретный оптический эффект.
Конкретного эстетического эффекта можно добиться, когда цвет полосам придают пигментом, который создает металлический блеск или переливающийся эффект. Концентрированные красители для таких цветов обычно очень дороги, но если применение ограничивается только полосками, этот фактор не имеет значения, а эффект, полученный таким способом, может быть более выраженным, чем при окраске такими пигментами всей пленки.
Таким образом, согласно одному из аспектов настоящего изобретения предлагается новый способ изготовления кроссламината, содержащего связанные друг с другом полимерные пленки, из которых по меньшей мере две соседних пленки А и В сформированы совместной экструзией через плоскую или кольцевую головку, основной слой полимерного материала, имеющего высокую прочность на растяжение, и первый поверхностный слой из полимерного материала, и в котором каждой из пленок А и В придают одноосевую или неуравновешенную двухосевую молекулярную ориентацию на любом этапе после соединения различных материалов в головке для совместной экструзии и до ламинирования, при этом перед ламинированием пленки А и Б размещают так, что основное направление ориентации в пленке А пересекает основное направление ориентации в пленке В и во время ламинирования связь между пленками А и В создают, по меньшей мере частично, теплом, отличающийся тем, что при совместной экструзии каждый из указанных первых поверхностных слоев выполняют прерывистым в поперечном направлении, в результате чего он состоит из набора жил, и при ламинировании набор жил на пленке А располагают так, чтобы он пересекал набор жил на пленке В, а также отличающийся тем, что пленку А после ее совместной экструзии снабжают поверхностными складками изменяющейся толщины, при этом расстояние между складками не превышает 3 мм.
Предпочтительно, поверхностные складки наносят путем поперечного растяжения ламината взаимно зацепляющимися роликами, как описано в WO-A-9314928 так, весь ламинат имеет поверхностные складки, которые имеют ребра, описанные выше. Предпочтительно, в этом аспекте материал, из которого экструдируют жилы, является цветным, а материал, из которого формируют пленку А, является достаточно прозрачным, чтобы полосы были видимы со стороны пленки А на ламинате.
Выше было указано, что при производстве кроссламината можно применять обычно используемое оборудование лишь с недорогими добавлениями в существующие линии по совместной экструзии. Этот относится к совместной экструзии набора жил, прерывистого первого связующего слоя. Изобретатель обнаружил, что этого можно достичь с помощью установки специальных, но довольно простых и дешевых деталей на выходе почти любой существующей головки для совместной экструзии. Разумеется, потребуется еще один экструдер, но жилы обычно занимают 1-5% каждой экструдированной пленки, и поэтому это может быть небольшой и недорогой экструдер. Изобретатель считает, что такие адаптированные головки являются новыми.
Экструзионная головка по настоящему изобретению представляет собой кольцевую экструзионную головку, содержащую распределительную часть, в которой по меньшей мере первый расплавленный полимерный материал можно формировать в равномерный кольцевой поток, и отделенную от нее выходную часть, содержащую кольцевой главный канал с по существу цилиндрическими или коническими стенками, при этом канал может содержать плоскую зону для пропускания указанного расплавленного полимерного материала к выпускной щели, из которой он выходит из головки в форме трубчатой пленочной структуры. Особым признаком настоящего изобретения является то, что указанная выходная часть также содержит канальную систему для кольцевой экструзии кольцевого набора узких жил из второго расплавленного полимерного материала, и эта канальная система заканчивается кольцевым рядом внутренних литников в наружной в целом цилиндрической или конической стенке главного канала.
В предпочтительном варианте окружная экструзия начинается на одном или нескольких входах в выходную часть и содержит для равного разделения лабиринтную канальную систему, начинающуюся на каждом входе и каждая такая система содержит по меньшей мере три канальных ветви.
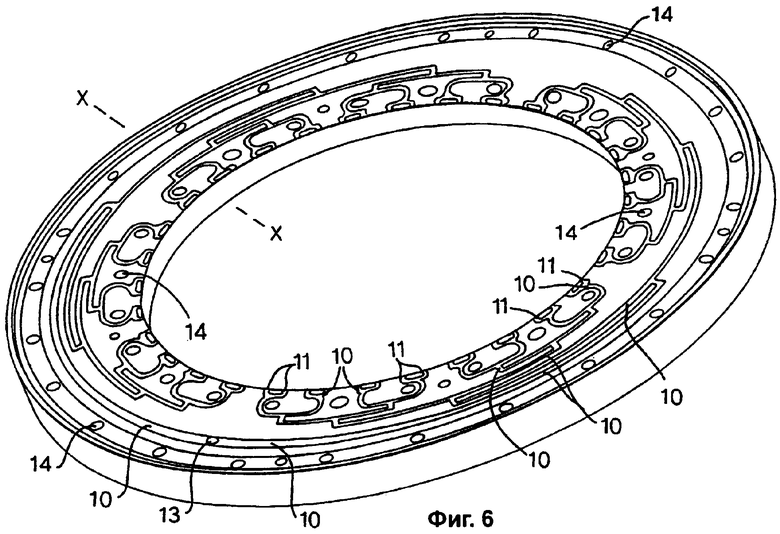
Термин «лабиринтное разделение» был введен в US-A-4403934 и относится к разделению потоков, при котором один поток делится на две ветви равной длины, каждый из этих потоков вновь делится на две ветви равной длины и т.д., при этом все ветви в основном являются кольцевыми и параллельными друг другу. Это показано на фиг.6.
Для того, чтобы добиться достаточно малых расстояний между внутренними литниками, каналы лабиринтной системы или систем могут заканчиваться в общем кольцевом канале, имеющем общую стенку с частью в общем цилиндрической или конической стенки главного канала. Круглый ряд внутренних литников расположен в этой части стенки.
Такая головка для совместной экструзии была разработана для производства кроссламинатов как средство получения систем ламинирования «прочная связь/слабая связь» или «прочная связь/отсутствие связи», и для этого может возникнуть потребность в непрерывном втором связующем слое. Поэтому дополнительно к средству для совместной экструзии первого и второго расплавленных полимерных материалов, предпочтительно предусмотрено средство для совместной экструзии кольцевого потока третьего расплавленного полимерного материала на той стороне первого материала, которая противоположна второму материалу. Система каналов для соединения потоков первого и второго материала расположена либо в указанной распределительной части, либо в части, расположенной между распределительной частью и отдельной выходной частью. В экструзионной головке окружность обращенной внутрь стенки на выходе предпочтительно составляет 20 см, а межцентровое расстояние между соседними литниками в кольцевом ряду выбрано с возможностью давать, после увеличения или уменьшения, которое произойдет если стенки главного канала в целом конические, расстояние от середины до середины соседних жил, равное максимум 8 см, предпочтительно не более 4 см, и более предпочтительно не более 2 см.
Экструзионная головка может успешно применяться в производстве полимерной пленки, не являющейся кроссламинатом, например пленки, несущей декоративный рисунок из цветных полос. Помимо вышеупомянутого экономического преимущества, заключающегося в том, что существующие экструзионные головки могут использоваться с добавлением недорогих деталей и небольшого экструдера, имеется также преимущество, заключающееся в том, что длина потока от экструдера до выхода из головки становится максимально короткой, когда вход для второго материала в головку и вся система распределения расположены рядом с выходом из экструзионной головки, в результате чего можно избежать деградации полимеров.
Для полноты картины следует добавить, что набор полос в совместно экструдированных пленках А и В для описанного кроссламината, разумеется можно формировать из потока, который проходит через всю распределительную часть головки для совместной экструзии, параллельно остальным потокам, но тогда может возникнуть риск деградации, поскольку такие жилы, как указано выше, обычно составляют 1-5% каждой пленки.
Кроме того, может иметься две или более лабиринтные системы описанного типа или эквивалентные распределительные системы, расположенные одна после другой, и каждая из которых заканчивается кольцевым рядом внутренних литников, по желанию с вышеупомянутым кольцевым каналом, вставленным между конечными ветвями и внутренними литниками. Предпочтительно, каждая такая лабиринтная система должна запитываться от отдельного небольшого экструдера. Могут использоваться различные малые экструдеры. Внутренние литники, которыми заканчиваются различные лабиринтные канальные системы, должны быть смещены относительно друг друга, чтобы разные наборы совместно экструдируемых жил не покрывали друг друга. Это описано ниже со ссылками на фиг.5а.
Хотя, как указано выше, разные компоненты производственной линии для ламинатов могут быть известны, считается, что устройство для осуществления нового способа обладает новизной.
Согласно следующему аспекту настоящего изобретения, предлагается устройство для изготовления кроссламината, содержащее
головку для совместного экструдирования пленки А и головку для совместного экструдирования пленки В, при этом одна или каждая из головок содержит первую распределительную часть (8), в которой первый расплавленный полимерный материал может формироваться в целом в равномерный поток, вторую распределительную часть (9), в которой второй полимерный материал может формироваться в поток, выходной литник, выходную часть, содержащую главный канал (12) для пропускания указанного первого расплавленного полимерного материала к выходному литнику, и канальную систему (10, 11) на одной стороне главного канала для пропускания второго расплавленного полимерного материала по направлению к литнику для формирования поверхностного слоя на одной стороне потока первого расплавленного полимерного материала, где материал, подвергающийся совместной экструзии выходит из выпускного литника головки как пленочная структура (16);
средство для ориентирования пленок А и В по одной оси или неуравновешенно по двум осям после выхода из выпускного литника;
средство для размещения пленок А и В так, что указанные поверхностные слои обращены друг к другу, и так, что их направления или основные направления ориентации пересекают друг друга; и
ламинирующее средство для ламинирования пленок А и В путем приложения тепла;
отличающееся тем, что канальная система для пропускания второго полимерного материала обеспечивает поток этого второго полимерного материала, являющийся прерывистым в направлении, в целом поперечном направлению потока, в результате чего каждый из поверхностных слоев пленок А и В сформирован как набор жил и где пленки А и В размещены так, что их поверхностные слои обращены друг к другу, при этом жилы на пленке А пересекают жилы на пленке В.
Если пленки А и В идентичны, в устройстве может использоваться единственная головка. Это устройство производит пленку одного типа, имеющую требуемые поверхностные слои и размещает две пленки так, чтобы они были обращены друг к другу, образуя ламинат. Одна или каждая из головок предпочтительно является новой головкой, как определено выше. Причем ламинирующее средство воздействует теплом на полной ширине пленок А и В.
Предпочтительно одна или каждая из головок является кольцевой головкой и содержит растягивающее средство для трубчатой пленки, которое создает существенную ориентацию расплава в направлении или в основном направлении расплава и придает жилам направление вдоль продольной оси трубчатой пленки.
Устройство согласно изобретению дополнительно содержит средство для растяжения пленок А и В вверх по потоку, вниз по потоку или в той же точке, в которой установлено ламинирующее средство, в продольном и/или в поперечном направлении. При этом размещающее средство выполнено так, что поверхностные слои на пленке А непосредственно контактируют с указанными поверхностными слоями на пленке В. Предпочтительно размещающее средство содержит средство для экструзии ламинирующего слоя между поверхностными слоями пленок А и В, а средство для создания рельефа расположено вниз по потоку от средства для размещения пленок А и В и содержит одну или более пар пересекающихся рифленых роликов, которые растягивают проходящие между ними пленки.
Далее следует подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, где:
Фиг.1 - вид, приблизительно в реальном масштабе, поверхности раздела фаз между двумя совместно экструдированными, ориентированными, разрезанными по спирали и кроссламинированными пленками А и В, каждая из которых нормально, но не всегда имеет тонкий непрерывный слой для слабой связи и, поверх этого слоя, набор жил первого связывающего слоя так, что создаются три разных элемента связи а, b и с;
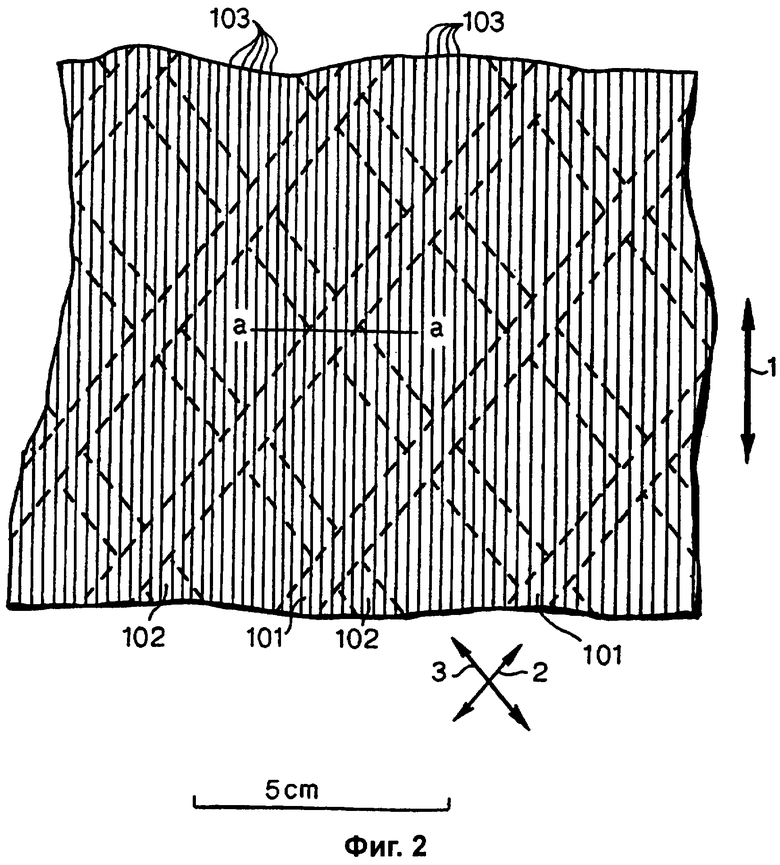
Фиг.2 - вид, приблизительно в реальном масштабе двух совместно экструдированных, ориентированных, спирально разрезанных и кроссламинированных пленок (А и В). На чертеже показан тот аспект настоящего изобретения, который относится к оптическому внешнему виду, создающему трехмерный эффект при использовании совместно экструдированных жил (101) и (102), в результате чего полосчатый рельеф (103) создает трехмерный эффект.
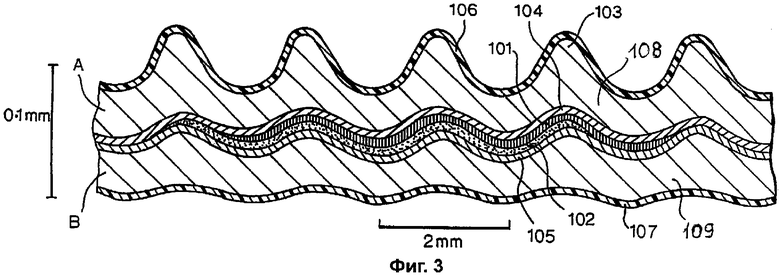
Фиг.3 - поперечное сечение по линии а-а на фиг.2. Это сечение перпендикулярно полосам. Толщина каждого слоя здесь показана с приблизительно 400-кратным увеличением, тогда как размеры, параллельные поверхностям ламината, показаны с приблизительно 20-кратным увеличением.
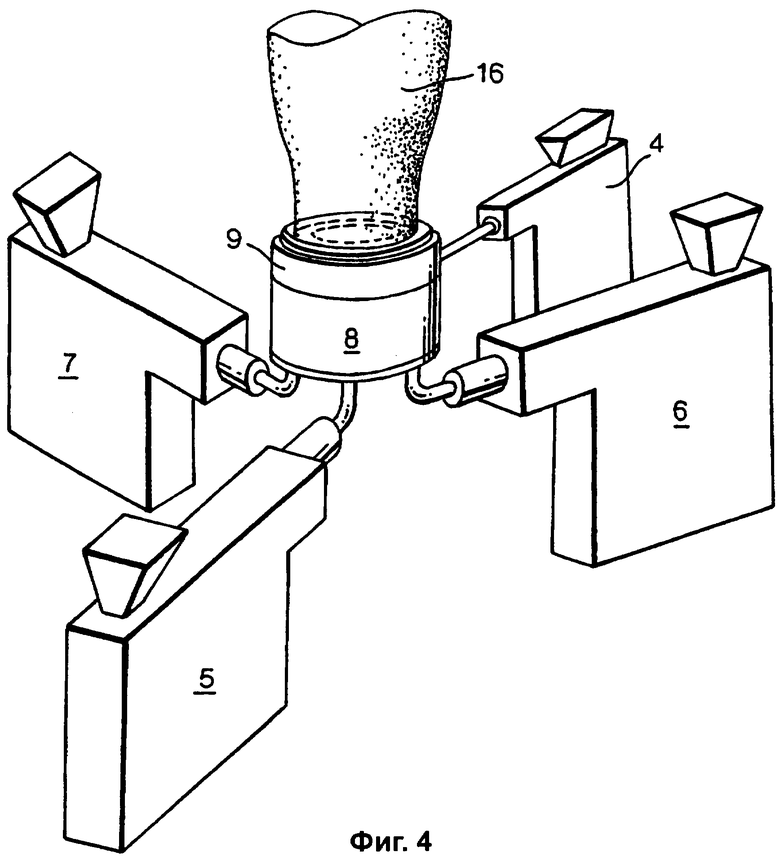
Фиг.4 - схематический чертеж в перспективе линии для совместной экструзии для производства трубчатой пленки, пригодной после спирального разрезания для изготовления кроссламината, показанного на фиг.1, 2 и 3. Поток полимерного материала для жил приходит от очень небольшого экструдера (4), а потоки трех других полимерных материалов (для главного слоя, непрерывного второго поверхностного слоя и слоя для поверхности ламината) приходят от экструдеров (5) (6) и (7) большего размера. Последние три из упомянутых материалов подаются в распределительный порт (8) головки для совместной экструзии и здесь каждый из них образует кольцевой поток. Соединение этих потоков происходит на выходе из (8), когда они попадают в отдельную выходную часть (9). Поток от малого экструдера (4) подается непосредственно на выходную часть (9), где начиная от периферии, он равномерно распределяется в лабиринтной канальной системе, как показано на фиг.6, и подается через кольцевой набор внутренних литников на внешнюю сторону трубчатого совместного потока других компонентов. Концепция лабиринтной канальной системы описана выше.
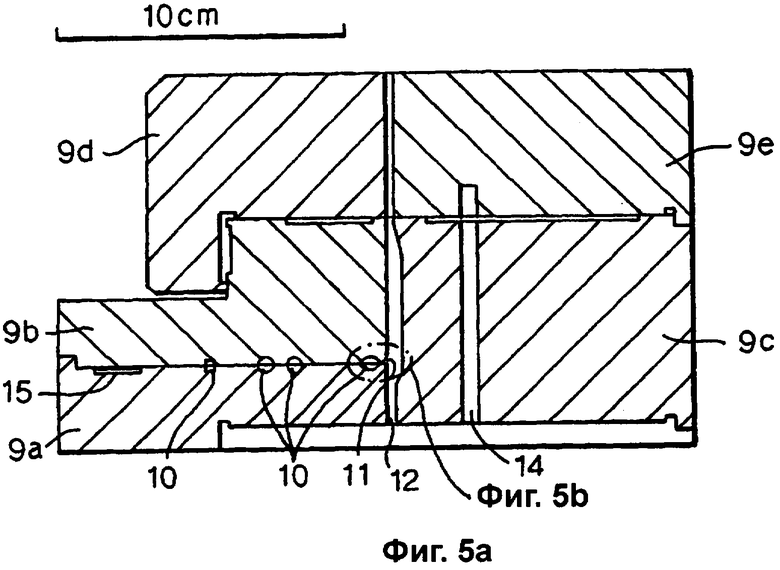
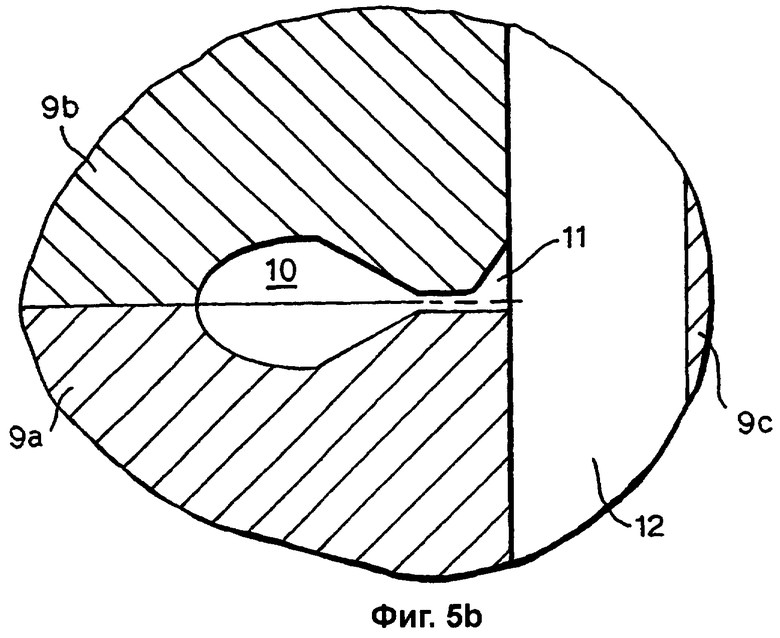
Фиг.5а - продольное сечение, показанное приблизительно в половинном масштабе, отдельной выходной части (9), которая состоит из деталей (9а), (9b), (9с), (9d) и (9е). Сечение проведено по линии х-х на фиг.6. Показаны несколько каналов (10) лабиринтной системы.
Фиг 5b - деталь фиг.5а, показывающая последнюю ветвь в лабиринтной канальной системе и один из 64 внутренних литников (11), через которые потоки материала, формирующего жилы, соединяются с трубчатым потоком (12) из трех совместно экструдируемых материалов. Эта деталь показана примерно с 6-кратным увеличением.
Фиг.6 - вид в перспективе сверху детали (9а), показывающий нижнюю половину лабиринтной канальной системы (10), посредством которой один поток материала, формирующего жилы, от экструдера (4) подается через входное отверстие (13), ступенчато делится на 64 равных частичных потока через каналы (10), и каждый из них экструдируется отдельно через внутренний литник (11). Верхняя половина лабиринтной канальной системы, которой является деталь (9b), является точно симметричной той, которая показана на фиг.6, за исключением входного отверстия (13).
На фиг.1 и 2 продольное направление кроссламинированного полотна показано стрелкой (1). Основное направление ориентации, которая может быть ориентацией по одной оси или неуравновешенной ориентацией по двум осям, показана стрелкой (2) для одной пленки и стрелкой (3) для другой пленки. Каждая из них показана имеющей угол около 60° относительно продольного направления (1). Изобретатель нашел, что этот угол наиболее подходит для брезентов и чехлов, тогда как угол в 30° лучше подходит для кроссламинатов, используемых для изготовления мешков. Угол в 45° может быть предпочтителен лишь в некоторых случаях.
Для каждой пленки основное направление ориентации показано почти, но не совсем параллельным набору жил в пленке. Если трубчатую пленку на выходе из экструзионной головки растягивают прямо, и если ее не подвергают растяжению после спирального разрезания, основное направление ориентации будет строго параллельно этому набору, но если трубчатую пленку закручивают при растяжении для получения спиральной ориентации расплава или если она была ориентирована по одной или по двум осям после спирального разрезания, как в вышеупомянутом патенте US-A-4,039,364 (Расмуссен), основное направление ориентации будет не совсем параллельным набору.
В точках (а), где один набор пересекает другой, возникает прочная точечная сварка. Связь обычно бывает столь прочной, что при попытке расслоения ламинат рвется в обход этих точек.
Если между жилой и главным слоем отсутствует совместно экструдированный непрерывный второй связующий слой, останется связь только в точках (а), но, как упоминалось выше, эта связь будет очень прочной. Как пояснялось в общем описании, эта простая система связи в некоторых случаях является предпочтительной. Однако головка для совместной экструзии должна предпочтительно содержать канальную систему для второго связующего слоя, даже если ее использование не ограничивается указанными случаями.
Чаще всего необходимо экструдировать второй связующий слой между главным слоем и набором жил. В участках, обозначенных позицией (b) возникает прямое адгезивное соединение между вторыми связующими слоями в двух пленках и здесь, путем подбора состава материала и температуры ламинирования, создается заранее определенная хорошо управляемая слабая связь.
В участках (с) жилы на одной пленке соединены адгезией со вторым связующим слоем на второй пленке. Таким образом, прочность связи в участках (с) имеет величину где-то между прочностью в точке (а) и прочностью в участке (b). Эти три величины можно выбирать в широком диапазоне значений и адгезивную систему можно, так сказать, подстроить под предполагаемое применение кроссламината.
При относительно тонких пленках можно сделать связь в участках (с) столь прочной, что ее нельзя будет разрушить, не разорвав материал, даже когда связь в участках (b) создана особенно слабой. Тем самым эти участки слабой связки полностью «окружены» в участках прочной связи. Преимущества такого решения для определенных типов применений пояснены в общем описании. В других случаях может оказаться предпочтительным, сохраняя очень слабую связь в участках (b), придать связи в участках (с) соответствующую прочность, между величинами прочности связи в участках (а) и (b), что позволит возникновению расслоения во время распространения разрыва, но окажет такое высокое сопротивление этому расслоению, что энергия разрыва будет поглощаться и разрыв вокруг точек (а) будет предотвращен.
На фиг.2 стрелкой (1) показано направление обработки кроссламинированного полотна. Основное направление ориентации, которая в этом случае принимается за неуравновешенную ориентацию по двум осям, показано стрелкой (2) для одной пленки и стрелкой (3) для другой пленки. Они показаны под углом 30° к направлению (1) обработки.
Для каждой пленки основное направление ориентации показано почти, но не совсем параллельно набору жил (101) в пленке А и (102) в пленке В. Эти жилы на фиг.2 показаны толстыми штриховыми линиями.
Следует отметить, что на фиг.2 линии (103) не являются штриховкой, а представляют собой полосы, сформированные рельефом, показанным в сечении на фиг.3. Этот рельеф возникает в результате растяжения между рифлеными роликами (см. пример). Благодаря этим полосам цветные жилы (101) и (102) выглядят явно расположенными на расстоянии от этих полос, даже когда реальное расстояние приблизительно равно или даже меньше разрешающей способности глаза (которое составляет приблизительно 0,1 мм). Как уже упоминалось, считается, что эта иллюзия связана с тем фактом, что поверхность ламината состоит из чередующихся вогнутостей и выпуклостей, или, другими словами, пленка А, которая здесь считается прозрачной, состоит из множества мелких цилиндрических собирающих линз, чередующихся с мелкими рассеивающими линзами. Может также играть роль и то, что давление, создаваемое рифлеными роликами, создает рисунок с разным блеском. Пленка В также может быть прозрачной, но может быть и сильно окрашена для создания эстетичной подложки для рисунка из цветных полос.
На фиг.3 далее показаны вторые поверхностные слои (104) и (105) для управления прочностью связи и поверхностные слои (106) и (107) ламината, выполненные из полимерных материалов, которые выбраны так, чтобы улучшать способность к термосварке и/или фрикционные свойства ламината. В том случае, когда настоящее изобретение используется не только для достижения оптического эффекта, но и для создания системы «прочная связь/слабая связь», что обычно и делается, эти вторые поверхностные слои должны находиться между соответствующими образующим жилы первым поверхностным слоем (101) или (102) и соответствующим главным слоем (108) или (109), как показано на чертеже и пояснено в общей части описания.
Однако, если эффект «прочная связь/слабая связь» не нужен, каждый первый поверхностный слой (101) или (102), образующий жилы, может подвергаться совместной экструзии между главным слоем (108) или (109) и управляющим связью вторым поверхностным слоем (104) или (105).
Сечение на фиг.3 показано на базе микрофотографии ламината, описанного в примере 2. Как уже упоминалось, считается, что трехмерный эффект, в результате которого цветные жилы выглядят значительно более удаленными от полос, чем на самом деле, является результатом, по меньшей мере частично, чередующегося расположения «цилиндрических собирающих линз» и «цилиндрических рассеивающих линз», которые и образуют полосы.
Фиг.4, 5а и 5b уже были в достаточной степени описаны, чтобы дать общее представление, однако следует добавить следующее.
Имеются различные ряды отверстий (14) для болтов или винтов, которые прочно удерживают части друг на друге. На фиг.5а показан мелкий канал (15) для дренажа, который является обычным в конструкциях головок для экструзии. На самом деле должна использоваться система каналов для дренажа, занимающая большую часть площади между деталями (9а) и (9b), но для упрощения чертежа показан только один канал. Со ссылкой на фиг.5b нижней по потоку части внутренних литников (11) придана форма, которая предотвращает повреждение осевого потока, которое в ином случае могло бы возникнуть при наличии острой кромки на этой стороне литников.
В описании подчеркивалось, что имеется выходная часть (9), отдельная от распределительной части (8). Показанные детали (9с) и (9е) могут быть сконструированы как единая деталь. Центрирующая деталь (9d) выполнена регулируемой для того, чтобы компенсировать изменения толщины в экструдированной трубчатой пленке (16).
Если используется две или более лабиринтные системы, каждая из которых запитывается от отдельного экструдера, между кольцами (9а) и (9b) может быть вставлено еще одно кольцо, поверхности которого имеют такую форму, чтобы вместе с кольцом (9а) формировать одну лабиринтную систему, а вместе с кольцом (9b) - другую лабиринтную систему.
На фиг.6 каждая из 64 конечных ветвей лабиринтной системы заканчивается внутренним литником, который выходит непосредственно в осевой кольцевой поток. Однако делить лабиринтную систему более чем на 64 ветви непрактично и если потребуется большее количество жил, каждая конечная ветвь может открываться в общий кольцевой канал рядом с каналом (12) для осевого потока. Из этого кольцевого канала можно выполнить нужное большое количество отверстий в канал (12).
Пример 1
Процедура аналогична процедуре, описанной в патенте US 5028289 (Расмуссен), Пример 3, за исключением следующего.
Линия для совместной экструзии построена, как показано на фиг.4, 5а, 5b и 6, и имеются совместно экструдированные жилы, состоящие из сополимера этилена и октена с низкой точкой плавления, полученного на металлоценовом катализаторе с диапазоном температур плавления 50-60°С и индексом текучести расплава 1,0.
В него добавлен наполнитель из серебряного пигмента. Количество этой добавки увеличено втрое по сравнению с количеством, применяемым для производства обычной серебристой пленки.
Слой, который в этом патенте США назван «ламинирующим слоем», а в настоящем описании - «вторым связующим слоем», представляет собой смесь из 90% линейного полиэтилена низкой плотности и 10% сополимера с низкой точкой плавления. Линейный полиэтилен низкой плотности имеет плотность 0,92 г/мл и индекс текучести расплава 1,0. Главный слой и термосварной слой (для термосварки готового кроссламината) - такие же, как и в указанном примере 3. Главный слой составляет 75%, термосварной слой 15%, второй связующий слой 8% и жилы 2% пленки по объему.
Компоненты для главного, второго связующего и термосварного слоев не содержат никаких пигментов.
Угол разрезания составляет 57°.
Температуры для ламинирования, растяжения и окончательной термообработки также отличаются, а именно:
Предварительный нагрев: 60°С.
Для поперечного растяжения между специальными рифлеными роликами, описанными в этом патенте США, и для первого продольного растяжения: 50°С.
Для последующего поперечного и продольного растяжения: 35°С.
Для термообработки для получения окончательной связи: 90°С.
Более того, во время главного поперечного растяжения для охлаждения пленки не используется обдув воздухом.
Как и в примере 3, плотность готового кроссламината, который для обозначений ниже именуется I, составляет около 70 г/м2 и рисунок связи соответствует показанному на фиг.1.
Подобный кроссламинат (обозначенный II), но без жил, был изготовлен для сравнения.
Более того, был изготовлен третий ламинат (обозначенный III), подобный первому, но без жил и с увеличением содержания сополимера с низкой точкой плавления во втором связующем слое с 10% до 15%.
Образец (I) показывает наивысшее сопротивление распространению разрыва, образец (II) дал почти такой же результат, а ламинат (III) показал значительно меньшее сопротивлению распространению разрыва при ударных разрывах, неприемлемое для брезентов. Это свойство оценивалось по разрыву вручную с измеренной скоростью 5-7 м/с группой людей, проводивших подобные испытания и знающие требования потребителей. Насколько известно изобретателю, не существует какого-либо стандартного теста на сопротивляемость распространению разрыва, который бы близко воспроизводил практические условия возникновения разрывов.
Ламинаты (I), (II) и (III) также испытывались на ускоренное старение путем изгиба. Ламинаты разрезали на полосы шириной 8 см, которые устанавливались как флаг на флагшток диаметром 25 мм и обрезали так, чтобы они отходили от флагштока на 25 см. Затем такой флаг испытывали искусственным ветром скоростью около 100 км/ч. Образцы (II) и (III) расслоились через несколько минут, а образец (I) 2 часа, в течение которых проводился тест, оставался связанным по всем точкам пересечения жилами друг друга.
Нижеследующие замечания относятся к осмотру до теста на ускоренное старение. При осмотре образца (I) независимо от того, с какой стороны смотреть, возникло впечатление, что цветные жилы на несколько миллиметров отстоят от полос.
Сечение образца (I) исследовалось под микроскопом. Оно показало равномерный рисунок изменений толщины и соответствующей волнистости, однако в очень небольшой степени. В примере 1 вышеупомянутого патента ЕР-В-0624126 эта структура, именуемая «структура U-образных ребер», гораздо более выражена, см. фиг.1 этого патента. «Структура U-образных ребер» определяется в п.9 формулы настоящей заявки. В данном примере ставилась цель получить значительно менее выраженную «структуру U-образных ребер» путем изменения условий процесса, а именно, увеличением угла резания, смягчением условий охлаждения после продольного растяжения и немного более сильным поперечным растяжением при терморелаксации.
Толщина образца 1 менялась приблизительно на +/-10% в целом равномерным рисунком, а угол между поверхностью, обозначенной позицией А, и средней плоскостью поверхности менялся приблизительно на +/-3° в пределах деления, также в целом равномерно.
Эти относительно небольшие изменения угла, влияя на характер отражения света, дают впечатление выраженной полосатости. Роль может играть и то, что рифленые растягивающие ролики дают рисунок меняющегося блеска.
Пример 2
Целью этого примера является дополнительное исследование оптических эффектов пересекающихся жил до и после ускоренного старения изгибом.
В точности повторялась процедура по Примеру 1, за исключением пигментации компонентов.
Образец IV: жилы имели ту же добавку серебристого пигмента, что и в примере 1. В одном полотне ламината главный слой был пигментирован в темно-синий цвет таким количеством концентрата, которое приблизительно вдвое превышает используемое обычно. В другом полотне пигментировались только жилы, остальные части были прозрачными.
Образец V: жилы пигментированы в белый цвет добавкой концентрата TiO2. Количество концентрата втрое превышало обычно используемое.
В обоих полотнах ламината главный слой был окрашен тем же синим пигментом, что и в образце IV, но половинным количеством концентрата.
Образец VI: жилы отсутствуют, главные слои пигментированы, как и в образце V. Тот же второй связующий слой, что и в образцах IV и V.
Исследование образцов до проведения теста на ускоренное старение изгибанием:
Образец IV: с прозрачной стороны наблюдается блестящий трехмерный серебристый рисунок. С «обратной» стороны: довольно красивый, но не блестящий трехмерный рисунок темно-синего цвета.
Образец V: с обеих сторон красивый трехмерный рисунок линий более светлого синего цвета.
Осмотр образцов после 5 минут ускоренного изгиба, как пояснялось в примере 1:
Образец IV: с «обратной» стороны все еще выглядит красиво и отсутствуют следы расслоения в областях материала жил. С прозрачной стороны ламинат выгляди не столь эстетично из-за прогрессирующего расслоения в областях, где отсутствует материал жил.
Образец V: с обеих сторон ламинат выглядит несколько состарившимся, но пересекающийся рисунок цел по всей площади и все еще выглядит красиво.
Образец VI (без жил): сильно расслоенный и непригодный к использованию.
Осмотр образца V через 1 час ускоренного изгиба, как пояснялось в примере 1: материал сохраняет связь в точках пересечения жил. С обеих сторон виден линейный рисунок более светлого цвета.
Пример 3
Процедура по примеру 1 повторялась с тем изменением, что экструдировались более толстые пленки с тем, чтобы готовый ламинат имел плотность 120 г/м2, и во втором связующем слое содержание низкоплавкого сополимера увеличено с 10% до 15%.
Пигментация аналогична примеру 2 для образца IV, а именно: жилы - серебристые, главный слой в одном полотне был темно-синим, в другом - без какого-либо пигмента.
Этот кроссламинат показал превосходные свойства сопротивления распространению разрывов, которые оценивались, как пояснялось в примере 1. После 5 минут ускоренного изгибания способом по примерам 1 и 2 в нем не появились признаки расслоения.
Таким образом, после такого теста трехмерный рисунок с прозрачной стороны все еще выглядел превосходно.
Ламинат с продольно-поперечной ориентацией слоев сформирован из пленок, из которых по меньшей мере две имеют одноосевую или неуравновешенную двухосевую ориентацию, в которых основное направление ориентации в одной из этих пленок пересекает основное направление ориентации в другой, и имеют модификации поверхностных свойств, выполненные в определенном рисунке, этих двух пленок на тех их поверхностях, которые расположены внутри ламината и связаны друг с другом. Расположенные внутри поверхностные слои пленок содержат набор жил из материала, полученного совместной экструзией, и расположены так, что эти два набора на двух пленках пересекают друг друга. Жилы могут использоваться для управления адгезией между пленками и снижения тенденции к расслоению при многократном изгибании. Это позволяет использовать ламинат в качестве брезента. В комбинации с созданием рельефа по меньшей мере на одной пленке главный слой выполнен прозрачным, чтобы сквозь него были видны полосы, при этом цветные жилы придают интересные визуальные эффекты ламинату. Визуальный эффект заставляет ламинат выглядеть толще. 8 н. и 50 з.п. ф-лы, 7 ил.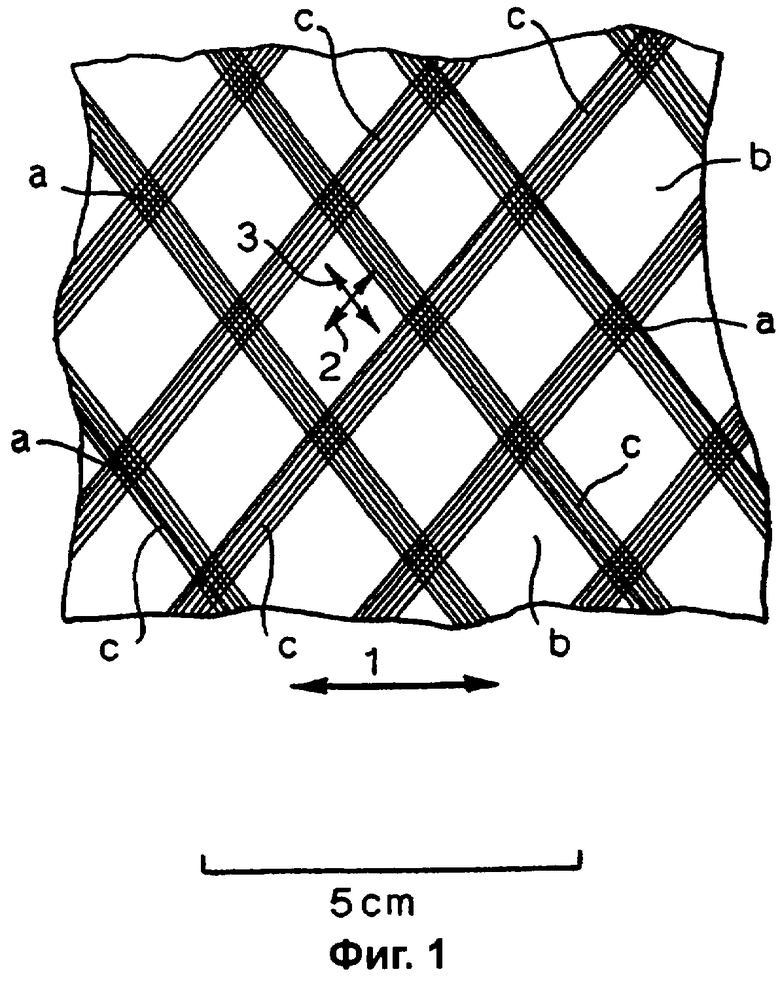
b) пленка А используется как одна поверхность ламината;
c) поверхность ламината по меньшей мере со стороны пленки А выполняют рельефной для формирования видимого рисунка полос вдоль одного направления, образованных поверхностными складками с соответствующим изменением толщины в пленке А, при этом шаг указанного рисунка составляет максимально около 3 мм;
d) материал для жил является цветным, и остальную часть пленки А сохраняют достаточно прозрачной, чтобы сквозь нее были видны цветные жилы, когда на ламинат смотрят со стороны пленки А, благодаря чему глубина складок достаточна, чтобы жилы выглядели отстоящими от полос по меньшей мере на около 0,5 мм.
Приоритеты по пунктам:
| WO 9314928 А1, 05.08.1993 | |||
| US 4403934 А1, 13.09.1983 | |||
| US 4039364 А1, 02.08.1977 | |||
| US 5028289 А1, 02.07.1991 | |||
| GB 1095479 A, 02.08.1967 | |||
| DE 3940237 А1, 06.06.1991 | |||
| МНОГОЦЕЛЕВЫЕ АБСОРБИРУЮЩИЕ И ЗАЩИТНЫЕ ЛИСТОВЫЕ МАТЕРИАЛЫ | 1998 |
|
RU2192353C2 |

